წამყვანი ლილვის დაბალანსება: ყოვლისმომცველი სახელმძღვანელო
წამყვანი ლილვების დინამიური დაბალანსების მოწყობილობები და ბალანსირების მანქანების საზომი სისტემა Balanset-4 – €6,803
წარმოიდგინეთ, რომ სატვირთო მანქანას მართავთ და აჩქარების ან გადაცემათა კოლოფის შეცვლისას მოულოდნელად იგრძნობთ ძლიერ ვიბრაციას ან გესმით ხმამაღალი ტკაცუნი. ეს უბრალოდ უსიამოვნებაზე მეტია - ეს შეიძლება იყოს წამყვანი ლილვის დაუბალანსებელი ნიშანი. ინჟინრებისა და ტექნიკოსებისთვის ასეთი ვიბრაცია და ხმაური მიუთითებს დაკარგულ ეფექტურობაზე, კომპონენტების აჩქარებულ ცვეთაზე და პოტენციურად ძვირადღირებულ შეფერხებაზე, თუ მათ ყურადღებას არ მიაქცევთ.
ამ ყოვლისმომცველ სახელმძღვანელოში ჩვენ გთავაზობთ პრაქტიკულ გადაწყვეტილებებს წამყვანი ლილვის დაბალანსებასთან დაკავშირებული პრობლემებისთვის. თქვენ შეიტყობთ, თუ რა არის წამყვანი ლილვი და რატომ სჭირდება მას დაბალანსება, ამოიცნობთ ვიბრაციის ან ხმაურის გამომწვევ გავრცელებულ გაუმართაობებს და მიჰყვებით დინამიური წამყვანი ლილვის დაბალანსების მკაფიო, ეტაპობრივ პროცესს. ამ საუკეთესო პრაქტიკის გამოყენებით, თქვენ შეგიძლიათ დაზოგოთ ფული შეკეთებაზე, შეამციროთ პრობლემების მოგვარების დრო და უზრუნველყოთ თქვენი მანქანა-დანადგარების საიმედოდ მუშაობა მინიმალური ვიბრაციით.
შინაარსი
- 1. ამძრავ ვალიკოების ტიპები
- 2. უნივერსალური სახსრის ამძრავის გაუმართაობა
- 3. ამძრავის ბალანსირება
- 4. თანამედროვე ბალანსირების სადგურები ამძრავთა ღერძებისთვის
- 5. ამძრავის ღერძის დაბალანსებისთვის მომზადება
- 6. ამძრავის ბალანსირების პროცედურა
- 7. მყარი როტორებისთვის რეკომენდებული დაბალანსების სიზუსტის კლასები







1. ამძრავ ვალიკოების ტიპები
უნივერსალური სახსრის ამძრავი (ამძრავი ღერძი) არის მექანიზმი, რომელიც გადასცემს მაბრუნებელ მომენტს ღერძებს შორის, რომლებიც უნივერსალური სახსრის ცენტრში კვეთენ ერთმანეთს და შეუძლიათ ერთმანეთის მიმართ კუთხით გადაადგილება. ავტომობილში ამძრავი ღერძი გადასცემს მაბრუნებელ მომენტს გადაცემათა კოლოფიდან (ან გამანაწილებელი კოლოფიდან) ამძრავ ღერძებზე, კლასიკური ან სრულამძრავიანი კონფიგურაციის შემთხვევაში. სრულამძრავიანი ავტომობილებისთვის უნივერსალური სახსარი, როგორც წესი, აკავშირებს გადაცემათა კოლოფის ამძრავ ღერძს გამანაწილებელი კოლოფის ამძრავ ღერძთან, ხოლო გამანაწილებელი კოლოფის ამძრავ ღერძებს — ამძრავ ღერძებთან, რომლებიც ამძრავებენ ამძრავ ღერძებს.
ჩარჩოზე დამონტაჟებული აგრეგატები (მაგალითად, გადაცემათა კოლოფი და გადაცემათა კოლოფი) შეიძლება ერთმანეთთან შედარებით იმოძრაონ მათი საყრდენებისა და თავად ჩარჩოს დეფორმაციის გამო. ამასობაში, წამყვანი ღერძები ჩარჩოზე მიმაგრებულია საკიდარის მეშვეობით და შეუძლიათ ჩარჩოსთან და მასზე დამონტაჟებულ აგრეგატებთან შედარებით იმოძრაონ საკიდარის ელასტიური ელემენტების დეფორმაციის გამო. ამ მოძრაობას შეუძლია შეცვალოს არა მხოლოდ აგრეგატებს შორის დამაკავშირებელი წამყვანი ლილვების კუთხეები, არამედ აგრეგატებს შორის მანძილიც.
უნივერსალური სახსრის ამძრავს ერთი მნიშვნელოვანი ნაკლი აქვს: ღერძების არათანაბარი ბრუნვა. თუ ერთი ღერძი თანაბრად ბრუნავს, მეორე არ ბრუნავს თანაბრად და ეს არათანაბრობა იზრდება ღერძებს შორის კუთხის გაზრდასთან ერთად. ეს შეზღუდვა ხელს უშლის უნივერსალური სახსრის ამძრავის გამოყენებას ბევრ სფეროში, მაგალითად, წინა ამძრავიანი ავტომობილების გადაცემათა კოლოფში, სადაც მთავარი ამოცანა მაბრუნებელი მომენტის მბრუნავ ბორბლებზე გადაცემაა. ამ ნაკლის ნაწილობრივ კომპენსირება შესაძლებელია ერთი ღერძის ორმაგი უნივერსალური სახსრის გამოყენებით, რომლებიც ერთმანეთის მიმართ კვარტალური ბრუნით არიან მობრუნებული. თუმცა, იმ შემთხვევებში, სადაც თანაბარი ბრუნვაა საჭირო, მათ ნაცვლად, როგორც წესი, მუდმივი სიჩქარის სახსრები (CV-სახსრები) გამოიყენება. CV-სახსრები უფრო მოწინავე, მაგრამ ამავდროულად უფრო რთული კონსტრუქციაა, რომელიც იმავე მიზანს ემსახურება.
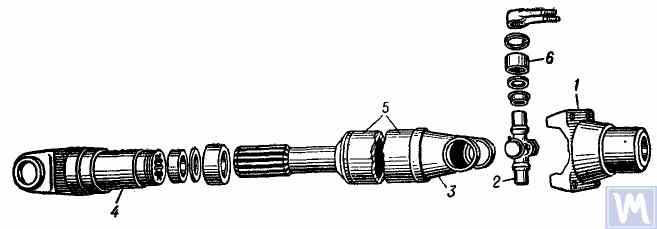
უნივერსალური ამძრავები შეიძლება შედგებოდეს ერთი ან მეტი უნივერსალური სახსრისგან, რომლებიც დაკავშირებულია ამძრავ ღერძებითა და შუალედური საყრდენებით.
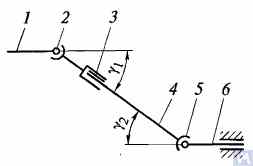
ნახატი 1. უნივერსალური სახსრის ამძრავის დიაგრამა: 1, 4, 6 — ამძრავი ვალი; 2, 5 — უნივერსალური სახსრები; 3 — კომპენსირებადი შეერთება; u1, u2 — ღერძებს შორის კუთხეები
ზოგადად, უნივერსალური სახსრის ამძრავი შედგება უნივერსალური სახსრებისგან 2 და 5, წამყვანი ლილვების 1, 4 და 6 და კომპენსატორული შეერთებისგან 3. ზოგჯერ წამყვანი ლილვი დამონტაჟებულია შუალედურ საყრდენზე, რომელიც მიმაგრებულია ავტომობილის ჩარჩოს განივი ელემენტის ნაწილზე. უნივერსალური სახსრები უზრუნველყოფენ ბრუნვის მომენტის გადაცემას ლილვებს შორის, რომელთა ღერძები კვეთენ კუთხით. უნივერსალური სახსრები იყოფა არათანაბარ და მუდმივი სიჩქარის ტიპებად. არათანაბარი სიჩქარის სახსრები ასევე კლასიფიცირდება ელასტიურ და ხისტ ტიპებად. მუდმივი სიჩქარის სახსრები შეიძლება იყოს ბურთულიანი ტიპის გამყოფი ღარებით, ბურთულიანი ტიპის გამყოფი ბერკეტით და ამწევი ტიპის. ისინი, როგორც წესი, დამონტაჟებულია წამყვანი მართვადი ბორბლების ამძრავში, სადაც ლილვებს შორის კუთხემ შეიძლება მიაღწიოს 45°-ს და უნივერსალური სახსრის ცენტრი უნდა ემთხვეოდეს ბორბლის ბრუნვის ღერძებისა და მისი მბრუნავი ღერძის გადაკვეთის წერტილს.
ელასტიური უნივერსალური შეერთებები გადასცემენ ბრუნვის მომენტს გადამკვეთი ღერძების მქონე ლილვებს შორის 2...3° კუთხით შემაერთებელი ელემენტების ელასტიური დეფორმაციის გამო. ხისტი არათანაბარი სიჩქარის შეერთება გადასცემს ბრუნვის მომენტს ერთი ლილვიდან მეორეზე ხისტი ნაწილების მოძრავი შეერთების მეშვეობით. იგი შედგება ორი უღლისგან - 3 და 5, რომელთა ცილინდრულ ხვრელებშიც საკისრებზე დამონტაჟებულია შემაერთებელი ელემენტის ბოლოები A, B, V და G - ჯვარი 4. უღლები ხისტად არის დაკავშირებული ლილვებთან 1 და 2. უღელს 5 შეუძლია ბრუნვა ჯვრის BG ღერძის გარშემო და ამავდროულად, ჯვართან ერთად, ბრუნვა ღერძ AV-ის გარშემო, რითაც შესაძლებელია ბრუნვის გადაცემა ერთი ლილვიდან მეორეზე მათ შორის ცვალებადი კუთხით.
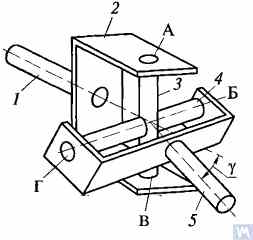
ნახატი 2. მყარი არაერთგვაროვანი სიჩქარის უნივერსალური სახსრის დიაგრამა
თუ მუხლი 7 ბრუნავს თავისი ღერძის გარშემო კუთხით α, მაშინ მუხლი 2 იმავე პერიოდში ბრუნდება კუთხით β. მუხლების 7-ისა და 2-ის ბრუნვის კუთხეებს შორის კავშირი განისაზღვრება გამოხატულებით tanα = tanβ * cosγ, სადაც γ არის კუთხე, რომელზეც ლილვების ღერძებია განლაგებული. ეს გამოსახულება მიუთითებს, რომ კუთხე β ზოგჯერ ნაკლებია, ტოლია ან მეტია კუთხე α-ზე. ამ კუთხეების თანასწორობა ხდება ლილვი 7-ის ბრუნვის ყოველ 90°-ზე. ამიტომ, ლილვი 1-ის ერთგვაროვანი ბრუნვისას, ლილვი 2-ის კუთხური სიჩქარე არაერთგვაროვანია და იცვლება სინუსოიდური კანონის მიხედვით. ლილვი 2-ის ბრუნვის არაერთგვაროვნება უფრო მნიშვნელოვანი ხდება ლილვის ღერძებს შორის γ კუთხის ზრდასთან ერთად.
თუ 2-ე ღერძის არათანაბარი ბრუნვა გადაეცემა ერთეულების ღერძებს, გადაცემათა კოლოფში წარმოიქმნება დამატებითი პულსირებადი დატვირთვები, რომლებიც იზრდება γ კუთხის მატებასთან ერთად. იმისათვის, რომ 2-ე ღერძის არათანაბარი ბრუნვა არ გადაეცეს ერთეულების ღერძებს, უნივერსალური სახსრის ამძრავში გამოიყენება ორი უნივერსალური სახსარი. ისინი ისეა დამონტაჟებული, რომ γ1 და γ2 კუთხეები თანასწორია; უნივერსალური სახსრების ჩანგლები, რომლებიც არათანაბრად მბრუნავ ღერძ 4-ზეა დამაგრებული, ერთი და იმავე სიბრტყეში უნდა იყოს განლაგებული.
უნივერსალური სახსრის ამძრავების ძირითადი ნაწილების დიზაინი ნაჩვენებია ნახაზ 3-ში. არათანაბარი სიჩქარის უნივერსალური სახსარი შედგება ორი უღლისგან (1), რომლებიც დაკავშირებულია ჯვრით (3). ერთ უღელს ზოგჯერ აქვს ფლანგი, ხოლო მეორე შედუღებულია წამყვანი ლილვის მილზე ან აქვს დახრილი ბოლო (6) (ან ყდის) წამყვანი ლილვთან შესაერთებლად. ჯვრის ღეროები დამონტაჟებულია ორივე უღლის ღიობებში ნემსის საკისრებზე (7). თითოეული საკისარი მოთავსებულია კორპუსში (2) და უღლის ღიობში თავსახურით არის დამაგრებული, რომელიც უღელზე მიმაგრებულია ორი ჭანჭიკით, რომლებიც დამაგრებულია საყელურების ჩანართებით. ზოგიერთ შემთხვევაში, საკისრები უღლებში დამაგრებულია დამჭერი რგოლებით. საკისარში შეზეთვის შესანარჩუნებლად და წყლისა და ჭუჭყისგან დასაცავად, არსებობს რეზინის თვითდამჭიმავი საკეტი. ჯვრის შიდა ღრუ ივსება ცხიმით ცხიმის შესაერთებლის მეშვეობით, რომელიც აღწევს საკისრებამდე. ჯვარს, როგორც წესი, აქვს დამცავი სარქველი, რათა დაიცვას საკეტი დაზიანებისგან, რაც გამოწვეულია ჯვარში შემავალი ცხიმის წნევით. დაკლაკნილი შეერთება (6) შეზეთილია ცხიმიანი ფიტინგის (5) გამოყენებით.
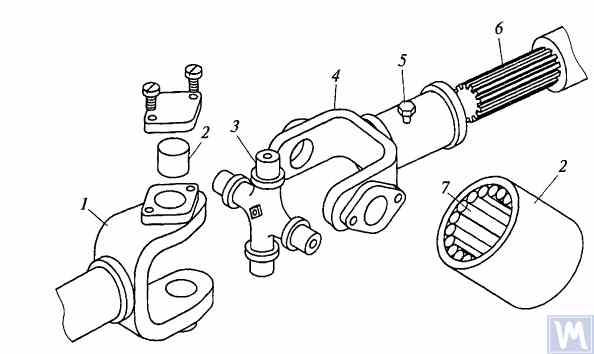
ნახატი 3. მყარი არაერთგვაროვანი სიჩქარის უნივერსალური სახსრის დეტალები
ხისტი, არაერთგვაროვანი სიჩქარის უნივერსალური შეერთებებით დაკავშირებული ლილვების ღერძებს შორის მაქსიმალური კუთხე, როგორც წესი, არ აღემატება 20°-ს, რადგან ეფექტურობა მნიშვნელოვნად მცირდება უფრო დიდი კუთხეების დროს. თუ ლილვის ღერძებს შორის კუთხე მერყეობს 0...2%-ის ფარგლებში, განივი ღერძები დეფორმირდება ნემსის საკისრებით, რაც იწვევს უნივერსალური შეერთების სწრაფ დაზიანებას.
მაღალსიჩქარიანი მუხლუხოიანი სატრანსპორტო საშუალებების ტრანსმისიებში ხშირად გამოიყენება უნივერსალური შეერთებები გადაცემათა შეერთების ტიპებით, რომლებიც ბრუნვის მომენტის გადაცემის საშუალებას იძლევა ლილვებს შორის, რომელთა ღერძები კვეთენ 1.5...2°-მდე კუთხით.
მამოძრავებელი ღერძები, როგორც წესი, მილისებრია და დამზადებულია სპეციალური ფოლადის უნაკლო ან შედუღებული მილებისგან. უნივერსალური სახსრების ყელები, ხერხემლიანი ჩანართები ან თავაკები მიდუღებულია მილებზე. ამძრავ მილის վրա მოქმედი განივი დატვირთვის შესამცირებლად, უნივერსალური სახსრები აწყობილ მდგომარეობაში გადის დინამიკურ დაბალანსებას. დისბალანსი გამოსწორდება ამძრავ მილზე სადაბალანსო ფირფიტების მიდუღებით ან ზოგჯერ უნივერსალური სახსრების საკისრის თავაკების ქვეშ სადაბალანსო ფირფიტების მონტაჟით. ქარხნულ პირობებში უნივერსალური სახსრის ამძრავის აწყობისა და დაბალანსების შემდეგ, ხერხემლიანი შეერთების ნაწილების რელატიური მდებარეობა, როგორც წესი, აღინიშნება სპეციალური იარლიყებით.
ხიდური გადაბმულობის კომპენსაციური შეერთება, როგორც წესი, ხორციელდება ხერხემლიანი შეერთების სახით, რაც უნივერსალური გადაბმულობის დეტალებს ღერძული გადაადგილების საშუალებას აძლევს. ის შედგება ხერხემლიანი თავაკისგან, რომელიც უნივერსალური გადაბმულობის ხერხემლიან მანჟეტაში ერგება. შეზეთვა ხერხემლიან შეერთებაში შედის ცხიმის ჩამტანიდან ან გამოიყენება აწყობისას და იცვლება ავტომობილის ხანგრძლივი გამოყენების შემდეგ. ცხიმის გაჟონვისა და დაბინძურების თავიდან ასაცილებლად, როგორც წესი, მონტაჟდება ჰერმეტი და თავსახური.
გრძელი ამძრავი ღერძებისთვის, უნივერსალური სახსრის ამძრავებში, როგორც წესი, შუალედური საყრდენები გამოიყენება. შუალედური საყრდენი, როგორც წესი, შედგება სამაგრისგან, რომელიც დამაგრებულია ავტომობილის შასის განივი ძელზე და რომელშიც ჩასმულია სფერული რულმენტი რეზინის ელასტიკურ რგოლში. რულმენტი ორივე მხრიდან დახურულია თავსახურებით და აქვს შეზეთვის მოწყობილობა. ელასტიკური რეზინის რგოლი ხელს უწყობს აწყობის სიზუსტის დარღვევებისა და რულმენტის არასწორი განლაგების კომპენსაციას, რაც შეიძლება შასის დეფორმაციების გამო მოხდეს.
სამაგრი ნემსისებრი საკისრებით (ნახ. 4ა) შედგება სამაგრებისგან, ჯვრისგან, ნემსისებრი საკისრებისგან და ჰერმეტებისგან. ნემსისებრი საკისრებით აღჭურვილი თასები ჯვრის ღერძებზე მაგრდება და ჰერმეტებით ჰერმეტდება. თასები სამაგრებში მაგრდება ჩამკეტი რგოლებით ან ხრახნებით დამაგრებული თავსახურებით. სამაგრები ცხიმიანდება ცხიმის ჩამოსასხმელი ნემსის საშუალებით, ჯვარში არსებული შიდა ჩაღრმავებების მეშვეობით. შეერთებაში ზეთის ჭარბი წნევის მოსაშორებლად გამოიყენება უსაფრთხოების სარქველი. ამძრავი კროპის ერთგვაროვანი ბრუნვისას, ამძრავი კროპი არაბრუნვად ბრუნავს: ის ყოველ ბრუნზე ორჯერ ჩამორჩება ამძრავ კროპს და ორჯერ უსწრებს მას. არაბრუნადი ბრუნვის აღმოსაფხვრელად და ინერციული დატვირთვის შესამცირებლად გამოიყენება ორი უნივერსალური სახსარი.
წინა მამოძრავებელ ბორბლებზე გადაცემისას დამონტაჟებულია ცვლადი სიჩქარის უნივერსალური სახსრები. GAZ-66 და ZIL-131 მარკის ავტომობილების ცვლადი სიჩქარის სახსრიანი ამძრავი შედგება 2 და 5 ნიჩბებისგან (ნახ. 4ბ), ოთხი სფეროსგან 7 და ცენტრალური სფეროსგან 8. მამოძრავებელი იუკი 2 ერთმანეთთანაა შეერთებული შიდა ღერძთან, ხოლო ამძრავი იუკი — გარე ღერძთან, რომლის ბოლოშიც ბორბლის კვანძია დამაგრებული. მაბრუნებელი მომენტი იუკი 2-დან იუკი 5-ზე გადადის ბურთულების 7 მეშვეობით, რომლებიც იუკებზე არსებულ წრიულ ღარებში მოძრაობენ. ცენტრალური ბურთი 8 ემსახურება საყელოების ცენტრირებას და დამაგრებულია რკინის ღეროებით 3, 4. საყელოების 2, 5 მბრუნავი სიხშირე იდენტურია მექანიზმის საყელოებთან მიმართებით სიმეტრიის გამო. ღეროს სიგრძის ცვლილება უზრუნველყოფილია საყელოებისა და ღეროს თავისუფალი ხერხემლიანი შეერთებებით.
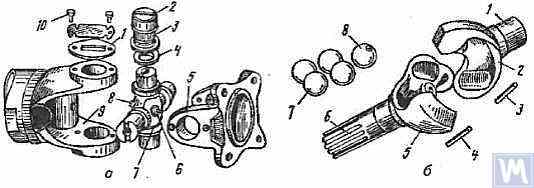
ნახატი 4. უნივერსალური გადაბმულობები: ა — უნივერსალური გადაბმულობა: 1 — თავსახური; 2 — ფიალი; 3 — ნემსური საკიდი; 4 — ჰერმეტი; 5, 9 — კოჭები; 6 — უსაფრთხოების სარქველი; 7 — კვანძი; 8 — ცხიმის ჩასასხამებელი; 10 — ჭანჭიკი; ბ — მუდმივი სიჩქარის უნივერსალური კვანძი: 1 — შიდა მუხლა ღერძი; 2 — ამძრავი კვანძი; 3, 4 — ჩამაგრები; 5 — ამძრავი კვანძი; 6 — გარე მუხლა ღერძი; 7 — ბურთულები; 8 — ცენტრალური ბურთულა
2. უნივერსალური სახსრის ამძრავის გაუმართაობა
ხელისშემწყნარებელი კოჭის ამძრავის გაუმართაობა, როგორც წესი, ვლინდება მკვეთრი ტკაცუნით, რომელიც ისმის მანქანის მოძრაობისას, განსაკუთრებით გადაცემათა გადართვისას და ძრავის კურკის ღერძის სიჩქარის მკვეთრი ზრდისას (მაგალითად, ძრავის მუხრუჭიდან აჩქარებაზე გადასვლისას). უნივერსალური სახსრის გაუმართაობის ნიშანი შეიძლება იყოს მისი გაცხელება მაღალ ტემპერატურამდე (100°C-ზე მეტი). ეს ხდება უნივერსალური სახსრის ჩანართებისა და ღერძების, ნემსისებრი საკისრების, ჯვარედინი სახსრებისა და ხერხემლიანი შეერთებების მნიშვნელოვანი ცვეთის გამო, რასაც იწვევს უნივერსალური სახსრის არასწორი განლაგება და ნემსისებრ საკისრებზე დიდი ზემოქმედებითი ღერძული დატვირთვა. უნივერსალური სახსრის ჯვარედინი ნაწილის კორპუსისებრი ბეჭდების დაზიანება იწვევს ღერძისა და მისი საკისრის სწრაფ ცვეთას.
ტექნიკური მომსახურების დროს, უნივერსალური სახსრის ამძრავი შემოწმდება ამძრავი ღერძის ხელით მკვეთრად მობრუნებით ორივე მიმართულებით. ღერძის თავისუფალი ბრუნვის ხარისხი განსაზღვრავს უნივერსალური სახსრებისა და ხერხემლიანი შეერთებების ცვეთას. ყოველ 8-10 ათას კილომეტრზე შემოწმდება გადაცემათა კოლოფის ამძრავი ღერძის ფლანეცებისა და ძირითადი გადამცემი კბილანის ამძრავის ღერძის ფლანეცების შეხრახნული შეერთებების მდგომარეობა, ასევე ამძრავი ღერძის შუალედური საყრდენის დამაგრება. ასევე შემოწმდება რეზინის ჩაფარებების მდგომარეობა ხრახნიან შეერთებებზე და უნივერსალური სახსრის ჯვრის საცობი ჰერმეტები. ყველა სამაგრი ჭანჭიკი უნდა მოჭერილიყო სრულად (მომენტის მომჭერა 8-10 კგფ·მ).
უნივერსალური სახსრების ნემსისებრი რულმენტები შეზეთულია გადაცემათა კოლოფის ზეთით; ხოლო უმეტეს ავტომობილებში ხერხემლიანი შეერთებები შეზეთულია ცხიმებით (US-1, US-2, 1-13 და ა.შ.); ნემსისებრი რულმენტების ცხიმიანი შეზეთვა მკაცრად აკრძალულია. ზოგიერთ ავტომობილში ხერხემლიანი შეერთებები გადაცემათა კოლოფის ზეთით ილუგმება. შუალედური საყრდენი საკისარი, რომელიც რეზინის ჩასადენშია მოთავსებული, პრაქტიკულად არ საჭიროებს ილუგმებას, რადგან ის ქარხნულად, აწყობისას ილუგმება. ZIL-130 ავტომობილის საყრდენი საკისარი რეგულარული ტექნიკური მომსახურებისას (ყოველ 1100-1700 კმ) ცხიმით ილუგმება წნევით ცხიმგამტარის მეშვეობით.
ნახატი 5. კარდანის ამძრავი: 1 — კარდანის ლილვის დასამაგრებელი ფლანეცი; 2 — კარდანის ჯვარი; 3 — კარდანის ჩანგალი; 4 — მცოცავი ჩანგალი; 5 — კარდანის ლილვის მილი; 6 — დახურული ბოლოთი ნემსოვანი როლიკიანი საკისარი
ხელისაღები ამძრავი შედგება ორი ხელისაღებისა და წვეთოვანი რგოლებისგან, რომლებიც დაკავშირებულია ღრუ ღეროთი, და მოძრავი კაუჭი რგოლოვანი კბილანებით. ჭუჭყისგან საიმედო დაცვისა და რგოლოვანი შეერთების კარგი შეზეთვის უზრუნველსაყოფად, მოძრავი კაუჭი (6), რომელიც დაკავშირებულია კოლოფის მეორადი ღეროსთან (2), განთავსებულია კოლოფის კორპუსზე მიმაგრებულ გაფართოებაში (1). დამატებით, ხრახნიანი შეერთების ეს განლაგება (შეერთებებს შორის ზონის გარეთ) მნიშვნელოვნად ზრდის უნივერსალური გადამცემი კვანძის სიმყარეს და ამცირებს მუხლის ვიბრაციის ალბათობას მისი ცვეთისას.
წამყვანი ლილვი დამზადებულია თხელკედლიანი ელექტროშედუღებული მილისგან (8), რომელშიც ორივე ბოლოში დაჭერილია ორი იდენტური უღელი (9) და შემდეგ შედუღებულია რკალური შედუღებით. ჯვრის (25) ნემსისებრი საკისრების კორპუსები (18) დაჭერილია უღლების (9) ნახვრეტებში და დამაგრებულია ზამბარის შემაკავებელი რგოლებით (20). თითოეული უნივერსალური შეერთების საკისარი შეიცავს 22 ნემსს (21). შტამპიანი თავსახურები (24) დაჭერილია ჯვრების გამოშვერილ ღეროებზე, რომლებშიც დამონტაჟებულია კორპის რგოლები (23). საკისრები შეზეთილია კუთხოვანი ცხიმიანი ფიტინგით (17), რომელიც ხრახნულია ჯვრის ცენტრში ხრახნიან ხვრელში და დაკავშირებულია ჯვრის ღეროებში არსებულ გამტარ არხებთან. უნივერსალური შეერთების ჯვრის მოპირდაპირე მხარეს, მის ცენტრში მდებარეობს დამცავი სარქველი (16), რომელიც შექმნილია ჯვრისა და საკისრების შევსებისას ზედმეტი ცხიმის გამოსაყოფად და მუშაობის დროს ჯვრის შიგნით წნევის დაგროვების თავიდან ასაცილებლად (სარქველი აქტიურდება დაახლოებით 3.5 კგ/სმ² წნევით). დამცავი სარქვლის დაყენების აუცილებლობა განპირობებულია იმით, რომ ჯვრის შიგნით წნევის ჭარბმა მატებამ შეიძლება გამოიწვიოს კორპის საკეტების დაზიანება (ექსტრუზია).
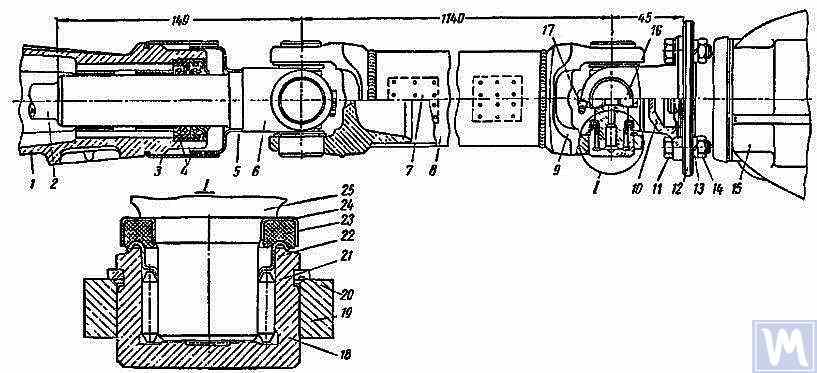
ნახატი 6. კარდანის ლილვის აწყობა: 1 — გადაცემათა კოლოფის გაგრძელება; 2 — გადაცემათა კოლოფის მეორადი ლილვი; 3 და 5 — ტალახამრეკლები; 4 — რეზინის შემჭიდროებები; 6 — მცოცავი ჩანგალი; 7 — საბალანსე ფირფიტა; 8 — კარდანის ლილვის მილი; 9 — ჩანგალი; 10 — ფლანეციანი ჩანგალი; 11 — ჭანჭიკი; 12 — უკანა ხიდის წამყვანი გადაცემის ფლანეცი; 13 — ზამბარიანი შაიბა; 14 — ქანჩი; 15 — უკანა ხიდი; 16 — უსაფრთხოების სარქველი; 17 — კუთხური საზეთურე; 18 — ნემსოვანი საკისარი; 19 — ჩანგლის თვალი; 20 — ზამბარიანი შემკავებელი რგოლი; 21 — ნემსი; 22 — შაიბა ტოროიდული დაბოლოებით; 23 — კორპის რგოლი; 24 — დაჭედილი თავსახური; 25 — ჯვარი
ორივე უნივერსალური შეერთებით აწყობილი წამყვანი ლილვი ფრთხილად დინამიურად დაბალანსებულია ორივე ბოლოში მილზე დაბალანსების ფირფიტების (7) შედუღებით. ამიტომ, ლილვის დაშლისას, მისი ყველა ნაწილი ფრთხილად უნდა იყოს მონიშნული, რათა მათი აწყობა თავდაპირველ პოზიციებზე მოხდეს. ამ ინსტრუქციის შეუსრულებლობა არღვევს ლილვის ბალანსს, რაც იწვევს ვიბრაციებს, რომლებმაც შეიძლება დააზიანოს ტრანსმისია და ავტომობილის კორპუსი. თუ ცალკეული ნაწილები ცვდება, განსაკუთრებით თუ მილი იხრება დარტყმის გამო და აწყობის შემდეგ ლილვის დინამიურად დაბალანსება შეუძლებელი ხდება, მთელი ლილვი უნდა შეიცვალოს.
კარდანის ლილვის შესაძლო გაუმართაობები, მათი მიზეზები და აღმოფხვრის მეთოდები
| მწყობრიდან გამოსვლის მიზეზი | გადაწყვეტა |
|---|---|
| კარდანის ლილვის ვიბრაცია | |
| 1. ღერძის მოხრა დაბრკოლების გამო | 1. გასწორეთ და დინამიურად დაბალანსეთ აწყობილი ღერძი, ან შეცვალეთ აწყობილი ღერძი. |
| 2. საკისრებისა და ჯვრის ცვეთა | 2. შეცვალეთ საკისრები და ჯვარი და დინამიკურად დააბალანსეთ აწყობილი ლილვი |
| 3. გასაფართოებელი ჩასადებებისა და მოძრავი სამაგრის ცვეთა | 3. შეცვალეთ გაგრძელება და მცოცავი ჩანგალი და დინამიკურად დააბალანსეთ აწყობილი ლილვი |
| კაკუნები სტარტისა და დაძვრისას | |
| 1. სრიალა ჩანგლის შლიცების ან გადაცემათა კოლოფის მეორადი ლილვის ცვეთა | 1. შეცვალეთ გაცვეთილი ნაწილები. სრიალა ჩანგლის შეცვლისას აწყობილი ლილვი დინამიკურად დააბალანსეთ. |
| 2. უკანა ხიდის ამძრავი კბილანას ფლანეცზე ფლანეციანი ჩანგლის დამამაგრებელი ჭანჭიკების მოშვება | 2. მოჭირეთ ჭანჭიკები |
| ზეთის გაჟონვა უნივერსალური სახსრის ჰერმეტებიდან | |
| უნივერსალური სახსრის ჰერმეტებში კორპის რგოლების ცვეთა | შეცვალეთ კორპის რგოლები და ხელახალი აწყობისას შეინარჩუნეთ ამძრავი ლილვის ყველა ნაწილის ურთიერთმდებარეობა. თუ ჯვრები და საკისრები გაცვეთილია, შეცვალეთ საკისრები და ჯვრები და აწყობილი ლილვი დინამიკურად დააბალანსეთ. |
3. ამძრავის ბალანსირება
ამძრავი ლილვის შეკეთებისა და აწყობის შემდეგ იგი დანადგარზე დინამიკურად ბალანსდება. ამძრავი ლილვებისთვის განკუთვნილი საბალანსო დანადგარის ერთ-ერთი კონსტრუქცია ნაჩვენებია სურათ 7-ზე. დანადგარი შედგება ფილისგან (18) და პენდულური ჩარჩოსგან (8), რომელიც დამონტაჟებულია ოთხ ვერტიკალურ ელასტიკურ ღეროზე (3), რაც უზრუნველყოფს მის რხევას ჰორიზონტალურ სიბრტყეში. პენდულური ჩარჩოს (8) გრძივ მილებზე დამონტაჟებულია სამაგრი და წინა სათავე (9), რომელიც კონსოლზე (4) არის დაფიქსირებული. უკანა სათავე (6) მოთავსებულია მოძრავ ტრავერსაზე (5), რაც სხვადასხვა სიგრძის ამძრავი ლილვების დინამიკურ დაბალანსებას უზრუნველყოფს. სათავეების შპინდელები დამონტაჟებულია ზუსტი ბურთულიანი საკისრებზე. წინა სათავის (9) შპინდელი ამძრავდება დანადგარის ბაზაზე დამონტაჟებული ელექტროძრავით V-სარტყლიანი გადაცემისა და შუალედური ლილვის მეშვეობით, რომელზეც დამონტაჟებულია ლიმბი (10) (გრადუირებული დისკი). დამატებით, დანადგარის ფილაზე (18) დამონტაჟებულია ორი სადგამი (15) ამოსაწევი ჩამკეტი პინებით (17), რაც უზრუნველყოფს პენდულური ჩარჩოს წინა და უკანა ბოლოების დაფიქსირებას ამძრავი ლილვის წინა ან უკანა ბოლოს დაბალანსების შესაბამისად.
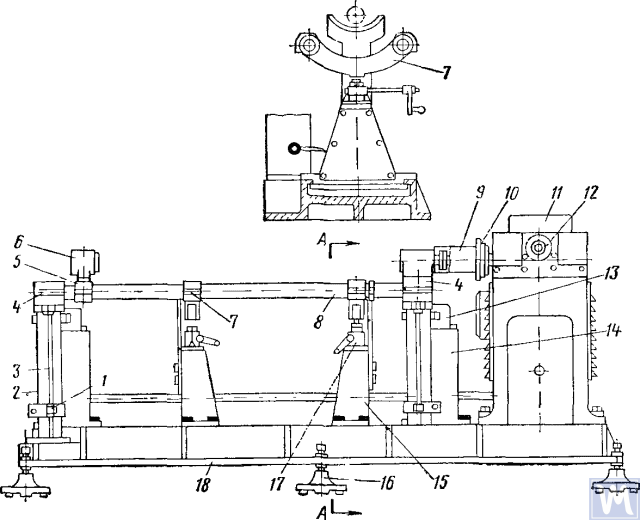
ნახატი 7. დინამიური ბალანსირების დანადგარი ამძრავი ღერძებისთვის
1—სამაგრი; 2—დემპფერი; 3—ელასტიკური ღერო; 4—კონსოლი; 5—მოძრავი ტრავერსა; 6—უკანა სათავე; 7—განივი ძელი; 8—პენდულური ჩარჩო; 9—წინა ამძრავი სათავე; 10—ლიმბ-დისკი; 11—მილივოლტმეტრი; 12—კომუტატორ-გამმართველის ლილვის ლიმბი; 13—მაგნიტოელექტრული სენსორი; 14—ფიქსირებული სადგამი; 15—ფიქსატორის სადგამი; 16—საყრდენი; 17—ფიქსატორი; 18—საყრდენი ფილა
ფიქსირებული სადგამები (14) დამონტაჟებულია დანადგარის ფილის უკანა ნაწილში და მათზე დაყენებულია მაგნიტოელექტრული სენსორები (13), რომელთა ღეროები პენდულური ჩარჩოს ბოლოებს უკავშირდება. ჩარჩოს რეზონანსული რხევების თავიდან ასაცილებლად, კონსოლების (4) ქვეშ დამონტაჟებულია ზეთით შევსებული დემპფერები (2).
დინამიური დაბალანსების დროს, მანქანაზე დამონტაჟებული და დამაგრებულია მოცურების უღლით აღჭურვილი წამყვანი ლილვის შეკრება. წამყვანი ლილვის ერთი ბოლო ფლანგური უღლით უკავშირდება წინა წამყვანი თავის ფლანგს, ხოლო მეორე ბოლო მოცურების უღლის საყრდენი ყელით უკანა თავის დაკლაკნილ ყელთან. შემდეგ მოწმდება წამყვანი ლილვის ბრუნვის სიმარტივე და მანქანის ქანქარის ჩარჩოს ერთი ბოლო ფიქსირდება ფიქსატორის გამოყენებით. მანქანის ჩართვის შემდეგ, გამასწორებლის კიდური ბრუნავს საათის ისრის საწინააღმდეგო მიმართულებით, მილივოლტმეტრის ისრის მაქსიმალურ მაჩვენებლამდე მიყვანით. მილივოლტმეტრის ჩვენება შეესაბამება დისბალანსის სიდიდეს. მილივოლტმეტრის შკალა გრადუირდება გრამ-სანტიმეტრებში ან საპირწონე გრამებში. გამასწორებელი კიდურის საათის ისრის საწინააღმდეგო მიმართულებით ბრუნვის გაგრძელებით, მილივოლტმეტრის ჩვენება ნულამდე ეცემა და მანქანა ჩერდება. გამასწორებელი კიდურის ჩვენების საფუძველზე განისაზღვრება კუთხური გადაადგილება (დისბალანსის გადაადგილების კუთხე) და წამყვანი ლილვის ხელით ბრუნვით, ეს მნიშვნელობა დგინდება შუალედურ ლილვის კიდურზე. დაბალანსების ფირფიტის შედუღების ადგილი იქნება წამყვანი ლილვის ზედა ნაწილში, ხოლო დამძიმებული ნაწილი - ქვედა ნაწილში, კორექციის სიბრტყეში. შემდეგ დაბალანსების ფირფიტა მაგრდება და იკვრება თხელი მავთულით შედუღებიდან 10 მმ-ის დაშორებით, მანქანა ითიშება და მოწმდება წამყვანი ლილვის ბოლოს ბალანსი ფირფიტასთან. დისბალანსი არ უნდა იყოს 70 გ სმ-ზე მეტი. შემდეგ, ერთი ბოლო გათავისუფლებით და ქანქარის ჩარჩოს მეორე ბოლოს ფიქსატორის სადგამით დამაგრებით, წამყვანი ლილვის მეორე ბოლოს დინამიური დაბალანსება ხორციელდება ზემოთ აღწერილი ტექნოლოგიური თანმიმდევრობის შესაბამისად.
ამძრავ ლილვებს დაბალანსების გარკვეული თავისებურებები აქვთ. დეტალების უმეტესობისთვის დინამიკური დაბალანსების ბაზას საყრდენი ყელები წარმოადგენს (მაგ., ელექტროძრავების როტორები, ტურბინები, შპინდელები, კრანკშაფტები და ა.შ.), ხოლო ამძრავი ლილვებისთვის ასეთ ბაზას ფლანეცები წარმოადგენს. აწყობისას სხვადასხვა შეერთებაში წარმოიქმნება გარდაუვალი ნაპრალები, რაც დისბალანსს იწვევს. თუ დაბალანსებისას მინიმალური დისბალანსის მიღწევა ვერ ხერხდება, ლილვი браკდება. დაბალანსების სიზუსტეზე გავლენას ახდენს შემდეგი ფაქტორები:
- ნაპრალი ამძრავი ლილვის ფლანეცის დასაჯდომ სარტყელსა და მარცხენა და მარჯვენა საყრდენი სათავეების მომჭერი ფლანეცების შიდა ხვრელს შორის;
- ფლანცის საყრდენი ზედაპირების რადიალური და ღერძული გადახრა;
- სახსრისა და დატოტვილი შეერთებების ნაპრალებში. დატოტვილი შეერთების ღრუში ცხიმის არსებობამ შეიძლება გამოიწვიოს „მცურავი“ დისბალანსი. თუ ეს ხელს უშლის საჭირო ბალანსირების სიზუსტის მიღწევას, წამყვანი ლილვი დაბალანსდება ცხიმის გარეშე.
ზოგიერთი დისბალანსი შეიძლება სრულიად გამოუსწორებელი იყოს. თუ ამძრავი ლილვის უნივერსალურ სახსრებში მომატებული ხახუნი აღინიშნება, კორექციის სიბრტყეების ურთიერთგავლენა იზრდება. ეს კი ამცირებს დაბალანსების წარმადობასა და სიზუსტეს.
OST 37.001.053-74-ის თანახმად, დადგენილია შემდეგი დისბალანსის სტანდარტები: ორი შეერთების (ორსაყრდენის) მქონე წამყვანი ლილვები დინამიურად დაბალანსებულია, ხოლო სამი (სამსაყრდენის) მქონე - აწყობილი შუალედური საყრდენით; 5 კგ-ზე მეტი წონის წამყვანი ლილვებისა და შემაერთებლების ფლანგები (უღლები) სტატიკურად დაბალანსებულია ლილვის ან შემაერთებლის აწყობამდე; სამსახსრიანი წამყვანი ლილვების თითოეულ ბოლოში ან შუალედურ საყრდენზე წამყვანი ლილვების ნარჩენი დისბალანსის ნორმები ფასდება სპეციფიკური დისბალანსით;
ლილვის თითოეულ ბოლოში ან შუალედურ საყრდენზე, ასევე სამსახსრიანი წამყვანი ლილვებისთვის დაბალანსების სადგამზე ნებისმიერ პოზიციაში, არ უნდა აღემატებოდეს: მსუბუქი ავტომობილებისა და მცირე ტვირთამწეობის სატვირთო მანქანების (1 ტ-მდე) და ძალიან მცირე ზომის ავტობუსების ტრანსმისიებისთვის - 6 გ-სმ/კგ, დანარჩენისთვის - 10 გ-სმ/კგ. წამყვანი ლილვის ან სამსახსრიანი წამყვანი ლილვის მაქსიმალური დასაშვები ნარჩენი დისბალანსის ნორმა უზრუნველყოფილი უნდა იყოს დაბალანსების სადგამზე ტრანსმისიაში მათი სიხშირეების შესაბამისი ბრუნვის სიხშირით ავტომობილის მაქსიმალური სიჩქარით.
4 ტონა და მეტი ტვირთამწეობის მქონე სატვირთო მანქანების, მცირე და დიდი ავტობუსების წამყვანი ლილვებისა და სამსახსრიანი წამყვანი ლილვებისთვის, მაქსიმალური სიჩქარით მოძრაობისას, დასაშვებია დაბალანსების სადგამზე ბრუნვის სიხშირის შემცირება გადაცემათა კოლოფის ლილვების ბრუნვის სიხშირის 70%-მდე. OST 37.001.053-74-ის თანახმად, წამყვანი ლილვების დაბალანსების ბრუნვის სიხშირე უნდა იყოს ტოლი:
nb = (0.7 ... 1.0) nr,
სადაც Nb – დაბალანსების ბრუნვის სიხშირე (უნდა შეესაბამებოდეს სადგამის ძირითად ტექნიკურ მონაცემებს, n=3000 წთ-1; nr – მაქსიმალური სამუშაო ბრუნვის სიხშირე, წთ.-1.
პრაქტიკაში, სახსრებსა და ჭანჭიკოვან შეერთებებში არსებული სივრცის გამო, ამძრავი ღერძი ვერ ბალანსდება რეკომენდებულ მბრუნავ სიხშირეზე. ამ შემთხვევაში, ირჩევა სხვა მბრუნავი სიხშირე, რომელზეც ის ბალანსდება.
4. თანამედროვე ბალანსირების სადგურები ამძრავთა ღერძებისთვის

ნახატი 8. ბალანსირების მანქანა ამძრავებისთვის, რომელთა სიგრძე 2 მეტრამდეა და წონა 500 კგ-მდეა
მოდელს აქვს 2 სამაგრი და იძლევა დაბალანსების საშუალებას 2 საკორექციო სიბრტყეში.
ბალანსირების დანადგარი ამძრავთა ღეროებისთვის, სიგრძით 4200 მმ-მდე და წონით 400 კგ-მდე

ნახატი 9. ბალანსირების მანქანა ამძრავი ღერძებისთვის, რომელთა სიგრძე 4200 მმ-მდე და წონა 400 კგ-მდეა
მოდელს აქვს 4 საყრდენი და იძლევა ერთდროულად 4 საკორექციო სიბრტყეში დაბალანსების საშუალებას.
ნახატი 10. დინამიური ბალანსირებისთვის განკუთვნილი, ჰორიზონტალური მყარი რადიატორული საკისრების ბალანსირების მანქანა
1 – საყრდენი დეტალი (ამძრავი ღერძი); 2 – მანქანის ძირი; 3 – მანქანის საყრდენები; 4 – მანქანის ამძრავი; მანქანის საყრდენების სტრუქტურული ელემენტები ნაჩვენებია 9-ე სურათზე.
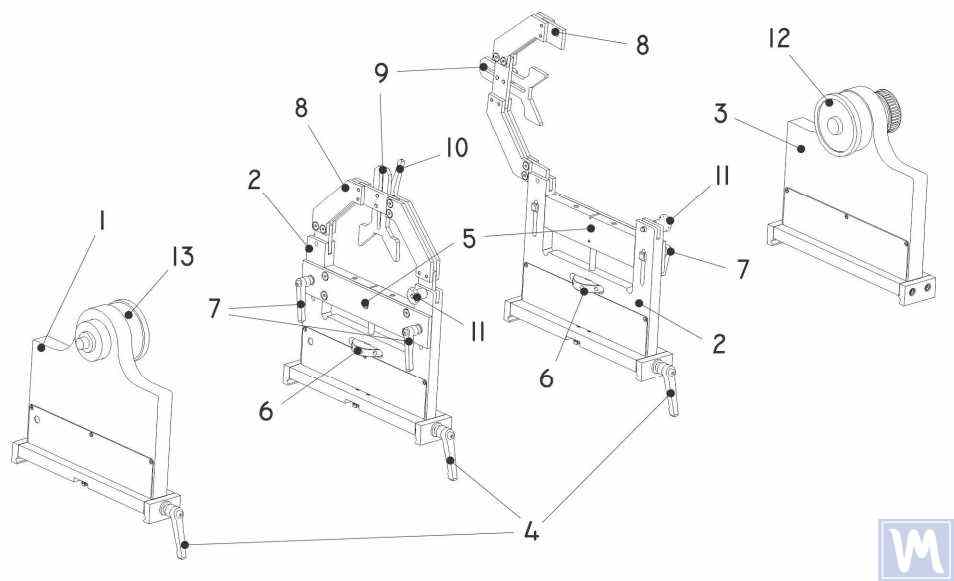
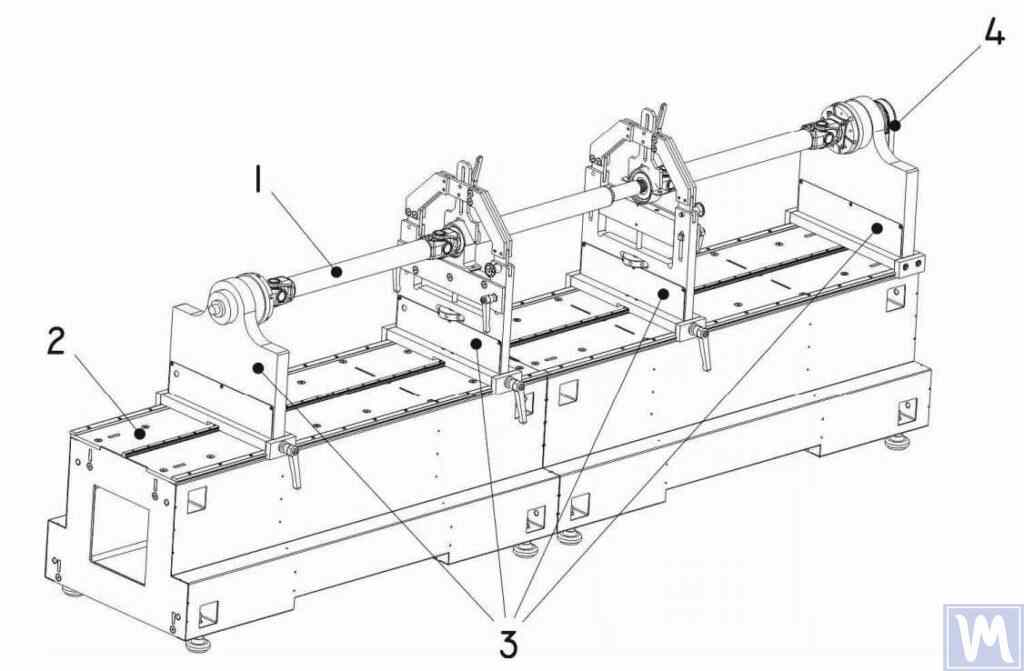
ნახატი 11. ძრავების დინამიკური დაბალანსებისთვის საჭირო მანქანური დამხმარე ელემენტები
1 – მარცხენა არარეგულირებადი საყრდენი; 2 – შუალედური რეგულირებადი საყრდენი (2 ც.); 3 – მარჯვენა არარეგულირებადი ფიქსირებული საყრდენი; 4 – საყრდენი ჩარჩოს ჩამკეტი სახელური; 5 – მოძრავი საყრდენი პლატფორმა; 6 – საყრდენის ვერტიკალური რეგულირების გრავირებული თხილი; 7 – ვერტიკალური მდებარეობის ჩამკეტი სახელურები; 8 – საყრდენის სამაგრი კრონშტეინი; 9 – შუალედური საკისრიანი მოძრავი სამაგრი; 10 – სამაგრის ჩამკეტი სახელური; 11 – სამაგრი კრონშტეინის ჩამკეტი; 12 – ამძრავი (წამყვანი) ღერძი ნივთის დასამონტაჟებლად; 13 – ამძრავი ღერძი
5. ამძრავის ღერძის დაბალანსებისთვის მომზადება
ქვემოთ განვიხილავთ მანქანის საყრდენების მოწყობას და ბალანსირებადი ნაწილის (ოთხსაყრდენიანი ამძრავის ღერძის) მათზე მონტაჟს.
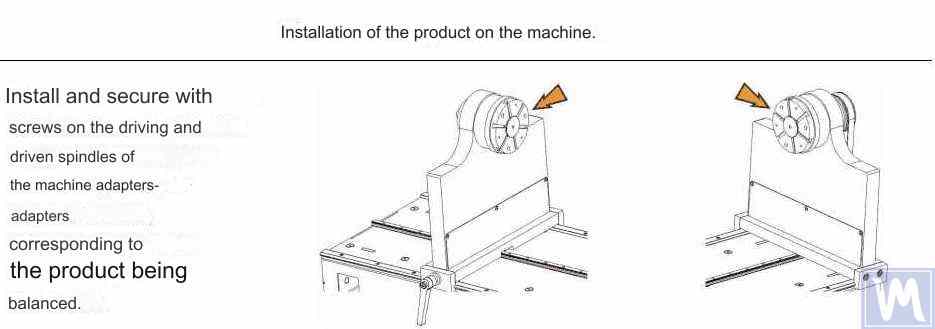
ნახატი 12. გადასაჯდომი ფლანეცების მონტაჟი ბალანსირების მანქანის მბრუნავ ღეროებზე
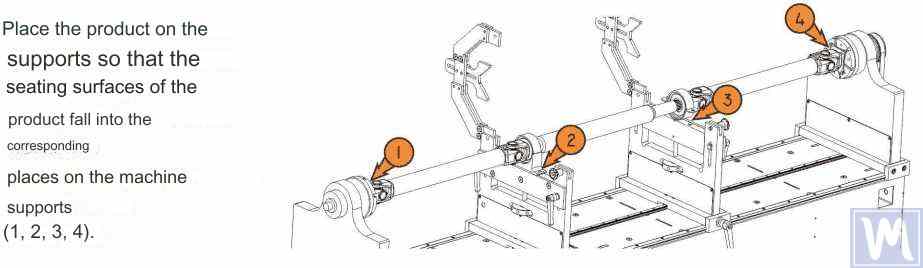
ნახატი 13. ამძრავი ღერძის მონტაჟი ბალანსირების მანქანის საყრდენებზე
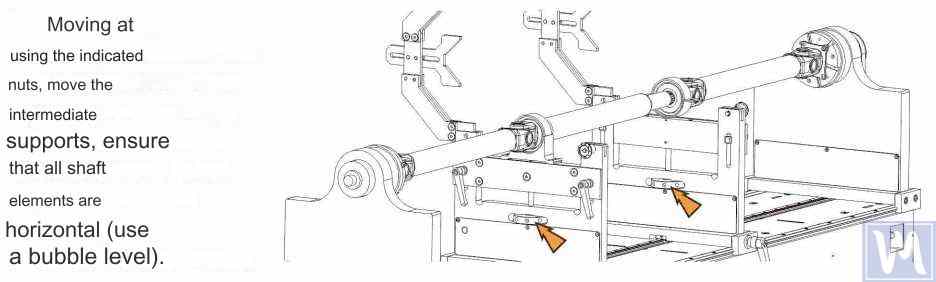
ნახატი 14. ბრუნვის ღერძის ჰორიზონტალურად გასწორება ბალანსირების მანქანის საყრდენებზე ბუშტოვანი დონეის გამოყენებით
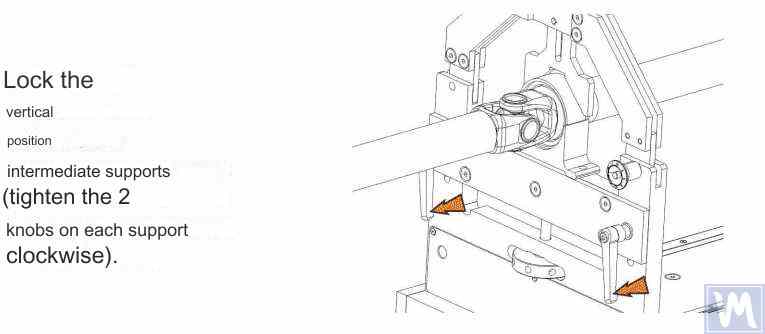
ნახატი 15. ბალანსირების დანადგარის შუალედური საყრდენების დამაგრება ამძრავი ღერძის ვერტიკალური გადაადგილების თავიდან ასაცილებლად
ნივთს ხელით დაატრიალეთ სრული ბრუნვისთვის. დარწმუნდით, რომ ის თავისუფლად ტრიალებს და საყრდენებზე არ იჭედება. ამის შემდეგ, მანქანის მექანიკური ნაწილი დაყენებულია და ნივთის მონტაჟი დასრულებულია.
6. ამძრავის ბალანსირების პროცედურა
ბრუნვის ღერძის დაბალანსების პროცესი ბალანსირების დანადგარზე განვიხილავთ Balanset-4 საზომი სისტემის მაგალითზე. Balanset-4 არის პორტატული ბალანსირების კომპლექტი, რომელიც განკუთვნილია როტორების ბალანსირებისთვის ერთი, ორი, სამი და ოთხი კორექციის სიბრტყეში, როგორც საკუთარ საკისრებში მბრუნავი, ისე ბალანსირების დანადგარზე დამონტაჟებული. მოწყობილობა მოიცავს ოთხამდე ვიბრაციულ სენსორს, ფაზური კუთხის სენსორს, ოთხარხიანი საზომი ბლოკსა და პორტატულ კომპიუტერს.
დაბალანსების მთელი პროცესი, მათ შორის გაზომვა, დამუშავება და ინფორმაციის ჩვენება სათვალაო წონების სიდიდისა და მდებარეობის შესახებ, სრულდება ავტომატურად და მომხმარებლისგან არ მოითხოვს დამატებით უნარებსა და ცოდნას, გარდა მოწოდებული ინსტრუქციებისა. დაბალანსების ყველა ოპერაციის შედეგები ინახება დაბალანსების არქივში და საჭიროების შემთხვევაში, მათი ამობეჭდვა შესაძლებელია ანგარიშების სახით. ბალანსირების გარდა, Balanset-4-ის გამოყენება შესაძლებელია, როგორც ჩვეულებრივი ვიბროტახომეტრის, რაც ოთხ არხზე საერთო ვიბრაციის კვადრატული საშუალოს (RMS), ვიბრაციის მბრუნავი კომპონენტის კვადრატული საშუალოს (RMS) გაზომვისა და როტორის ბრუნვის სიხშირის კონტროლის საშუალებას იძლევა.
გარდა ამისა, მოწყობილობა იძლევა დროის ფუნქციისა და ვიბრაციის სპექტრის გრაფიკების ჩვენების საშუალებას ვიბრაციის სიჩქარის მიხედვით, რაც შეიძლება სასარგებლო იყოს დაბალანსებული მანქანის ტექნიკური მდგომარეობის შეფასებისას.

ნახატი 16. Balanset-4 მოწყობილობის გარე ხედი, რომელიც გამოიყენება ამძრავი ღერძის დასაბალანსებელი მანქანის საზომ და გამომთვლელ სისტემად

ნახატი 17. ბალანსირების მოწყობილობა Balanset-4-ის, როგორც ამძრავი ღერძის დაბალანსების მანქანის საზომი და გამომთვლელი სისტემის, გამოყენების მაგალითი
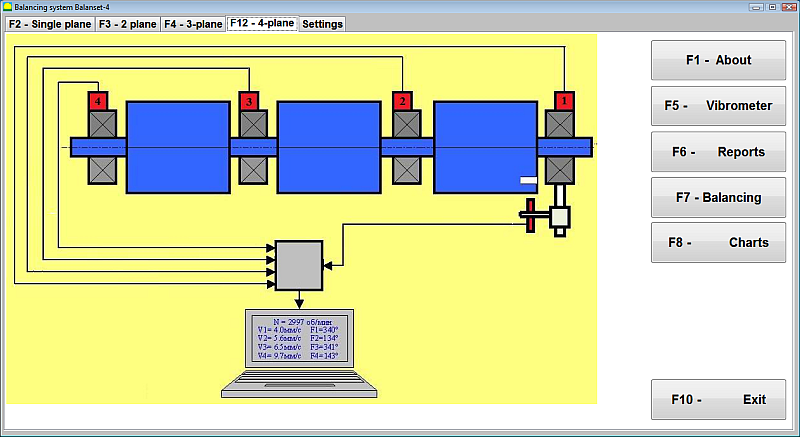
ნახატი 18. Balanset-4 მოწყობილობის მომხმარებლის ინტერფეისი
Balanset-4 მოწყობილობა შეიძლება აღჭურვილი იყოს ორი ტიპის სენსორით - ვიბრაციის აქსელერომეტრებით ვიბრაციის (ვიბრაციის აჩქარების) გასაზომად და ძალის სენსორებით. ვიბრაციის სენსორები გამოიყენება პოსტ-რეზონანსული ტიპის ბალანსირების აპარატებზე მუშაობისთვის, ხოლო ძალის სენსორები გამოიყენება რეზონანსამდელი ტიპის აპარატებისთვის.
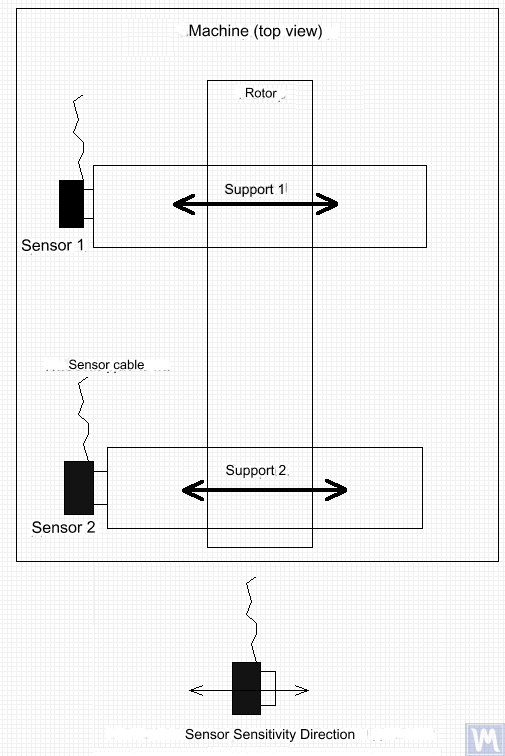
ნახატი 19. Balanset-4-ის ვიბრაციული სენსორების მონტაჟი ბალანსირების მანქანის საყრდენებზე
სენსორების მგრძნობელობის ღერძის მიმართულება უნდა ემთხვეოდეს საყრდენის ვიბრაციული გადაადგილების მიმართულებას, ამ შემთხვევაში - ჰორიზონტალურს. სენსორის დამონტაჟების შესახებ დამატებითი ინფორმაციისთვის იხილეთ როტორების დაბალანსება სამუშაო პირობებში. ძალის სენსორების დამონტაჟება დამოკიდებულია მანქანის კონსტრუქციულ მახასიათებლებზე.
- დაამონტაჟეთ ვიბრაციის სენსორები 1, 2, 3, 4 ბალანსირების მანქანის საყრდენებზე.
- დააკავშირეთ ვიბრაციის სენსორები კონექტორებთან X1, X2, X3, X4.
- დაამონტაჟეთ ფაზის კუთხის სენსორი (ლაზერული ტახომეტრი) 5 ისე, რომ დაბალანსებული როტორის რადიუსული (ან ბოლო) ზედაპირისა და სენსორის კორპუსს შორის ნომინალური ზღვარი შეადგენდეს 10-დან 300 მმ-მდე.
- როტორის ზედაპირზე მიამაგრეთ ასახვადი ლენტის ნიშნული, რომლის სიგანე არანაკლებ 10-15 მმ-ისაა.
- შეაერთეთ ფაზური კუთხის სენსორი კონექტორ X5-თან.
- დააკავშირეთ საზომი მოწყობილობა კომპიუტერის USB პორტს.
- მთავარი კვების ქსელის გამოყენებისას, კომპიუტერი შეაერთეთ კვების ბლოკთან.
- მიაერთეთ კვების ბლოკი 220 ვოლტიან, 50 ჰც ქსელზე.
- ჩართეთ კომპიუტერი და აირჩიეთ პროგრამა "BalCom-4".
- დააჭირეთ ღილაკს "F12-ოთხი-ბრტყელი" (ან კომპიუტერის კლავიატურის F12 ფუნქციის ღილაკს), რათა აირჩიოთ რეჟიმი ოთხი ბრტყლის მიხედვით ვიბრაციის ერთდროული გაზომვისთვის, ვიბრაციის სენსორების 1, 2, 3, 4 გამოყენებით, რომლებიც შესაბამისად შეერთებულია საზომი ბლოკის X1, X2, X3 და X4 შემავალებთან.
- კომპიუტერის ეკრანზე ჩნდება მნემონიკური დიაგრამა, რომელიც ასახავს ვიბრაციის ერთდროულად გაზომვის პროცესს ოთხ საზომ არხზე (ან ოთხ სიბრტყეში დაბალანსების პროცესს), როგორც ეს ნაჩვენებია სურათ 16-ზე.
ბალანსირების შესრულებამდე რეკომენდებულია გაზომვების ჩატარება ვიბრომეტრის რეჟიმში (F5 ღილაკი).
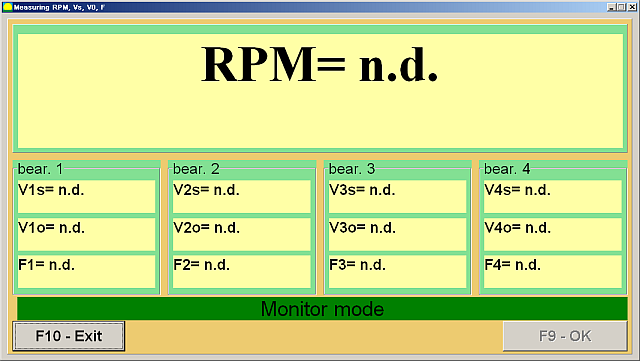
ნახატი 20. ვიბრომეტრის რეჟიმში გაზომვები
თუ ვიბრაციის ჯამური სიდიდე V1s (V2s) დაახლოებით ემთხვევა ბრუნვის კომპონენტის სიდიდეს V1o (V2o), შეიძლება ვივარაუდოთ, რომ მექანიზმის ვიბრაციაში ძირითადი წვლილი როტორის დისბალანსით არის განპირობებული. თუ ვიბრაციის ჯამური სიდიდე V1s (V2s) მნიშვნელოვნად აღემატება ბრუნვის კომპონენტს V1o (V2o), რეკომენდებულია მექანიზმის შემოწმება - საკისრების მდგომარეობის შემოწმება, საძირკველზე საიმედო დამაგრების უზრუნველყოფა, იმის გადამოწმება, რომ როტორი ბრუნვის დროს არ ეხება სტაციონარულ ნაწილებს და სხვა მექანიზმებიდან ვიბრაციების გავლენის გათვალისწინება და ა.შ.
აქ სასარგებლო შეიძლება იყოს „გრაფიკები-სპექტრული ანალიზის“ რეჟიმში მიღებული დროის ფუნქციის გრაფიკებისა და ვიბრაციის სპექტრების შესწავლა.
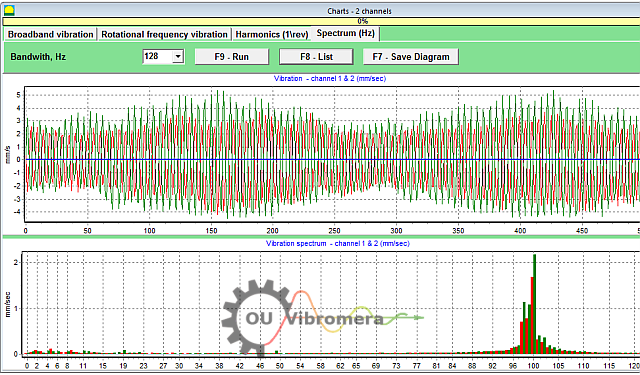
ნახატი 21. ვიბრაციის დროის ფუნქციისა და სპექტრის გრაფიკები
გრაფიკი გვიჩვენებს, თუ რომელ სიხშირეებზეა ვიბრაციის დონე ყველაზე მაღალი. თუ ეს სიხშირეები განსხვავდება დაბალანსებული მექანიზმის როტორის ბრუნვის სიხშირისგან, აუცილებელია ამ ვიბრაციის კომპონენტების წყაროების იდენტიფიცირება და მათ აღმოსაფხვრელად ზომების მიღება დაბალანსებამდე.
ასევე მნიშვნელოვანია ყურადღება მიექცეს მაჩვენებლების სტაბილურობას ვიბრომეტრის რეჟიმში – გაზომვის დროს ვიბრაციის ამპლიტუდა და ფაზა არ უნდა შეიცვალოს 10-15%-ზე მეტით. წინააღმდეგ შემთხვევაში, მექანიზმი შესაძლოა რეზონანსულ ზონასთან ახლოს მუშაობდეს. ამ შემთხვევაში, როტორის სიჩქარე უნდა დარეგულირდეს.
ოთხსიბრტყიანი ბალანსირების „ძირითად“ რეჟიმში შესრულებისას საჭიროა დაბალანსებული მანქანის ხუთი კალიბრაციის და მინიმუმ ერთი ვერიფიკაციის გაშვება. ვიბრაციის გაზომვა მანქანის პირველი გაშვების დროს საცდელი წონის გარეშე ხორციელდება „ოთხსიბრტყიანი ბალანსირების“ სამუშაო სივრცეში. შემდგომი გაშვებები ხორციელდება საცდელი წონის გამოყენებით, რომელიც თანმიმდევრულად არის დამონტაჟებული წამყვანი ლილვზე თითოეულ კორექციის სიბრტყეში (ბალანსირების მანქანის თითოეული საყრდენის არეში).
ყოველი მომდევნო გაშვების წინ, უნდა შესრულდეს შემდეგი ნაბიჯები:
- დაბალანსებული მანქანის როტორის ბრუნვის შეჩერება.
- მოხსენით წინა ინსტალაციისას გამოყენებული საცდელი წონა.
- დააყენეთ საცდელი წონა შემდეგი სიბრტყეზე.
ნახატი 23. ოთხპლანური დაბალანსების სამუშაო სივრცე
თითოეული გაზომვის დასრულების შემდეგ, როტორის ბრუნვის სიხშირის (N) შედეგებიob), ასევე RMS-მნიშვნელობები (Vo1, Vo2, Vo3, Vo4) და ფაზები (F1, F2, F3, F4დაბალანსებული როტორის ბრუნვის სიხშირეზე ვიბრაციის ) მაჩვენებლები ინახება პროგრამის ფანჯარაში შესაბამის ველებში. მეხუთე გაშვების შემდეგ (წონა სიბრტყეში 4), გამოჩნდება „ბალანსირების წონების“ სამუშაო სივრცე (იხ. სურათი 24), რომელიც აჩვენებს მასების (M) გამოთვლილ მნიშვნელობებს.1, M2, M3, M4) და მონტაჟის კუთხეები (f1, f2, f3, f4) საკორექციო წონებისა, რომლებიც როტორის დისბალანსის კომპენსაციისთვის ოთხ სიბრტყეში უნდა დამონტაჟდეს.
ნახატი 24. სამუშაო სივრცე კორექტირებული წონების გამოთვლილი პარამეტრებით ოთხივე სიბრტყეში
ყურადღება! დაბალანსებული მანქანის მეხუთე გაშვებისას გაზომვის პროცესის დასრულების შემდეგ, აუცილებელია როტორის ბრუნვის შეჩერება და ადრე დამონტაჟებული საცდელი წონის მოხსნა. მხოლოდ ამის შემდეგ შეგიძლიათ გააგრძელოთ როტორზე მაკორექტირებელი წონის დაყენება (ან მოხსნა).
პოლარულ კოორდინატთა სისტემაში როტორზე კორექტირების წონის დამატების (ან მოხსნის) კუთხური პოზიცია იზომება საცდელი წონის დამონტაჟების ადგილიდან. კუთხის გაზომვის მიმართულება ემთხვევა როტორის ბრუნვის მიმართულებას. პირებით დაბალანსების შემთხვევაში, დაბალანსებული როტორის პირი, რომელიც პირობითად პირველ პირად ითვლება, ემთხვევა საცდელი წონის დამონტაჟების ადგილს. კომპიუტერის ეკრანზე მითითებული პირების ნუმერაციის მიმართულება მიჰყვება როტორის ბრუნვის მიმართულებას.
პროგრამის ამ ვერსიაში, ნაგულისხმევად ვარაუდობენ, რომ როტორს დაემატება მაკორექტირებელი წონა. ამაზე მიუთითებს „დამატების“ ველში დაყენებული ნიშანი. თუ დისბალანსის გამოსწორება წონის მოხსნით (მაგ., ბურღვით) აუცილებელია, მაუსის გამოყენებით დააყენეთ ნიშანი „წაშლის“ ველში, რის შემდეგაც მაკორექტირებელი წონის კუთხური პოზიცია ავტომატურად შეიცვლება 180 გრადუსით.
დაბალანსებულ როტორზე მაკორექტირებელი წონის დაყენების შემდეგ, წინა „ოთხსიბრტყიანი ბალანსირების“ სამუშაო სივრცეში დასაბრუნებლად და ბალანსირების ოპერაციის ეფექტურობის შესამოწმებლად დააჭირეთ ღილაკს „გასვლა – F10“ და შეამოწმეთ ბალანსირების ოპერაციის ეფექტურობა. ვერიფიკაციის დასრულების შემდეგ, როტორის ბრუნვის სიხშირის (N) შედეგებიob) და RMS მნიშვნელობები (Vo1, Vo2, Vo3, Vo4) და ფაზები (F1, F2, F3, F4დაბალანსებული როტორის ბრუნვის სიხშირეზე ვიბრაციის ) მაჩვენებლები ინახება. ამავდროულად, „ოთხბრტყელი ბალანსირების“ სამუშაო სივრცის ზემოთ ჩნდება „ბალანსირების წონების“ სამუშაო სივრცე (იხ. სურათი 21), სადაც ნაჩვენებია როტორზე დაყენებული (ან მოხსნილი) დამატებითი მაკორექტირებელი წონების გამოთვლილი პარამეტრები მისი ნარჩენი დისბალანსის კომპენსაციისთვის. გარდა ამისა, ეს სამუშაო სივრცე აჩვენებს ბალანსირების შემდეგ მიღწეული ნარჩენი დისბალანსის მნიშვნელობებს. თუ დაბალანსებული როტორის ნარჩენი ვიბრაციის და/ან ნარჩენი დისბალანსის მნიშვნელობები აკმაყოფილებს ტექნიკურ დოკუმენტაციაში მითითებულ ტოლერანტობის მოთხოვნებს, ბალანსირების პროცესი შეიძლება დასრულდეს. წინააღმდეგ შემთხვევაში, ბალანსირების პროცესი შეიძლება გაგრძელდეს. ეს მეთოდი საშუალებას იძლევა შესაძლო შეცდომების გამოსწორების თანმიმდევრული მიახლოებების გზით, რომლებიც შეიძლება წარმოიშვას დაბალანსებულ როტორზე მაკორექტირებელი წონის დაყენების (მოხსნის) დროს.
თუ დაბალანსების პროცესი გაგრძელდება, დაბალანსებულ როტორზე უნდა დამონტაჟდეს (ან მოიხსნას) დამატებითი მაკორექტირებელი წონა „ბალანსირების წონა“-ს სამუშაო სივრცეში მითითებული პარამეტრების შესაბამისად.
„კოეფიციენტები – F8“ ღილაკი (ან კომპიუტერის კლავიატურაზე F8 ფუნქციური ღილაკი) გამოიყენება ხუთი კალიბრაციის გაშვების შედეგებიდან გამოთვლილი როტორის დაბალანსების კოეფიციენტების (დინამიური გავლენის კოეფიციენტების) სანახავად და კომპიუტერის მეხსიერებაში შესანახად.
7. მყარი როტორებისთვის რეკომენდებული დაბალანსების სიზუსტის კლასები
ცხრილი 2. მყარი როტორებისთვის რეკომენდებული დაბალანსების სიზუსტის კლასები.

მყარი როტორებისთვის რეკომენდებული დაბალანსების სიზუსტის კლასები
| მანქანების ტიპები (როტორები) | დაბალანსების სიზუსტის კლასი | მნიშვნელობა eper Ω mm/s |
|---|---|---|
| ამძრავი კრანკშაფტები (კონსტრუქციულად დაუბალანსებელი) დიდი დაბალსიჩქარიანი საზღვაო დიზელის ძრავებისთვის (პისტონის სიჩქარე 9 m/s-ზე ნაკლები) | G 4000 | 4000 |
| ამძრავი კრანკშაფტები (კონსტრუქციულად დაბალანსებული) დიდი დაბალსიჩქარიანი საზღვაო დიზელის ძრავებისთვის (პისტონის სიჩქარე 9 m/s-ზე ნაკლები) | G 1600 | 1600 |
| ამძრავი კრანკშაფტები (კონსტრუქციულად დაუბალანსებელი) ვიბროიზოლატორებზე | G 630 | 630 |
| ამძრავი კრანკშაფტები (კონსტრუქციულად დაუბალანსებელი) მყარ საყრდენებზე | G 250 | 250 |
| დგუშური ძრავები, აწყობილი მსუბუქი ავტომობილებისთვის, სატვირთოებისთვის და ლოკომოტივებისთვის | G 100 | 100 |
| საავტომობილო ნაწილები: ბორბლები, დისკები, ბორბლის აგრეგატები, გადაცემათა კოლოფები | ||
| ამძრავი კრანკშაფტები (კონსტრუქციულად დაბალანსებული) ვიბროიზოლატორებზე | G 40 | 40 |
| სასოფლო-სამეურნეო მანქანები | G 16 | 16 |
| ამძრავი კრანკშაფტები (დაბალანსებული) მყარ საყრდენებზე | ||
| დამსხვრეველები | ||
| ამძრავი ლილვები (კარდანის ლილვები, ხრახნიანი ლილვები) | ||
| თვითმფრინავის გაზის ტურბინები | G 6.3 | 6.3 |
| ცენტრიფუგები (სეპარატორები, დამნალავები) | ||
| ელექტროძრავები და გენერატორები (ლილვის სიმაღლე არანაკლებ 80 mm) მაქსიმალური ნომინალური ბრუნვის სიხშირით 950 min-მდე-1 | ||
| ელექტროძრავები, რომელთა ლილვის სიმაღლე 80 mm-ზე ნაკლებია | ||
| ფანები | ||
| კბილანური ამძრავები | ||
| ზოგადი დანიშნულების მანქანები | ||
| მეტალის საჭრელი მანქანები | ||
| ქაღალდის საწარმოო მანქანები | ||
| ტუმბოები | ||
| ტურბოკომპრესორები | ||
| წყლის ტურბინები | ||
| კომპრესორები | ||
| კომპიუტერულად მართვადი ამძრავები | G 2.5 | 2.5 |
| ელექტროძრავები და გენერატორები (ლილვის სიმაღლე არანაკლებ 80 mm) მაქსიმალური ნომინალური ბრუნვის სიხშირით 950 min-ზე მეტი-1 | ||
| გაზის და ორთქლის ტურბინები | ||
| მეტალის საჭრელი მანქანის ამძრავები | ||
| ტექსტილის მანქანები | ||
| აუდიო- და ვიდეოაპარატურის ამძრავები | G 1 | 1 |
| საფქვავი დანადგარის ამძრავები | ||
| მაღალი სიზუსტის აღჭურვილობის შპინდელები და ამძრავები | G 0.4 | 0.4 |
ხშირად დასმული კითხვები წამყვანი ლილვის დაბალანსების შესახებ
რა არის წამყვანი ლილვის დაბალანსება?
წამყვანი ლილვის დაბალანსება არის წამყვანი ლილვის მასის დისბალანსის გამოსწორების პროცესი ისე, რომ ის შეუფერხებლად ბრუნავდეს ვიბრაციების გამოწვევის გარეშე. ეს გულისხმობს ლილვის ერთ მხარეს უფრო მძიმე ადგილების გაზომვას და შემდეგ ამ დისბალანსის აღმოსაფხვრელად მცირე რაოდენობით წონის დამატებას ან მოხსნას (მაგალითად, დაბალანსებული წონის შედუღება). დაბალანსებული წამყვანი ლილვი თანაბრად მუშაობს, რაც ხელს უშლის ავტომობილის კომპონენტების ჭარბ ვიბრაციას და ცვეთას.
რატომ არის მნიშვნელოვანი წამყვანი ლილვის დაბალანსება?
არაბალანსირებული წამყვანი ლილვი შეიძლება გამოიწვიოს ძლიერი ვიბრაცია, განსაკუთრებით გარკვეული სიჩქარის დროს, და შეიძლება გამოიწვიოს ჭრიალის ხმები აჩქარების ან გადაცემათა კოლოფის გადართვის დროს. დროთა განმავლობაში, ამ ვიბრაციებმა შეიძლება დააზიანოს საკისრები, უნივერსალური შეერთებები და წამყვანი სისტემის სხვა კომპონენტები. წამყვანი ლილვის დაბალანსება გამორიცხავს ამ ვიბრაციებს, რაც უზრუნველყოფს გლუვ სვლას, ამცირებს ნაწილებზე დატვირთვას და თავიდან აგაცილებთ ძვირადღირებულ დაზიანებას ან შეფერხებას.
რა არის დაბალანსებული წამყვანი ლილვის ხშირი სიმპტომები?
გაუწონასწორებელი ან გაუმართავი წამყვანი ლილვის ტიპური სიმპტომებია შესამჩნევი ვიბრაცია ან კანკალი, რომელიც იგრძნობა ავტომობილის იატაკზე ან სავარძელში, განსაკუთრებით სიჩქარის მატებისას. ასევე შეიძლება გაიგონოთ კაკუნის ან ჭრიალის ხმა სიჩქარის გადართვისას ან აჩქარებისა და შენელების დროს. ზოგიერთ შემთხვევაში, უნივერსალური სახსარი შეიძლება გადახურდეს დისბალანსის გამო. თუ ამ ნიშნებს შეამჩნევთ, სავარაუდოდ, წამყვანი ლილვი საჭიროებს დაბალანსებას ან შეკეთებას.
როგორ დავაბალანსოთ წამყვანი ლილვი?
წამყვანი ლილვის დაბალანსება, როგორც წესი, სპეციალიზებული დაბალანსების აპარატის გამოყენებით ხორციელდება. წამყვანი ლილვი დამონტაჟებულია და ბრუნავს მაღალი სიჩქარით, სენსორები კი აფიქსირებენ ნებისმიერ დისბალანსს. შემდეგ ტექნიკოსი მანქანის ჩვენებების მიხედვით, კონკრეტულ პოზიციებზე ამაგრებს მცირე ზომის წონას წამყვანი ლილვზე (ან აშორებს მასალას). ეს პროცესი მეორდება მანამ, სანამ წამყვანი ლილვი არ დაიწყებს მნიშვნელოვანი ვიბრაციის გარეშე ბრუნვას. თანამედროვე სისტემები, როგორიცაა Balanset-4, შეუძლიათ ამ პროცესის წარმართვა და ზუსტად გამოთვლა, თუ სად და რამდენი წონა უნდა დაემატოს ზუსტი დაბალანსებისთვის.
დასკვნა
დასკვნის სახით, წამყვანი ლილვის სწორი დაბალანსება აუცილებელია უსაფრთხოების, მუშაობისა და ხარჯების დაზოგვისთვის. დისბალანსის აღმოჩენითა და გამოსწორებით, თქვენ თავიდან აიცილებთ ნაწილების ზედმეტ ცვეთას, დაზიანებისგან გამოწვეულ ავარიებს და ინარჩუნებთ მანქანის ოპტიმალურ მუშაობას. თანამედროვე ბალანსირების სისტემები, როგორიცაა ჩვენი Balanset-1 და Balanset-4 მოწყობილობები, პროცესს ეფექტურს ხდის და ეხმარება მცირე სახელოსნოებსაც კი პროფესიონალური შედეგების მიღწევაში.
თუ თქვენ აწყდებით წამყვანი ლილვის მუდმივ ვიბრაციას ან გჭირდებათ საიმედო დაბალანსების გადაწყვეტა, ნუ მოგერიდებათ მოქმედება. გამოიყენეთ ამ სახელმძღვანელოში აღწერილი ნაბიჯები ან დახმარებისთვის მიმართეთ ჩვენს ექსპერტებს. სწორი მიდგომითა და აღჭურვილობით, თქვენ შეგიძლიათ უზრუნველყოთ თქვენი წამყვანი ლილვის შეუფერხებლად და საიმედოდ მუშაობა მომავალი წლების განმავლობაში. დაგვიკავშირდით მეტის გასაგებად ან თქვენი საჭიროებებისთვის საუკეთესო წამყვანი ლილვის დაბალანსების აღჭურვილობის შესასწავლად.
0 Comments