Balansering av drivaxel: Omfattande guide
Enheter för dynamisk balansering av drivaxlar och mätsystem för balanseringsmaskiner Balanset-4 – 6 803 €
Tänk dig att du kör en lastbil och plötsligt känner en skarp vibration eller hör ett högt klonk när du accelererar eller växlar. Detta är mer än bara en olägenhet – det kan vara ett tecken på en obalanserad drivaxel. För ingenjörer och tekniker indikerar sådana vibrationer och ljud förlorad effektivitet, snabbare slitage på komponenter och potentiellt kostsamma stillestånd om de inte åtgärdas.
I den här omfattande guiden ger vi praktiska lösningar på problem med drivaxelbalansering. Du lär dig vad en drivaxel är och varför den behöver balanseras, känner igen vanliga fel som orsakar vibrationer eller buller och följer en tydlig steg-för-steg-process för dynamisk drivaxelbalansering. Genom att tillämpa dessa bästa metoder kan du spara pengar på reparationer, minska felsökningstiden och säkerställa att din maskin eller ditt fordon fungerar tillförlitligt med minimal vibration.
Innehållsförteckning
- 1. Olika typer av drivaxlar
- 2. Fel på kardanledsdrivningen
- 3. Balansering av drivaxel
- 4. Moderna balanseringsmaskiner för drivaxlar
- 5. Förberedelse för balansering av drivaxel
- 6. Procedur för balansering av drivaxel
- 7. Rekommenderade klasser för balanseringsnoggrannhet för styva rotorer







1. Olika typer av drivaxlar
En kardanknut (drivaxel) är en mekanism som överför vridmoment mellan axlar som korsar varandra i kardanknutens mitt och kan röra sig i vinkel i förhållande till varandra. I ett fordon överför kardanaxeln vridmoment från växellådan (eller fördelningsväxellådan) till drivaxlarna i en klassisk eller fyrhjulsdriven konfiguration. För fyrhjulsdrivna fordon kopplar kardankopplingen vanligtvis växellådans drivaxel till fördelningsväxellådans drivaxel och fördelningsväxellådans drivaxlar till drivaxlarna på de drivna axlarnas huvuddrev.
Enheter monterade på ramen (såsom växellådan och fördelningslådan) kan röra sig i förhållande till varandra på grund av deformation av deras stöd och själva ramen. Drivaxlarna är fästa vid ramen genom fjädringen och kan röra sig i förhållande till ramen och de enheter som är monterade på den på grund av deformation av fjädringens elastiska element. Denna rörelse kan ändra inte bara vinklarna på drivaxlarna som förbinder enheterna utan även avståndet mellan enheterna.
Kardandriften har en betydande nackdel: axlarnas ojämna rotation. Om den ena axeln roterar jämnt gör den andra inte det, och denna ojämnhet ökar med vinkeln mellan axlarna. Denna begränsning förhindrar användning av en kardanknut i många applikationer, t.ex. vid transmission av framhjulsdrivna fordon, där huvudfrågan är att överföra vridmoment till de roterande hjulen. Denna nackdel kan delvis kompenseras genom att använda dubbla kardanknutar på en axel, som vrids ett kvarts varv i förhållande till varandra. I applikationer som kräver jämn rotation används dock vanligtvis konstanthastighetsförband (CV-förband) i stället. CV-leder är en mer avancerad men också mer komplex konstruktion som tjänar samma syfte.
Kardandriften kan bestå av en eller flera kardanknutar som är förbundna med drivaxlar och mellanstöd.
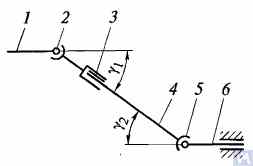
Bild 1. Schematisk bild av en kardanknut: 1, 4, 6 - drivaxlar; 2, 5 - kardanknutar; 3 - kompensationsanslutning; u1, u2 - vinklar mellan axlar
I allmänhet består en universalkopplingsdrivning av universalkopplingar 2 och 5, drivaxlar 1, 4 och 6, och en kompenserande anslutning 3. Ibland är drivaxeln monterad på ett mellanliggande stöd som är fäst vid fordonets ramtvärbalk. Universalkopplingar säkerställer överföringen av vridmoment mellan axlar vars axlar skär varandra i en vinkel. Universalkopplingar delas in i ojämnhastighetskopplingar och konstanthastighetskopplingar. Ojämnhastighetskopplingar klassificeras vidare i elastiska och styva typer. Konstanthastighetskopplingar kan vara av kultyp med delningsspår, kultyp med en delningshävarm och kamtyp. De installeras vanligtvis i drivningen av de främre styrda hjulen, där vinkeln mellan axlarna kan nå 45°, och universalkopplingens centrum måste sammanfalla med skärningspunkten mellan hjulets rotationsaxlar och dess vridaxel.
Elastiska universalkopplingar överför vridmoment mellan axlar med skärande axlar i en vinkel på 2...3° på grund av den elastiska deformationen av förbindningselementen. En styv, ojämn hastighetskoppling överför vridmoment från en axel till en annan genom den rörliga förbindningen av styva delar. Den består av två ok – 3 och 5, i vars cylindriska hål ändarna A, B, V och G på förbindningselementet – korset 4 – är monterade på lager. Oken är stelt förbundna med axlarna 1 och 2. Oket 5 kan rotera runt korsets axel BG och samtidigt, tillsammans med korset, rotera runt axel AV, vilket möjliggör överföring av rotation från en axel till en annan med en varierande vinkel mellan dem.
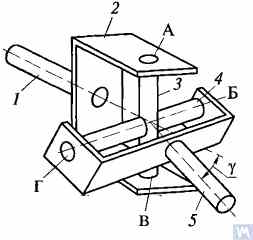
Figur 2. Diagram över en stel universalkoppling med ojämn hastighet
Om axel 7 roterar runt sin axel med en vinkel α, så kommer axel 2 att rotera med en vinkel β under samma period. Förhållandet mellan rotationsvinklarna för axlarna 7 och 2 bestäms av uttrycket tanα = tanβ * cosγ, där γ är vinkeln vid vilken axlarnas axlar är positionerade. Detta uttryck indikerar att vinkeln β ibland är mindre än, lika med eller större än vinkeln α. Lika vinklar inträffar vid varje 90° rotation av axeln 7. Därför, med likformig rotation av axeln 1, är vinkelhastigheten för axeln 2 olikformig och varierar enligt en sinusformad lag. Olikformigheten i axeln 2:s rotation blir mer betydande när vinkeln γ mellan axelaxlarna ökar.
Om den ojämna rotationen hos axel 2 överförs till enheternas axlar, kommer ytterligare pulserande belastningar att uppstå i överföringen, ökande med vinkeln γ. För att förhindra att den ojämna rotationen hos axel 2 överförs till enheternas axlar, används två kardanknutar i kardankopplingen. De är installerade så att vinklarna γ1 och γ2 är lika; kardanknutarnas gafflar, som är fixerade på den ojämnt roterande axeln 4, bör placeras i samma plan.
Utformningen av huvuddelarna i universalkopplingar visas i figur 3. En universalkoppling med ojämn hastighet består av två ok (1) som är sammankopplade med ett kors (3). Ett av oken har ibland en fläns, medan det andra är svetsat fast på drivaxelröret eller har en splinesände (6) (eller hylsa) för anslutning till drivaxeln. Korsets axeltappar är monterade i båda okens öglor på nållager (7). Varje lager är inrymt i ett hölje (2) och hålls i okets ögla med en kåpa, som är fäst vid oket med två bultar som är låsta med flikar på brickan. I vissa fall är lagren säkrade i oken med låsringar. För att behålla smörjningen i lagret och skydda det från vatten och smuts finns en självåtdragande gummitätning. Korsets inre hålighet fylls med fett genom en smörjnippel, som når lagren. Korset har vanligtvis en säkerhetsventil för att skydda tätningen från skador på grund av trycket från fettet som pumpas in i korset. Splinesförbindningen (6) smörjs med hjälp av smörjnippeln (5).
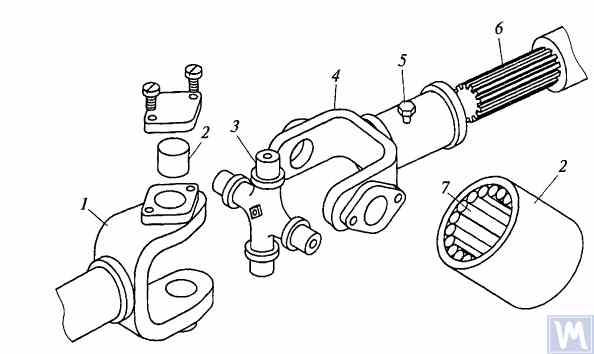
Figur 3. Detaljer om en stel universalkoppling med ojämn hastighet
Den maximala vinkeln mellan axlarna på axlar som är sammankopplade med styva universalkopplingar med ojämn hastighet överstiger vanligtvis inte 20°, eftersom verkningsgraden minskar avsevärt vid större vinklar. Om vinkeln mellan axelaxlarna varierar inom 0...2% deformeras korsets axeltappar av nållagren, vilket orsakar att universalkopplingen snabbt slutar fungera.
I transmissioner på bandfordon med hög hastighet används ofta universalkopplingar med kugghjulskopplingar, vilka möjliggör överföring av vridmoment mellan axlar med axlar som skär varandra i vinklar upp till 1,5...2°.
Drivaxlar tillverkas vanligen av sömlösa eller svetsade rör av specialstål. Kardanknutarnas, splineshylsornas eller spetsarnas ok svetsas fast i rören. För att minska de tvärgående belastningar som verkar på drivaxeln utförs dynamisk balansering med kardanknutarna monterade. Obalansen korrigeras genom att svetsa balansplattor på drivaxeln eller ibland genom att montera balansplattor under kardankopplingarnas lagerlock. De splinesförsedda anslutningsdelarnas relativa position efter montering och balansering av kardanaxeln på fabriken markeras vanligtvis med speciella etiketter.
Kardankopplingens kompensationsanslutning är vanligen utformad som en splinesanslutning, som tillåter axiell rörelse av kardankopplingens delar. Den består av en spetsad spets som passar in i den spetsade hylsan på kardanaxeln. Smörjmedlet förs in i splinesanslutningen via en fettkoppling eller appliceras under monteringen och byts ut efter långvarig användning av fordonet. En tätning och ett lock installeras vanligtvis för att förhindra fettläckage och kontaminering.
För långa drivaxlar används vanligtvis mellanstöd i kardankopplingar. Ett mellanstöd består vanligtvis av en konsol som är bultad i fordonets ram, i vilken ett kullager är monterat i en elastisk gummiring. Lagret är tätat på båda sidor med lock och har en smörjanordning. Den elastiska gummiringen hjälper till att kompensera för monteringsfelaktigheter och lagerförskjutning som kan uppstå på grund av ramdeformationer.
En universalkoppling med nållager (bild 4a) består av ok, kors, nållager och tätningar. Kopparna med nållager monteras på korsets tappar och tätas med tätningar. Kopparna fästs i oken med snäppringar eller lock som fästs med skruvar. Kardankopplingarna smörjs genom en fettkoppling via invändiga borrningar i korset. En säkerhetsventil används för att eliminera överflödigt oljetryck i leden. Vid likformig rotation av det drivande oket roterar det drivna oket ojämnt: det avancerar och släpar efter det drivande oket två gånger per varv. För att eliminera den ojämna rotationen och minska tröghetsbelastningen används två kardanknutar.
I drivningen till de främre drivhjulen är kardanknutar med konstant hastighet installerade. Kardandrivningen på GAZ-66- och ZIL-131-fordon består av oken 2, 5 (figur 4b), fyra kulor 7 och en central kula 8. Det drivande oket 2 är integrerat med den inre axelaxeln, medan det drivna oket är smidd tillsammans med den yttre axelaxeln, i vars ände hjulnavet är fixerat. Drivmomentet från ok 2 till ok 5 överförs genom kulor 7, som rör sig längs cirkulära spår i oken. Den centrala kulan 8 används för att centrera oken och hålls på plats av tapparna 3, 4. Rotationsfrekvensen för ok 2, 5 är densamma på grund av mekanismens symmetri i förhållande till oken. Ändringen av axellängden säkerställs genom okens fria splinesanslutningar med axeln.
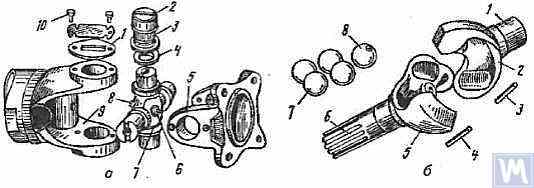
Bild 4. Kardanknutar: a - kardanknut: 1 - lock; 2 - kupa; 3 - nållager; 4 - tätning; 5, 9 - ok; 6 - säkerhetsventil; 7 - kors; 8 - smörjnippel; 10 - skruv; b - kardanknut med konstant hastighet: 1 - inre axel; 2 - drivande ok; 3, 4 - tappar; 5 - drivet ok; 6 - yttre axel; 7 - kulor; 8 - central kula
2. Fel på kardanledsdrivningen
Fel i kardanledsdrivningen visar sig vanligtvis som kraftiga knackningar i kardanlederna som uppstår när fordonet är i rörelse, särskilt vid växling mellan växlar och plötsliga ökningar av motorns vevaxelhastighet (t.ex. vid övergång från motorbromsning till acceleration). Ett tecken på fel på kardankopplingen kan vara att den värms upp till en hög temperatur (över 100°C). Detta sker på grund av betydande slitage på kardankopplingens bussningar och tappar, nållager, kors och splinesanslutningar, vilket leder till felaktig inriktning av kardankopplingen och betydande axiella belastningar på nållagren. Skador på korkförseglingarna i kardankorset leder till snabbt slitage på tapparna och deras lager.
Vid underhåll kontrolleras kardankopplingen genom att drivaxeln roteras kraftigt för hand i båda riktningarna. Graden av fri rotation på axeln avgör slitaget på kardanlederna och splinesanslutningarna. Var 8-10 tusen kilometer kontrolleras tillståndet för de bultade anslutningarna av växellådans drivaxelflänsar och huvudtransmissionsväxelns drivaxel med flänsarna på ändkardanförbanden och fästningen av drivaxelns mellanstöd. Skicket på gummistövlarna på de splinesförsedda anslutningarna och korktätningarna på kardankorset kontrolleras också. Alla fästbultar måste vara helt åtdragna (åtdragningsmoment 8-10 kgf-m).
Nållagren i kardanknutarna smörjs med flytande olja som används för transmissionsenheter; splinesanslutningar i de flesta fordon smörjs med fetter (US-1, US-2, 1-13, etc.); användning av fett för smörjning av nålager är strängt förbjudet. I vissa fordon smörjs splinesanslutningarna med transmissionsolja. Det mellanliggande stödlagret, som är monterat i en gummihylsa, kräver praktiskt taget ingen smörjning, eftersom det smörjs under monteringen på fabriken. Stödlagret på fordonet ZIL-130 smörjs med fett genom en tryckkoppling vid regelbundet underhåll (var 1100-1700 km).
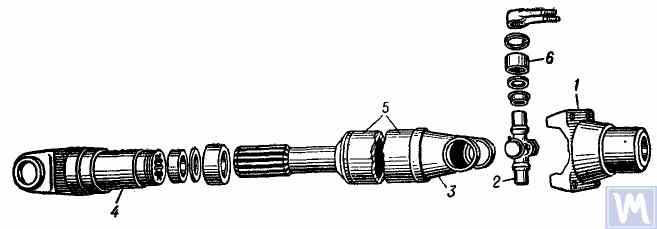
Bild 5. Kardandrift med kardanknut: 1 - fläns för fastsättning av drivaxeln; 2 - kardankors; 3 - kardankroksok; 4 - glidok; 5 - drivaxelrör; 6 - nålrullager med stängd ände
Kardanväxeln består av två nålförsedda kardanknutar, som är förbundna med en hålaxel, och ett glidok med splines. För att säkerställa ett tillförlitligt skydd mot smuts och ge god smörjning av splinesanslutningen är glidoket (6), som är anslutet till växellådans sekundära axel (2), placerat i en förlängning (1) som är fäst vid växellådans hus. Dessutom ökar denna placering av splinesanslutningen (utanför zonen mellan lederna) avsevärt kardanväxelns styvhet och minskar sannolikheten för axelvibrationer när den glidande splinesanslutningen slits ut.
Drivaxeln är tillverkad av ett tunnväggigt elsvetsat rör (8), i vilket två identiska ok (9) är pressmonterade i varje ände och sedan svetsade med bågsvetsning. Nållagerhusen (18) på korset (25) är pressmonterade i okens (9) öglor och är säkrade med fjäderhållringar (20). Varje universalledslager innehåller 22 nålar (21). Stansade lock (24) är pressmonterade på korsens utskjutande tapplager, i vilka korkringar (23) är monterade. Lagren smörjs med en vinklad smörjnippel (17) som är skruvad i ett gängat hål i mitten av korset, ansluten till genomgående kanaler i korsets tapplager. På motsatt sida av universalledskorset finns en säkerhetsventil (16) i dess mitt, utformad för att släppa ut överflödigt fett vid fyllning av korset och lagren, och för att förhindra tryckuppbyggnad inuti korset under drift (ventilen aktiveras vid ett tryck på cirka 3,5 kg/cm²). Nödvändigheten av att inkludera en säkerhetsventil beror på att en för hög tryckökning inuti korset kan leda till skador (utpressning) av korktätningarna.
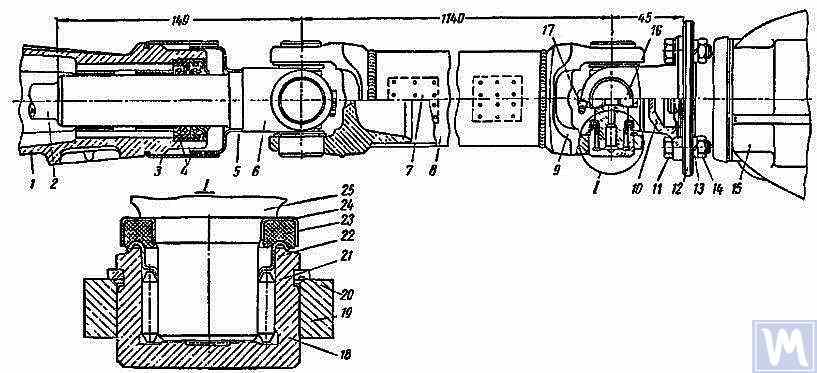
Bild 6. Drivaxelns montering: 1 - växellådans förlängning; 2 - växellådans sekundäraxel; 3 och 5 - smutsavvisare; 4 - gummitätningar; 6 - glidok; 7 - balansplatta; 8 - drivaxelrör; 9 - ok; 10 - flänsok; 11 - bult; 12 - fläns på bakaxelns drivväxel; 13 - fjäderbricka; 14 - mutter; 15 - bakaxel; 16 - säkerhetsventil; 17 - vinkelsmörjnippel; 18 - nållager; 19 - okögla; 20 - fjäderhållarring; 21 - nål; 22 - bricka med ringformad ände; 23 - korkring; 24 - stämplat lock; 25 - kors
Drivaxeln, monterad med båda universalkopplingarna, är noggrant dynamiskt balanserad i båda ändar genom att balanseringsplattor (7) svetsas fast på röret. Därför måste alla delar av axeln noggrant märkas vid demontering så att de kan monteras tillbaka i sina ursprungliga positioner. Underlåtenhet att följa denna instruktion stör axelns balans, vilket orsakar vibrationer som kan skada transmissionen och karossen. Om enskilda delar slits ut, särskilt om röret böjs på grund av stötar och det blir omöjligt att dynamiskt balansera axeln efter montering, måste hela axeln bytas ut.
Möjliga fel på drivaxeln, deras orsaker och lösningar
| Orsak till felfunktion | Lösning |
|---|---|
| Drivaxelns vibrationer | |
| 1. Böjning av axeln på grund av ett hinder | 1. Räta ut och dynamiskt balansera den monterade axeln eller byt ut den monterade axeln |
| 2. Lager- och korsförslitning | 2. Byt ut lager och kors och balansera den monterade axeln dynamiskt |
| 3. Slitage på förlängningsbussningar och glidok | 3. Sätt tillbaka förlängnings- och glidoket och balansera den monterade axeln dynamiskt |
| Knackningar vid start och halvlångsam körning | |
| 1. Slitage på glidokets splines eller sekundär växellådsaxel | 1. Byt ut slitna delar. Vid byte av glidoket ska den monterade axeln balanseras dynamiskt |
| 2. Lossa bultarna som fäster flänsoket till bakaxelns drivväxelfläns | 2. Dra åt skruvarna |
| Oljekast från kardanledstätningar | |
| Slitage av korkringar i kardanknutstätningar | Byt ut korkringarna och håll alla drivaxelns delar i rätt läge under återmonteringen. Om det finns slitage på kors och lager, byt ut lagren och korset och balansera den monterade axeln dynamiskt |
3. Balansering av drivaxel
Efter reparation och montering av drivaxeln balanseras den dynamiskt på en maskin. En konstruktion av en balanseringsmaskin visas i figur 7. Maskinen består av en platta (18), en pendelram (8) monterad på fyra vertikala elastiska stänger (3), vilket säkerställer dess svängning i horisontalplanet. En konsol och en främre huvuddocka (9), som är säkrade på en konsol (4), är monterade på de längsgående rören i pendelramen (8). Den bakre spindeldockan (6) är placerad på en rörlig travers (5), vilket möjliggör dynamisk balansering av drivaxlar med olika längder. Spindeldockans spindlar är monterade på precisionskullager. Spindeln i den främre spindeldockan (9) drivs av en elmotor som är installerad i maskinens bas, genom en kilremsdrivning och en mellanaxel, på vilken en lem (10) (graderad skiva) är monterad. Dessutom är två stativ (15) med infällbara låsstift (17) installerade på maskinplattan (18), vilket säkerställer fixeringen av pendelramens främre och bakre ändar beroende på balanseringen av drivaxelns främre eller bakre ände.
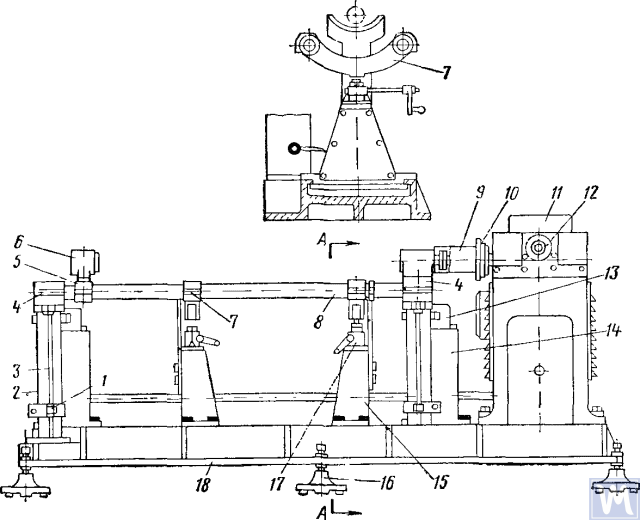
Bild 7. Dynamisk balanseringsmaskin för drivaxlar
1-spännare; 2-dämpare; 3-elastisk stång; 4-fäste; 5-rörlig travers; 6-bakre huvuddocka; 7-tvärstång; 8-pendulram; 9-främre drivande huvuddocka; 10-benskiva; 11-millivoltmeter; 12-ben av kommutator-likriktaraxeln; 13-magnetoelektrisk sensor; 14-fast stativ; 15-fixatorstativ; 16-stöd; 17-fixator; 18-stödplatta
De fasta stativen (14) är monterade på baksidan av maskinplattan, och magnetoelektriska sensorer (13) är installerade på dem, med stavar anslutna till pendelramens ändar. För att förhindra resonansvibrationer i ramen är dämpare (2) fyllda med olja installerade under konsolerna (4).
Under dynamisk balansering monteras och säkras drivaxelaggregatet med glidoket på maskinen. Ena änden av drivaxeln är ansluten med ett flänsoket till flänsen på den främre drivande spindeldocka, och den andra änden med glidokets stödhals till den splinesade hylsan på den bakre spindeldocka. Därefter kontrolleras drivaxelns rotationsfrihet, och ena änden av maskinens pendelram fixeras med hjälp av fixatorn. Efter att maskinen startats roteras likriktarens skänkel moturs, vilket bringar millivoltmeternålen till sin maximala avläsning. Millivoltmeteravläsningen motsvarar obalansens storlek. Millivoltmeterskalan är graderad i gramcentimeter eller gram motvikt. Genom att fortsätta rotera likriktarskenan moturs nollställs millivoltmeteravläsningen och maskinen stoppas. Baserat på likriktarskenans avläsning bestäms vinkelförskjutningen (vinkeln för obalansförskjutningen), och genom att manuellt rotera drivaxeln ställs detta värde in på den mellanliggande axelskenan. Svetsplatsen för balansplattan kommer att vara på toppen av drivaxeln och den viktade delen på botten i korrigeringsplanet. Därefter fästs balansplattan och binds med tunn tråd på ett avstånd av 10 mm från svetsen, maskinen startas och balansen mellan drivaxeländen och plattan kontrolleras. Obalansen bör inte vara mer än 70 g cm. Sedan, genom att lossa ena änden och fästa den andra änden av pendelramen med fixeringsstativet, utförs dynamisk balansering av den andra änden av drivaxeln enligt den tekniska sekvensen som beskrivs ovan.
Drivaxlar har vissa balanseringsfunktioner. För de flesta delar är basen för dynamisk balansering stödhalsarna (t.ex. rotorer i elmotorer, turbiner, spindlar, vevaxlar etc.), men för drivaxlar är det flänsarna. Under monteringen uppstår oundvikligen mellanrum i olika anslutningar, vilket leder till obalans. Om minsta möjliga obalans inte kan uppnås vid balanseringen kasseras axeln. Balanseringens noggrannhet påverkas av följande faktorer:
- Glapp i förbindelsen mellan drivaxelflänsens landningsband och det inre hålet i klämflänsen på vänster och höger stödhuvud;
- Radial- och ändutslag på flänsens basytor;
- Glapp i gångjärns- och splinesförbindningarna. Närvaron av fett i håligheten i splinesförbindningen kan leda till "flytande" obalans. Om det förhindrar att den erforderliga balanseringsnoggrannheten uppnås, balanseras drivaxeln utan fett.
Vissa obalanser kan vara helt omöjliga att korrigera. Om ökad friktion observeras i drivaxelns kardanknutar, ökar korrigeringsplanens ömsesidiga påverkan. Detta leder till en minskning av balanseringens prestanda och noggrannhet.
Enligt OST 37.001.053-74 fastställs följande obalansstandarder: drivaxlar med två leder (tvåstöd) balanseras dynamiskt, och med tre (trestöd) – monteras med mellanstödet; flänsarna (oken) på drivaxlar och kopplingar som väger mer än 5 kg balanseras statiskt innan axeln eller kopplingen monteras; de kvarvarande obalansnormerna för drivaxlar i varje ände eller vid mellanstödet på treledade drivaxlar utvärderas genom specifik obalans;
Den maximalt tillåtna specifika kvarvarande obalansnormen i varje ände av axeln eller vid mellanstödet, såväl som för treledade drivaxlar i någon position på balanseringsstativet, bör inte överstiga: för transmissioner till personbilar och små lastbilar (upp till 1 ton) och mycket små bussar – 6 g-cm/kg, för resten – 10 g-cm/kg. Den maximalt tillåtna kvarvarande obalansnormen för drivaxeln eller den treledade drivaxeln bör säkerställas på balanseringsstativet vid en rotationsfrekvens som motsvarar deras frekvenser i transmissionen vid maximal fordonshastighet.
För drivaxlar och treledade drivaxlar på lastbilar med en lastkapacitet på 4 ton och mer, små och stora bussar, är en minskning av rotationsfrekvensen på balanseringsstativet till 70% av transmissionsaxlarnas rotationsfrekvens vid maximal fordonshastighet tillåten. Enligt OST 37.001.053-74 bör balanseringsrotationsfrekvensen för drivaxlar vara lika med:
nb = (0,7 ... 1,0) nr,
där nb – balanserande rotationsfrekvens (bör motsvara stativets viktigaste tekniska data, n=3000 min)-1; nr – maximal arbetsrotationsfrekvens, min-1.
I praktiken kan drivaxeln inte balanseras vid den rekommenderade rotationsfrekvensen på grund av gapet i lederna och splinesanslutningarna. I detta fall väljs en annan rotationsfrekvens, vid vilken den balanseras.
4. Moderna balanseringsmaskiner för drivaxlar

Bild 8. Balanseringsmaskin för drivaxlar som är upp till 2 meter långa och väger upp till 500 kg
Modellen har 2 stativ och möjliggör balansering i 2 korrektionsplan.
Balanseringsmaskin för drivaxlar som är upp till 4200 mm långa och väger upp till 400 kg

Bild 9. Balanseringsmaskin för drivaxlar som är upp till 4200 mm långa och väger upp till 400 kg
Modellen har 4 stativ och möjliggör balansering i 4 korrektionsplan samtidigt.
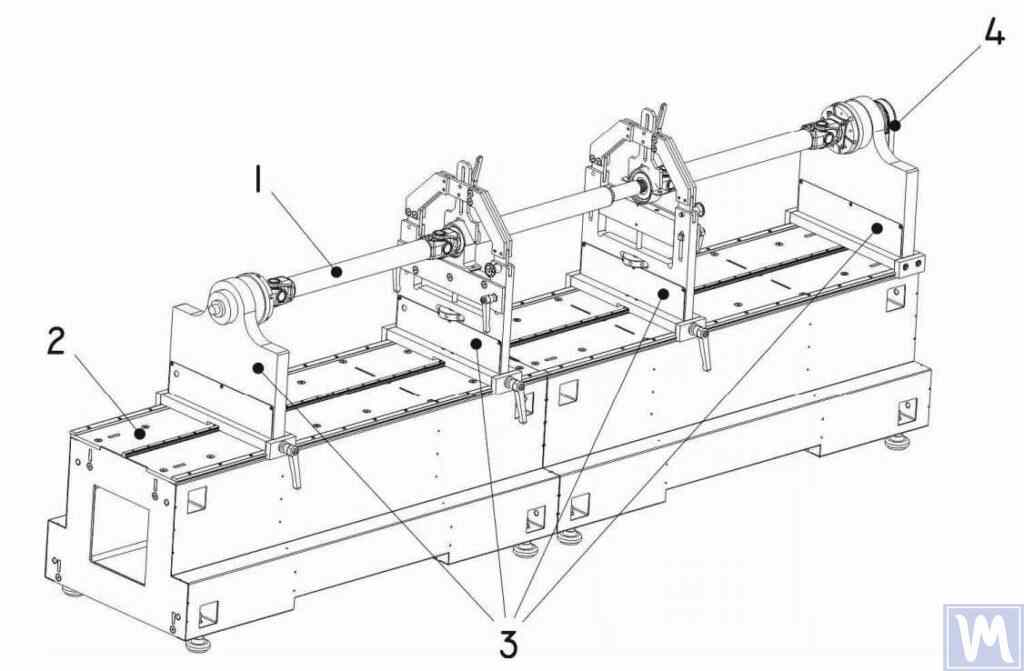
Bild 10. Horisontell balanseringsmaskin för hårda lager för dynamisk balansering av drivaxlar
1 - Balanseringselement (drivaxel); 2 - Maskinbas; 3 - Maskinstöd; 4 - Maskindrivning; Maskinstödens konstruktionselement visas i figur 9.
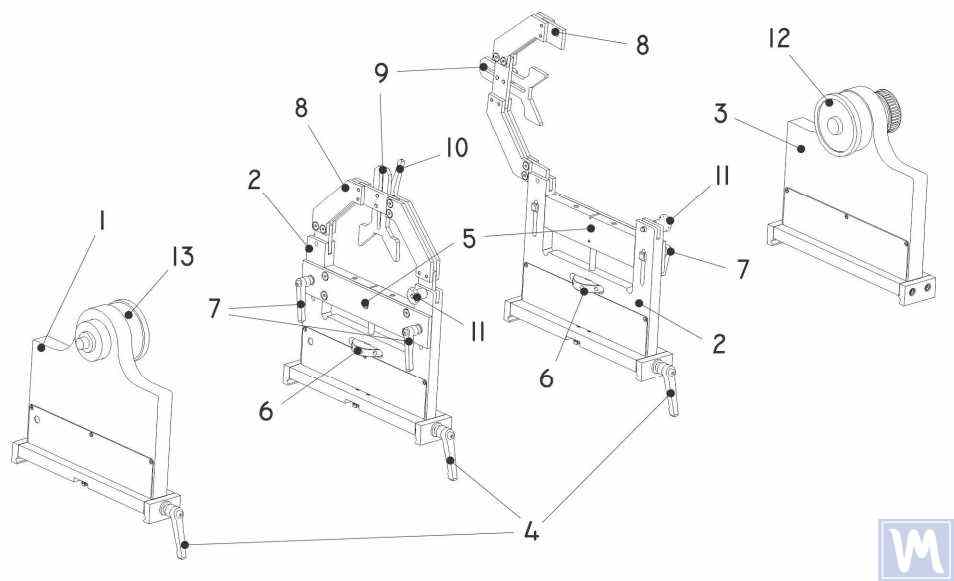
Bild 11. Maskinens stödelement för dynamisk balansering av drivaxlar
1 - Vänster icke-justerbart stöd; 2 - Mellanliggande justerbart stöd (2 st.); 3 - Höger icke-justerbart fast stöd; 4 - Stödramens låshandtag; 5 - Rörlig stödplattform; 6 - Stödets vertikala justeringsmutter; 7 - Låshandtag för vertikal position; 8 - Stödets klämfäste; 9 - Mellanlagrets rörliga klämma; 10 - Klämmans låshandtag; 11 - Klämfästets lås; 12 - Drivande (ledande) spindel för montering av föremål; 13 - Drivande spindel
5. Förberedelse för balansering av drivaxel
Nedan följer en genomgång av uppställningen av maskinens stöd och monteringen av balanseringsobjektet (drivaxeln med fyra stöd) på maskinens stöd.
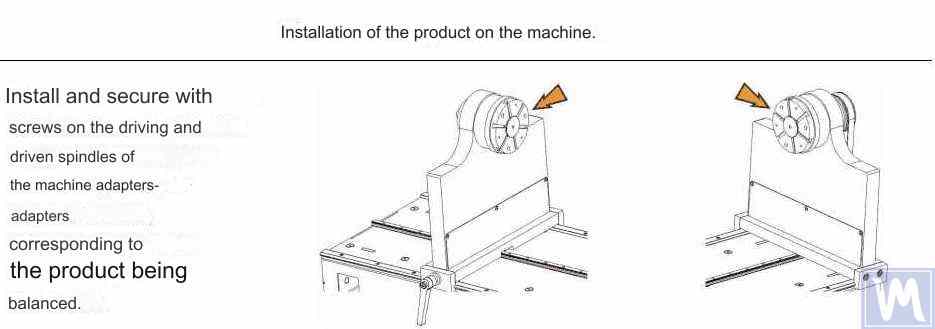
Bild 12. Montering av övergångsflänsar på balanseringsmaskinens spindlar
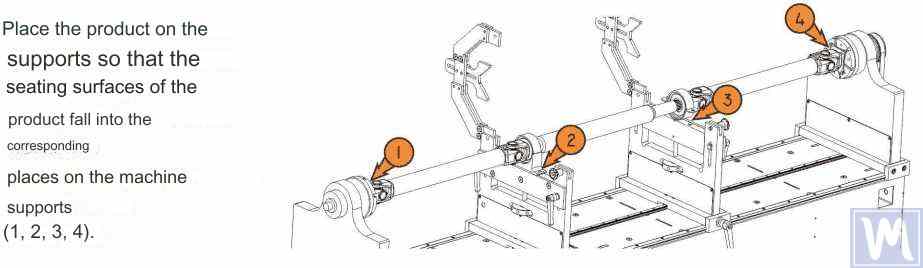
Bild 13. Montering av drivaxeln på balanseringsmaskinens stöd
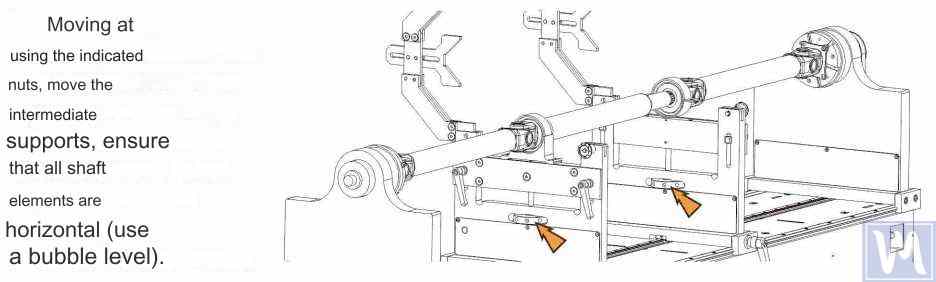
Figur 14. Nivellering av drivaxeln horisontellt på balanseringsmaskinens stöd med hjälp av ett vattenpass
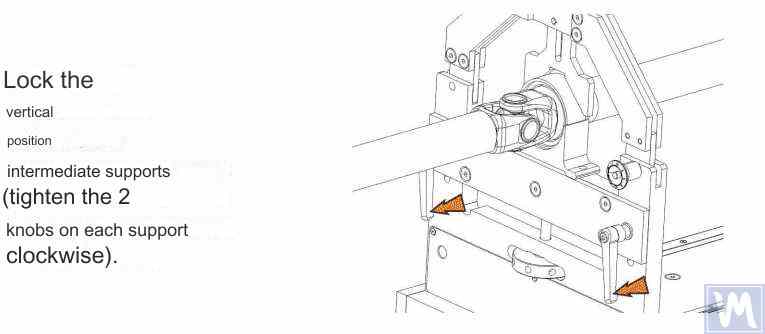
Bild 15. Fastsättning av balanseringsmaskinens mellanstöd för att förhindra vertikal förskjutning av drivaxeln
Rotera föremålet manuellt ett helt varv. Se till att det roterar fritt och utan att fastna i stöden. Efter detta är den mekaniska delen av maskinen uppställd och monteringen av artiklarna är klar.
6. Procedur för balansering av drivaxel
Processen för balansering av drivaxlar på balanseringsmaskinen kommer att behandlas med Balanset-4-mätsystemet som exempel. Balanset-4 är en bärbar balanseringssats som är konstruerad för balansering i ett, två, tre och fyra korrektionsplan av rotorer som antingen roterar i sina egna lager eller är monterade på en balanseringsmaskin. Enheten innehåller upp till fyra vibrationssensorer, en fasvinkelsensor, en mätningsenhet med fyra kanaler och en bärbar dator.
Hela balanseringsprocessen, inklusive mätning, bearbetning och visning av information om storleken på och placeringen av korrigeringsvikter, utförs automatiskt och kräver inte att användaren har ytterligare färdigheter och kunskaper utöver de instruktioner som tillhandahålls. Resultaten av alla balanseringar sparas i Balancing Archive och kan vid behov skrivas ut som rapporter. Förutom balansering kan Balanset-4 också användas som en vanlig vibro-tachometer, vilket möjliggör mätning på fyra kanaler av RMS-värdet (root mean square) för total vibration, RMS för den roterande vibrationskomponenten och kontroll av rotorns rotationsfrekvens.
Dessutom kan enheten visa grafer över tidsfunktionen och vibrationsspektrumet efter vibrationshastighet, vilket kan vara användbart för att bedöma den balanserade maskinens tekniska skick.

Figur 16. Extern vy av Balanset-4-enheten för användning som ett mät- och beräkningssystem för balanseringsmaskinen för drivaxlar

Bild 17. Exempel på användning av Balanset-4-enheten som ett mät- och beräkningssystem för balanseringsmaskinen för drivaxeln
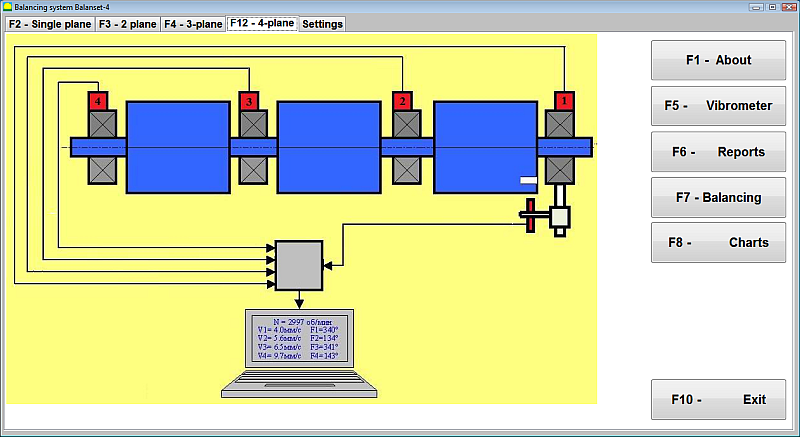
Bild 18. Användargränssnitt för Balanset-4-enheten
Balanset-4-enheten kan utrustas med två typer av sensorer – vibrationsaccelerometrar för mätning av vibrationer (vibrationsacceleration) och kraftsensorer. Vibrationssensorer används för drift på balanseringsmaskiner av postresonanstyp, medan kraftsensorer används för maskiner av preresonanstyp.
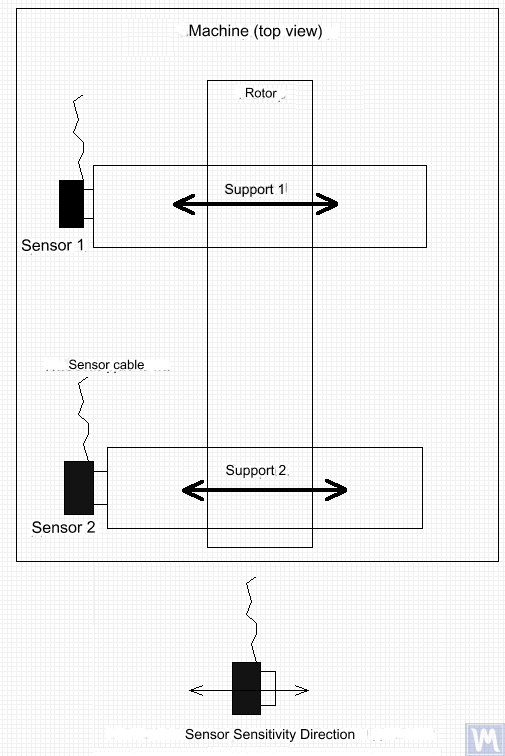
Bild 19. Installation av Balanset-4 vibrationssensorer på balanseringsmaskinens stöd
Sensorernas känslighetsaxel ska riktas mot stödets vibrationsförskjutningsriktning, i detta fall horisontellt. För ytterligare information om sensorinstallation, se BALANSERA ROTORER UNDER DRIFTSFÖRHÅLLANDEN. Installationen av kraftsensorer beror på maskinens konstruktionsegenskaper.
- Montera vibrationsgivarna 1, 2, 3, 4 på balanseringsmaskinens stöd.
- Anslut vibrationsgivarna till kontakterna X1, X2, X3, X4.
- Montera fasvinkelgivaren (lasertachometern) 5 så att det nominella avståndet mellan den balanserade rotorns radiella yta (eller ändyta) och givarhuset ligger i intervallet 10 till 300 mm.
- Fäst ett reflekterande tejpmärke med en bredd på minst 10-15 mm på rotorytan.
- Anslut fasvinkelgivaren till kontakt X5.
- Anslut mätenheten till datorns USB-port.
- När du använder nätström ska du ansluta datorn till strömförsörjningsenheten.
- Anslut strömförsörjningsenheten till ett 220 V, 50 Hz-nät.
- Slå på datorn och välj programmet "BalCom-4".
- Tryck på knappen "F12-four-plane" (eller funktionstangenten F12 på datorns tangentbord) för att välja läget för samtidig vibrationsmätning i fyra plan med hjälp av vibrationsgivarna 1, 2, 3, 4, som är anslutna till ingångarna X1, X2, X3 respektive X4 på mätenheten.
- Ett mnemoniskt diagram som illustrerar processen att mäta vibrationer samtidigt på fyra mätkanaler (eller processen att balansera i fyra plan) visas på datorskärmen, se figur 16.
Innan du utför balansering rekommenderas att du gör mätningar i vibrometerläget (F5-knappen).
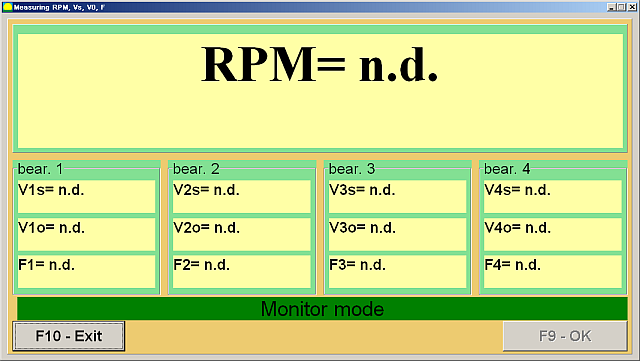
Figur 20. Mätningar i vibrometerläge
Om den totala vibrationsmagnituden V1s (V2s) ungefär matchar rotationskomponentens magnitud V1o (V2o), kan det antas att det huvudsakliga bidraget till mekanismens vibration beror på rotorns obalans. Om den totala vibrationsmagnituden V1s (V2s) avsevärt överstiger rotationskomponenten V1o (V2o), rekommenderas det att inspektera mekanismen – kontrollera lagrens skick, säkerställa säker montering på fundamentet, verifiera att rotorn inte kommer i kontakt med stationära delar under rotation och beakta påverkan av vibrationer från andra mekanismer etc.
Att studera tidsfunktionsgraferna och vibrationsspektra som erhållits i läget "Grafer-Spektralanalys" kan vara användbart här.
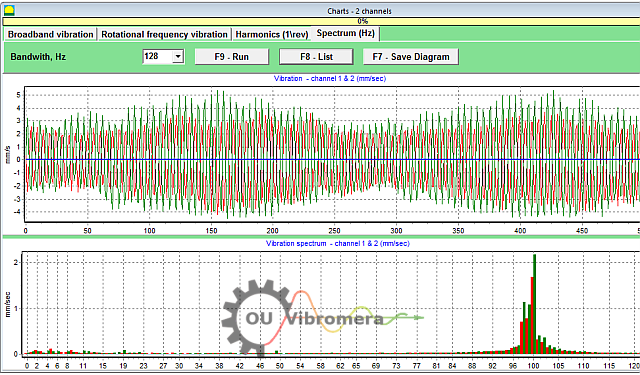
Figur 21. Tidsfunktion för vibrationer och spektrumdiagram
Diagrammet visar vid vilka frekvenser vibrationsnivåerna är högst. Om dessa frekvenser skiljer sig från rotationsfrekvensen för den balanserade mekanismens rotor är det nödvändigt att identifiera källorna till dessa vibrationskomponenter och vidta åtgärder för att eliminera dem innan balansering.
Det är också viktigt att vara uppmärksam på stabiliteten hos avläsningarna i vibrometerläge - vibrationens amplitud och fas får inte ändras med mer än 10-15% under mätningen. Annars kan det hända att mekanismen arbetar nära ett resonansområde. I detta fall bör rotorhastigheten justeras.
Vid fyrplansbalansering i "Primär"-läge krävs fem kalibreringskörningar och minst en verifieringskörning av den balanserade maskinen. Vibrationsmätning under den första maskinkörningen utan provvikt utförs i arbetsytan "Fyrplansbalansering". Efterföljande körningar utförs med en provvikt, som sekventiellt installeras på drivaxeln i varje korrigeringsplan (i området för varje balanseringsmaskinstöd).
Före varje efterföljande körning bör följande steg vidtas:
- Stoppa rotationen av den balanserade maskinens rotor.
- Ta bort den tidigare monterade provvikten.
- Installera provvikten i nästa plan.
Bild 23. Arbetsyta för balansering av fyra plan
Efter varje mätning visas resultaten av rotorns rotationsfrekvens (Nob), samt RMS-värdena (Vo1, Vo2, Vo3, Vo4) och faserna (F1, F2, F3, F4) av vibrationen vid den balanserade rotorns rotationsfrekvens sparas i motsvarande fält i programfönstret. Efter den femte körningen (Vikt i plan 4) visas arbetsytan "Balanseringsvikter" (se figur 24) och visar de beräknade värdena för massorna (M1, M2, M3, M4) och installationsvinklarna (f1, f2, f3, f4) av de korrigeringsvikter som måste installeras på rotorn i fyra plan för att kompensera för dess obalans.
Bild 24. Arbetsyta med beräknade parametrar för korrektionsvikter i fyra plan
Givakt! Efter att mätprocessen är avslutad under den femte körningen av den balanserade maskinen är det nödvändigt att stoppa rotorns rotation och ta bort den tidigare installerade provvikten. Först därefter kan du fortsätta med att installera (eller ta bort) korrigeringsvikterna på rotorn.
Vinkelpositionen för att lägga till (eller ta bort) korrigeringsvikten på rotorn i det polära koordinatsystemet mäts från platsen för installationen av provvikten. Vinkelmätningsriktningen sammanfaller med rotorns rotationsriktning. Vid balansering med blad sammanfaller bladet på den balanserade rotorn, villkorligt betraktat som det första bladet, med installationsplatsen för provvikten. Numreringsriktningen för bladen som visas på datorskärmen följer rotorns rotationsriktning.
I den här versionen av programmet antas det som standard att korrigeringsvikten läggs till rotorn. Detta indikeras av markeringen som anges i fältet "Lägg till". Om det är nödvändigt att korrigera obalansen genom att ta bort vikten (t.ex. genom borrning), sätt markeringen i fältet "Ta bort" med musen, varefter korrigeringsviktens vinkelposition automatiskt ändras med 180 grader.
Efter att korrigeringsvikterna har installerats på den balanserade rotorn, tryck på knappen "Avsluta – F10" (eller funktionstangenten F10 på datorns tangentbord) för att återgå till föregående arbetsyta "Fyra-plansbalansering" och kontrollera balanseringsoperationens effektivitet. Efter att verifieringskörningen är klar visas resultaten av rotorns rotationsfrekvens (Nob) och RMS-värden (Vo1, Vo2, Vo3, Vo4) och faser (F1, F2, F3, F4) av vibrationen vid den balanserade rotorns rotationsfrekvens sparas. Samtidigt visas arbetsytan "Balanseringsvikter" (se figur 21) ovanför arbetsytan "Fyrplansbalansering", där de beräknade parametrarna för ytterligare korrigeringsvikter som behöver installeras (eller tas bort) på rotorn för att kompensera för dess kvarvarande obalans, visas. Dessutom visar denna arbetsyta värdena för den kvarvarande obalans som uppnåtts efter balansering. Om värdena för kvarvarande vibrationer och/eller kvarvarande obalans för den balanserade rotorn uppfyller de toleranskrav som anges i den tekniska dokumentationen, kan balanseringsprocessen slutföras. Annars kan balanseringsprocessen fortsättas. Denna metod möjliggör korrigering av eventuella fel genom successiva approximationer som kan uppstå vid installation (borttagning) av korrigeringsvikten på den balanserade rotorn.
Om balanseringsprocessen fortsätter måste ytterligare korrigeringsvikter installeras (eller tas bort) på den balanserade rotorn enligt de parametrar som anges i arbetsytan "Balanseringsvikter".
Knappen "Koefficienter – F8" (eller funktionstangenten F8 på datorns tangentbord) används för att visa och spara rotorbalanseringskoefficienterna (dynamiska influenskoefficienter) som beräknats utifrån resultaten av de fem kalibreringskörningarna i datorns minne.
7. Rekommenderade klasser för balanseringsnoggrannhet för styva rotorer
Tabell 2. Rekommenderade noggrannhetsklasser för balansering av styva rotorer.

Rekommenderade noggrannhetsklasser för balansering av styva rotorer
| Typer av maskiner (rotorer) | Balansering Noggrannhetsklass | Värde eper Ω mm/s |
|---|---|---|
| Drivvevaxlar (strukturellt obalanserade) för stora lågvarviga marina dieselmotorer (kolvhastighet mindre än 9 m/s) | G 4000 | 4000 |
| Drivvevaxlar (strukturellt balanserade) för stora lågvarviga marina dieselmotorer (kolvhastighet mindre än 9 m/s) | G 1600 | 1600 |
| Driva vevaxlar (strukturellt obalanserade) på vibrationsisolatorer | G 630 | 630 |
| Drivvevaxlar (strukturellt obalanserade) på styva stöd | G 250 | 250 |
| Kolvmotorer monterade för personbilar, lastbilar och lokomotiv | G 100 | 100 |
| Bildelar: hjul, fälgar, hjulsatser, transmissioner | ||
| Drivvevaxlar (strukturellt balanserade) på vibrationsdämpare | G 40 | 40 |
| Lantbruksmaskiner | G 16 | 16 |
| Driva vevaxlar (balanserade) på styva stöd | ||
| Krossar | ||
| Drivaxlar (drivaxlar, skruvaxlar) | ||
| Gasturbiner för flygplan | G 6.3 | 6.3 |
| Centrifuger (separatorer, sedimenterare) | ||
| Elektriska motorer och generatorer (med en axelhöjd på minst 80 mm) med en maximal nominell rotationshastighet på upp till 950 min-1 | ||
| Elektriska motorer med en axelhöjd på mindre än 80 mm | ||
| Fans | ||
| Växeldrivning | ||
| Maskiner för allmänt bruk | ||
| Maskiner för metallbearbetning | ||
| Maskiner för papperstillverkning | ||
| Pumpar | ||
| Turboladdare | ||
| Vattenturbiner | ||
| Kompressorer | ||
| Datorstyrda frekvensomriktare | G 2.5 | 2.5 |
| Elektriska motorer och generatorer (med en axelhöjd på minst 80 mm) med ett maximalt nominellt varvtal på över 950 min-1 | ||
| Gas- och ångturbiner | ||
| Drivsystem för metallbearbetningsmaskiner | ||
| Textilmaskiner | ||
| Drivstationer för ljud- och videoutrustning | G 1 | 1 |
| Drivsystem för slipmaskiner | ||
| Spindlar och drivenheter för högprecisionsutrustning | G 0.4 | 0.4 |
Vanliga frågor om balansering av drivaxeln
Vad är balansering av drivaxeln?
Balansering av drivaxeln är processen att korrigera eventuella massobalanser i en drivaxel så att den roterar jämnt utan att orsaka vibrationer. Detta innebär att mäta var axeln är tyngre på ena sidan och sedan lägga till eller ta bort små mängder vikt (till exempel svetsning av balansvikter) för att motverka den obalansen. En balanserad drivaxel löper jämnt, vilket förhindrar överdrivna vibrationer och slitage på fordonskomponenter.
Varför är det viktigt att balansera drivaxeln?
En obalanserad drivaxel kan leda till starka vibrationer, särskilt vid vissa hastigheter, och kan orsaka klonkande ljud vid acceleration eller växling. Med tiden kan dessa vibrationer skada lager, universalkopplingar och andra drivlinans komponenter. Att balansera drivaxeln eliminerar dessa vibrationer, vilket säkerställer en jämnare gång, minskar belastningen på delar och förhindrar kostsamma skador eller stillestånd.
Vilka är vanliga symtom på en obalanserad drivaxel?
Typiska symtom på en obalanserad eller felaktig kardanaxel inkluderar märkbara vibrationer eller skakande ljud i fordonets golv eller säte, särskilt när hastigheten ökar. Du kan också höra knackande eller skrammelande ljud när du växlar eller under acceleration och retardation. I vissa fall kan universalkopplingen överhettas på grund av obalans. Om du observerar dessa tecken är det troligt att kardanaxeln behöver balanseras eller repareras.
Hur balanserar man en drivaxel?
Balansering av drivaxeln görs vanligtvis med en specialiserad balanseringsmaskin. Drivaxeln monteras och roteras med hög hastighet medan sensorer detekterar eventuell obalans. En tekniker fäster sedan små vikter på drivaxeln (eller tar bort material) på specifika positioner baserat på maskinens avläsningar. Denna process upprepas tills drivaxeln roterar utan betydande vibrationer. Moderna system som Balanset-4 kan vägleda denna process och beräkna exakt var och hur mycket vikt som ska läggas till för exakt balansering.
Slutsats
Sammanfattningsvis är korrekt balansering av drivaxeln avgörande för säkerhet, prestanda och kostnadsbesparingar. Genom att upptäcka och korrigera obalans förhindrar du onödigt slitage på delar, undviker skadliga haverier och bibehåller optimal maskinprestanda. Moderna balanseringssystem som våra Balanset-1 och Balanset-4-enheter gör processen effektiv och hjälper även små verkstäder att uppnå professionella resultat.
Om du upplever ihållande vibrationer i drivaxeln eller behöver en pålitlig balanseringslösning, tveka inte att agera. Använd stegen som beskrivs i den här guiden eller kontakta våra experter för hjälp. Med rätt tillvägagångssätt och utrustning kan du säkerställa att din drivaxel går smidigt och tillförlitligt i många år framöver. Kontakta oss för att lära dig mer eller utforska den bästa utrustningen för balansering av drivaxeln för dina behov.

0 kommentarer