Prijenosni balanser ""BALANSET-1A""
Dvokanalni sustav dinamičkog balansiranja temeljen na računalu
Priručnik za uporabu
rev. 1.56 svibanj 2023.
2023 | Estonija, Narva
SIGURNOSNA OBAVIJEST: Ovaj uređaj je u skladu sa sigurnosnim standardima EU. Laserski proizvod klase 2. Slijedite sigurnosne postupke za rotirajuću opremu. Pogledajte sve sigurnosne informacije u nastavku →
1. PREGLED SUSTAVA URAVNOTEŽAVANJA
Balanset-1A uređaj za balansiranje pruža usluge dinamičkog balansiranja u jednoj i dvije ravnine za ventilatore, brusne kotače, vretena, drobilice, pumpe i ostale rotirajuće strojeve.
Balanset-1A balanser uključuje dva vibrosenzora (akcelerometra), laserski fazni senzor (tahometar), 2-kanalnu USB sučeljnu jedinicu s predpojačalima, integratorima i ADC modulom za akviziciju te Windows softver za balansiranje. Balanset-1A zahtijeva prijenosno računalo ili drugo Windows (WinXP...Win11, 32 ili 64bit) kompatibilno računalo.
Softver za balansiranje automatski pruža ispravno rješenje za balansiranje na jednoj i dvije ravnini. Balanset-1A Jednostavan je za upotrebu za ne-stručnjake za vibracije.
Svi rezultati usklađivanja spremljeni su u arhivu i mogu se koristiti za izradu izvještaja.
Ključne značajke
Jednostavno za korištenje
- • Korisnički odabir probne mase
- • Skočni prozor za valjanost masovnog probnog razdoblja
- • Ručni unos podataka
Mogućnosti mjerenja
- • O/min, amplituda i faza
- • FFT spektralna analiza
- • Prikaz valnog oblika i spektra
- • Simultani dvokanalni podaci
Napredne funkcije
- • Spremljeni koeficijenti utjecaja
- • Balansiranje trima
- • Izračun ekscentričnosti trna.
- • Izračun tolerancije prema ISO 1940.
Upravljanje podacima
- • Neograničena pohrana podataka za uravnoteženje
- • Pohrana valnog oblika vibracije
- • Arhiva i izvješća
Alati za izračun
- • Izračun podijeljene težine
- • Izračun bušenja
- • Promjena korekcijskih ravnina
- • Vizualizacija polarnog grafa
Opcije analize
- • Uklonite ili ostavite probne utege
- • Grafikoni RunDown (eksperimentalno)
2. SPECIFIKACIJA
| Parametar | Specifikacija |
|---|---|
| Mjerni raspon korijenskog srednjokvadratičkog vrijednosti (RMS) vibracijske brzine, mm/s (za 1x vibraciju) | from 0.2 to 80 |
| Opseg frekvencija RMS mjerenja brzine vibracija, Hz | from 5 to 1000 (amplitude error ≤10% from 5 to 550 Hz; up to 20% from 550 to 1000 Hz) |
| Broj korektivnih ravnina | jedan ili dva |
| Opseg mjerenja frekvencije rotacije, o/min | 250 – 90000 |
| Opseg mjerenja faze vibracije, kutni stupnjevi | od 0 do 360 |
| Greška mjerenja faze vibracija, kutni stupnjevi | ± 1 |
| Točnost mjerenja efektivne vrijednosti brzine vibracija | ±(0,1 + 0,1×Vizmjereno) mm/s |
| Točnost mjerenja frekvencije vrtnje | ±(1 + 0,005 × Nizmjereno) okretaja u minuti |
| Srednje vrijeme između kvarova (MTBF), sati, min | 1000 |
| Prosječni vijek trajanja, godine, min | 6 |
| Dimenzije (u tvrdoj kutiji), cm | 39*33*13 |
| Masa, kg | manje od 5 |
| Ukupne dimenzije vibracionog senzora, mm, maks. | 25*25*20 |
| Masa vibracionog senzora, kg, maks. | 0.04 |
|
Radni uvjeti: - Raspon temperature: od 5°C do 50°C - Relativna vlažnost: < 85%, nezasićena - Bez jakog elektromagnetskog polja i jakog udara |
|
3. AMBALAŽA
Balanset-1A balanser uključuje dva jednoosna akcelerometra, laserski fazni referentni marker (digitalni tahometar), 2-kanalnu USB sučeljnu jedinicu s predpojačalima, integratorima i ADC akvizicijskim modulom te Windows softver za balansiranje.
Set za dostavu
| Opis | Broj | Napomena |
|---|---|---|
| USB sučelje | 1 | |
| Laserski referentni marker faze (tahometar) | 1 | |
| Jednoosni akcelerometri | 2 | |
| Magnetski stalak | 1 | |
| Digitalne vage | 1 | |
| Tvrda torba za prijevoz | 1 | |
| ""Balanset-1A". Korisnički priručnik. | 1 | |
| Flash disk s programom za balansiranje | 1 |
4. NAČELA RAVNOTEŽE
4.1. ""Balanset-1A" uključuje (slika 4.1) USB sučelje (1), dva akcelerometra (2) i (3), referentni marker faze (4) i prijenosno računalo (nije uključeno) (5).
U kompletu se nalazi i magnetski stalak (6) koristi se za montažu faznog referentnog markera i digitalnih skala 7.
Konektori X1 i X2 namijenjeni su za priključivanje senzora vibracija na 1. i 2. mjerni kanal, a konektor X3 služi za priključivanje fazne referentne oznake.
USB kabel osigurava napajanje i povezivanje jedinice USB sučelja s računalom.

Sl. 4.1. Komplet isporuke "Balanset-1A""
Mehaničke vibracije uzrokuju električni signal proporcionalan ubrzanju vibracija na izlazu senzora vibracija. Digitalizirani signali iz ADC modula prenose se putem USB-a na prijenosno računalo. (5). Fazni referentni marker generira impulsni signal koji se koristi za izračun frekvencije rotacije i faznog kuta vibracije. Windows softver pruža rješenje za balansiranje u jednoj i dvije ravnine, analizu spektra, grafikone, izvješća, pohranu koeficijenata utjecaja.
5. SIGURNOSNE MJERE
⚡ PAŽNJA - Električna sigurnost
5.1. Prilikom rada na 220 V moraju se poštivati propisi o električnoj sigurnosti. Nije dopušteno popravljati uređaj dok je priključen na 220 V.
5.2. Ako uređaj koristite u okruženju s niskom kvalitetom izmjenične struje ili u prisutnosti mrežnih smetnji, preporučuje se korištenje samostalnog napajanja iz baterije računala.
⚠️ Dodatni sigurnosni zahtjevi za rotirajuću opremu
- !Zaključavanje stroja: Uvijek primijenite odgovarajuće postupke zaključavanja/označavanja prije instaliranja senzora
- !Osobna zaštitna oprema: Nosite zaštitne naočale, zaštitu za sluh i izbjegavajte široku odjeću u blizini rotirajućih strojeva
- !Sigurna instalacija: Provjerite jesu li svi senzori i kabeli sigurno pričvršćeni i ne mogu ih uhvatiti rotirajući dijelovi
- !Postupci u hitnim slučajevima: Znati mjesta zaustavljanja u nuždi i postupke isključivanja
- !Trening: Samo obučeno osoblje smije upravljati opremom za balansiranje na rotirajućim strojevima
6. POSTAVKE SOFTVERA I HARDVERA
6.1. Instalacija USB upravljačkih programa i softvera za balansiranje
Prije rada instalirajte upravljačke programe i softver za balansiranje.
Popis mapa i datoteka
Instalacijski disk (flash pogon) sadrži sljedeće datoteke i mape:
- Bs1Av###Setup – mapa sa softverom za balansiranje "Balanset-1A" (### – broj verzije)
- ArdDrv – USB upravljački programi
- EBalancer_priručnik.pdf – ovaj priručnik
- Bal1Av###Postavljanje.exe – instalacijska datoteka. Ova datoteka sadrži sve gore navedene arhivirane datoteke i mape. ### – verzija softvera "Balanset-1A".
- Ebalance.cfg – vrijednost osjetljivosti
- Bal.ini – neki podaci za inicijalizaciju
Postupak instalacije softvera
Za instalaciju upravljačkih programa i specijaliziranog softvera pokrenite datoteku Bal1Av###Postavljanje.exe i slijedite upute za postavljanje pritiskom na tipke «Sljedeće», «ОК» itd.
Odaberite mapu za postavljanje. Obično se zadana mapa ne bi smjela mijenjati.
Zatim program zahtijeva navođenje grupe programa i mapa na radnoj površini. Pritisnite gumb Sljedeće.
Završna instalacija
- ✓Instalirajte senzore na pregledani ili balansirani mehanizam (Detaljne informacije o tome kako instalirati senzore nalaze se u Prilogu 1)
- ✓Povežite senzore vibracija 2 i 3 na ulaze X1 i X2, a senzor kutnog pomaka na ulaz X3 jedinice USB sučelja.
- ✓Povežite jedinicu USB sučelja na USB priključak računala.
- ✓Kada koristite AC napajanje, spojite računalo na električnu mrežu. Spojite napajanje na 220 V, 50 Hz.
- ✓Kliknite prečac "Balanset-1A" na radnoj površini.
7. SOFTVER ZA BALANSIRANJE
7.1. Općenito
Početni prozor
Prilikom pokretanja programa "Balanset-1A" pojavljuje se početni prozor, prikazan na slici 7.1.

Sl. 7.1. Početni prozor "Balanset-1A""
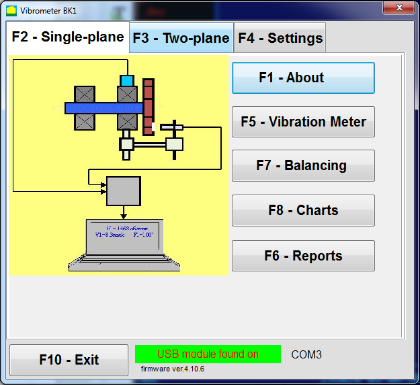
U početnom prozoru nalazi se 9 gumba s nazivima funkcija koje se ostvaruju klikom na njih.
F1-«O nama»
Sl. 7.2. F1-prozor «O nama»
F2-«Jednoplanski», F3-«Dvoplanski»
Pritiskom na ""F2- Jednoravninski"" (ili F2 funkcijska tipka na tipkovnici računala) odabire vibraciju mjerenja na kanalu X1.
Nakon klika na ovaj gumb, na zaslonu računala prikazuje se dijagram sa slike 7.1 koji ilustrira proces mjerenja vibracija samo na prvom mjernom kanalu (ili proces uravnoteženja u jednoj ravnini).
Pritiskom na ""F3-Dvoravninski"" (ili F3 tipka funkcije na tipkovnici računala) odabire način mjerenja vibracija na dva kanala X1 i X2 istovremeno. (Sl. 7.3.)
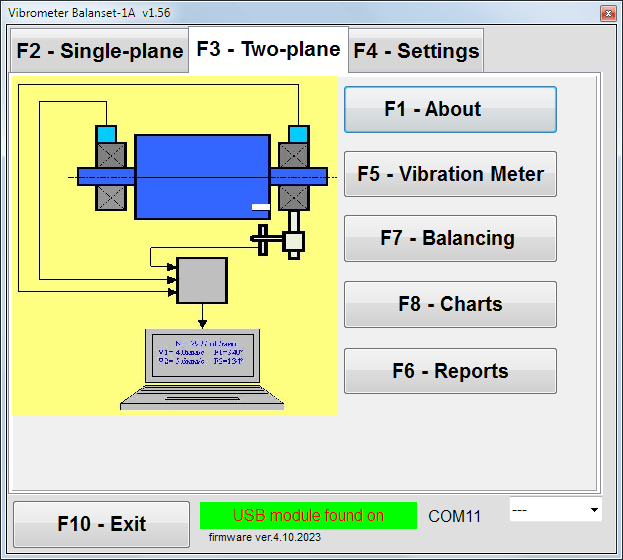
Sl. 7.3. Početni prozor "Balanset-1A". Balansiranje u dvije ravnine.
F4 – «Postavke»
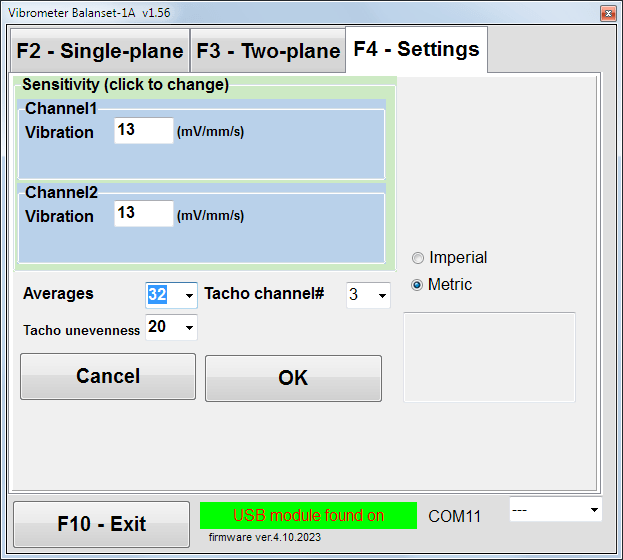
Sl. 7.4. Prozor "Postavke"
U ovom prozoru možete promijeniti neke postavke Balanset-1A.
- osjetljivostNominalna vrijednost je 13 mV/mm/s.
Promjena koeficijenata osjetljivosti senzora potrebna je samo pri njihovoj zamjeni!
Pažnja!
Kada unesete koeficijent osjetljivosti, njegov decimalni dio se odvaja od cjelobrojnog dijela decimalnom točkom (znakom ",").
- Prosječenje - broj usrednjavanja (broj okretaja rotora tijekom kojih se podaci usrednjavaju radi veće točnosti)
- Tacho kanal# - kanal# Taho je spojen. Prema zadanim postavkama - 3. kanal.
- Neravnomjernost - razlika u trajanju između susjednih taho impulsa, koja gore daje upozorenje ""Kvar tahometra"
- Imperijalna/metrička - Odaberite sustav jedinica.
Broj COM porta dodjeljuje se automatski.
F5 – «Mjerač vibracija»
Pritiskanjem ovog gumba (ili funkcijskog tipka F5 na tipkovnici računala) aktivira način mjerenja vibracija na jednom ili dva mjerna kanala virtualnog mjerača vibracija ovisno o stanju tipki ""F2-jednoravninski", ""F3-dvoravninski".
F6 – «Izvješća»
Pritiskanjem ovog gumba (ili F6 (tipka funkcije na tipkovnici računala) uključuje ravnotežnu arhivu, iz koje možete ispisati izvješće s rezultatima balansiranja za određeni mehanizam (rotor).
F7 – "Uravnoteženje"
Pritiskom na ovu tipku (ili funkcijsku tipku F7 na tipkovnici) aktivira se način balansiranja u jednoj ili dvije korekcijske ravnine, ovisno o tome koji je način mjerenja odabran pritiskom na tipke ""F2-jednoravninski", ""F3-dvoravninski".
F8 – «Grafikoni»
Pritiskanjem ovog gumba (ili F8 funkcijska tipka na tipkovnici računala) omogućuje grafički mjerač vibracija, čija se implementacija prikazuje na zaslonu istovremeno s digitalnim vrijednostima amplitude i faze vibracije, grafički prikaz njezine vremenske funkcije.
F10 – «Izlaz»
Pritiskanjem ovog gumba (ili F10 funkcijska tipka na tipkovnici računala) dovršava program "Balanset-1A".
7.2. "Mjerač vibracija""
Prije rada u ""Vibrometar"" način rada, instalirajte senzore vibracija na stroj i spojite ih na konektore X1 i X2 USB sučelja. Senzor tahometra treba spojiti na ulaz X3 USB sučelja.

Slika 7.5 Jedinica USB sučelja
Za rad tahometara postavite reflektirajuću traku na površinu rotora.

Sl. 7.6. Reflektirajuća traka.
Preporuke za instalaciju i konfiguraciju senzora dane su u Prilogu 1.
Za početak mjerenja u načinu rada mjerača vibracija kliknite na gumb ""F5 – Vibrometar"" u početnom prozoru programa (vidi sliku 7.1).
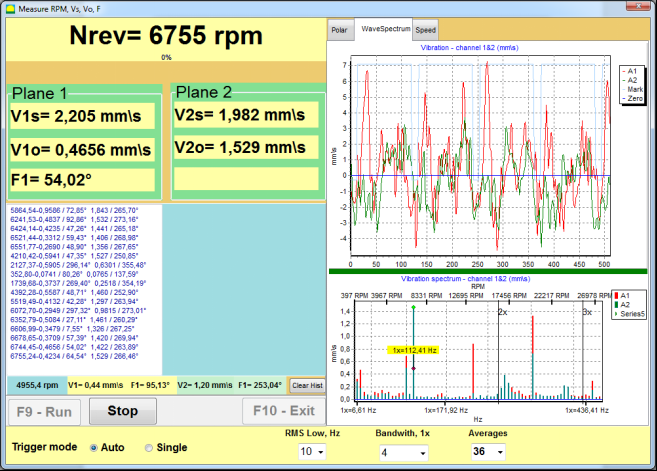
Vibrometar pojavi se prozor (vidi. sl. 7.7)

Slika 7.7. Način rada vibrometra. Val i spektar.
Za početak mjerenja vibracija kliknite gumb ""F9 – Trči"" (ili pritisnite funkcijsku tipku F9 na tipkovnici
Ako Način okidanja Automatski je označeno - rezultati mjerenja vibracija periodično će se prikazivati na zaslonu.
U slučaju istovremenog mjerenja vibracija na prvom i drugom kanalu, prozori koji se nalaze ispod riječi ""Ravnina 1""i""Ravnina 2"" bit će popunjen.
Mjerenje vibracija u načinu rada "Vibracija" može se provesti i s isključenim senzorom faznog kuta. U početnom prozoru programa vrijednost ukupne RMS vibracije (V1s, V2s) će biti prikazano samo.
U načinu rada mjerača vibracija postoje sljedeće postavke
- RMS niska vrijednost, Hz – najniža frekvencija za izračun RMS ukupne vibracije
- Propusnost - širina pojasa frekvencije vibracija u grafikonu
- Prosjeci - broj prosjeka za veću točnost mjerenja
Za dovršetak rada u načinu rada "Mjerač vibracija" kliknite gumb ""F10 – Izlaz"" i vratite se na početni prozor.


Slika 7.8. Način rada vibrometra. Neravnomjernost brzine vrtnje, valni oblik 1× vibracije.
Slika 7.9. Mod vibracijskog mjerača. Otklapanje (beta verzija, bez jamstva!).
7.3 Postupak uravnoteženja
Balansiranje se provodi na mehanizmima u dobrom tehničkom stanju i ispravno montiranima. Inače se prije balansiranja mehanizam mora popraviti, ugraditi u odgovarajuće ležajeve i učvrstiti. Rotor treba očistiti od onečišćenja koja mogu ometati postupak balansiranja.
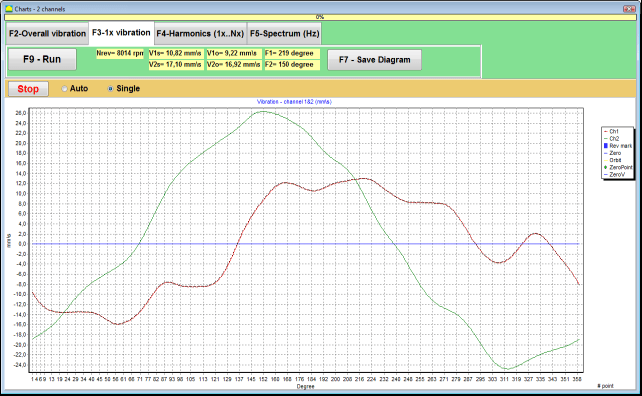
Prije balansiranja izmjerite vibracije u načinu rada Mjerač vibracija (gumb F5) kako biste bili sigurni da je uglavnom vibracija 1x vibracija.
Slika 7.10. Način mjerenja vibracija. Provjera ukupne (V1s,V2s) i 1x (V1o,V2o) vibracije.
Ako je vrijednost ukupne vibracije V1s (V2s) približno jednaka magnitudi vibracije pri frekvenciji rotacije (1x vibracija) V1o (V2o), može se pretpostaviti da glavni doprinos mehanizmu vibracija dolazi od neravnoteže rotora. Ako je vrijednost ukupne vibracije V1s (V2s) znatno veća od 1x komponente vibracija V1o (V2o), preporučuje se provjeriti stanje mehanizma - stanje ležajeva, njihov položaj na podnožju, osigurati da nema kontakta između fiksnih dijelova i rotora tijekom rotacije itd.
Također treba obratiti pozornost na stabilnost izmjerenih vrijednosti u načinu rada mjerača vibracija – amplituda i faza vibracije ne smiju varirati za više od 10-15% tijekom procesa mjerenja. U suprotnom, može se pretpostaviti da mehanizam radi u području bliskom rezonanci. U tom slučaju promijenite brzinu vrtnje rotora, a ako to nije moguće – promijenite uvjete postavljanja stroja na temelj (na primjer, privremeno ga montirajte na opružne nosače).
Za balansiranje rotora metoda koeficijenta utjecaja treba koristiti balansiranje (metoda u 3 prolaza).
Probne vožnje se rade kako bi se utvrdio utjecaj probne mase na promjenu vibracija, mase i mjesta (kuta) ugradnje korekcijskih utega.
Najprije se određuje početna vibracija mehanizma (prvo pokretanje bez utega), a zatim se probni uteg postavlja u prvu ravninu i izvodi se drugo pokretanje. Zatim se probni uteg uklanja iz prve ravnine, postavlja u drugu ravninu i izvodi se treće pokretanje.
Program zatim izračunava i na ekranu prikazuje težinu i mjesto (kut) ugradnje korekcijskih utega.
Kod balansiranja u jednoj ravnini (statično), drugi start nije potreban.
Probna težina se postavlja na proizvoljno mjesto na rotoru gdje je to zgodno, a zatim se stvarni radijus unosi u program za podešavanje.
(Polumjer položaja koristi se samo za izračun količine neuravnoteženosti u gramima * mm)
Važno!
- Mjerenja treba provoditi uz konstantnu brzinu vrtnje mehanizma!
- Korekcijski utezi moraju biti postavljeni na istom radijusu kao i probni utezi!
Masa probnog utega odabrana je tako da se nakon faze instalacije (> 20-30°) i (20-30%) amplituda vibracija značajno promijeni. Ako su promjene premale, pogreška se uvelike povećava u sljedećim izračunima. Pogodno je postaviti probni uteg na isto mjesto (isti kut) kao i fazna oznaka.
Formula za izračun mase probne težine
Mt = Mr × Kpodrška × Kvibracija / (Rt × (N/100)²)
Gdje:
- Mt - masa probnog utega, g
- Gospodin - masa rotora, g
- Kpodrška - koeficijent krutosti nosača (1-5)
- Kvibracija - koeficijent razine vibracija (0,5-2,5)
- Desno - radijus ugradnje probne težine, cm
- N - brzina rotora, okretaji u minuti
Koeficijent krutosti oslonca (Ksupport):
- 1.0 - Vrlo mekani nosači (gumeni amortizeri)
- 2.0-3.0 - Srednja krutost (standardni ležajevi)
- 4.0-5.0 - Kruti nosači (masivni temelji)
Koeficijent razine vibracija (kvibracija):
- 0.5 - Niske vibracije (do 5 mm/s)
- 1.0 - Normalne vibracije (5-10 mm/s)
- 1.5 - Povišene vibracije (10-20 mm/s)
- 2.0 - Visoka vibracija (20-40 mm/s)
- 2.5 - Vrlo visoke vibracije (>40 mm/s)
🔗 Koristite naš online kalkulator:
Kalkulator probne težine →⚠️ Važno!
Nakon svakog probnog rada probne mase se uklanjaju! Korekcijski utezi postavljeni pod kutom izračunatim od mjesta postavljanja probnog utega u smjeru vrtnje rotora!
Objašnjenje izračuna kuta:
Kut ugradnje korekcijskog utega je UVIJEK računajući od točke postavljanja probnog utega u smjeru vrtnje rotora.
- Nulta točka (0°): Točna lokacija na koju ste postavili probni uteg postaje vaša referentna točka (0 stupnjeva).
- Smjer: Izmjerite kut u istom smjeru u kojem se rotor okreće.
Primjer: Ako se rotor okreće u smjeru kazaljke na satu, izmjerite kut u smjeru kazaljke na satu od položaja probnog utega. - Tumačenje: Ako program prikazuje kut 120°, morate instalirati korekcijski uteg 120 stupnjeva naprijed položaja probnog utega u smjeru rotacije.
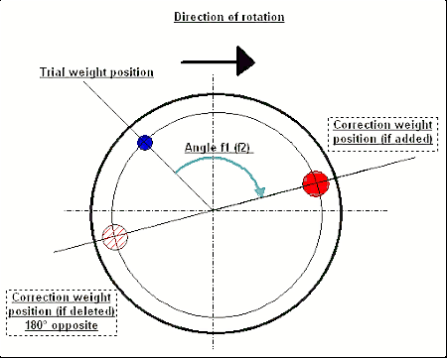
Slika 7.11. Montaža korektivne težine.
Preporučuje se!
Prije izvođenja dinamičkog balansiranja preporučuje se provjeriti da statička neravnoteža nije prevelika. Kod rotora s horizontalnom osi, rotor se može ručno zakrenuti za kut od 90 stupnjeva od trenutnog položaja. Ako je rotor statički neuravnotežen, zakrenut će se u ravnotežni položaj. Nakon što rotor zauzme ravnotežni položaj, potrebno je postaviti uteg za balansiranje na gornju točku, približno u sredini duljine rotora. Uteg treba odabrati tako da se rotor ne pomiče ni u jednom položaju.
Takvo prethodno uravnoteženje smanjit će količinu vibracija pri prvom pokretanju jako neuravnoteženog rotora.
Ugradnja i montaža senzora
VSenzor vibracija mora biti instaliran na stroju u odabranoj mjernoj točki i spojen na ulaz X1 jedinice USB sučelja.
Postoje dvije konfiguracije montaže:
- Magneti
- Vijci s navojem M4
Optički taho senzor treba biti spojen na ulaz X3 jedinice USB sučelja. Nadalje, za korištenje ovog senzora treba staviti posebnu reflektirajuću oznaku na površinu rotora.
📏 Zahtjevi za ugradnju optičkog senzora
- ✓Udaljenost od površine rotora: 50-500 mm (ovisno o modelu senzora)
- ✓Širina reflektirajuće trake: Minimalno 1-1,5 cm (ovisi o brzini i radijusu)
- ✓Orijentacija: Okomito na površinu rotora
- ✓Montaža: Za stabilno pozicioniranje koristite magnetski stalak ili stezaljku
- ✓Izbjegavajte izravnu sunčevu svjetlost ili jako umjetno osvjetljenje na senzoru/traci
💡 Izračun širine trake: Za optimalne performanse, izračunajte širinu trake pomoću:
L ≥ (N × R)/30000 ≥ 1,0-1,5 cm
Gdje je: L - širina trake (cm), N - brzina rotora (o/min), R - polumjer trake (cm)
Detaljni zahtjevi za odabir mjesta senzora i njihovo pričvršćivanje na objekt prilikom balansiranja navedeni su u Dodatku 1.
7.4 Balansiranje u jednoj ravnini
Slika 7.12. "Balansiranje u jednoj ravnini"
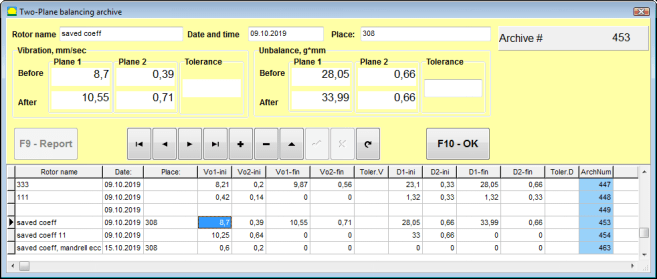
Arhiva uravnoteženja
Za početak rada na programu u ""Balansiranje u jednoj ravnini"" način rada, kliknite na ""F2-Jedna ravnina"" (ili pritisnite tipku F2 na tipkovnici računala).
Zatim kliknite na ""F7 – Balansiranje"" gumb, nakon čega Arhiva balansiranja u jednoj ravnini pojavit će se prozor u kojem će biti spremljeni podaci o balansiranju (vidi sl. 7.13).

Slika 7.13 Prozor za odabir arhive balansiranja u jednoj ravnini.
U ovom prozoru potrebno je unijeti podatke o nazivu rotora (Ime rotora), mjesto ugradnje rotora (Mjesto), tolerancije na vibracije i zaostalu neravnotežu (Tolerancija), datum mjerenja. Ovi se podaci pohranjuju u bazu podataka. Također, kreira se mapa Arc### u kojoj je ### broj arhive u koju će biti pohranjeni grafikoni, datoteka izvješća i sl. Nakon završetka balansiranja, generira se datoteka izvješća koja se može uređivati i ispisivati u ugrađenom editoru.
Nakon unosa potrebnih podataka, potrebno je kliknuti na ""F10-OK"gumb ", nakon čega ""Balansiranje u jednoj ravnini""otvorit će se prozor (vidi sliku 7.13)
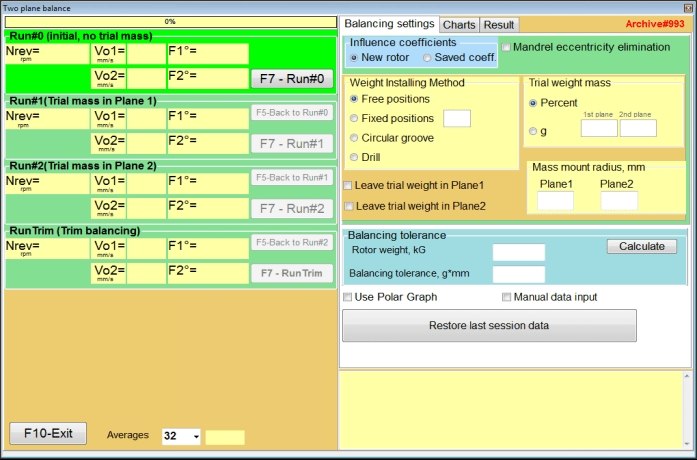
Postavke balansiranja (1 ravnina)
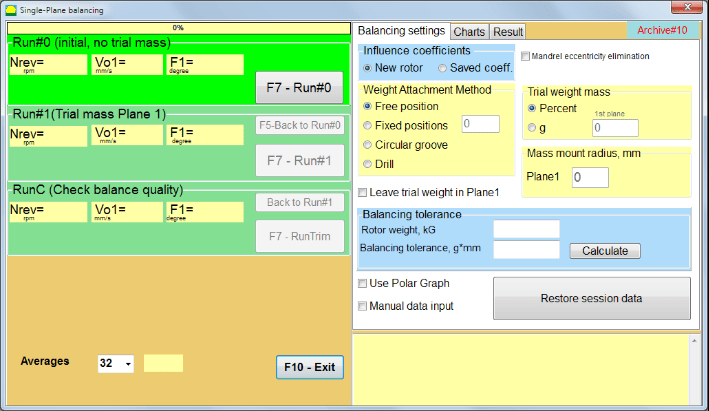
Slika 7.14. Jedan avion. Postavke balansiranja
Na lijevoj strani ovog prozora prikazuju se podaci mjerenja vibracija i tipke za upravljanje mjerenjem."Pokreni br. 0", "Pokreni # 1", "RunTrim".
Na desnoj strani ovog prozora nalaze se tri kartice:
- Podešavanje ravnoteže
- Grafikoni
- Rezultat
""Podešavanje ravnoteže"Kartica " se koristi za unos postavki balansiranja:
- ""Koeficijent utjecaja"" -
- "Novi rotor"" - odabir balansiranja novog rotora, za koji nema pohranjenih koeficijenata balansiranja i potrebna su dva pokušaja za određivanje mase i kuta ugradnje korekcijskog utega.
- "Sačuvani koeficijent"" - odabir ponovnog balansiranja rotora, za koje postoje spremljeni koeficijenti balansiranja i potreban je samo jedan prolaz za određivanje težine i kuta ugradnje korektivne težine.
- ""Masa probne težine"" -
- "Postotak"" - korektivna težina izračunava se kao postotak probne težine.
- "gram"" - unosi se poznata masa probnog utega i izračunava se masa korektivnog utega Grami ili u oz za carski sustav.
⚠️ Pažnja! Ako je potrebno koristiti ""Sačuvani koeficijent""Način za daljnji rad tijekom početnog balansiranja, masa probnog utega mora se unijeti u gramima ili uncama, a ne u %. Vage su uključene u paket isporuke.".
- ""Metoda pričvršćivanja težine""
- "Slobodan položaj"" - utezi se mogu postaviti u proizvoljne kutne položaje na obodu rotora.
- "Fiksna pozicija"" - uteg se može postaviti u fiksne kutne položaje na rotoru, na primjer, na lopatice ili rupe (na primjer 12 rupa – 30 stupnjeva) itd. Broj fiksnih položaja mora se unijeti u odgovarajuće polje. Nakon uravnoteženja, program će automatski podijeliti uteg na dva dijela i naznačiti broj položaja na kojima je potrebno uspostaviti dobivene mase.
- "Kružni žlijeb"" – koristi se za balansiranje brusnih ploča U ovom slučaju se koriste 3 protuutega za uklanjanje neravnoteže

Slika 7.17 Balansiranje brusne ploče s 3 protuutega
Slika 7.18 Balansiranje brusne ploče. Polarni graf.

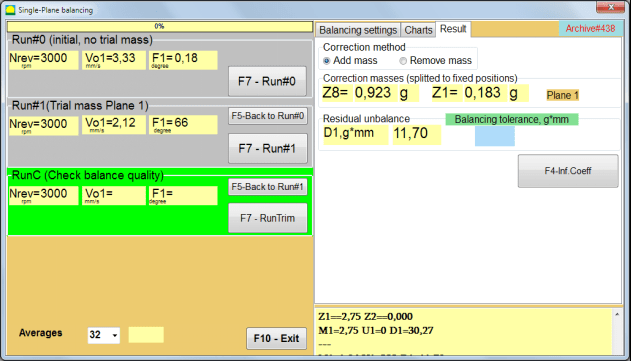
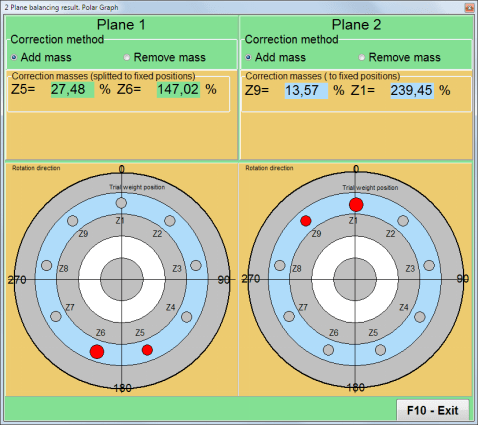
Slika 7.15. Kartica rezultata. Fiksni položaj montaže korekcijskog utega.
Z1 i Z2 – položaji postavljenih korektivnih utega, izračunati iz položaja Z1 prema smjeru rotacije. Z1 je položaj na koji je postavljen probni uteg.
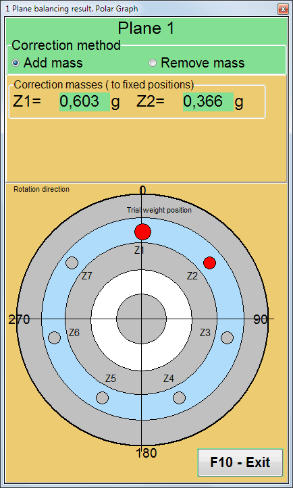
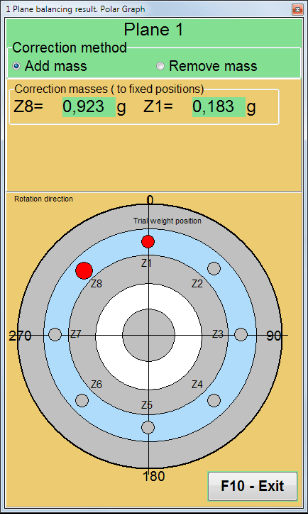
Slika 7.16 Fiksni položaji. Polarni dijagram.
- "Radijus masovnog oslonca, mm"" - "Ravnina1" - Polumjer probnog utega u ravnini 1. Potrebno je izračunati veličinu početne i preostale neravnoteže kako bi se utvrdilo usklađenost s tolerancijom za preostalu neravnotežu nakon balansiranja.
- "Ostavite probni uteg u ravnini 1."Obično se probni uteg uklanja tijekom procesa balansiranja. Ali u nekim slučajevima ga je nemoguće ukloniti, tada morate označiti ovu opciju kako biste u izračunima uzeli u obzir masu probnog utega.
- "Ručni unos podataka"" - koristi se za ručni unos vrijednosti vibracije i faze u odgovarajuća polja na lijevoj strani prozora i izračun mase i kuta ugradnje korekcijskog utega pri prelasku na ""Rezultati"kartica
- Gumb ""Vrati podatke o sesiji"". Tijekom balansiranja, izmjereni podaci spremaju se u datoteku session1.ini. Ako je proces mjerenja prekinut zbog zamrzavanja računala ili iz drugih razloga, klikom na ovaj gumb možete vratiti podatke mjerenja i nastaviti balansiranje od trenutka prekida.
- Uklanjanje ekscentričnosti mandrila (indeksno balansiranje) Balansiranje s dodatnim startom kako bi se eliminirao utjecaj ekscentriciteta trna (balansirajuća trna). Montirajte rotor naizmjenično na 0° i 180° u odnosu na. Izmjerite neravnoteže u oba položaja.
- tolerancija uravnoteženja Unos ili izračun rezidualnih tolerancija debalansa u gx mm (G-klase)
- Koristite Polarni grafikon Koristite polarni grafikon za prikaz rezultata uravnoteženja.
Balansiranje u 1 ravnini. Novi rotor
Kao što je gore navedeno, ""Novi rotor""Balansiranje zahtijeva dva probna rada i barem jedan testni rad stroja za balansiranje.".
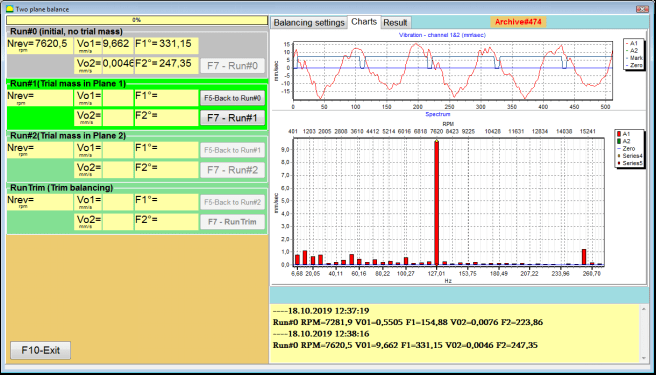
Izvođenje#0 (početno izvođenje)
Nakon postavljanja senzora na balansirajući rotor i unosa parametara postavki, potrebno je uključiti rotaciju rotora i, kada dostigne radnu brzinu, pritisnuti tipku ""Pokreni#0"Gumb " za početak mjerenja. Gumb ""Grafikoni"Kartica " otvorit će se u desnom panelu, gdje će biti prikazani oblik vala i spektar vibracije. U donjem dijelu kartice čuva se datoteka povijesti u kojoj su spremljeni rezultati svih pokretanja s vremenskom referencom. Na disku se ova datoteka sprema u arhivsku mapu pod nazivom memo.txt
Pažnja!
Prije početka mjerenja potrebno je uključiti rotaciju rotora stroja za balansiranje (Pokreni#0) i provjerite je li brzina rotora stabilna.
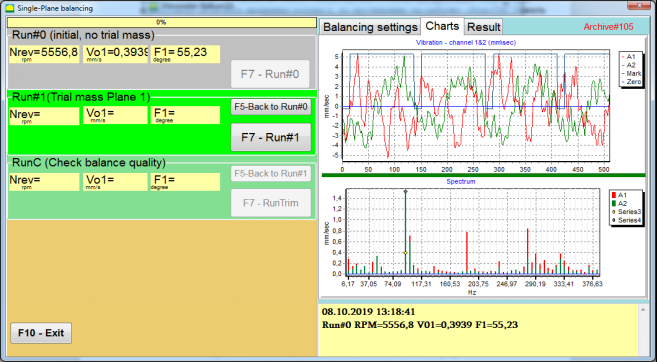
Slika 7.19. Balansiranje u jednoj ravnini. Početno izvođenje (Run#0). Kartica grafikona
Nakon završetka procesa mjerenja, u Pokreni#0 U odjeljku na lijevoj ploči prikazuju se rezultati mjerenja - brzina rotora (RPM), RMS (Vo1) i faza (F1) 1x vibracije.
""F5-Natrag na Run#0"Tipka " (ili funkcijska tipka F5) koristi se za povratak na odjeljak Run#0 i, ako je potrebno, za ponavljanje mjerenja parametara vibracija.
Run#1 (probna masa u ravnini 1)
Prije početka mjerenja parametara vibracija u odjeljku ""Run#1 (probna masa u ravnini 1), probni uteg treba postaviti prema ""Ispitna masa""polje".
Cilj ugradnje probnog utega je procijeniti kako se mijenja vibracija rotora kada se poznati uteg ugradi na poznato mjesto (kut). Probni uteg mora promijeniti amplitudu vibracije za 30% nižu ili veću od početne amplitude ili promijeniti fazu za 30 stupnjeva ili više od početne faze.
Ako je potrebno koristiti ""Sačuvani koeficijent"Prilikom balansiranja za daljnji rad, mjesto (kut) postavljanja probnog utega mora biti isto kao i mjesto (kut) reflektirajuće oznake.
Ponovno uključite rotaciju rotora balansirajućeg stroja i provjerite je li frekvencija rotacije stabilna. Zatim kliknite na ""F7-Trka br. 1"" (ili pritisnite tipku F7 na tipkovnici računala).
Nakon mjerenja u odgovarajućim prozorima ""Run#1 (probna masa u ravnini 1)"", pojavljuju se rezultati mjerenja brzine rotora (RPM), kao i vrijednost RMS komponente (Vо1) i faze (F1) 1x vibracije.
Istovremeno, ""Rezultat""kartica se otvara na desnoj strani prozora.
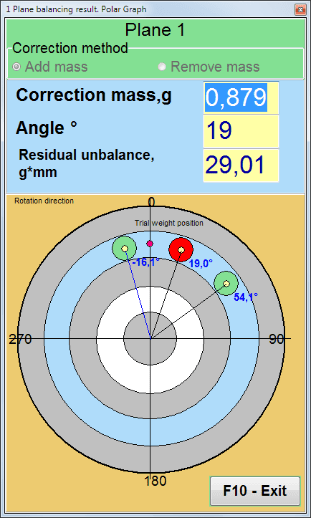
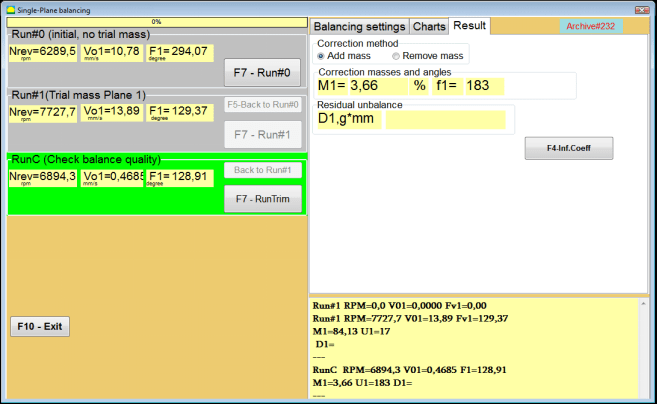
Ova kartica prikazuje rezultate izračuna mase i kuta korektivne težine, koja se mora postaviti na rotor radi kompenzacije neravnoteže.
Štoviše, u slučaju korištenja polarnog koordinatnog sustava, zaslon prikazuje vrijednost mase (M1) i kut ugradnje (f1) korekcijskog utega.
U slučaju ""Fiksne pozicije"Bit će prikazani brojevi pozicija (Zi, Zj) i podijeljena masa probne težine.
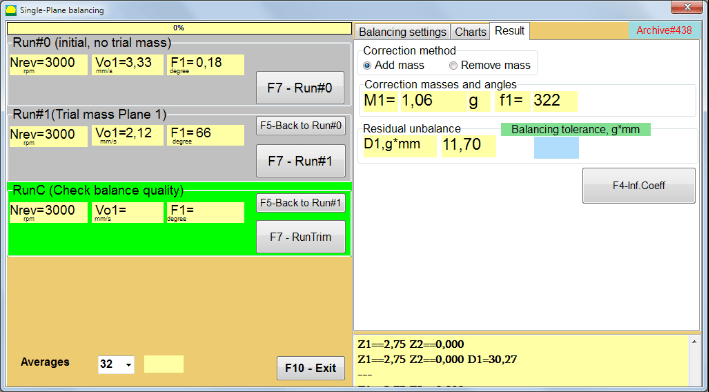
Slika 7.20. Balansiranje u jednoj ravnini. Run#1 i rezultat balansiranja.
Ako Polarni grafikon je označeno, prikazat će se polarni dijagram.
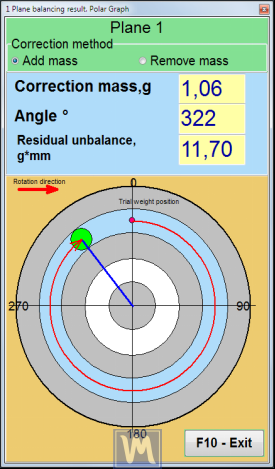
Slika 7.21. Rezultat uravnoteženja. Polarni graf.
Slika 7.22. Rezultat balansiranja. Podijeljena težina (fiksni položaji)
Također ako ""Polarni grafikon"" je označeno, prikazat će se polarni graf.
Slika 7.23. Težina raspoređena na fiksnim položajima. Polarni grafikon
⚠️ Pažnja!
- Nakon završetka postupka mjerenja u drugom pokušaju (""Run#1 (probna masa u ravnini 1)"") balansirajućeg stroja, potrebno je zaustaviti rotaciju i ukloniti ugrađeni probni uteg. Zatim ugraditi (ili ukloniti) korektivni uteg na rotor prema podacima s kartice rezultata.
Ako probni uteg nije uklonjen, morate se prebaciti na ""Podešavanje ravnoteže"" i označite potvrdni okvir u ""Ostavite probni uteg u ravnini 1"". Zatim se vratite na ""Rezultat"". Težina i kut ugradnje korekcijskog utega automatski se preračunavaju.
- Kutni položaj korektivnog utega izvodi se s mjesta ugradnje probnog utega. Smjer referencije kuta podudara se sa smjerom vrtnje rotora.
- U slučaju ""Fiksna pozicija"" - 1st pozicija (Z1) podudara se s mjestom postavljanja probne težine. Smjer brojanja položaja je u smjeru rotacije rotora.
- Prema zadanim postavkama, korektivni uteg će se dodati rotoru. To je naznačeno oznakom postavljenom u ""Add"" polje. Ako uklanjate uteg (na primjer bušenjem), morate postaviti oznaku u polje ""izbriši"" polje, nakon čega će se kutni položaj korekcijskog utega automatski promijeniti za 180º.
Nakon postavljanja korekcijskog utega na balansirajući rotor u radnom prozoru, potrebno je provesti RunC (trim) i procijeniti učinkovitost provedenog balansiranja.
RunC (Provjeri kvalitetu ravnoteže)
⚠️ Pažnja! Prije početka mjerenja na RunC, potrebno je uključiti rotaciju rotora stroja i uvjeriti se da je ušao u način rada (stabilna frekvencija rotacije).
Za izvođenje mjerenja vibracija u ""RunC (Provjeri kvalitetu ravnoteže)"" kliknite na ""F7 – RunTrim"" (ili pritisnite tipku F7 na tipkovnici).
Nakon uspješnog završetka postupka mjerenja, u ""RunC (Provjeri kvalitetu ravnoteže)"U odjeljku " na lijevoj ploči pojavljuju se rezultati mjerenja brzine rotora (RPM), kao i vrijednost RMS komponente (Vo1) i faze (F1) 1x vibracije.
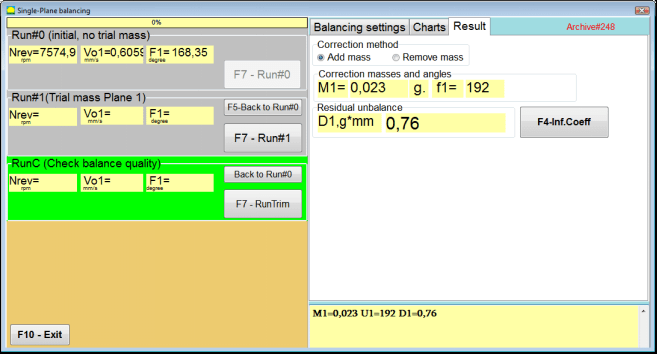
U ""Rezultat"", prikazuju se rezultati izračuna mase i kuta ugradnje dodatnog korektivnog utega.
Slika 7.24. Balansiranje u jednoj ravnini. Izvođenje RunTrim. Kartica rezultata
Ova težina se može dodati korekcijskoj težini koja je već montirana na rotoru kako bi se kompenzirala zaostala neravnoteža. Osim toga, zaostala neuravnoteženost rotora postignuta nakon balansiranja prikazana je u donjem dijelu ovog prozora.
U slučaju kada količina zaostale vibracije i/ili zaostale neuravnoteženosti balansiranog rotora zadovoljava zahtjeve tolerancije utvrđene u tehničkoj dokumentaciji, proces balansiranja se može dovršiti.
U suprotnom se proces uravnoteženja može nastaviti. To omogućuje metodi sukcesivnih aproksimacija da ispravi moguće pogreške koje se mogu pojaviti tijekom postavljanja (uklanjanja) korektivne težine na uravnoteženi rotor.
Prilikom nastavka procesa balansiranja na balansirajućem rotoru potrebno je ugraditi (ukloniti) dodatnu korektivnu masu, čiji su parametri navedeni u odjeljku ""Korekcija masa i kutova".
Koeficijenti utjecaja (1-ravnina)
""F4-Inf.Coeff"gumb " u ""Rezultat"Kartica " koristi se za pregled i pohranjivanje u memoriju računala koeficijenata uravnoteženja rotora (koeficijenata utjecaja) izračunatih iz rezultata kalibracijskih probnih vožnji.
Kada se pritisne, ""Koeficijenti utjecaja (jedna ravnina)"Na zaslonu računala pojavljuje se prozor " u kojem su prikazani koeficijenti uravnoteženja izračunati iz rezultata kalibracijskih (testnih) vožnji. Ako se tijekom naknadnog uravnoteženja ovog stroja očekuje korištenje ""Sačuvani koeficijent""Način rada, ovi koeficijenti moraju biti pohranjeni u memoriji računala.
Da biste to učinili, kliknite na ""F9 - Spremi"gumb " i idite na drugu stranicu ""Arhiva koeficijenata utjecaja. Jedna ravnina."

Slika 7.25. Koeficijenti ravnoteže u 1. ravnini
Zatim morate unijeti naziv ovog stroja u ""Rotor""stupac i kliknite""F2-Spremi"" gumb za spremanje navedenih podataka na računalo.
Zatim se možete vratiti na prethodni prozor pritiskom na tipku ""F10-Izlaz"" (ili funkcijsku tipku F10 na tipkovnici računala).
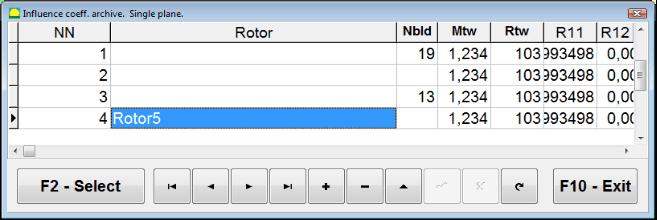
Sl. 7.26. "Arhiva koeficijenata utjecaja. Jedna ravnina.""
Izvje┼б─Зe o balansiranju
Nakon uravnoteženja, svi podaci su spremljeni i izvješće o uravnoteženju je kreirano. Izvješće možete pregledati i urediti u ugrađenom uređivaču. U prozoru ""Uravnoteženje arhive u jednoj ravnini"" (Sl. 7.9) pritisnite gumb ""F9 - Izvješće"" za pristup uređivaču izvješća o uravnoteženju.
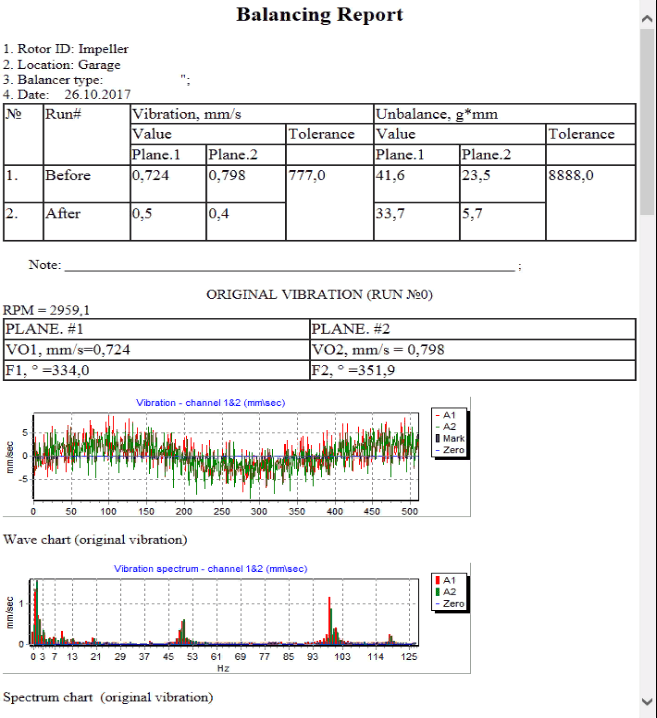
Sl. 7.27. Izvješće o uravnoteženju.
Spremljeni postupak uravnoteženja koeficijenata sa spremljenim koeficijentima utjecaja u 1 ravnini
Postavljanje mjernog sustava (unos početnih podataka)
Spremljeno koeficijentno uravnoteženje može se izvesti na stroju za koji su koeficijenti uravnoteženja već određeni i uneseni u memoriju računala.
⚠️ Pažnja! Kod balansiranja sa spremljenim koeficijentima, senzor vibracija i senzor faznog kuta moraju biti instalirani na isti način kao i kod početnog balansiranja.
Unos početnih podataka za Spremljeno koeficijentno uravnoteženje (kao u slučaju primarnog(""Novi rotor"") balansiranje) počinje u ""Balansiranje u jednoj ravnini. Postavke balansiranja.".
U ovom slučaju, u ""koeficijenti utjecaja"" odaberite ""Spremljeni koef"" stavka. U ovom slučaju, druga stranica stavke ""koef. arhiva. Jedan avion.", koja pohranjuje arhivu spremljenih koeficijenata uravnoteženja.
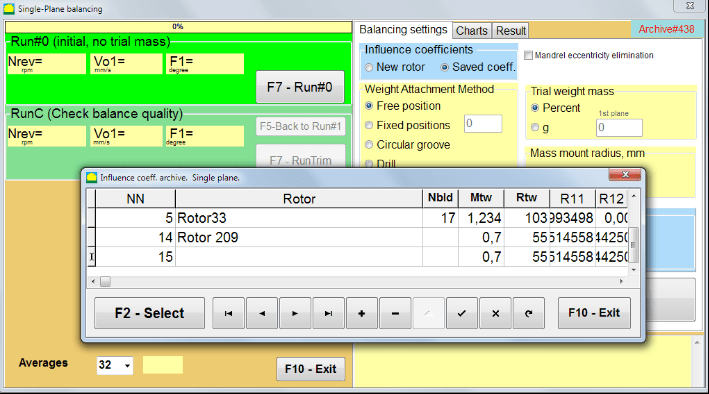
Slika 7.28. Balansiranje sa spremljenim utjecajnim koeficijentima u 1 ravnini
Kretanjem kroz tablicu ove arhive pomoću tipki "►" ili "◄" možete odabrati željeni zapis s koeficijentima uravnoteženja stroja koji nas zanima. Zatim, da biste ove podatke koristili u trenutnim mjerenjima, pritisnite tipku ""F2 – Odaberite"gumb ".
Nakon toga, sadržaj svih ostalih prozora ""Balansiranje u jednoj ravnini. Postavke balansiranja."" se popunjavaju automatski.
Nakon završetka unosa početnih podataka, možete započeti s mjerenjem.
Mjerenja tijekom balansiranja sa spremljenim koeficijentima utjecaja
Balansiranje sa spremljenim koeficijentima utjecaja zahtijeva samo jedan početni i najmanje jedan probni rad stroja za balansiranje.
⚠️ Pažnja! Prije početka mjerenja potrebno je uključiti rotaciju rotora i uvjeriti se da je frekvencija rotacije stabilna.
Za provođenje mjerenja parametara vibracija u ""Run#0 (početno, bez probne mase)"odjeljak ", pritisnite ""F7 – Pokreni#0"" (ili pritisnite tipku F7 na tipkovnici računala).
Slika 7.29. Balansiranje sa spremljenim utjecajnim koeficijentima u jednoj ravnini. Rezultati nakon jedne vožnje.
U odgovarajućim poljima od ""Pokreni#0"", pojavljuju se rezultati mjerenja brzine rotora (RPM), vrijednost RMS komponente (Vо1) i faze (F1) 1x vibracije.
Istovremeno, ""Rezultat"Kartica " prikazuje rezultate izračuna mase i kuta korektivne težine, koja se mora postaviti na rotor kako bi se kompenzirala neravnoteža.
Štoviše, u slučaju korištenja polarnog koordinatnog sustava, zaslon prikazuje vrijednosti mase i kutove ugradnje korekcijskih utega.
U slučaju cijepanja korektivnog utega na fiksne pozicije ispisuju se brojevi pozicija balansnog rotora i masa utega koje je potrebno na njih postaviti.
Nadalje, postupak balansiranja provodi se u skladu s preporukama navedenim u odjeljku 7.4.2. za primarno balansiranje.
Uklanjanje ekscentričnosti mandrila (indeksno balansiranje)
Ako je tijekom balansiranja rotor postavljen u cilindrični držač, ekscentričnost držača može unijeti dodatnu pogrešku. Da bi se ta pogreška uklonila, rotor treba okrenuti za 180 stupnjeva u držaču i izvršiti dodatno pokretanje. To se naziva indeksno balansiranje.
Za izvođenje indeksne uravnoteženosti u programu Balanset-1A dostupna je posebna opcija. Kada je označeno uklanjanje ekscentričnosti mandrena, u prozoru za uravnoteženje pojavljuje se dodatni odjeljak RunEcc.

Slika 7.30. Radni prozor za balansiranje indeksa.
Nakon pokretanja Run # 1 (Probna ravnina mase 1), pojavit će se prozor
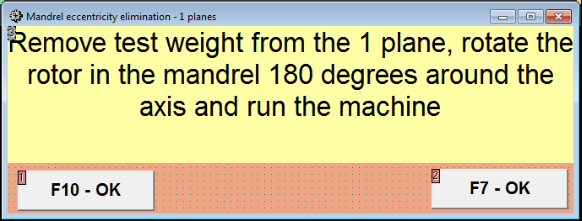
Slika 7.31 Prozor pozornosti za uravnoteženje indeksa.
Nakon ugradnje rotora s okretom od 180°, mora se dovršiti Run Ecc. Program će automatski izračunati stvarnu neravnotežu rotora bez utjecaja na ekscentricitet trna.
7.5 Balansiranje u dvije ravnine
Prije početka rada u Balansiranje u dvije ravnine U tom načinu rada potrebno je postaviti senzore vibracija na kućište stroja na odabranim mjestima za mjerenje i spojiti ih na ulaze X1 i X2 mjernog uređaja, redom.
Senzor optičkog faznog kuta mora biti priključen na ulaz X3 mjernog uređaja. Osim toga, za korištenje ovog senzora reflektirajuća traka mora biti zalijepljena na dostupnu površinu rotora balansirnog stroja.
Detaljni zahtjevi za odabir mjesta instalacije senzora i njihovo postavljanje u postrojenju tijekom balansiranja navedeni su u Prilogu 1.
Rad na programu u ""Balansiranje u dvije ravnine"" način rada pokreće se iz glavnog prozora programa.
Kliknite na ""F3-Dvoplan"" (ili pritisnite tipku F3 na tipkovnici računala).
Nadalje, kliknite na gumb "F7 – Balansiranje", nakon čega će se na zaslonu računala pojaviti radni prozor (vidi sliku 7.13), odabir arhive za spremanje podataka prilikom balansiranja u dvije ravnine.
Slika 7.32 Prozor arhive za balansiranje na dvije ravnine.
U ovom prozoru trebate unijeti podatke o uravnoteženom rotoru. Nakon pritiska tipke ""F10-OK"", pojavit će se prozor za balansiranje.
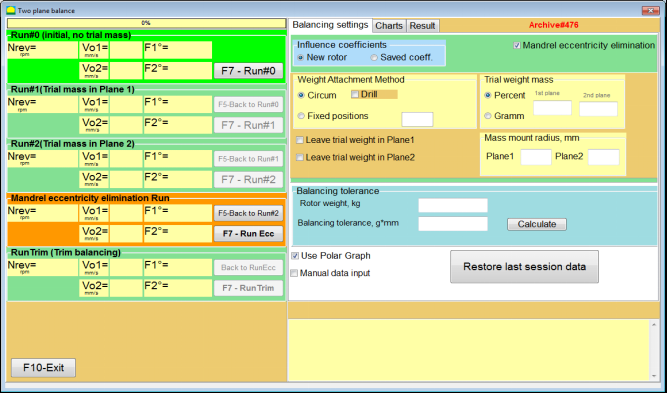
Podešavanje ravnoteže (2-plošno)
Slika 7.33. Prozor za balansiranje u dvije ravnine.
Na desnoj strani prozora nalazi se ""Podešavanje ravnoteže""kartica za unos postavki prije balansiranja.
- koeficijenti utjecaja - Balansiranje novog rotora ili balansiranje korištenjem pohranjenih koeficijenata utjecaja (koeficijenti balansiranja)
- Eliminacija ekscentričnosti vretena - Balansiranje s dodatnim startom kako bi se eliminirao utjecaj ekscentričnosti trna
- Metoda pričvršćivanja utega - Ugradnja korektivnih utega na proizvoljno mjesto na obodu rotora ili u fiksni položaj. Izračuni za bušenje pri uklanjanju mase.
- "Slobodan položaj"" - utezi se mogu postaviti u proizvoljne kutne položaje na obodu rotora.
- "Fiksna pozicija"" - uteg se može postaviti u fiksne kutne položaje na rotoru, na primjer, na lopatice ili rupe (na primjer 12 rupa – 30 stupnjeva) itd. Broj fiksnih položaja mora se unijeti u odgovarajuće polje. Nakon uravnoteženja, program će automatski podijeliti uteg na dva dijela i naznačiti broj položaja na kojima je potrebno uspostaviti dobivene mase.
- Ispitna masa - Probna težina
- Ostavite probnu težinu u Plane1 / Plane2 - Uklonite ili ostavite probni uteg prilikom balansiranja.
- Radijus masovnog oslonca, mm - Radijus montaže probnih i korektivnih utega
- tolerancija uravnoteženja - Unos ili izračunavanje tolerancija preostale neravnoteže u g-mm
- Koristite Polarni grafikon - Koristite polarni graf za prikaz rezultata balansiranja
- Ručni unos podataka - Ručni unos podataka za izračun utega za uravnoteženje
- Obnovite podatke iz posljednje sesije - Oporavak podataka mjerenja posljednje sesije u slučaju neuspjeha u nastavku balansiranja.
Balansiranje u 2 ravnine. Novi rotor
Postavljanje mjernog sustava (unos početnih podataka)
Unos početnih podataka za Balansiranje novog rotora u ""Balansiranje u dvije ravnine. Postavke".
U ovom slučaju, u ""koeficijenti utjecaja"" odaberite ""Novi rotor""stavka".
Nadalje, u odjeljku ""Ispitna masa"", morate odabrati mjernu jedinicu mase probnog utega - ""gram""ili""Postotak".
Prilikom odabira mjerne jedinice ""Postotak"", svi daljnji izračuni mase korektivnog utega provodit će se kao postotak u odnosu na masu probnog utega.
Prilikom odabira ""gram"" mjerna jedinica, svi daljnji izračuni mase korektivnog utega bit će u gramima. Zatim unesite u prozore koji se nalaze desno od natpisa ""gram""masa probnih utega koji će biti ugrađeni na rotor.".
⚠️ Pažnja! Ako je potrebno koristiti ""Sačuvani koeficijent""Način za daljnji rad tijekom početnog balansiranja, masa probnih utega mora se unijeti u Grami.
Zatim odaberite ""Metoda pričvršćivanja utega" - "Oko""ili""Fiksna pozicija".
Ako odaberete ""Fiksna pozicija"", morate unijeti broj pozicija.
Proračun tolerancije preostale neuravnoteženosti (tolerancija balansiranja)
Tolerancija za preostalu neravnotežu (tolerancija uravnoteženja) može se izračunati u skladu s postupkom opisanim u normi ISO 1940 Vibracije. Zahtjevi za kvalitetu uravnoteženja rotora u konstantnom (krutom) stanju. Dio 1. Specifikacija i provjera tolerancija uravnoteženja.

Slika 7.34. Prozor za izračun tolerancije uravnoteženja
Početni pokret (Pokret br. 0)
Prilikom balansiranja u dvije ravnine u ""Novi rotor"" način rada, balansiranje zahtijeva tri kalibracijska rada i barem jedan probni rad stroja za balansiranje.
Mjerenje vibracija pri prvom pokretanju stroja provodi se u ""Dvoplanovska ravnoteža""radni prozor u""Pokreni#0"odjeljak ".
Slika 7.35. Rezultati mjerenja pri balansiranju u dvije ravnine nakon početne vožnje.
⚠️ Pažnja! Prije početka mjerenja potrebno je uključiti rotaciju rotora balansirajućeg stroja (prvi rad) i provjeriti je li ušao u radni način sa stabilnom brzinom.
Za mjerenje parametara vibracija u Pokreni#0 u odjeljku kliknite na ""F7 – Pokreni#0"gumb " (ili pritisnite tipku F7 na tipkovnici računala)
Rezultati mjerenja brzine rotora (RPM), vrijednost RMS (VО1, VО2) i faze (F1, F2) 1x vibracije pojavljuju se u odgovarajućim prozorima Pokreni#0 odjeljak.
Pokret#1. Probna masa u ravnini 1
Prije početka mjerenja parametara vibracija u ""Pokret#1. Probna masa u ravnini 1"" odjeljak, trebali biste zaustaviti rotaciju rotora balansirajućeg stroja i na njega postaviti probni uteg, mase odabrane u ""Ispitna masa"odjeljak ".
⚠️ Pažnja!
- Pitanje odabira mase probnih utega i mjesta njihove ugradnje na rotoru balansirajućeg stroja detaljno je razmotreno u Dodatku 1.
- Ako je potrebno koristiti Sačuvani koeficijent U budućim radovima mjesto za postavljanje probne mase mora nužno biti isto kao i mjesto za postavljanje oznake koja se koristi za očitavanje faznog kuta.
Nakon toga je potrebno ponovno uključiti rotaciju rotora balansirne mašine i uvjeriti se da je prešla u radni način rada.
Za mjerenje parametara vibracija u ""Pokret br. 1. Probna masa u ravnini 1."" kliknite na ""F7 – Pokreni#1"" (ili pritisnite tipku F7 na tipkovnici računala).
Nakon uspješnog završetka postupka mjerenja, vraćate se na karticu s rezultatima mjerenja.
U ovom slučaju, u odgovarajućim prozorima ""Pokretanje br. 1. Probna masa u ravnini 1.""odjeljak, rezultati mjerenja brzine rotora (RPM), kao i vrijednost komponenti RMS (Vо1, Vо2) i faza (F1, F2) 1x vibracije.
""Pokreni # 2. Probna masa u ravnini2""
Prije početka mjerenja parametara vibracija u odjeljku ""Pokretanje br. 2. Probna masa u ravnini 2."", morate izvršiti sljedeće korake:
- zaustaviti rotaciju rotora balansirajućeg stroja;
- uklonite probni uteg postavljen u ravnini 1;
- U ravninu 2 postavite probni uteg, mase odabrane u odjeljku ""Ispitna masa".
Nakon toga uključite rotaciju rotora balirnog stroja i provjerite je li dosegao radnu brzinu.
Za početak mjerenja vibracija u ""Pokretanje br. 2. Probna masa u ravnini 2."" kliknite na ""F7 – Vožnja br. 2"gumb " (ili pritisnite tipku F7 na tipkovnici računala). Zatim pritisnite ""Rezultat""otvara se kartica".
U slučaju korištenja Metoda pričvršćivanja utega" - "Slobodna radna mjesta, zaslon prikazuje vrijednosti mase (M1, M2) i kutove ugradnje (f1, f2) korektivnih utega.
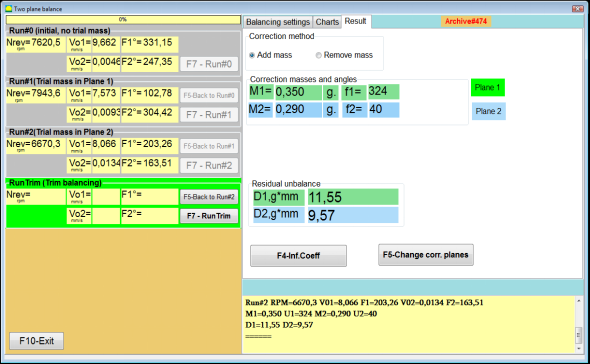
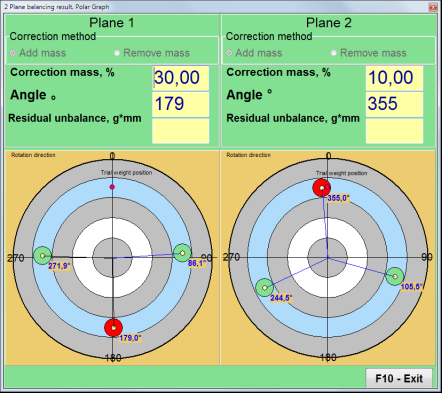
Sl. 7.36. Rezultati izračuna korektivnih težina – slobodan položaj

Slika 7.37. Rezultati izračuna korektivnih utega – slobodna pozicija. Polarni dijagram
U slučaju korištenja metode pričvršćivanja utega" – "Fiksne pozicije

Sl. 7.38. Rezultati izračuna korektivnih utega – fiksni položaj.
Slika 7.39. Rezultati izračuna korektivnih utega – fiksni položaj. Polarni dijagram.
U slučaju korištenja metode pričvršćivanja utega" – ""Kružni žlijeb"
Sl. 7.40. Rezultati izračuna korektivnih utega – Kružni utor.
⚠️ Pažnja!
- Nakon završetka postupka mjerenja na TRKA br. 2 Na balansnoj mašini zaustavite rotaciju rotora i uklonite prethodno postavljeno probno uteg. Zatim možete postaviti (ili ukloniti) korektivne utege.
- Kutni položaj korektivnih utega u polarnom koordinatnom sustavu računa se od mjesta ugradnje probnog utega u smjeru vrtnje rotora.
- U slučaju ""Fiksna pozicija"" - 1st pozicija (Z1) podudara se s mjestom postavljanja probne težine. Smjer brojanja položaja je u smjeru rotacije rotora.
- Prema zadanim postavkama, korektivni uteg će se dodati rotoru. To je naznačeno oznakom postavljenom u ""Add"" polje. Ako uklanjate uteg (na primjer bušenjem), morate postaviti oznaku u polje ""izbriši"" polje, nakon čega će se kutni položaj korekcijskog utega automatski promijeniti za 180º.
RunC (Trim pokretanje)
Nakon postavljanja korektivnog utega na rotor potrebno je izvršiti RunC (trim) i procijeniti učinkovitost provedenog balansiranja.
⚠️ Pažnja! Prije početka mjerenja na probnom radu potrebno je uključiti rotaciju rotora stroja i provjeriti je li ušao u radnu brzinu.
Za mjerenje parametara vibracija u odjeljku RunTrim (Provjera kvalitete ravnoteže) kliknite na ""F7 – RunTrim"" (ili pritisnite tipku F7 na tipkovnici računala).
Prikazat će se rezultati mjerenja frekvencije rotacije rotora (RPM), kao i vrijednost RMS komponente (Vо1) i faze (F1) vibracije 1x.
""Rezultat"Na desnoj strani radnog prozora pojavljuje se kartica " s tablicom rezultata mjerenja koja prikazuje rezultate izračuna parametara dodatnih korektivnih utega.
Ovi utezi mogu se dodati korektivnim utezima koji su već postavljeni na rotor kako bi se kompenzirala preostala neuravnoteženost.
Osim toga, u donjem dijelu ovog prozora prikazuje se preostala neuravnoteženost rotora postignuta nakon balansiranja.
U slučaju kada vrijednosti zaostale vibracije i/ili zaostale neravnoteže uravnoteženog rotora zadovoljavaju zahtjeve tolerancije utvrđene u tehničkoj dokumentaciji, postupak balansiranja može se dovršiti.
U suprotnom se proces uravnoteženja može nastaviti. To omogućuje metodi sukcesivnih aproksimacija da ispravi moguće pogreške koje se mogu pojaviti tijekom postavljanja (uklanjanja) korektivne težine na uravnoteženi rotor.
Prilikom nastavka procesa balansiranja na balansirajućem rotoru potrebno je ugraditi (ukloniti) dodatnu korektivnu masu, čiji su parametri naznačeni u prozoru "Rezultat".
U ""Rezultat""u prozoru se mogu koristiti dva kontrolna gumba -""F4-Inf.Coeff", "F5 – Promjena korektivnih ravnina".
Koeficijenti utjecaja (2 ravnine)
""F4-Inf.Coeff"Tipka " (ili funkcijska tipka F4 na tipkovnici računala) koristi se za pregled i spremanje koeficijenata balansiranja rotora u memoriju računala, izračunatih iz rezultata dvaju pokretanja kalibracije.
Kada se pritisne, ""Koeficijenti utjecaja (dvije ravnine)"Na zaslonu računala pojavljuje se radni prozor u kojem su prikazani koeficijenti uravnoteženja izračunati na temelju rezultata prva tri početka kalibracije.

Sl. 7.41. Radni prozor s koeficijentima uravnoteženja u 2 ravnine.
U budućnosti, prilikom balansiranja takvog tipa stroja, pretpostavlja se da će biti potrebno koristiti ""Sačuvani koeficijent""koeficijenti načina rada i balansiranja pohranjeni u memoriji računala.
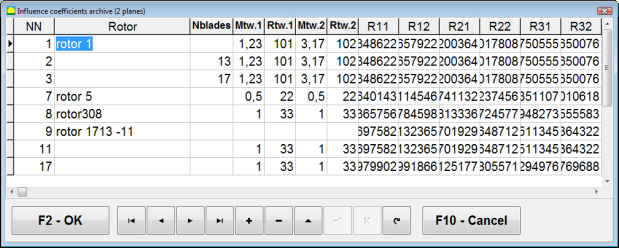
Za spremanje koeficijenata kliknite ""F9 – Spremi"gumb " i idite na ""Arhiva koeficijenata utjecaja (2plana)""prozori (vidi sliku 7.42)
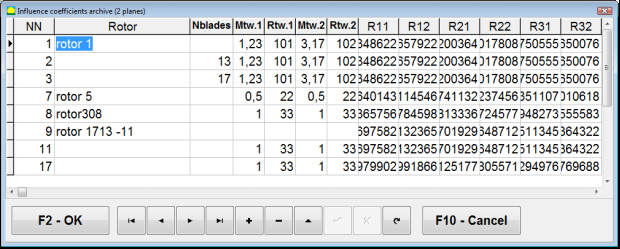
Sl. 7.42. Druga stranica radnog prozora s koeficijentima balansa u dvije ravnine.
Promijeni ravnine korekcije
""F5 – Promjena korektivnih ravnina"Gumb " se koristi kada je potrebno promijeniti položaj korekcijskih ravnina, kada je potrebno ponovno izračunati mase i kutove ugradnje korektivnih utega.
Ovaj način rada je prvenstveno koristan pri balansiranju rotora složenog oblika (na primjer, radilica).
Kada se pritisne ovaj gumb, radni prozor ""Ponovni izračun mase korektivnih utega i kuta za druge korekcijske ravnine"" prikazuje se na zaslonu računala.
U ovom radnom prozoru trebate odabrati jednu od četiri moguće opcije klikom na odgovarajuću sliku.
Izvorne korekcijske ravnine (Н1 i Н2) označene su zelenom bojom, a nove (K1 i K2), za koje se ponovno izračunava, crvenom bojom.
Zatim, u ""Podaci za izračun"" unesite tražene podatke, uključujući:
- udaljenost između odgovarajućih korekcijskih ravnina (a, b, c);
- nove vrijednosti radijusa ugradnje korektivnih utega na rotor (R1 ', R2').
Nakon unosa podataka, morate pritisnuti gumb ""F9-izračunaj"
Rezultati izračuna (mase M1, M2 i kutovi ugradnje korektivnih utega f1, f2) prikazani su u odgovarajućem dijelu ovog radnog prozora.
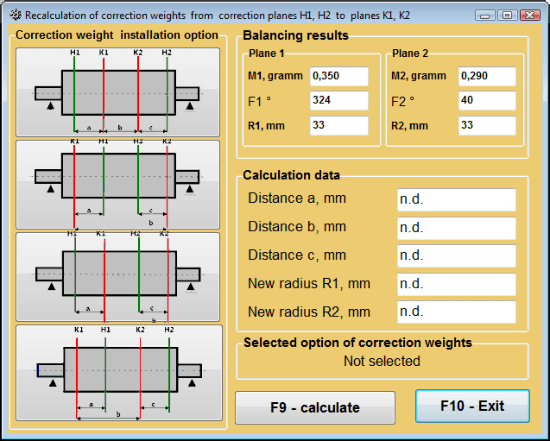
Sl. 7.43 Promjena korekcijskih ravnina. Ponovni izračun korekcijske mase i kuta u odnosu na druge korekcijske ravnine.
Ušteđeni koeficijent balansiranja u 2 ravnine
Spremljeno koeficijentno uravnoteženje može se izvesti na stroju za koji su koeficijenti balansiranja već određeni i spremljeni u memoriju računala.
⚠️ Pažnja! Prilikom ponovnog uravnoteženja senzori vibracija i senzor faznog kuta moraju biti postavljeni na isti način kao i tijekom početnog uravnoteženja.
Unos početnih podataka za ponovno uravnoteženje počinje u ""Ravnoteža u dvije ravnine. Postavke balansiranja".
U ovom slučaju, u ""koeficijenti utjecaja"" odaberite ""Sačuvani koeficijent""Stavka. U ovom slučaju, prozor""Arhiva koeficijenata utjecaja (2plana)"" u kojem je pohranjena arhiva prethodno određenih koeficijenata uravnoteženja.
Kretanjem kroz tablicu ove arhive pomoću tipki "►" ili "◄" možete odabrati željeni zapis s koeficijentima uravnoteženja stroja koji nas zanima. Zatim, da biste ove podatke koristili u trenutnim mjerenjima, pritisnite tipku ""F2 – U redu"" gumb i povratak na prethodni radni prozor.
Sl. 7.44. Druga stranica radnog prozora s koeficijentima uravnoteženja u 2 ravnine.
Nakon toga, sadržaj svih ostalih prozora ""Balansiranje u 2 pl. Izvorni podaci"" se popunjava automatski.
Spremljeni koeficijent uravnoteženja
"Sačuvani koeficijent""Balansiranje zahtijeva samo jedno podešavanje i barem jedno probno pokretanje stroja za balansiranje.".
Mjerenje vibracija pri pokretanju podešavanja (Pokreni br. 0) stroja se izvodi u ""Ravnoteža u dvije ravnine"radni prozor s tablicom rezultata balansiranja u Pokreni br. 0 odjeljak.
⚠️ Pažnja! Prije početka mjerenja potrebno je uključiti rotaciju rotora balansne mašine i uvjeriti se da je prešla u radni režim s konstantnom brzinom.
Za mjerenje parametara vibracija u Pokreni br. 0 u odjeljku kliknite ""F7 – Pokreni#0"" (ili pritisnite tipku F7 na tipkovnici računala).
Rezultati mjerenja brzine rotora (RPM), kao i vrijednosti komponenti RMS-a (V01, V02) i faza (F1, F2) vibracije 1x pojavljuju se u odgovarajućim poljima Pokreni br. 0 odjeljak.
Istovremeno, ""Rezultat"Otvara se kartica " koja prikazuje rezultate izračuna parametara korektivnih utega koji se moraju ugraditi na rotor kako bi se kompenzirala njegova neravnoteža.
Štoviše, u slučaju korištenja polarnog koordinatnog sustava, zaslon prikazuje vrijednosti mase i kutove ugradnje korektivnih utega.
U slučaju raspodjele korektivnih utega na lopaticama prikazuju se brojevi lopatica rotora za balansiranje i masa utega koja se mora postaviti na njih.
Nadalje, postupak uravnoteženja provodi se u skladu s preporukama navedenim u odjeljku 7.6.1.2. za primarno uravnoteženje.
⚠️ Pažnja!
- Nakon završetka procesa mjerenja, nakon drugog pokretanja uravnotežene strojne opreme, zaustavite rotaciju rotora i uklonite prethodno postavljeno probno uteg. Tek tada možete početi s postavljanjem (ili uklanjanjem) korektivnog utega na rotor.
- Brojanje kutne položaje mjesta dodavanja (ili oduzimanja) korektivne mase s rotora provodi se na mjestu postavljanja probne mase u polarnom koordinatnom sustavu. Smjer brojanja podudara se sa smjerom rotacije rotora.
- U slučaju balansiranja na lopaticama – balansirana lopatica rotora, označena kao pozicija 1, podudara se s mjestom postavljanja probnog utega. Smjer referentnog broja lopatice prikazan na zaslonu računala izvodi se u smjeru vrtnje rotora.
- U ovoj verziji programa prema zadanim postavkama prihvaćeno je da će se na rotor dodati korekcijski uteg. Oznaka postavljena u polju "Dodavanje" to potvrđuje. U slučaju korekcije neravnoteže uklanjanjem utega (na primjer bušenjem) potrebno je postaviti oznaku u polje "Uklanjanje", tada će se kutni položaj korekcijskog utega automatski promijeniti na 180º.
Eliminacija ekscentričnosti trna (balansiranje indeksa) - dvije ravnine
Ako je tijekom balansiranja rotor postavljen u cilindrični držač, ekscentričnost držača može unijeti dodatnu pogrešku. Da bi se ta pogreška uklonila, rotor treba okrenuti za 180 stupnjeva u držaču i izvršiti dodatno pokretanje. To se naziva indeksno balansiranje.
Za izvođenje indeksne uravnoteženosti u programu Balanset-1A dostupna je posebna opcija. Kada je označeno uklanjanje ekscentričnosti mandrena, u prozoru za uravnoteženje pojavljuje se dodatni odjeljak RunEcc.
Slika 7.45. Radni prozor za uravnoteženje indeksa.
Nakon pokretanja Run # 2 (probna masa u ravnini 2) pojavit će se prozor.
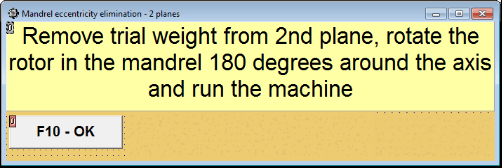
Slika 7.46. Prozori pažnje
Nakon ugradnje rotora s okretom od 180°, mora se dovršiti Run Ecc. Program će automatski izračunati stvarnu neravnotežu rotora bez utjecaja na ekscentricitet trna.
7.6 Način rada s grafikonima
Rad u načinu rada "Grafikoni" započinje iz početnog prozora (vidi sliku 7.1) pritiskom na ""F8 – Grafikoni". Zatim se otvara prozor "Mjerenje vibracija na dva kanala. Grafikoni" (vidi sliku 7.19).

Sl. 7.47. Radni prozor "Mjerenje vibracija na dva kanala. Grafikoni".
Tijekom rada u ovom načinu rada moguće je iscrtati četiri verzije vibracijske karte.
Prva verzija omogućuje dobivanje vremenske funkcije ukupne vibracije (brzine vibracije) na prvom i drugom mjernom kanalu.
Druga verzija vam omogućuje da dobijete grafikone vibracija (brzine vibracija), koje se javljaju na frekvenciji rotacije i njenim višim harmonijskim komponentama.
Ti su grafikoni dobiveni kao rezultat sinkronog filtriranja ukupne funkcije vremena vibracija.
Treća verzija nudi vibracijske karte s rezultatima harmonijske analize.
Četvrta verzija omogućuje dobivanje grafikona vibracija s rezultatima analize spektra.
Grafikoni ukupnih vibracija
Za crtanje ukupnog dijagrama vibracija u operativnom prozoru ""Mjerenje vibracija na dva kanala. Karte""potrebno je odabrati način rada""ukupne vibracije"" klikom na odgovarajući gumb. Zatim postavite mjerenje vibracija u okviru "Trajanje, u sekundama" klikom na gumb "▼" i odaberite s padajućeg popisa željeno trajanje postupka mjerenja, koje može biti jednako 1, 5, 10, 15 ili 20 sekundi;
Kada ste spremni, pritisnite (kliknite) ""F9Tipkom "-Mjerenje" postupak mjerenja vibracija započinje istovremeno na dva kanala.
Nakon završetka procesa mjerenja u radnom prozoru pojavljuju se grafikoni vremenske funkcije ukupne vibracije prvog (crveno) i drugog (zeleno) kanala (vidi sl. 7.47).
Na ovim dijagramima vrijeme je ucrtano na X-osi, a amplituda brzine vibracija (mm/s) je ucrtana na Y-osi.
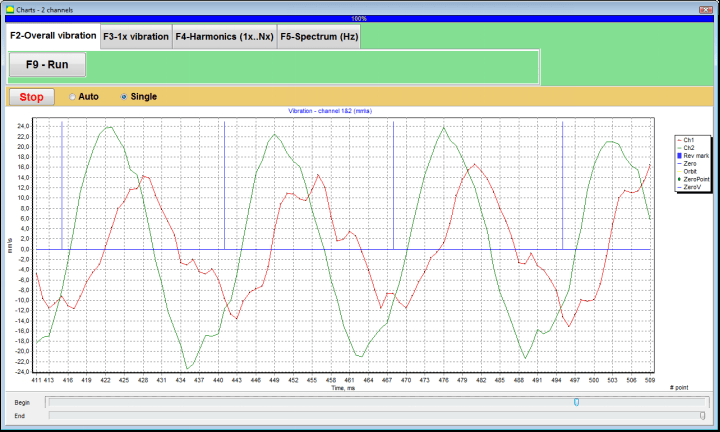
Sl. 7.48. Radni prozor za izlaz vremenske funkcije ukupnih dijagrama vibracija
Na ovim grafikonima također postoje oznake (plave boje) koje povezuju grafikone ukupnih vibracija s frekvencijom vrtnje rotora. Osim toga, svaka oznaka označava početak (kraj) sljedećeg okretaja rotora.
U slučaju potrebe za promjenom mjerila grafikona na X-osi, klizač, usmjeren strelicom na sl. 7.20, može se koristiti.
Grafikoni 1x vibracije
Za crtanje 1x dijagrama vibracija u operacijskom prozoru ""Mjerenje vibracija na dva kanala. Karte""potrebno je odabrati način rada""1x vibracija"" klikom na odgovarajući gumb.
Zatim se pojavljuje radni prozor "1x vibracija".
Pritisnite (kliknite) ""F9Tipkom "-Mjerenje" postupak mjerenja vibracija započinje istovremeno na dva kanala.
Sl. 7.49. Radni prozor za izlaz 1x dijagrama vibracija.
Nakon završetka procesa mjerenja i matematičkog izračuna rezultata (sinkrono filtriranje vremenske funkcije ukupne vibracije) na zaslonu u glavnom prozoru u razdoblju jednakom jedan okretaj rotora pojavljuju se grafikoni 1x vibracija na dva kanala.
U ovom slučaju, grafikon za prvi kanal je prikazan crvenom bojom, a za drugi kanal zelenom bojom. Na ovim dijagramima kut okretaja rotora ucrtan je (od oznake do oznake) na X-osi, a amplituda brzine vibracija (mm/s) ucrtana je na Y-osi.
Osim toga, u gornjem dijelu radnog prozora (desno od gumba ""F9 – Mjera"") numeričke vrijednosti mjerenja vibracija oba kanala, slične onima koje dobivamo u ""Vibrometar"" način rada, prikazuju se.
Konkretno: RMS vrijednost ukupne vibracije (V1s, V2s), veličina RMS (V1o, V2o) i faza (Fi, Fj) od 1x vibracija i brzine rotora (Nrev).
Vibracijski dijagrami s rezultatima harmonijske analize
Za crtanje grafikona s rezultatima harmonijske analize u operativnom prozoru ""Mjerenje vibracija na dva kanala. Karte""potrebno je odabrati način rada""Harmonijska analiza"" klikom na odgovarajući gumb.
Zatim se pojavljuje operativni prozor za istovremeni ispis dijagrama privremene funkcije i spektra harmonijskih aspekata vibracija čiji je period jednak ili višekratnik frekvencije vrtnje rotora.
Pažnja!
Pri radu u ovom načinu rada potrebno je koristiti senzor faznog kuta koji sinkronizira proces mjerenja s frekvencijom rotora strojeva na koje je senzor postavljen.
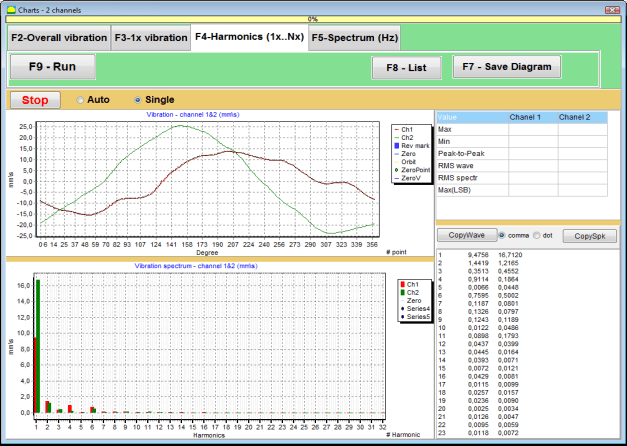
Sl. 7.50. Harmonici radnog prozora 1x vibracije.
Kada ste spremni, pritisnite (kliknite) ""F9Tipkom "-Mjerenje" postupak mjerenja vibracija započinje istovremeno na dva kanala.
Nakon završetka procesa mjerenja u radnom prozoru pojavljuju se grafovi vremenske funkcije (gornji graf) i harmonici 1x vibracije (donji graf).
Broj harmonijskih komponenata ucrtan je na X-osi, a RMS brzine vibracija (mm/s) ucrtan je na Y-osi.
Grafikoni vremenske domene i spektra vibracija
Za crtanje spektralnog dijagrama koristite ""F5-Spektrum"kartica ":
Zatim se pojavljuje operativni prozor za istovremeni prikaz grafikona valnog i spektra vibracija.

Sl. 7.51. Radni prozor za izlaz spektra vibracija.
Kada ste spremni, pritisnite (kliknite) ""F9Tipkom "-Mjerenje" postupak mjerenja vibracija započinje istovremeno na dva kanala.
Nakon završetka procesa mjerenja u radnom prozoru pojavljuju se grafikoni vremenske funkcije (gornji grafikon) i spektra vibracija (donji grafikon).
Frekvencija vibracija ucrtana je na X-osi, a RMS brzine vibracija (mm/s) ucrtana je na Y-osi.
U ovom slučaju, grafikon za prvi kanal je prikazan crvenom bojom, a za drugi kanal zelenom bojom.
8. Opće upute za rad i održavanje uređaja
8.1 Uravnoteženje kriterija kvalitete (standard ISO 2372)
Kvaliteta balansiranja može se procijeniti korištenjem razina vibracija utvrđenih normom ISO 2372. Tablica u nastavku prikazuje prihvatljive razine vibracija za različite klase strojeva:
| Klasa stroja | Dobro (mm/s RMS) |
Prihvatljiv (mm/s RMS) |
Još uvijek prihvatljivo (mm/s RMS) |
Neprihvatljivo (mm/s RMS) |
|---|---|---|---|---|
| Razred 1 Mali strojevi na krutim temeljima (motori do 15 kW) |
< 0,7 | 0.7 - 1.8 | 1.8 - 4.5 | > 4.5 |
| Razred 2 Srednji strojevi bez temelja (motori 15-75 kW), pogonski mehanizmi do 300 kW |
manje od 1,1 | 1.1 - 2.8 | 2.8 - 7.1 | > 7.1 |
| Razred 3 Veliki strojevi na krutim temeljima (oprema preko 300 kW) |
< 1,8 | 1.8 - 4.5 | 4.5 - 11 | jedanaest |
| Razred 4 Veliki strojevi na laganim temeljima (oprema preko 300 kW) |
manje od 2,8 | 2.8 - 7.1 | 7.1 - 18 | > 18 |
Napomena: Ove vrijednosti pružaju smjernice za procjenu kvalitete balansiranja. Uvijek se pozivajte na specifikacije proizvođača specifične opreme i primjenjive standarde za vašu primjenu.
8.2 Zahtjevi za održavanje
🔧 Redovito održavanje
- ✓Redovita kalibracija senzora prema specifikacijama proizvođača
- ✓Održavajte senzore čistima i bez magnetskih ostataka
- ✓Opremu čuvajte u zaštitnoj kutiji kada se ne koristi
- ✓Zaštitite laserski senzor od prašine i vlage
- ✓Redovito provjeravajte spojeve kabela na istrošenost ili oštećenja
- ✓Ažurirajte softver prema preporuci proizvođača
- ✓Održavajte sigurnosne kopije važnih podataka o uravnoteženju
📋 Standardi održavanja EU-a
Održavanje opreme mora biti u skladu sa:
- EN ISO 9001: Zahtjevi sustava upravljanja kvalitetom
- EN 13306: Terminologija i definicije održavanja
- EN 15341: Ključni pokazatelji uspješnosti održavanja
- Redovite sigurnosne inspekcije prema direktivi EU o strojevima
PRILOG 1. BALANSIRANJE ROTORA
Rotor je tijelo koje se okreće oko određene osi i drži ga ležajne površine u nosačima. Ležajne površine rotora prenose težinu na nosače putem kotrljajućih ili kliznih ležajeva. Kada koristimo izraz "ležajna površina", jednostavno se odnosimo na rukavac* ili površine koje zamjenjuju rukavac.
*Čep (Zapfen na njemačkom za "čep", "igla") - dio je osovine ili vratila koji nosi držač (ležajna kutija).
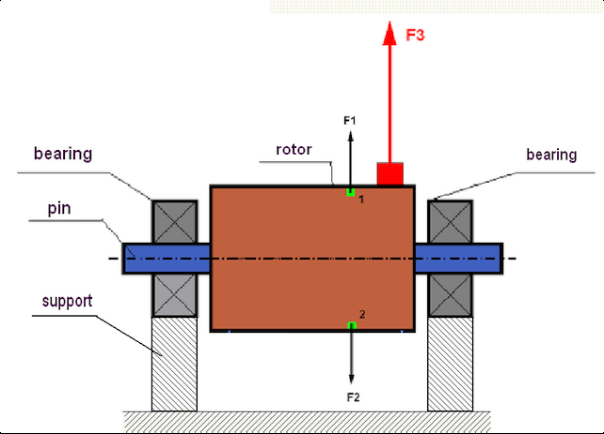
sl.1 Rotor i centrifugalne sile.
U savršeno uravnoteženom rotoru masa je simetrično raspoređena u odnosu na os rotacije. To znači da svaki element rotora može odgovarati drugom elementu smještenom simetrično u odnosu na os rotacije. Tijekom rotacije na svaki element rotora djeluje centrifugalna sila usmjerena radijalno (okomito na os rotacije rotora). U uravnoteženom rotoru centrifugalna sila koja djeluje na bilo koji element rotora uravnotežena je centrifugalnom silom koja djeluje na simetrični element. Na primjer, na elemente 1 i 2 (prikazane na slici 1 i obojene u zeleno) djeluju centrifugalne sile F1 i F2: jednake po veličini i potpuno suprotne po smjeru. To vrijedi za sve simetrične elemente rotora i stoga je ukupna centrifugalna sila koja djeluje na rotor jednaka nuli, rotor je uravnotežen. No, ako je simetrija rotora narušena (na slici 1 asimetrični je element označen crvenom bojom), tada neizbalansirana centrifugalna sila F3 počinje djelovati na rotor.
Prilikom rotacije, ova sila mijenja smjer zajedno s rotacijom rotora. Dinamičko opterećenje koje proizlazi iz ove sile prenosi se na ležajeve, što dovodi do njihovog ubrzanog trošenja. Osim toga, pod utjecajem ove promjenjive sile dolazi do cikličke deformacije nosača i temelja na kojem je rotor pričvršćen, što stvara vibracije. Kako bi se uklonila neravnoteža rotora i prateće vibracije, potrebno je postaviti uravnotežujuće mase koje će vratiti simetriju rotora.
Balansiranje rotora postupak je uklanjanja neuravnoteženosti dodavanjem balansnih masa.
Zadatak balansiranja je pronaći vrijednost i položaje (kut) postavljanja jedne ili više balansnih masa.
Vrste rotora i neravnoteža
Uzimajući u obzir čvrstoću materijala rotora i veličinu centrifugalnih sila koje na njega djeluju, rotori se mogu podijeliti u dvije vrste: kruti i fleksibilni.
Kruti rotori u radnim uvjetima pod utjecajem centrifugalne sile mogu se malo deformirati, ali utjecaj te deformacije u proračunima se stoga može zanemariti.
Deformacija fleksibilnih rotora, s druge strane, nikada ne smije biti zanemarena. Deformacija fleksibilnih rotora komplicira rješenje problema balansiranja i zahtijeva upotrebu drugih matematičkih modela u usporedbi s zadatkom balansiranja krutih rotora. Važno je napomenuti da se isti rotor pri niskim brzinama rotacije može ponašati kao krut, a pri visokim brzinama kao fleksibilan. Nadalje ćemo razmatrati samo balansiranje krutih rotora.
Ovisno o raspodjeli neravnotežnih masa duž duljine rotora, mogu se razlikovati dvije vrste neravnoteže - statička i dinamička. Isto vrijedi i za statičko i dinamičko balansiranje rotora.
Statička neravnoteža rotora nastaje bez rotacije rotora. Drugim riječima, rotor miruje kada je pod utjecajem gravitacije, a uz to okreće "težu točku" prema dolje. Primjer rotora sa statičkom neravnotežom prikazan je na slici 2.

Slika 2
Dinamička neuravnoteženost nastaje samo kada se rotor vrti.
Primjer rotora s dinamičkim neuravnoteženjem prikazan je na slici 3.

Sl. 3. Dinamička neuravnoteženost rotora – par centrifugalnih sila
U ovom slučaju, neuravnotežene jednake mase M1 i M2 nalaze se na različitim površinama – na različitim mjestima duž duljine rotora. U statičkom položaju, tj. kada se rotor ne okreće, na rotor može utjecati samo gravitacija i mase će se stoga međusobno uravnotežiti. U dinamici, kada se rotor okreće, na mase M1 i M2 počinju utjecati centrifugalne sile FЎ1 i FЎ2. Ove sile su jednake vrijednosti i suprotnog smjera. Međutim, budući da se nalaze na različitim mjestima duž duljine osovine i nisu na istoj liniji, sile se međusobno ne kompenziraju. Sile FЎ1 i FЎ2 stvaraju moment koji djeluje na rotor. Zato ova neravnoteža ima i drugi naziv "trenutna". Sukladno tome, na nosače ležajeva djeluju nekompenzirane centrifugalne sile koje mogu znatno premašiti sile na koje smo se oslanjali, a također i smanjiti vijek trajanja ležajeva.
Budući da se ova vrsta neravnoteže javlja samo u dinamici tijekom vrtnje rotora, stoga se naziva dinamičkom. Ne može se eliminirati statičkim balansiranjem (ili tzv. "na noževima") ili na bilo koji drugi sličan način. Za eliminaciju dinamičke neravnoteže potrebno je postaviti dvije kompenzacijske težine koje će stvoriti moment jednake vrijednosti i suprotnog smjera od momenta koji proizlazi iz masa M1 i M2. Kompenzacijske mase ne moraju nužno biti postavljene nasuprot masama M1 i M2 i biti im jednake vrijednosti. Najvažnije je da stvaraju moment koji u potpunosti kompenzira upravo u trenutku neravnoteže.
Općenito, mase M1 i M2 ne moraju biti jednake, pa će postojati kombinacija statičke i dinamičke neravnoteže. Teoretski je dokazano da je za uklanjanje neravnoteže krutog rotora potrebno i dovoljno ugraditi dva utega raspoređena duž duljine rotora. Ovi utezi će kompenzirati i moment koji nastaje zbog dinamičke neravnoteže i centrifugalnu silu koja nastaje zbog asimetrije mase u odnosu na os rotora (statička neravnoteža). Kao i obično, dinamička neravnoteža je tipična za duge rotore, poput osovina, a statička - za uske. Međutim, ako je uski rotor postavljen nagnuto u odnosu na os, ili još gore, deformirano (tzv. "klimanje kotača"), u tom slučaju bit će teško ukloniti dinamičku neravnotežu (vidi sliku 4), zbog činjenice da je teško postaviti korektivne utege koji stvaraju pravi kompenzacijski moment.
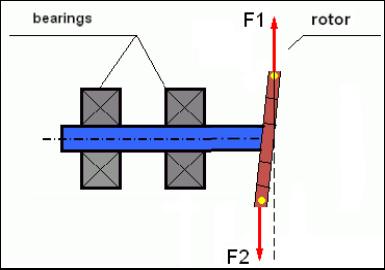
Sl. 4 Dinamičko balansiranje kolebljivog kotača
Budući da usko rame rotora stvara kratki moment, mogu biti potrebne korekcijske težine velike mase. Ali istovremeno postoji dodatna takozvana "inducirana neravnoteža" povezana s deformacijom uskog rotora pod utjecajem centrifugalnih sila korekcijskih masa.
Pogledajte primjer:
""Metodske upute za balansiranje krutih rotora"" ISO 1940-1:2003 Mehaničke vibracije – Zahtjevi kvalitete uravnoteženja za rotore u stalnom (krutom) stanju – Dio 1: Specifikacija i verifikacija tolerancija uravnoteženja
To je vidljivo kod uskih ventilatorskih kotača, koji, osim neravnoteže snage, utječu i na aerodinamičku neravnotežu. Važno je imati na umu da je aerodinamička neravnoteža, odnosno aerodinamička sila, izravno proporcionalna kutnoj brzini rotora, a za njezinu kompenzaciju koristi se centrifugalna sila korektivne mase, koja je proporcionalna kvadratu kutne brzine. Stoga se balansirajući učinak može pojaviti samo na određenoj frekvenciji balansiranja. Pri drugim brzinama postojao bi dodatni jaz. Isto se može reći i za elektromagnetske sile u elektromagnetskom motoru, koje su također proporcionalne kutnoj brzini. Drugim riječima, nemoguće je eliminirati sve uzroke vibracija mehanizma bilo kojim sredstvom uravnoteženja.
Osnove vibracija
Vibracija je reakcija konstrukcije mehanizma na djelovanje cikličke pobudne sile. Ta sila može imati različitu prirodu.
- Centrifugalna sila koja nastaje zbog neravnoteže rotora je nekompenzirana sila koja utječe na "tešku točku". Upravo se ta sila, kao i vibracije uzrokovane njome, eliminiraju balansiranjem rotora.
- Međudjelujuće sile, koje imaju "geometrijsku" prirodu i nastaju zbog pogrešaka u proizvodnji i ugradnji dijelova koji se spajaju. Ove sile mogu nastati, na primjer, zbog neravnomjernosti rukavca vratila, pogrešaka u profilima zuba u zupčanicima, valovitosti staza ležaja, neusklađenosti dijelova koji se spajaju itd. U slučaju neravnomjernosti vratova, os vratila će se pomicati ovisno o kutu rotacije vratila. Iako se ta vibracija manifestira pri brzini rotora, gotovo ju je nemoguće eliminirati balansiranjem.
- Aerodinamčke sile koje nastaju rotacijom lopatica ventilatora i drugih mehanizama s lopaticama. Hidrodinamčke sile koje nastaju rotacijom rotora hidrauličnih pumpi, turbina itd.
- Elektromagnetske sile koje nastaju radom električnih strojeva kao rezultat, na primjer, asimetrije namota rotora, prisutnosti kratkospojenih zavoja itd.
Veličina vibracije (na primjer, njena amplituda AB) ovisi ne samo o veličini uzbudne sile Fт koja djeluje na mehanizam s kružnom frekvencijom ω, nego i o krutosti k konstrukcije mehanizma, njegovoj masi m i koeficijentu prigušenja C.

Za mjerenje vibracija i mehanizama za balansiranje mogu se koristiti različite vrste senzora, uključujući:
- apsolutni senzori vibracija namijenjeni mjerenju ubrzanja vibracija (akcelerometri) i senzori brzine vibracija;
- relativni senzori vibracija vrtložnih struja ili kapacitivni, dizajnirani za mjerenje vibracija.
U nekim slučajevima (kada struktura mehanizma to dopušta) senzori sile se također mogu koristiti za ispitivanje njegove vibracijske težine.
Posebno se široko koriste za mjerenje vibracijske težine ležajeva balansnih strojeva s tvrdim ležajevima.
Stoga je vibracija reakcija mehanizma na utjecaj vanjskih sila. Razina vibracije ovisi ne samo o veličini sile koja djeluje na mehanizam, već i o krutosti mehanizma. Dvije sile iste veličine mogu dovesti do različitih vibracija. U mehanizmima s krutom potporom, čak i pri malim vibracijama, ležajne jedinice mogu biti značajno pod utjecajem dinamičkih masa. Stoga se pri balansiranju mehanizama s krutom potporom koriste senzori sile i senzori vibracija (vibroakcelerometri). Senzori vibracija koriste se samo na mehanizmima s relativno savitljivim potporama, točno kada djelovanje neuravnoteženih centrifugalnih sila dovodi do primjetne deformacije potpora i vibracija. Senzori sile koriste se u krutim potporama čak i kada značajne sile koje nastaju zbog neuravnoteženosti ne dovode do značajnih vibracija.
Rezonancija strukture
Već smo ranije spomenuli da se rotori dijele na krute i fleksibilne. Krutost ili fleksibilnost rotora ne treba miješati sa stvrdnošću ili pokretljivošću oslonaca (temelja) na kojima je rotor smješten. Rotor se smatra krutim kada se njegova deformacija (savijanje) pod djelovanjem centrifugalnih sila može zanemariti. Deformacija fleksibilnog rotora je relativno velika: ne može se zanemariti.
U ovom članku proučavamo samo balansiranje krutih rotora. Kruti (nedeformabilni) rotor pak može biti smješten na krutim ili pomičnim (savitljivim) nosačima. Jasno je da je ta krutost/pokretljivost nosača relativna ovisno o brzini vrtnje rotora i veličini rezultirajućih centrifugalnih sila. Konvencionalna granica je frekvencija slobodnih oscilacija nosača rotora/temelja. Za mehaničke sustave, oblik i frekvencija slobodnih oscilacija određeni su masom i elastičnošću elemenata mehaničkog sustava. To jest, frekvencija vlastitih oscilacija je unutarnja karakteristika mehaničkog sustava i ne ovisi o vanjskim silama. Budući da su otklonjeni iz ravnotežnog stanja, nosači se zbog elastičnosti nastoje vratiti u ravnotežni položaj. Ali zbog inercije masivnog rotora, ovaj proces ima prirodu prigušenih oscilacija. Ove oscilacije su vlastite oscilacije sustava rotor-nosač. Njihova frekvencija ovisi o omjeru mase rotora i elastičnosti nosača.
Kada rotor počne rotirati i frekvencija njegove rotacije se približi frekvenciji vlastitih oscilacija, amplituda vibracija naglo raste, što može čak dovesti do uništenja strukture.
Postoji fenomen mehaničke rezonancije. U rezonantnom području promjena brzine rotacije za 100 o/min može dovesti do desetostrukog povećanja vibracija. U tom slučaju (u rezonantnom području) faza vibracija se mijenja za 180°.
Ako je dizajn mehanizma loše projektiran, a radna brzina rotora je blizu vlastite frekvencije oscilacija, rad mehanizma postaje nemoguć zbog neprihvatljivo visokih vibracija. Standardne metode balansiranja također su nemoguće, jer se parametri dramatično mijenjaju čak i uz malu promjenu brzine vrtnje. Koriste se posebne metode u području rezonantnog balansiranja, ali one nisu dobro opisane u ovom članku. Frekvenciju vlastitih oscilacija mehanizma možete odrediti na izlazu (kada je rotor isključen) ili udarom s naknadnom spektralnom analizom odziva sustava na udar. "Balanset-1" pruža mogućnost određivanja vlastitih frekvencija mehaničkih struktura ovim metodama.
Za mehanizme čija je radna brzina viša od rezonantne frekvencije, odnosno koji rade u rezonantnom načinu, oslonci se smatraju pokretnima, a za mjerenje se koriste senzori vibracija, uglavnom vibracijski akcelerometri koji mjere ubrzanje strukturnih elemenata. Za mehanizme koji rade u načinu tvrdog oslanjanja, oslonci se smatraju krutima. U tom se slučaju koriste senzori sile.
Linearni i nelinearni modeli mehaničkog sustava
Matematički modeli (linearni) koriste se za proračune pri balansiranju krutih rotora. Linearnost modela znači da je jedan model izravno proporcionalno (linearno) ovisan o drugome. Na primjer, ako se nekompenzirana masa na rotoru udvostruči, odgovarajuće će se udvostručiti i vrijednost vibracija. Za krute rotore može se koristiti linearni model jer se takvi rotori ne deformiraju. Za fleksibilne rotore više nije moguće koristiti linearni model. Kod fleksibilnog rotora, s povećanjem mase teške točke tijekom vrtnje, dolazi do dodatne deformacije, a uz masu će se povećati i radijus teške točke. Stoga će se kod fleksibilnog rotora vibracija više nego udvostručiti i uobičajene metode proračuna neće raditi. Također, narušavanje linearnosti modela može dovesti do promjene elastičnosti oslonaca pri velikim deformacijama, primjerice kada pri malim deformacijama oslonaca rade neki konstrukcijski elementi, a pri velikima u rad ulaze drugi. Zato je nemoguće balansirati mehanizme koji nisu učvršćeni na temelju, nego su, primjerice, jednostavno postavljeni na pod. Pri znatnim vibracijama sila neuravnoteženosti može odvojiti mehanizam od poda, čime se bitno mijenjaju karakteristike krutosti sustava. Noge motora moraju biti sigurno pričvršćene, vijčani spojevi zategnuti, debljina podložaka mora osigurati dovoljnu krutost itd. Kod oštećenih ležajeva moguće je znatno pomicanje vratila i njegovi udari, što će također dovesti do narušavanja linearnosti i nemogućnosti kvalitetnog balansiranja.
Metode i uređaji za balansiranje
Kao što je gore spomenuto, balansiranje je proces usklađivanja glavne središnje osi inercije s osi rotacije rotora.
Navedeni proces može se izvršiti na dva načina.
Prva metoda uključuje obradu vratila rotora, koja se izvodi tako da os koja prolazi kroz središta presjeka vratila bude poravnana s glavnom središnjom osi inercije rotora. Ta se tehnika rijetko koristi u praksi i neće se detaljno razmatrati u ovom članku.
Druga (najčešća) metoda uključuje pomicanje, postavljanje ili uklanjanje korektivnih masa na rotoru, koje se raspoređuju tako da os inercije rotora bude što bliže osi njegove rotacije.
Pomicanje, dodavanje ili uklanjanje korektivnih masa tijekom balansiranja može se izvesti primjenom raznih tehnoloških operacija, uključujući: bušenje, glodanje, ravnanje površina, zavarivanje, navijanje ili odvijanje vijaka, paljenje laserskim ili elektronskim snopom, elektrolizu, elektromagnetsko zavarivanje itd.
Proces uravnoteženja može se izvesti na dva načina:
- Sklop uravnoteženih rotora (u vlastitim ležajevima);
- balansiranje rotora na strojevima za balansiranje.
Za balansiranje rotora u njihovim ležajevima obično koristimo specijalizirane uređaje za balansiranje (komplete), koji nam omogućuju mjerenje vibracija balansiranog rotora pri brzini njegova rotiranja u vektorskom obliku, tj. mjerenje amplitude i faze vibracija.
Trenutno se ovi uređaji proizvode na temelju mikroprocesorske tehnologije i (osim mjerenja i analize vibracija) omogućuju automatsko izračunavanje parametara korektivnih utega koji se moraju postaviti na rotor kako bi se kompenzirala njegova neuravnoteženost.
Ovi uređaji uključuju:
- mjerna i računalna jedinica, izrađena na bazi računala ili industrijskog kontrolera;
- dva (ili više) senzora vibracija;
- senzor faznog kuta;
- oprema za ugradnju senzora u objektu;
- specijalizirani softver dizajniran za izvođenje punog ciklusa mjerenja parametara neravnoteže rotora u jednoj, dvije ili više ravnina korekcije.
Za balansiranje rotora na strojevima za balansiranje, osim specijaliziranog uređaja za balansiranje (mjernog sustava stroja), potreban je i "mehanizam za odmotavanje" dizajniran za postavljanje rotora na nosače i osiguravanje njegove rotacije fiksnom brzinom.
Trenutno najčešće mašine za balansiranje postoje u dvije vrste:
- prerezonantno (s podatnim nosačima);
- tvrdi ležaj (s krutim nosačima).
Pre-rezonantni strojevi imaju relativno savitljive nosače, izrađene, na primjer, na bazi ravnih opruga.
Prirodna frekvencija titranja tih oslonaca obično je 2-3 puta niža od brzine uravnoteženog rotora koji je na njih montiran.
Senzori vibracija (akcelerometri, senzori brzine vibracija itd.) obično se koriste za mjerenje vibracija nosača rezonantnog stroja.
U hard-bearing balansirnim strojevima koriste se relativno kruti oslonci, čije prirodne frekvencije titranja trebaju biti 2–3 puta veće od brzine uravnoteženog rotora.
Senzori sile obično se koriste za mjerenje vibracijske težine na potporama stroja.
Prednost strojeva za balansiranje s tvrdim ležajevima je u tome što se mogu balansirati pri relativno niskim brzinama rotora (do 400–500 o/min), što znatno pojednostavljuje konstrukciju stroja i njegove temelje, kao i povećava produktivnost i sigurnost balansiranja.
Tehnika balansiranja
⚠️ Balansiranjem se eliminiraju samo vibracije uzrokovane asimetrijom raspodjele mase rotora u odnosu na njegovu os rotacije. Druge vrste vibracija ne mogu se eliminirati balansiranjem!
Balansiranje se odnosi na tehnički ispravne mehanizme čiji dizajn osigurava odsutnost rezonancija pri radnoj brzini, čvrsto pričvršćene na temelj i ugrađene u ispravna ležaja.
🚫 Neispravan mehanizam podliježe popravku, a tek nakon toga - balansiranju. U suprotnom, kvalitativno balansiranje je nemoguće.
Balansiranje ne može biti zamjena za popravak!
Glavni zadatak balansiranja je pronaći masu i mjesto (kut) postavljanja kompenzacijskih utega, koji se balansiraju centrifugalnim silama.
Kao što je gore spomenuto, za krute rotore općenito je potrebno i dovoljno postaviti dva kompenzacijska utega. Time će se ukloniti i statička i dinamička neuravnoteženost rotora. Opći shematski prikaz mjerenja vibracija tijekom balansiranja izgleda ovako:
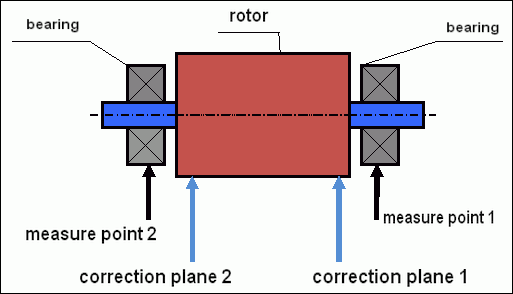
sl.5 Dinamičko balansiranje – korektivne ravnine i mjerna mjesta
Senzori vibracija postavljaju se na ležajne oslonce u točkama 1 i 2. Oznaka brzine pričvršćuje se izravno na rotor, obično lijepljenjem reflektirajuće trake. Laserski tahometar koristi tu oznaku brzine za određivanje brzine rotora i faze vibracijskog signala.
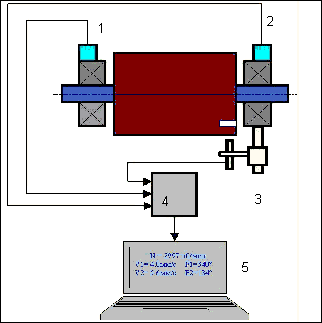
sl. 6. Ugradnja senzora tijekom balansiranja u dvije ravnine, korištenjem Balanset-1
1,2- senzori vibracija, 3-fazni, 4- USB mjerna jedinica, 5- prijenosno računalo
U većini slučajeva dinamičko balansiranje provodi se metodom tri pokretanja. Ta se metoda temelji na tome da se probni utezi unaprijed poznate mase serijski postavljaju na rotor u ravninama 1 i 2; zatim se, na temelju promjene parametara vibracija, izračunavaju mase i mjesto postavljanja balansnih utega.
Mjesto ugradnje utega naziva se korekcijska ravnina. Obično se korekcijske ravnine odabiru u području nosača ležajeva na kojima je rotor montiran.
Početne vibracije se mjere pri prvom pokretanju. Zatim se probni uteg poznate mase postavlja na rotor bliže jednom od nosača. Nakon toga se izvodi drugo pokretanje i mjerimo parametre vibracija koji bi se trebali promijeniti zbog postavljanja probnog utega. Nakon toga se probni uteg u prvoj ravnini uklanja i postavlja u drugu ravninu. Izvodi se treće pokretanje i mjere se parametri vibracija. Kada se probni uteg ukloni, program automatski izračunava masu i mjesto (kutove) postavljanja utega za uravnoteženje.
Svrha postavljanja probnih utega je utvrditi kako sustav reagira na promjenu neuravnoteženosti. Kad znamo mase i položaj probnih utega, program može izračunati takozvane koeficijente utjecaja, koji pokazuju kako uvođenje poznate neuravnoteženosti utječe na parametre vibracija. Koeficijenti utjecaja su karakteristike samog mehaničkog sustava i ovise o krutosti oslonaca i masi (inerciji) sustava rotor-oslonac.
Za iste vrste mehanizama istog dizajna, koeficijenti utjecaja bit će slični. Možete ih spremiti u memoriju računala i kasnije ih koristiti za balansiranje istih vrsta mehanizama bez provođenja probnih pokretanja, što znatno poboljšava učinkovitost balansiranja. Također treba napomenuti da masa probnih utega treba biti odabrana tako da se parametri vibracija značajno mijenjaju pri postavljanju probnih utega. U suprotnom, pogreška u izračunu koeficijenata utjecaja se povećava i kvaliteta balansiranja se pogoršava.
Vodič za uređaj Balanset-1 daje formulu kojom se približno može odrediti masa probnog utega, ovisno o masi i brzini vrtnje uravnoteženog rotora. Kao što se može vidjeti na slici 1, centrifugalna sila djeluje u radijalnom smjeru, tj. okomito na os rotora. Stoga senzore vibracija treba postaviti tako da im je os osjetljivosti također usmjerena u radijalnom smjeru. Obično je krutost temelja u horizontalnom smjeru manja, pa su vibracije u horizontalnom smjeru veće. Stoga, radi povećanja osjetljivosti, senzore treba postaviti tako da im je os osjetljivosti također usmjerena horizontalno. Iako nema temeljne razlike. Osim vibracija u radijalnom smjeru, potrebno je kontrolirati i vibracije u aksijalnom smjeru, duž osi vrtnje rotora. Ove vibracije obično nisu uzrokovane neravnotežom, već drugim razlozima, uglavnom zbog neusklađenosti i neusklađenosti osovina spojenih spojnicom. Ove vibracije se ne uklanjaju uravnoteženjem, u ovom slučaju je potrebno poravnanje. U praksi, obično kod takvih mehanizama postoji neravnoteža rotora i neusklađenost osovina, što uvelike komplicira zadatak uklanjanja vibracija. U takvim slučajevima, prvo morate poravnati, a zatim uravnotežiti mehanizam. (Iako se kod jakog neravnoteže momenta vibracije javljaju i u aksijalnom smjeru zbog "uvijanja" temeljne konstrukcije).
Točnost mjerenja i analiza pogrešaka
Razumijevanje točnosti mjerenja ključno je za profesionalne operacije balansiranja. Balanset-1A pruža sljedeću preciznost mjerenja:
| Parametar | Formula točnosti | Primjer (za tipične vrijednosti) |
|---|---|---|
| RMS brzina vibracije | ±(0,1 + 0,1×Vizmjereno) mm/s | Za 5 mm/s: ±0,6 mm/s Za 10 mm/s: ±1,1 mm/s |
| Frekvencija rotacije | ±(1 + 0,005 × Nizmjereno) okretaja u minuti | Za 1000 okretaja u minuti: ±6 okretaja u minuti Za 3000 okretaja u minuti: ±16 okretaja u minuti |
| Mjerenje faze | ±1° | Konstantna točnost pri svim brzinama |
⚠️ Ključno za precizno balansiranje
- !Probni uteg mora uzrokovati promjenu amplitude >20-30% i/ili promjena faze >20-30°
- !Ako su promjene manje, pogreške mjerenja značajno se povećavaju
- !Amplituda vibracija i fazna stabilnost ne bi smjele varirati više od 10-15% između mjerenja.
- !Ako varijacija prelazi 15%, provjerite ima li rezonantnih uvjeta ili mehaničkih problema.
Kriteriji za procjenu kvalitete mehanizama uravnoteženja
Kvalitetu balansiranja rotora (mehanizama) može se procijeniti na dva načina. Prva metoda uključuje usporedbu vrijednosti preostalog neuravnoteženja utvrđenog tijekom balansiranja s tolerancijom za preostalo neuravnoteženje. Navedene tolerancije za različite klase rotora ugrađenih u standard ISO 21940-11 «Mechanical vibration – Rotor balancing – Part 11: Procedures and tolerances for rotors with rigid behaviour» (formerly ISO 1940-1).
Međutim, primjena ovih tolerancija ne može u potpunosti jamčiti pouzdanost rada mehanizma povezanu s postizanjem minimalne razine vibracija. To je zbog činjenice da vibracije mehanizma nisu određene samo veličinom sile povezane s preostalom neravnotežom njegovog rotora, već ovise i o nizu drugih parametara, uključujući: krutost K strukturnih elemenata mehanizma, njegovu masu M, koeficijent prigušenja i brzinu. Stoga se za procjenu dinamičkih svojstava mehanizma (uključujući kvalitetu njegove ravnoteže) u nekim slučajevima preporučuje procjena razine preostalih vibracija mehanizma, što je regulirano nizom standarda.
Najčešći standard koji regulira dopuštene razine vibracija mehanizama je ISO 10816-3:2009 Pregled Mehaničke vibracije – Procjena vibracija stroja mjerenjima na nerotirajućim dijelovima -- Dio 3: Industrijski strojevi nazivne snage iznad 15 kW i nazivnih brzina između 120 o/min i 15 000 o/min pri mjerenju na licu mjesta.»
Uz njezinu pomoć možete postaviti toleranciju na sve vrste strojeva, uzimajući u obzir snagu njihovog električnog pogona.
Osim ovog univerzalnog standarda, postoji niz specijaliziranih standarda razvijenih za određene vrste mehanizama. Na primjer,
- ISO 14694:2003 "Industrijski ventilatori - Specifikacije za kvalitetu uravnoteženja i razinu vibracija""
- ISO 7919-1-2002 "Vibracije strojeva bez povratnog gibanja. Mjerenja na rotirajućim osovinama i kriteriji ocjenjivanja. Opće smjernice.""
🛡️ Važne sigurnosne mjere za usklađenost s propisima EU
- !Potrebna procjena rizika: Provedite procjenu rizika prema EN ISO 12100 prije operacija balansiranja
- !Kvalificirano osoblje: Samo obučeno i certificirano osoblje smije obavljati operacije balansiranja
- !Osobna zaštitna oprema: Uvijek koristite odgovarajuću osobnu zaštitnu opremu prema normama EN 166 (zaštita za oči) i EN 352 (zaštita za sluh)
- !Postupci u hitnim slučajevima: Utvrdite jasne postupke za isključivanje u nuždi i osigurajte da su svi operateri upoznati s njima
- !Dokumentacija: Vodite detaljne zapise o svim operacijama uravnoteženja radi sljedivosti i usklađenosti
Informacije o usklađenosti i sigurnosti s propisima EU
Izjava o sukladnosti
Prijenosni balanser Balanset-1A u skladu je sa sljedećim direktivama i standardima Europske unije:
| EU direktiva/standard | Detalji o usklađenosti | Sigurnosni zahtjevi |
|---|---|---|
| Direktiva o strojevima 2006/42/EZ | Sigurnosni zahtjevi za strojeve i sigurnosne komponente | Procjena rizika, sigurnosne upute, oznaka CE |
| Direktiva o elektromagnetskoj kompatibilnosti 2014/30/EU | Zahtjevi za elektromagnetsku kompatibilnost | Otpornost na elektromagnetske smetnje |
| Direktiva RoHS 2011/65/EU | Ograničenje opasnih tvari | Komponente bez olova, žive i kadmija |
| Direktiva o otpadnoj električnoj i elektroničkoj opremi 2012/19/EU | Otpadna električna i elektronička oprema | Pravilni postupci odlaganja i recikliranja |
| EN ISO 12100:2010 | Sigurnost strojeva - Opća načela projektiranja | Procjena rizika i smanjenje rizika |
| EN 60825-1:2014 | Sigurnost laserskih proizvoda - 1. dio | Sigurnosni zahtjevi za lasere klase 2 |
| EN ISO 14120:2015 | Stražari - Opći zahtjevi | Zaštita od opasnosti rotirajućih strojeva |
Standardi električne sigurnosti
- ✓EN 61010-1: Sigurnosni zahtjevi za električnu opremu za mjerenje, upravljanje i laboratorijsku upotrebu
- ✓EN 60950-1: Sigurnost opreme informacijske tehnologije (uređaj s USB napajanjem)
- ✓Serija IEC 61000: Standardi elektromagnetske kompatibilnosti
- ✓Radni napon: 5 V DC putem USB-a (izuzetno niski napon)
- ✓Potrošnja energije: < 2,5 W
- ✓Klasa zaštite: IP54 (zaštićeno od prašine; otporno na prskanje vode)
Sigurnost rotirajuće opreme
⚠️ Obavezni sigurnosni postupci (EN ISO 12100)
UPOZORENJE: Pri radu s rotirajućim strojevima pridržavajte se sljedećih sigurnosnih zahtjeva:
- !EN ISO 14118: Sprječavanje neočekivanog pokretanja - Koristite postupke zaključavanja/označavanja prije ugradnje senzora
- !EN ISO 14120: Osigurajte da je sva rotirajuća oprema propisno zaštićena
- !EN ISO 13857: Održavajte minimalne sigurne udaljenosti od rotirajućih dijelova (500 mm za tijelo, 120 mm za prste)
- !Osobna zaštitna oprema: Nosite zaštitne naočale prema normi EN 166, zaštitu za sluh prema normi EN 352 i izbjegavajte široku odjeću
- !Nikada ne postavljajte senzore ili probne utege na rotirajuće strojeve dok su u pokretu.
- !Prije ugradnje senzora provjerite je li stroj potpuno zaustavljen i osiguran
- !Zaustavljanje u nuždi: Mora biti dostupan unutar 3 metra od položaja operatera
- !Samo kvalificirano i certificirano osoblje smije obavljati operacije balansiranja
Klasifikacija sigurnosti lasera
🔴 Laserski uređaj klase 2 (EN 60825-1:2014)
- Valna duljina: 650 nm (crvena vidljiva svjetlost)
- Maksimalna izlazna snaga: < 1 mW
- Promjer grede: 3-5 mm na udaljenosti od 100 mm
- Divergencija: < 1,5 mrad
- Sigurnosna klasifikacija: Sigurno za oči pri kratkotrajnoj izloženosti (< 0,25 sekundi)
- Obavezno označavanje: ""LASERSKO ZRAČENJE - NE GLEDAJTE U ZRAKU - LASERSKI PROIZVOD KLASE 2""
- Klasa pristupa: Neograničeno (opći pristup dopušten)
Sigurnosni postupci za lasere:
- Nikada namjerno ne gledajte u lasersku zraku
- Ne usmjeravajte laser prema osobama, vozilima ili zrakoplovima
- Izbjegavajte gledanje laserske zrake optičkim instrumentima (teleskopi, dalekozori)
- Budite svjesni zrcalnih refleksija sa sjajnih površina
- Isključite laser kada ga ne koristite
- Odmah prijavite sve incidente izlaganja očiju
- Za dulje izlaganje koristite zaštitne naočale za laser (OD 2+ na 650 nm).
Točnost mjerenja i kalibracija
| Parametar | Točnost | Frekvencija kalibracije |
|---|---|---|
| Amplituda vibracije | ±5% očitanja | Godišnje ili nakon 1000 sati |
| Mjerenje faze | ±1° | Godišnje |
| Brzina rotacije | ±0,1% očitanja | Godišnje |
| Osjetljivost senzora | 13 mV/(mm/s) ±10% | Prilikom zamjene senzora |
Usklađenost s okolišem
- ✓Radno okruženje: 5°C do 50°C, < 85% RH bez kondenzacije
- ✓Okruženje za pohranu: -20°C do 70°C, < 95% RH bez kondenzacije
- ✓Nadmorska visina: Do 2000 m nadmorske visine
- ✓Otpornost na vibracije: IEC 60068-2-6 (10-500 Hz, ubrzanje 2g)
- ✓Otpornost na udarce: IEC 60068-2-27 (15 g, trajanje 11 ms)
- ✓IP ocjena: IP54 (zaštićeno od prašine; otporno na prskanje vode)
Zahtjevi za rad
- ✓Operateri moraju biti obučeni o sigurnosti strojeva prema standardima EU-a
- ✓Procjena rizika potrebna je prema normi EN ISO 12100 prije upotrebe
- ✓Održavajte opremu prema specifikacijama proizvođača
- ✓Odmah prijavite sve sigurnosne incidente ili kvarove opreme
- ✓Vodite detaljne zapise o svim operacijama uravnoteženja radi sljedivosti
Zahtjevi za dokumentaciju
Za usklađenost s propisima EU-a, vodite sljedeću dokumentaciju:
- ✓Dokumentacija procjene rizika prema normi EN ISO 12100
- ✓Zapisi o obuci i certifikati operatera
- ✓Dnevnici kalibracije i održavanja opreme
- ✓Zapisi o postupcima balansiranja s datumima, operatorima i rezultatima
- ✓Izvješća o sigurnosnim incidentima i korektivne mjere
- ✓Dokumentacija o modifikaciji ili popravku opreme
Tehnička podrška i servis
Za tehničku podršku, usluge kalibracije i rezervne dijelove:
- ✓Proizvođač: Vibromera
- ✓Mjesto: Narva, Estonija (EU)
- ✓Web stranica: https://vibromera.eu
- ✓Jezici podrške: Svi glavni jezici. Dostupna je tekstualna komunikacija.
- ✓Pokrivenost uslugama: Dostupna dostava diljem svijeta
- ✓Jamstvo: 12 mjeseci od datuma kupnje
- ✓Usluga kalibracije: Dostupno putem ovlaštenih servisnih centara