Balansering av drivaksel: Omfattende veiledning
Enheter for dynamisk balansering av drivaksler og målesystem for balanseringsmaskiner Balanset-4 – €6 803
Tenk deg at du kjører en lastebil og plutselig kjenner en hard vibrasjon eller hører et høyt knekk når du akselererer eller girer. Dette er mer enn bare en plage – det kan være et tegn på en ubalansert drivaksel. For ingeniører og teknikere indikerer slike vibrasjoner og lyder tapt effektivitet, akselerert slitasje på komponenter og potensielt kostbar nedetid hvis det ikke gjøres noe med det.
I denne omfattende veiledningen gir vi praktiske løsninger på problemer med drivakselbalansering. Du lærer hva en drivaksel er og hvorfor den må balanseres, gjenkjenne vanlige feil som forårsaker vibrasjon eller støy, og følge en tydelig trinnvis prosess for dynamisk drivakselbalansering. Ved å bruke disse beste praksisene kan du spare penger på reparasjoner, redusere feilsøkingstiden og sikre at maskineriet eller kjøretøyet ditt kjører pålitelig med minimal vibrasjon.
Innholdsfortegnelse
- 1. Typer drivaksler
- 2. Funksjonsfeil på kardangdrevet
- 3. Balansering av drivaksel
- 4. Moderne balanseringsmaskiner for drivaksler
- 5. Forberedelse for balansering av drivaksel
- 6. Prosedyre for balansering av drivaksel
- 7. Anbefalte avbalanseringsnøyaktighetsklasser for stive rotorer







1. Typer drivaksler
En kardangaksel (drivaksel) er en mekanisme som overfører dreiemoment mellom aksler som krysser hverandre i midten av kardangleddet og kan bevege seg i en vinkel i forhold til hverandre. I et kjøretøy overfører kardangakselen dreiemomentet fra girkassen (eller overføringshuset) til drivakslene i en klassisk eller firehjulsdrevet konfigurasjon. For firehjulsdrevne kjøretøyer forbinder kardangleddet vanligvis girkassens drivaksel med overføringshusets drivaksel, og overføringshusets drivaksler med drivakslene til hoveddrevene på drivakslene.
Enheter montert på rammen (som girkasse og fordelingskasse) kan bevege seg i forhold til hverandre på grunn av deformasjon av støttene deres og selve rammen. Drivakslene er samtidig festet til rammen gjennom fjæringen og kan bevege seg i forhold til rammen og enhetene montert på den på grunn av deformasjon av fjæringens elastiske elementer. Denne bevegelsen kan ikke bare endre vinklene på drivakslene som forbinder enhetene, men også avstanden mellom enhetene.
Kardandriften har en betydelig ulempe: akslingenes ujevne rotasjon. Hvis den ene akselen roterer jevnt, gjør ikke den andre det, og denne ujevnheten øker med vinkelen mellom akslene. Denne begrensningen gjør det umulig å bruke kardangdrev i mange bruksområder, for eksempel i forhjulsdrevne biler, der hovedproblemet er å overføre dreiemomentet til de svingende hjulene. Denne ulempen kan delvis kompenseres ved å bruke doble kardangledd på én aksel, som dreies en kvart omdreining i forhold til hverandre. I applikasjoner som krever jevn rotasjon, brukes imidlertid vanligvis konstanthastighetsledd (CV-ledd) i stedet. CV-ledd er en mer avansert, men også mer kompleks konstruksjon som tjener samme formål.
Kardandrev kan bestå av ett eller flere kardangledd som er forbundet med drivaksler og mellomstøtter.
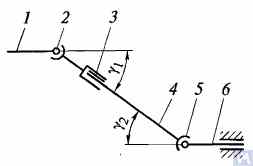
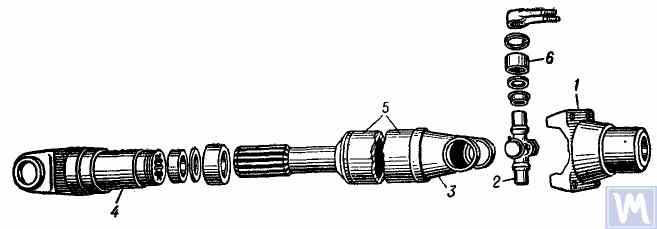
Figur 1. Diagram over en kardangdrev: 1, 4, 6 - drivaksler; 2, 5 - kardangledd; 3 - kompenserende forbindelse; u1, u2 - vinkler mellom akslene
Generelt sett består et universalledd av universalledd 2 og 5, drivaksler 1, 4 og 6, og en kompenserende forbindelse 3. Noen ganger er drivakselen montert på en mellomliggende støtte festet til kjøretøyets rammetverrbjelke. Universalledd sikrer overføring av dreiemoment mellom aksler hvis akser krysser hverandre i en vinkel. Universalledd er delt inn i ikke-uniforme og konstante hastighetstyper. Ikke-uniforme hastighetsledd er videre klassifisert i elastiske og stive typer. Konstante hastighetsledd kan være kuletype med delespor, kuletype med en delearm og kamtype. De er vanligvis installert i drivverket til de fremre styrte hjulene, hvor vinkelen mellom akslene kan nå 45°, og sentrum av universalleddet må sammenfalle med skjæringspunktet mellom hjulets rotasjonsakser og dets dreieakse.
Elastiske universalledd overfører dreiemoment mellom aksler med kryssende akser i en vinkel på 2...3° på grunn av den elastiske deformasjonen av forbindelseselementene. Et stivt, ujevnt hastighetsledd overfører dreiemoment fra en aksel til en annen gjennom den bevegelige forbindelsen av stive deler. Det består av to åk – 3 og 5, i hvis sylindriske hull endene A, B, V og G av forbindelseselementet – krysset 4, er montert på lagre. Åkene er stivt forbundet med akslene 1 og 2. Åk 5 kan rotere rundt aksen BG på krysset og samtidig, sammen med krysset, rotere rundt aksen AV, og dermed muliggjøre overføring av rotasjon fra en aksel til en annen med en varierende vinkel mellom dem.
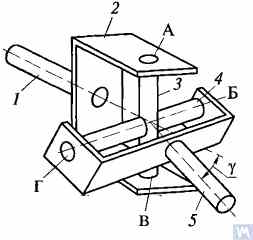
Figur 2. Diagram over et stivt universalledd med ujevn hastighet
Hvis aksel 7 roterer rundt sin egen akse med en vinkel α, vil aksel 2 rotere med en vinkel β i løpet av samme periode. Forholdet mellom rotasjonsvinklene til akslene 7 og 2 bestemmes av uttrykket tanα = tanβ * cosγ, hvor γ er vinkelen som aksene til aksene er plassert i. Dette uttrykket indikerer at vinkelen β noen ganger er mindre enn, lik eller større enn vinkel α. Likestilling av disse vinklene forekommer hver 90° rotasjon av aksel 7. Derfor, med jevn rotasjon av aksel 1, er vinkelhastigheten til aksel 2 ikke-jevn og varierer i henhold til en sinusformet lov. Ikke-jevnheten i rotasjonen til aksel 2 blir mer betydelig etter hvert som vinkelen γ mellom akselaksene øker.
Hvis den ujevne rotasjonen av aksel 2 overføres til akslene på enhetene, vil det oppstå ytterligere pulserende belastninger i overføringen, som øker med vinkelen γ. For å forhindre at den ujevne rotasjonen av aksel 2 overføres til enhetsakslene, brukes det to kardangledd i kardangdrevet. De er montert slik at vinklene γ1 og γ2 er like; gaflene på kardangleddene, som er festet på den ujevnt roterende akselen 4, skal være plassert i samme plan.
Utformingen av hoveddelene i universalleddsdrev er vist i figur 3. Et universalledd med ujevn hastighet består av to åk (1) forbundet med et kryss (3). Det ene åket har noen ganger en flens, mens det andre er sveiset til drivakselrøret eller har en rillet ende (6) (eller hylse) for tilkobling til drivakselen. Kryssets hengsler er montert i øyene på begge åkene på nålelagre (7). Hvert lager er plassert i et hus (2) og holdes i åkets øye med en hette, som er festet til åket med to bolter låst av tapper på skiven. I noen tilfeller er lagrene festet i åkene med låseringer. For å beholde smøring i lageret og beskytte det mot vann og smuss, er det en selvstrammende gummipakning. Kryssets indre hulrom er fylt med fett gjennom en smørenippel, som når lagrene. Krysset har vanligvis en sikkerhetsventil for å beskytte pakningen mot skade på grunn av trykket fra fettet som pumpes inn i krysset. Rilleforbindelsen (6) smøres ved hjelp av smørenippelen (5).
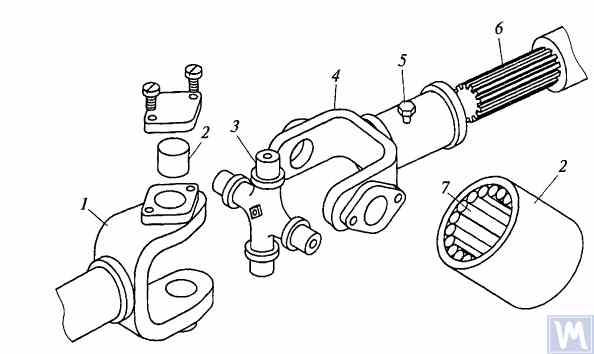
Figur 3. Detaljer om et stivt universalledd med ikke-uniform hastighet
Maksimal vinkel mellom aksene på aksler koblet sammen med stive universalledd med ujevn hastighet overstiger vanligvis ikke 20°, ettersom effektiviteten reduseres betydelig ved større vinkler. Hvis vinkelen mellom akselaksene varierer innenfor 0...2%, deformeres kryssets hengsler av nålelagrene, noe som fører til at universalleddet svikter raskt.
I girkassene til beltekjøretøy med høy hastighet brukes ofte universalledd med girkoblingstyper, som tillater overføring av dreiemoment mellom aksler med akser som krysser hverandre i vinkler på opptil 1,5...2°.
Drivakslene er vanligvis rørformede, med sømløse eller sveisede spesialrør av stål. Kardangleddenes åk, splineshylser eller spisser er sveiset til rørene. For å redusere tverrbelastningen på drivakselen utføres dynamisk balansering med kardangleddene montert. Ubalansen korrigeres ved å sveise balanseringsplater på drivakselen, eller noen ganger ved å montere balanseringsplater under kardangleddenes lagerdeksler. Den relative posisjonen til de splinestilte forbindelsesdelene etter montering og balansering av kardangakselen på fabrikken er vanligvis merket med spesielle etiketter.
Kompensasjonsforbindelsen til kardangdrevet er vanligvis laget i form av en splinesforbindelse som tillater aksial bevegelse av kardangdelene. Den består av en splinespiss som passer inn i kardangdrevets splinehylse. Smøring tilføres kardangforbindelsen gjennom en smørenippel eller påføres under montering og skiftes ut etter lengre tids bruk av kjøretøyet. En tetning og et deksel er vanligvis installert for å forhindre fettlekkasje og forurensning.
For lange drivaksler brukes vanligvis mellomlagre i kardangdrev. En mellomstøtte består vanligvis av en brakett som er boltet fast til kjøretøyets rammekryss, og i denne er det montert et kulelager i en elastisk gummiring. Lageret er forseglet på begge sider med lokk og har en smøreanordning. Den elastiske gummiringen bidrar til å kompensere for unøyaktigheter i monteringen og lagerskjevheter som kan oppstå på grunn av deformasjoner i rammen.
Et universalkryss med nålelager (figur 4a) består av åk, et kryss, nålelager og tetninger. Koppene med nålelagre er montert på tappene på krysset og forseglet med tetninger. Koppene festes i åkene med låseringer eller lokk som festes med skruer. Kardankryssene smøres gjennom en fettkobling via innvendige boringer i krysset. En sikkerhetsventil brukes for å eliminere for høyt oljetrykk i skjøten. Når det drivende åket roterer jevnt, roterer det drevne åket ujevnt: Det går frem og tilbake to ganger per omdreining. For å eliminere ujevn rotasjon og redusere treghetsbelastningen brukes to kardangledd.
I drivverket til de fremre drivhjulene er det installert universelle ledd med konstant hastighet. Konstanthastighetsleddet til GAZ-66 og ZIL-131 kjøretøy består av åk 2, 5 (figur 4b), fire kuler 7 og en sentral kule 8. Det drivende åket 2 er integrert med den indre akselakselen, mens det drevne åket er smidd sammen med den ytre akselakselen, i enden av hvilken hjulnavet er festet. Drivmomentet fra åk 2 til åk 5 overføres gjennom kuler 7, som beveger seg langs sirkulære spor i åkene. Den sentrale kulen 8 tjener til å sentrere åkene og holdes på plass av tappene 3, 4. Rotasjonsfrekvensen til åkene 2, 5 er den samme på grunn av mekanismens symmetri i forhold til åkene. Endringen i aksellengden sikres av de frie splinesforbindelsene mellom åkene og akselen.
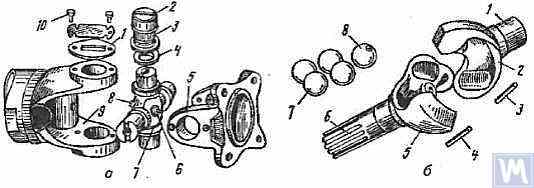
Figur 4. Kardangledd: a - kardangledd: 1 - hette; 2 - kopp; 3 - nålelager; 4 - tetning; 5, 9 - åk; 6 - sikkerhetsventil; 7 - kryss; 8 - smørefitting; 10 - skrue; b - kardangledd med konstant hastighet: 1 - indre akselaksel; 2 - drivende åk; 3, 4 - tapper; 5 - drevet åk; 6 - ytre akselaksel; 7 - kuler; 8 - midtkule
2. Funksjonsfeil på kardangdrevet
Feil på kardangdrevet viser seg vanligvis som kraftige støt i kardangleddene som oppstår når kjøretøyet er i bevegelse, spesielt ved girskift og plutselige økninger i motorens veivakselhastighet (for eksempel ved overgang fra motorbremsing til akselerasjon). Et tegn på at kardangleddet ikke fungerer som det skal, kan være at det varmes opp til høy temperatur (over 100 °C). Dette skjer på grunn av betydelig slitasje på foringene og tappene i kardangleddet, nålelagrene, kryssene og splinesforbindelsene, noe som resulterer i feil innretting av kardangleddet og betydelige aksiale belastninger på nålelagrene. Skader på korktetningene i kardankrysset fører til rask slitasje på tappen og lageret.
Under vedlikehold kontrolleres kardangdrevet ved å rotere drivakselen kraftig for hånd i begge retninger. Graden av fri rotasjon av akselen bestemmer slitasjen på kardangleddene og splined-forbindelsene. For hver 8-10 000 kilometer kontrolleres tilstanden til bolteforbindelsene til drivakselflensene til girkassen og drivakselen til hovedgiret med flensene til endekardangleddene og festingen av mellomstøtten til drivakselen. Tilstanden til gummistøvlene på splineforbindelsene og korktetningene på kardankrysset kontrolleres også. Alle festebolter må trekkes helt til (tiltrekkingsmoment 8-10 kgf-m).
Nålelagrene i kardangleddene smøres med flytende olje som brukes til transmisjonsenheter; splineforbindelser i de fleste kjøretøy smøres med fett (US-1, US-2, 1-13 osv.); bruk av fett til smøring av nålelagre er strengt forbudt. I noen kjøretøyer smøres splined-koblingene med transmisjonsolje. Det mellomliggende støttelageret, som er montert i en gummihylse, trenger praktisk talt ikke smøring, siden det smøres under monteringen på fabrikken. Støttelageret på ZIL-130-kjøretøyet smøres med fett gjennom en trykknippel i forbindelse med regelmessig vedlikehold (hver 1100-1700 km).
Figur 5. Kardandrev med kardangledd: 1 - flens for feste av drivaksel; 2 - kardangkryss; 3 - kardangåk; 4 - glideåk; 5 - drivakselrør; 6 - nålerullager med lukket ende
Kardandrevet består av to kardangledd med nålelagre, forbundet med en hulaksel, og et glideåk med splines. For å sikre pålitelig beskyttelse mot smuss og god smøring av kileforbindelsen, er glideåket (6), som er koblet til girkassens sekundæraksel (2), plassert i en forlengelse (1) som er festet til girkassehuset. I tillegg øker denne plasseringen av splinesforbindelsen (utenfor sonen mellom leddene) stivheten til kardangdrevet betydelig og reduserer sannsynligheten for akselvibrasjoner når den glidende splinesforbindelsen slites ut.
Drivakselen er laget av et tynnvegget, elektrisk sveiset rør (8), hvor to identiske åk (9) er presset inn i hver ende og deretter sveiset med lysbuesveising. Nålelagerhusene (18) på krysset (25) er presset inn i øyene på åkene (9) og er festet med fjærlåseringer (20). Hvert universalleddlager inneholder 22 nåler (21). Stemplede hetter (24) er presset inn på de utstikkende tappene på kryssene, hvor korkringer (23) er montert. Lagrene smøres ved hjelp av en vinkelformet smørenippel (17) som er skrudd inn i et gjenget hull i midten av krysset, koblet til gjennom kanaler i kryssets tapper. På motsatt side av universalleddkrysset er det plassert en sikkerhetsventil (16) i midten, som er utformet for å slippe ut overflødig fett ved fylling av krysset og lagrene, og for å forhindre trykkoppbygging inne i krysset under drift (ventilen aktiveres ved et trykk på omtrent 3,5 kg/cm²). Nødvendigheten av å inkludere en sikkerhetsventil skyldes at for stor trykkøkning inne i krysset kan føre til skade (ekstrudering) av korkforseglingene.
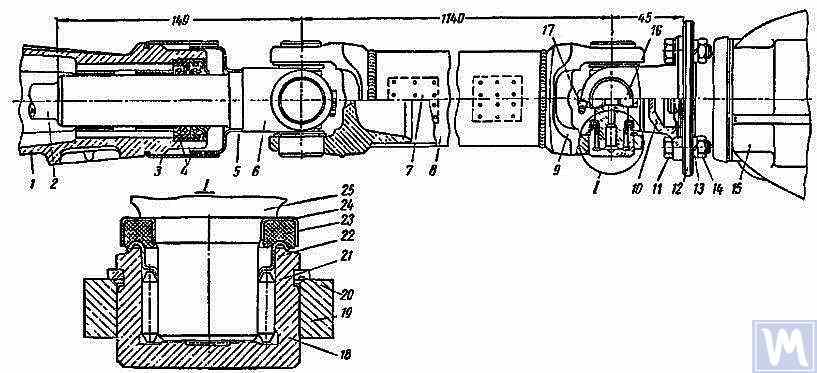
Figur 6. Montering av drivaksel: 1 - girkasseforlengelse; 2 - girkassens sekundæraksel; 3 og 5 - smussavvisere; 4 - gummipakninger; 6 - glidende åk; 7 - balanseringsplate; 8 - drivakselrør; 9 - åk; 10 - flenseåk; 11 - bolt; 12 - flens på bakakselens drivhjul; 13 - fjærskive; 14 - mutter; 15 - bakaksel; 16 - sikkerhetsventil; 17 - vinkelformet smørefitting; 18 - nålelager; 19 - åkøye; 20 - fjærholderring; 21 - nål; 22 - skive med toroidformet ende; 23 - korkring; 24 - stemplet hette; 25 - kryss
Drivakselen, montert med begge universalleddene, er nøye dynamisk balansert i begge ender ved å sveise balanseringsplater (7) til røret. Derfor må alle delene merkes nøye når akselen demonteres, slik at de kan monteres sammen igjen på sin opprinnelige posisjon. Hvis denne instruksjonen ikke følges, forstyrres akselens balanse, noe som forårsaker vibrasjoner som kan skade girkassen og kjøretøyets karosseri. Hvis individuelle deler slites ut, spesielt hvis røret bøyer seg på grunn av støt og det blir umulig å dynamisk balansere akselen etter montering, må hele akselen byttes ut.
Mulige feil på drivakselen, årsaker og løsninger
| Årsak til funksjonsfeil | Løsning |
|---|---|
| Vibrasjon i drivakselen | |
| 1. Bøying av akselen på grunn av en hindring | 1. Rett ut og balansér den monterte akselen dynamisk, eller bytt ut den monterte akselen |
| 2. Slitasje på lager og kryss | 2. Bytt ut lagrene og kryssene, og balansér den monterte akselen dynamisk |
| 3. Slitasje på forlengelsesbøssinger og glideåk | 3. Sett på plass forlengelsen og glideåket, og balansér den monterte akselen dynamisk. |
| Støt når du starter og kjører i friløp | |
| 1. Slitasje på glideåksplines eller sekundær girkasseaksel | 1. Skift ut slitte deler. Ved utskifting av glideåket må den monterte akselen balanseres dynamisk. |
| 2. Løse bolter som fester flensåket til bakakselens drivhjulsflens | 2. Stram til boltene |
| Oljesøl fra kardangpakninger | |
| Slitasje av korkringer i universaltetninger | Skift ut korkringene, og sørg for at alle drivakseldelene er i riktig posisjon under monteringen. Hvis det er slitasje på kryss og lagre, bytt ut lagrene og kryssene, og balansér den monterte akselen dynamisk. |
3. Balansering av drivaksel
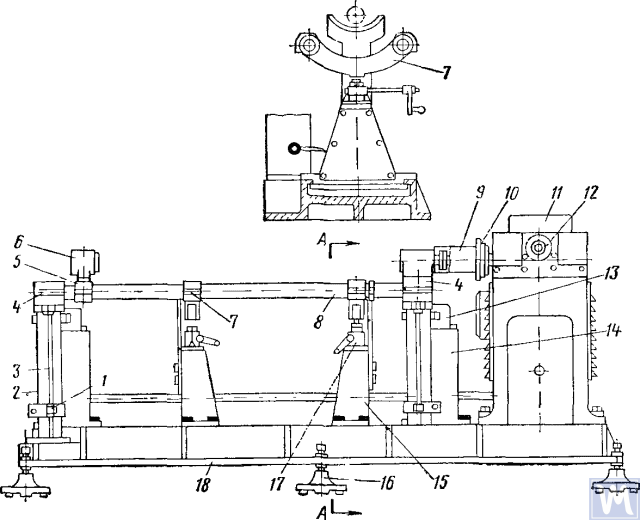
Etter at drivakselen er reparert og montert, balanseres den dynamisk på en maskin. Figur 7 viser en av balanseringsmaskinene. Maskinen består av en plate (18), en pendelramme (8) montert på fire vertikale elastiske stenger (3), som sørger for at den svinger i horisontalplanet. En brakett og en fremre spindel (9), festet på en brakett (4), er montert på de langsgående rørene på pendelrammen (8). Den bakre spindelstokken (6) er på en bevegelig travers (5), noe som muliggjør dynamisk balansering av drivaksler med ulik lengde. Spindeldokkens spindler er montert på presisjonskulelagre. Spindelen til den fremre spindeldokken (9) drives av en elektrisk motor som er installert i maskinbasen, gjennom en kilerem og en mellomaksel som det er montert en lem (10) (gradert skive) på. I tillegg er det montert to stativer (15) med uttrekkbare låsepinner (17) på maskinplaten (18), som sikrer fiksering av for- og bakenden av pendelrammen avhengig av balanseringen av drivakslens fremre eller bakre ende.
Figur 7. Dynamisk balanseringsmaskin for drivaksler
1-klemme; 2-dempere; 3-elastisk stang; 4-brakett; 5-flyttbar travers; 6-bakre hodestokk; 7-tverrstang; 8-pendulramme; 9-front kjørende hodestokk; 10-lem-skive; 11-millivoltmeter; 12-lem av kommutator-likretterakselen; 13-magnetoelektrisk sensor; 14-fast stativ; 15-fikseringsstativ; 16-støtte; 17-fikseringsapparat; 18-støtteplate
De faste stativene (14) er montert på baksiden av maskinplaten, og magnetoelektriske sensorer (13) er installert på dem, med stenger koblet til endene av pendelrammen. For å forhindre resonansvibrasjoner i rammen, er dempere (2) fylt med olje installert under brakettene (4).
Under dynamisk balansering monteres og festes drivakselenheten med glidegaket på maskinen. Den ene enden av drivakselen er koblet til flensen på den fremre drivende toppdokken med et flensgake, og den andre enden er koblet til den rillede hylsen på den bakre toppdokken med støttehalsen på glidegaket. Deretter kontrolleres drivakselens rotasjonslette, og den ene enden av maskinens pendelramme festes ved hjelp av fiksatoren. Etter at maskinen er startet, roteres likeretterens lem mot klokken, slik at millivoltmeternålen når sin maksimale avlesning. Millivoltmeteravlesningen tilsvarer størrelsen på ubalansen. Millivoltmeterskalaen er gradert i gramcentimeter eller gram motvekt. Ved å fortsette å rotere likeretterens lem mot klokken, bringes millivoltmeteravlesningen til null, og maskinen stoppes. Basert på likeretterens lemavlesning bestemmes vinkelforskyvningen (vinkelen på ubalanseforskyvningen), og ved å rotere drivakselen manuelt stilles denne verdien inn på den mellomliggende akselen. Sveisestedet for balanseringsplaten vil være på toppen av drivakselen, og den vektede delen vil være på bunnen i korreksjonsplanet. Deretter festes balanseringsplaten og bindes med tynn tråd i en avstand på 10 mm fra sveisen, maskinen startes, og balansen mellom drivakselenden og platen kontrolleres. Ubalansen skal ikke være mer enn 70 g cm. Deretter, ved å løsne den ene enden og feste den andre enden av pendelrammen med fikseringsstativet, utføres dynamisk balansering av den andre enden av drivakselen i henhold til den teknologiske sekvensen beskrevet ovenfor.
Drivaksler har noen balanseringsfunksjoner. For de fleste deler er basen for dynamisk balansering støttehalsene (f.eks. rotorer i elektriske motorer, turbiner, spindler, veivaksler osv.), men for drivaksler er det flensene som er utgangspunktet. Under monteringen er det uunngåelig at det oppstår mellomrom i ulike forbindelser, noe som fører til ubalanse. Hvis det ikke er mulig å oppnå den minste ubalansen under balanseringen, blir akselen avvist. Nøyaktigheten ved balansering påvirkes av følgende faktorer:
- Spalte i forbindelsen mellom drivakselflensens landingsbelte og det innvendige hullet i klemmeflensen på venstre og høyre bærebjelke;
- Radial- og endeutslag på flensens grunnflater;
- Gap i hengslene og kileforbindelsene. Tilstedeværelsen av fett i hulrommet i kileforbindelsen kan føre til "flytende" ubalanse. Hvis det hindrer oppnåelse av nødvendig balanseringsnøyaktighet, balanseres drivakselen uten fett.
Noen ubalanser kan være helt ukorrigerbare. Hvis det observeres økt friksjon i kardangleddene på drivakselen, øker den gjensidige påvirkningen av korreksjonsplanene. Dette fører til en reduksjon i balanseringens ytelse og nøyaktighet.
I henhold til OST 37.001.053-74 er følgende ubalansestandarder etablert: drivaksler med to ledd (to-ledd) balanseres dynamisk, og med tre (tre-ledd) – montert med mellomliggende støtte; flensene (gaffelen) på drivaksler og koblinger som veier mer enn 5 kg balanseres statisk før montering av akselen eller koblingen; de gjenværende ubalansestandardene for drivaksler i hver ende eller ved mellomliggende støtte for treleddede drivaksler evalueres ved spesifikk ubalanse;
Maksimal tillatt spesifikk restubalanse i hver ende av akselen eller ved mellomstøtten, samt for treleddede drivaksler i enhver posisjon på balanseringsstativet, skal ikke overstige: for girkasser til personbiler og små lastebiler (opptil 1 tonn) og svært små busser – 6 g-cm/kg, for resten – 10 g-cm/kg. Maksimal tillatt restubalanse for drivakselen eller treleddede drivakselen skal sikres på balanseringsstativet med en rotasjonsfrekvens som tilsvarer deres frekvenser i girkassen ved maksimal kjøretøyhastighet.
For drivaksler og treleddede drivaksler på lastebiler med en lastekapasitet på 4 tonn og over, små og store busser, er det tillatt med en reduksjon i rotasjonsfrekvensen på balanseringsstativet til 70% av drivakslenes rotasjonsfrekvens ved maksimal kjøretøyhastighet. I henhold til OST 37.001.053-74 skal balanseringsrotasjonsfrekvensen til drivakslene være lik:
nb = (0,7 ... 1,0) nr,
hvor nb – balanserende rotasjonsfrekvens (bør samsvare med de viktigste tekniske dataene for stativet, n=3000 min-1; nr – maksimal arbeidsrotasjonsfrekvens, min-1.
I praksis kan drivakselen ikke balanseres ved den anbefalte rotasjonsfrekvensen på grunn av spalten i leddene og splinesforbindelsene. I dette tilfellet velges en annen rotasjonsfrekvens, der den balanserer.
4. Moderne balanseringsmaskiner for drivaksler

Figur 8. Balanseringsmaskin for drivaksler som er opptil 2 meter lange og veier opptil 500 kg
Modellen har 2 stativer og gjør det mulig å balansere i 2 korreksjonsplan.
Balanseringsmaskin for drivaksler med en lengde på opptil 4200 mm og en vekt på opptil 400 kg

Figur 9. Balanseringsmaskin for drivaksler med en lengde på opptil 4200 mm og en vekt på opptil 400 kg
Modellen har 4 stativer og gjør det mulig å balansere i 4 korreksjonsplan samtidig.
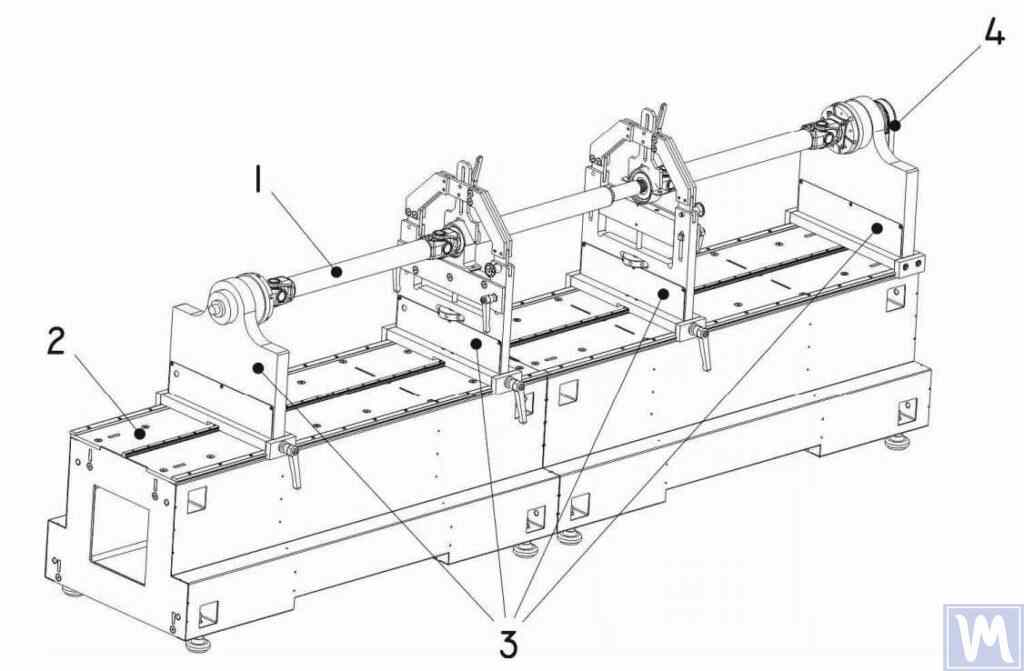
Figur 10. Horisontal avbalanseringsmaskin med harde lagre for dynamisk balansering av drivaksler
1 - Balanseringselement (drivaksel); 2 - Maskinbase; 3 - Maskinstøtter; 4 - Maskindrift; Strukturelementene til maskinstøttene er vist i figur 9.
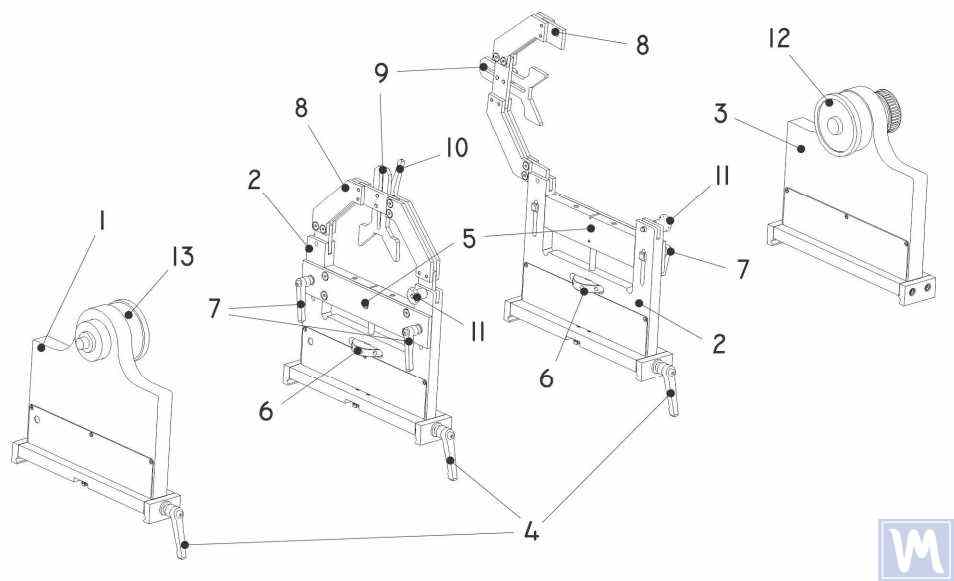
Figur 11. Maskinens støtteelementer for dynamisk balansering av drivaksler
1 - Venstre ikke-justerbar støtte; 2 - Mellomliggende justerbar støtte (2 stk.); 3 - Høyre ikke-justerbar fast støtte; 4 - Låsehåndtak for støtteramme; 5 - Bevegelig støtteplattform; 6 - Vertikal justeringsmutter for støtte; 7 - Låsehåndtak for vertikal posisjon; 8 - Støtteklemmebrakett; 9 - Bevegelig klemme for mellomlager; 10 - Låsehåndtak for klemme; 11 - Låsehåndtak for klemmebrakett; 12 - Drivspindel (fremre) for montering av element; 13 - Drevet spindel
5. Forberedelse for balansering av drivaksel
Nedenfor tar vi for oss oppsettet av maskinstøttene og monteringen av balanseringselementet (drivaksel med fire støtter) på maskinstøttene.
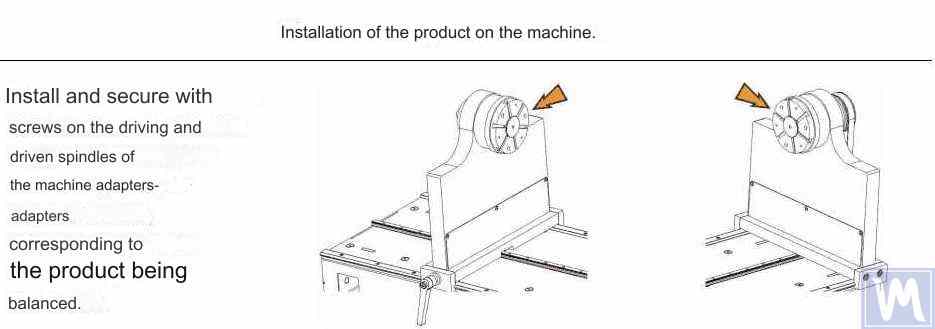
Figur 12. Installasjon av overgangsflenser på avbalanseringsmaskinens spindler
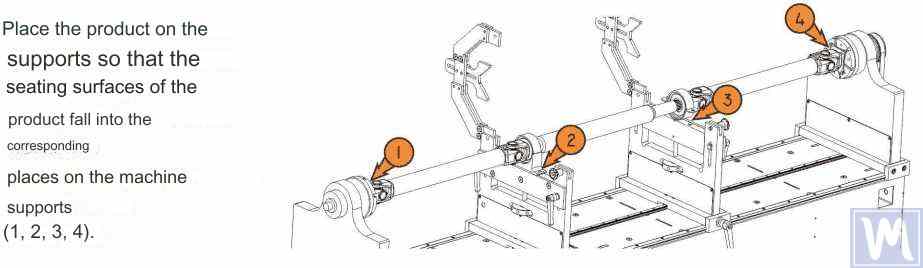
Figur 13. Installasjon av drivakselen på avbalanseringsmaskinens støtter
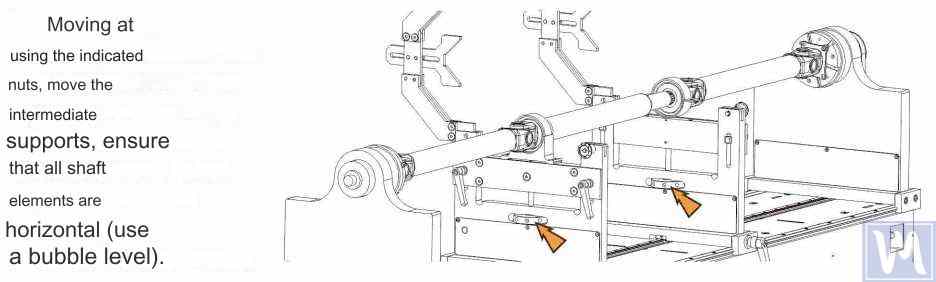
Figur 14. Horisontal nivellering av drivakselen på avbalanseringsmaskinens støtter ved hjelp av et vaterpass
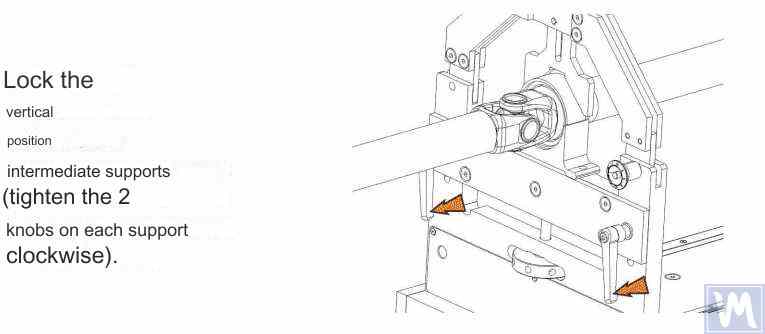
Figur 15. Feste mellomstøttene på balanseringsmaskinen for å hindre vertikal forskyvning av drivakselen
Roter gjenstanden manuelt en hel omdreining. Kontroller at det roterer fritt og uten å sette seg fast i støttene. Etter dette er den mekaniske delen av maskinen satt opp, og elementinstallasjonen er fullført.
6. Prosedyre for balansering av drivaksel
Prosessen med balansering av drivakselen på balanseringsmaskinen vil bli gjennomgått ved hjelp av målesystemet Balanset-4 som et eksempel. Balanset-4 er et bærbart balanseringssett som er utviklet for balansering i ett, to, tre og fire korreksjonsplan av rotorer som enten roterer i sine egne lagre eller er montert på en balanseringsmaskin. Enheten inneholder opptil fire vibrasjonssensorer, en fasevinkelsensor, en firekanals måleenhet og en bærbar datamaskin.
Hele avbalanseringsprosessen, inkludert måling, behandling og visning av informasjon om størrelsen på og plasseringen av korrigerende vekter, utføres automatisk og krever ikke at brukeren har ytterligere ferdigheter eller kunnskaper utover de medfølgende instruksjonene. Resultatene av alle balanseringsoperasjoner lagres i balanseringsarkivet og kan skrives ut som rapporter om nødvendig. I tillegg til balansering kan Balanset-4 også brukes som et vanlig vibro-tachometer, med mulighet for måling på fire kanaler av RMS-verdien (Root Mean Square) for total vibrasjon, RMS for den roterende vibrasjonskomponenten og kontroll av rotorens rotasjonsfrekvens.
Videre kan enheten vise grafer over tidsfunksjonen og vibrasjonsspekteret etter vibrasjonshastighet, noe som kan være nyttig for å vurdere den tekniske tilstanden til den balanserte maskinen.

Figur 16. Utvendig visning av Balanset-4-enheten for bruk som måle- og databehandlingssystem for drivakselbalanseringsmaskinen

Figur 17. Eksempel på bruk av Balanset-4-enheten som måle- og datasystem for drivakselbalanseringsmaskinen
Figur 18. Brukergrensesnitt for Balanset-4-enheten
Balanset-4-enheten kan utstyres med to typer sensorer – vibrasjonsakselerometre for måling av vibrasjon (vibrasjonsakselerasjon) og kraftsensorer. Vibrasjonssensorer brukes til drift på balanseringsmaskiner av postresonanstypen, mens kraftsensorer brukes til maskiner av preresonanstypen.
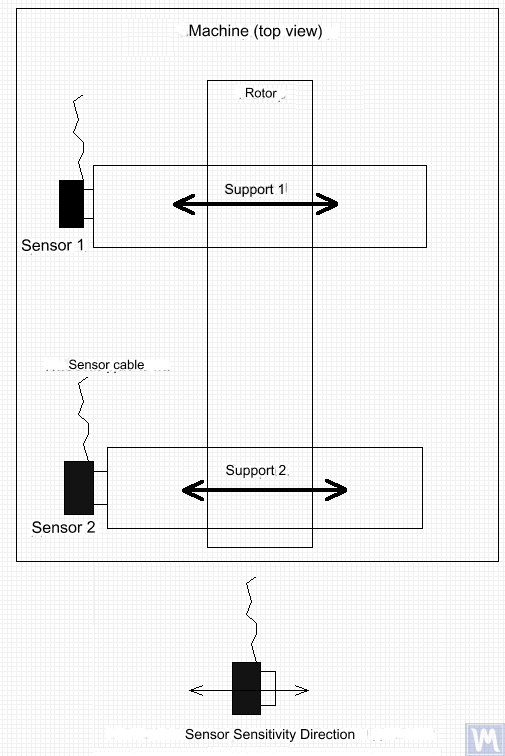
Figur 19. Installasjon av Balanset-4-vibrasjonssensorer på støttene til balanseringsmaskinen
Retningen på sensorenes følsomhetsakse skal samsvare med retningen på støttens vibrasjonsforskyvning, i dette tilfellet – horisontal. For ytterligere informasjon om sensorinstallasjon, se BALANSERING AV ROTORER UNDER DRIFTSFORHOLD. Installasjonen av kraftsensorer avhenger av maskinens designfunksjoner.
- Monter vibrasjonssensorene 1, 2, 3, 4 på støttene til balanseringsmaskinen.
- Koble vibrasjonssensorene til kontaktene X1, X2, X3, X4.
- Monter fasevinkelsensoren (laserturteller) 5 slik at det nominelle gapet mellom den radiale overflaten (eller endeflaten) på den balanserte rotoren og sensorhuset ligger i området 10 til 300 mm.
- Fest et refleksmerke med en bredde på minst 10-15 mm på rotoroverflaten.
- Koble fasevinkelsensoren til kontakt X5.
- Koble måleenheten til datamaskinens USB-port.
- Når du bruker nettstrøm, kobler du datamaskinen til strømforsyningsenheten.
- Koble strømforsyningsenheten til et 220 V, 50 Hz-nettverk.
- Slå på datamaskinen og velg programmet "BalCom-4".
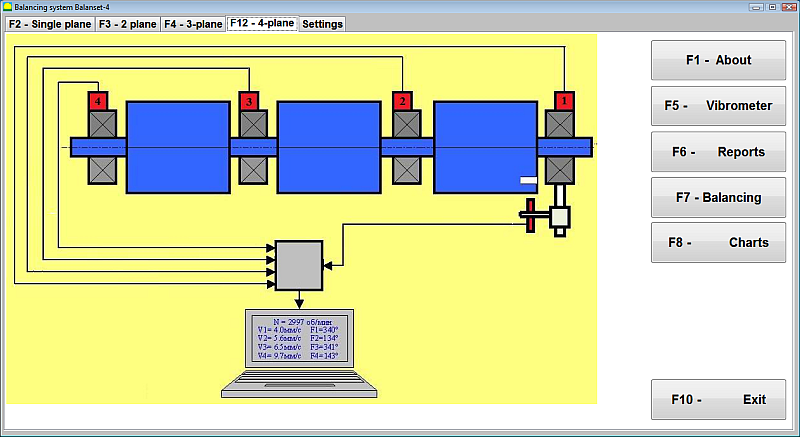
- Trykk på knappen "F12-four-plane" (eller funksjonstasten F12 på datamaskinens tastatur) for å velge modus for samtidig måling av vibrasjoner i fire plan ved hjelp av vibrasjonssensorene 1, 2, 3, 4, som er koblet til henholdsvis inngangene X1, X2, X3 og X4 på måleenheten.
- Et mnemoteknisk diagram som illustrerer prosessen med å måle vibrasjoner samtidig på fire målekanaler (eller prosessen med å balansere i fire plan), vises på dataskjermen, som vist i figur 16.
Før du utfører balansering, anbefales det å foreta målinger i vibrometermodus (F5-knappen).
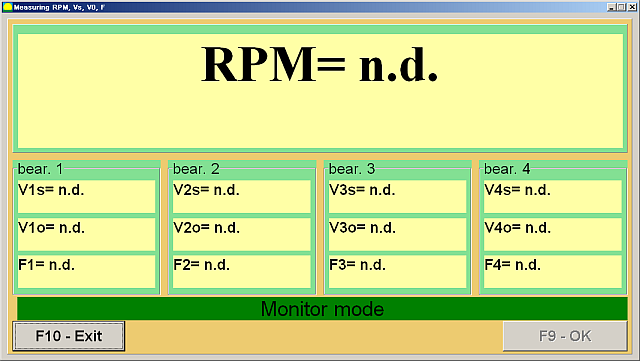
Figur 20. Målinger i vibrometermodus
Hvis den totale vibrasjonsstørrelsen V1s (V2s) omtrent samsvarer med rotasjonskomponentens størrelse V1o (V2o), kan det antas at hovedbidraget til mekanismens vibrasjon skyldes ubalanse i rotoren. Hvis den totale vibrasjonsstørrelsen V1s (V2s) overstiger rotasjonskomponenten V1o (V2o) betydelig, anbefales det å inspisere mekanismen – sjekk lagrenes tilstand, sørg for sikker montering på fundamentet, verifiser at rotoren ikke berører stasjonære deler under rotasjon, og vurder påvirkningen av vibrasjoner fra andre mekanismer, osv.
Det kan være nyttig å studere tidsfunksjonsgrafene og vibrasjonsspektrene som er oppnådd i modusen «Grafer-spektralanalyse» her.
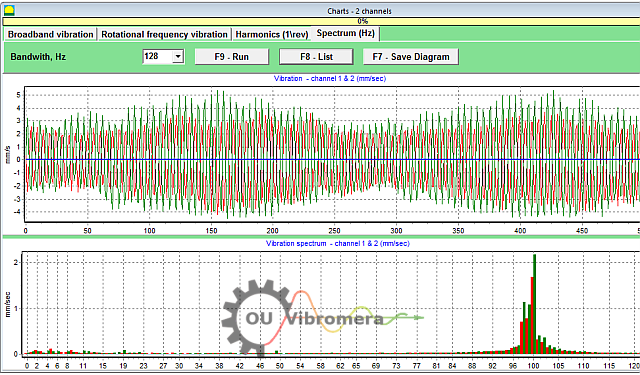
Figur 21. Vibrasjonstidsfunksjon og spektrumdiagrammer
Grafen viser ved hvilke frekvenser vibrasjonsnivåene er høyest. Hvis disse frekvensene avviker fra rotasjonsfrekvensen til den balanserte mekanismens rotor, er det nødvendig å identifisere kildene til disse vibrasjonskomponentene og iverksette tiltak for å eliminere dem før balansering.
Det er også viktig å være oppmerksom på stabiliteten til avlesningene i vibrometermodus - amplituden og fasen til vibrasjonen bør ikke endres med mer enn 10-15% under målingen. Ellers kan det hende at mekanismen opererer i nærheten av et resonansområde. I dette tilfellet bør rotorhastigheten justeres.
Når man utfører fireplansbalansering i "Primær"-modus, kreves det fem kalibreringskjøringer og minst én verifiseringskjøring av den balanserte maskinen. Vibrasjonsmåling under den første maskinkjøringen uten prøvevekt utføres i arbeidsområdet "Fireplansbalansering". Påfølgende kjøringer utføres med en prøvevekt, sekvensielt montert på drivakselen i hvert korreksjonsplan (i området for hver balanseringsmaskinstøtte).
Før hver påfølgende kjøring bør følgende trinn utføres:
- Stopp rotasjonen til den balanserte maskinens rotor.
- Fjern den tidligere installerte prøvevekten.
- Monter prøvevekten i neste plan.
Figur 23. Arbeidsområde for balansering av fire plan
Etter at hver måling er fullført, vil resultatene av rotorens rotasjonsfrekvens (Nob), samt RMS-verdiene (Vo1, Vo2, Vo3, Vo4) og fasene (F1, F2, F3, F4) av vibrasjonen ved rotasjonsfrekvensen til den balanserte rotoren lagres i de tilsvarende feltene i programvinduet. Etter den femte kjøringen (Vekt i plan 4) vises arbeidsområdet "Balanserende vekter" (se figur 24), som viser de beregnede verdiene for massene (M1, M2, M3, M4) og installasjonsvinklene (f1, f2, f3, f4) av de korrigerende vektene som må monteres på rotoren i fire plan for å kompensere for ubalansen.
Figur 24. Arbeidsområde med beregnede parametere for korrigerende vekter i fire plan
Viktig! Etter at måleprosessen er fullført under den femte kjøringen av den balanserte maskinen, er det nødvendig å stoppe rotorens rotasjon og fjerne den tidligere installerte prøvevekten. Først etter dette kan du fortsette med å installere (eller fjerne) korrigeringsvektene på rotoren.
Vinkelposisjonen for å legge til (eller fjerne) korrigeringsvekten på rotoren i polarkoordinatsystemet måles fra plasseringen av prøvevekten. Vinkelmåleretningen sammenfaller med rotorens rotasjonsretning. Ved balansering med blader, sammenfaller bladet på den balanserte rotoren, betinget ansett som det første bladet, med plasseringen av prøvevekten. Nummereringsretningen til bladene som er angitt på dataskjermen, følger rotorens rotasjonsretning.
I denne versjonen av programmet antas det som standard at korrigeringsvekten legges til rotoren. Dette indikeres av merket som er satt i feltet "Legg til". Hvis det er nødvendig å korrigere ubalansen ved å fjerne vekten (f.eks. ved boring), setter du merket i feltet "Fjern" med musen, hvoretter vinkelposisjonen til korrigeringsvekten automatisk endres med 180 grader.
Etter at du har installert korrigeringsvektene på den balanserte rotoren, trykker du på knappen «Avslutt – F10» (eller funksjonstasten F10 på tastaturet) for å gå tilbake til det forrige arbeidsområdet «Fireplansbalansering» og kontrollere effektiviteten til balanseringsoperasjonen. Etter at verifiseringskjøringen er fullført, vises resultatene av rotorens rotasjonsfrekvens (Nob) og RMS-verdiene (Vo1, Vo2, Vo3, Vo4) og faser (F1, F2, F3, F4) av vibrasjonen ved rotasjonsfrekvensen til den balanserte rotoren lagres. Samtidig vises arbeidsområdet "Balanseringsvekter" (se figur 21) over arbeidsområdet "Fireplansbalansering", og viser de beregnede parametrene for ytterligere korrigeringsvekter som må installeres (eller fjernes) på rotoren for å kompensere for den gjenværende ubalansen. I tillegg viser dette arbeidsområdet verdiene for den gjenværende ubalansen som oppnås etter balansering. Hvis verdiene for gjenværende vibrasjon og/eller gjenværende ubalanse for den balanserte rotoren oppfyller toleransekravene spesifisert i den tekniske dokumentasjonen, kan balanseringsprosessen fullføres. Ellers kan balanseringsprosessen fortsettes. Denne metoden tillater korrigering av mulige feil gjennom suksessive tilnærminger som kan oppstå ved installasjon (fjerning) av korrigeringsvekten på den balanserte rotoren.
Hvis balanseringsprosessen fortsetter, må det monteres (eller fjernes) ytterligere korrigerende vekter på den balanserte rotoren i henhold til parameterne som er spesifisert i arbeidsområdet «Balanseringsvekter».
Knappen «Koeffisienter – F8» (eller funksjonstasten F8 på tastaturet) brukes til å vise og lagre rotorbalanseringskoeffisientene (dynamiske påvirkningskoeffisienter) beregnet fra resultatene av de fem kalibreringskjøringene i datamaskinens minne.
7. Anbefalte avbalanseringsnøyaktighetsklasser for stive rotorer
Tabell 2. Anbefalte avbalanseringsnøyaktighetsklasser for stive rotorer.

Anbefalte avbalanseringsnøyaktighetsklasser for stive rotorer
| Typer maskiner (rotorer) | Balanserende nøyaktighetsklasse | Verdi eper Ω mm/s |
|---|---|---|
| Veivaksler (strukturelt ubalanserte) for store lavhastighets marine dieselmotorer (stempelhastighet mindre enn 9 m/s) | G 4000 | 4000 |
| Veivaksler (strukturelt balanserte) for store marine dieselmotorer med lav hastighet (stempelhastighet mindre enn 9 m/s) | G 1600 | 1600 |
| Veivaksler (strukturelt ubalanserte) på vibrasjonsisolatorer | G 630 | 630 |
| Veivaksler (strukturelt ubalanserte) på stive støtter | G 250 | 250 |
| Stempelmotorer montert for personbiler, lastebiler og lokomotiver | G 100 | 100 |
| Bildeler: hjul, felger, hjulsett, girkasser | ||
| Veivaksler (strukturelt balanserte) på vibrasjonsisolatorer | G 40 | 40 |
| Landbruksmaskiner | G 16 | 16 |
| Veivaksler (balanserte) på stive støtter | ||
| Knusere | ||
| Drivaksler (drivaksler, skrueaksler) | ||
| Gassturbiner for fly | G 6.3 | 6.3 |
| Sentrifuger (separatorer, settlere) | ||
| Elektriske motorer og generatorer (med en akselhøyde på minst 80 mm) med en maksimal nominell rotasjonshastighet på opptil 950 min.-1 | ||
| Elektriske motorer med en akselhøyde på mindre enn 80 mm | ||
| Vifter | ||
| Girdrev | ||
| Allsidige maskiner | ||
| Maskiner for skjæring av metall | ||
| Maskiner for papirproduksjon | ||
| Pumper | ||
| Turbolader | ||
| Vannturbiner | ||
| Kompressorer | ||
| Datastyrte drivenheter | G 2,5 | 2.5 |
| Elektriske motorer og generatorer (med en akselhøyde på minst 80 mm) med en maksimal nominell rotasjonshastighet på over 950 min.-1 | ||
| Gass- og dampturbiner | ||
| Drivverk for metallskjæremaskiner | ||
| Tekstilmaskiner | ||
| Stasjoner for lyd- og videoutstyr | G 1 | 1 |
| Drivverk for slipemaskiner | ||
| Spindler og drivverk til høypresisjonsutstyr | G 0,4 | 0.4 |
Ofte stilte spørsmål om balansering av drivaksel
Hva er balansering av drivakselen?
Balansering av drivakselen er prosessen med å korrigere enhver masseubalanse i en drivaksel slik at den roterer jevnt uten å forårsake vibrasjoner. Dette innebærer å måle hvor akselen er tyngre på den ene siden og deretter legge til eller fjerne små mengder vekt (for eksempel sveise på balanseringsvekter) for å motvirke denne ubalansen. En balansert drivaksel går jevnt, noe som forhindrer overdreven vibrasjon og slitasje på kjøretøykomponenter.
Hvorfor er det viktig å balansere drivakselen?
En ubalansert drivaksel kan føre til sterke vibrasjoner, spesielt ved visse hastigheter, og kan forårsake klonkende lyder under akselerasjon eller girskift. Over tid kan disse vibrasjonene skade lagre, universalledd og andre drivverkskomponenter. Balansering av drivakselen eliminerer disse vibrasjonene, noe som sikrer en jevnere kjøring, reduserer belastningen på deler og forhindrer kostbare skader eller nedetid.
Hva er vanlige symptomer på en ubalansert drivaksel?
Typiske symptomer på en ubalansert eller defekt drivaksel inkluderer merkbar vibrasjon eller risting i bilgulvet eller setet, spesielt når hastigheten øker. Du kan også høre banke- eller skranglingslyder når du girer eller under akselerasjon og nedbremsing. I noen tilfeller kan universalleddet overopphetes på grunn av ubalanse. Hvis du observerer disse tegnene, er det sannsynlig at drivakselen trenger balansering eller reparasjon.
Hvordan balanserer man en drivaksel?
Balansering av drivakselen gjøres vanligvis ved hjelp av en spesialisert balanseringsmaskin. Drivakselen monteres og roteres med høy hastighet mens sensorer oppdager eventuell ubalanse. En tekniker fester deretter små vekter til drivakselen (eller fjerner materiale) på bestemte posisjoner basert på maskinens avlesninger. Denne prosessen gjentas til drivakselen roterer uten betydelig vibrasjon. Moderne systemer som Balanset-4 kan veilede denne prosessen og beregne nøyaktig hvor og hvor mye vekt som skal legges til for presis balansering.
Konklusjon
Avslutningsvis er riktig balansering av drivakselen avgjørende for sikkerhet, ytelse og kostnadsbesparelser. Ved å oppdage og korrigere ubalanse forhindrer du unødvendig slitasje på deler, unngår skadelige havarier og opprettholder optimal maskinytelse. Moderne balanseringssystemer som våre Balanset-1- og Balanset-4-enheter gjør prosessen effektiv, og hjelper selv små verksteder med å oppnå profesjonelle resultater.
Hvis du opplever vedvarende vibrasjoner i drivakselen eller trenger en pålitelig balanseringsløsning, ikke nøl med å handle. Følg trinnene som er beskrevet i denne veiledningen, eller ta kontakt med våre eksperter for å få hjelp. Med riktig tilnærming og utstyr kan du sikre at drivakselen din går jevnt og pålitelig i årene som kommer. Kontakt oss for å lære mer eller utforske det beste utstyret for balansering av drivakselen for dine behov.
0 Comments