






3. Nõuded tasakaalustusmasinate põhiüksuste ja -mehhanismide konstruktsioonile 3.1. Laagrid 3.1.1. Laagrite projekteerimise teoreetilised alused
Eelmises punktis käsitleti üksikasjalikult tasakaalustusmasinate pehme laagri ja kõva laagri tugede peamisi konstruktsioonilahendusi. Oluline parameeter, mida projekteerijad peavad nende tugede projekteerimisel ja valmistamisel arvesse võtma, on nende võnkesagedused. See on oluline, sest mitte ainult tugede vibratsiooni amplituudi (tsüklilise deformatsiooni), vaid ka vibratsiooni faasi mõõtmine on vajalik masinate mõõte- ja arvutussüsteemide abil korrigeerivate raskuste parameetrite arvutamiseks.
Kui toe omane sagedus langeb kokku tasakaalustatud rootori pöörlemissagedusega (toe resonants), on vibratsiooni amplituudi ja faasi täpne mõõtmine praktiliselt võimatu. Seda näitavad selgelt graafikud, mis näitavad toe võnkumiste amplituudi ja faasi muutusi tasakaalustatud rootori pöörlemissageduse funktsioonina (vt joonis 3.1).
Nendest graafikutest järeldub, et kui tasakaalustatud rootori pöörlemissagedus läheneb toe võnkumiste loodussagedusele (st kui suhe fp/fo on lähedal 1), suureneb oluliselt toe resonantsvõnkumiste amplituud (vt joonis 3.1.a). Samal ajal näitab graafik 3.1.b, et resonantspiirkonnas muutub järsult faasinurk ∆F°, mis võib ulatuda kuni 180°.
Teisisõnu, mis tahes mehhanismi tasakaalustamisel resonantspiirkonnas võivad isegi väikesed muutused selle pöörlemissageduses põhjustada märkimisväärset ebastabiilsust selle vibratsiooni amplituudi ja faasi mõõtmistulemustes, mis viib vigade tekkimiseni korrigeerivate kaalude parameetrite arvutamisel ja mõjutab negatiivselt tasakaalustamise kvaliteeti.
Ülaltoodud graafikud kinnitavad varasemaid soovitusi, et kõva laagriga masinate puhul peaks rootori töösageduse ülemine piir olema (vähemalt) 2-3 korda madalam kui toe loodussagedus, fo. Pehme laagriga masinate puhul peaks tasakaalustatud rootori lubatud töösageduste alumine piir olema (vähemalt) 2-3 korda suurem kui toe loodussagedus.
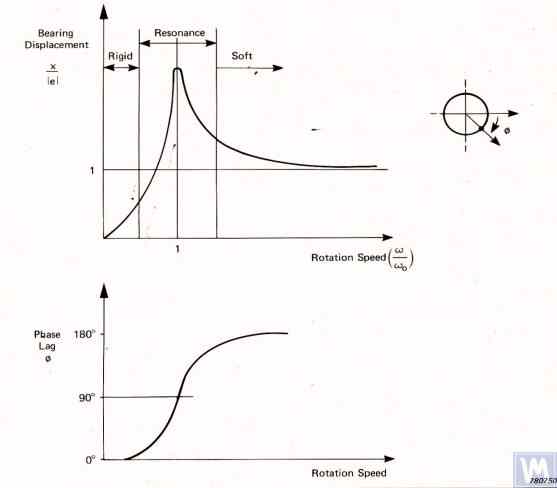
Joonis 3.1. Graafikud, mis näitavad tasakaalustusmasina toe suhtelise amplituudi ja faasi muutusi pöörlemissageduse muutumise funktsioonina.
Arvestades esitatud teavet, ei ole soovitatav masinat kasutada selle tugede resonantspiirkonnas (joonisel 3.1 punase värviga esile tõstetud). Joonisel 3.1 esitatud graafikud näitavad ka seda, et samade rootori tasakaalustamatuste korral on tegelikud vibratsioonid Soft Bearing masina tugede puhul oluliselt väiksemad kui Soft Bearing masina tugedel esinevad vibratsioonid.
Sellest järeldub, et kõvade laagermasinate tugede vibratsiooni mõõtmiseks kasutatavad andurid peavad olema tundlikumad kui pehmete laagermasinate omad. Seda järeldust toetab hästi andurite kasutamise tegelik praktika, mis näitab, et absoluutsed vibratsiooniandurid (vibrokiiruse ja/või vibratsioonikiiruse andurid), mida kasutatakse edukalt pehme laagri tasakaalustusmasinates, ei suuda sageli saavutada vajalikku tasakaalustatuse kvaliteeti kõva laagri masinatel.
Nende masinate puhul on soovitatav kasutada suhtelisi vibratsiooniandureid, näiteks jõuandureid või väga tundlikke nihkeandureid.
3.1.2. Tugede loomuliku sageduse hindamine arvutusmeetodite abil
Projekteerija võib teha ligikaudse (hinnangulise) arvutuse tugi fo loodussageduse kohta, kasutades valemit 3.1, käsitledes seda lihtsustatult ühe vabadusastmega vibratsioonisüsteemina, mida (vt joonis 2.19.a) kujutab mass M, mis võngub jäikuse K korral vedru peal.
fo=2π1MK(3.1)
Sümmeetrilise laagritevahelise rootori arvutustes kasutatud massi M saab ligikaudselt arvutada valemiga 3.2.
M=Mo+nMr(3.2) kus Mo on toe liikuva osa mass kilogrammides; Mr on tasakaalustatud rootori mass kilogrammides; n on tasakaalustamises osalevate masina tugede arv.
Toe jäikus K arvutatakse valemi 3.3 abil, mis põhineb eksperimentaalsete uuringute tulemustel, mis hõlmavad toe deformatsiooni ΔL mõõtmist, kui seda koormatakse staatilise jõuga P (vt joonised 3.2.a ja 3.2.b).
K=ΔLP(3.3) kus ΔL on toe deformatsioon meetrites; P on staatiline jõud njuutonites.
Koormusjõu P suurust saab mõõta jõumõõturiga (nt dünamomeetriga). Toe nihkumine ΔL määratakse lineaarsete nihete mõõtmise seadmega (nt mõõteriistaga).
3. Nõuded tasakaalustusmasinate põhiüksuste ja -mehhanismide konstruktsioonile 3.1. Laagrid 3.1.2. Tugede loomuliku sageduse arvutamine arvutuslikel meetoditel
Tugede loodussageduste arvutusi eespool kirjeldatud arvutusskeemi abil saab teha kahes suunas:
Tugede loodussageduste arvutamiseks vertikaalsuunas on vaja kasutada keerukamat arvutusmeetodit, mis (lisaks tugede ja tasakaalustatud rootori enda parameetritele) peab arvesse võtma ka raami parameetreid ja masina vundamendile paigaldamise eripärasid. Seda meetodit käesolevas väljaandes ei käsitleta. Valemi 3.1 analüüs võimaldab anda mõned lihtsad soovitused, mida masina projekteerijad peaksid oma praktilises tegevuses arvesse võtma. Eelkõige saab toe loodussagedust muuta, muutes selle jäikust ja/või massi. Jäikuse suurendamine suurendab toe loodussagedust, samas kui massi suurendamine vähendab seda. Need muutused on mittelineaarses, ruudukujuliselt pöördvõrdelises seoses. Näiteks toe jäikuse kahekordistamine suurendab selle omastussagedust ainult 1,4 korda. Samamoodi vähendab toe liikuva osa massi kahekordistamine selle omane sagedus ainult 1,4 korda.
3.1.3. Katsemeetodid tugede loomuliku sageduse määramiseks
Arvestades, et eespool käsitletud tugede loodussageduste arvutamine lihtsustatud meetodi abil võib põhjustada olulisi vigu, eelistab enamik amatöörarendajaid määrata need parameetrid eksperimentaalsete meetoditega. Selleks kasutavad nad tasakaalustusmasinate kaasaegsete vibratsioonimõõtesüsteemide, sealhulgas "Balanset" seeria seadmete võimalusi.
3.1.3.1. Tugede loodussageduste määramine löögiärrituse meetodil
Löögiärrituse meetod on kõige lihtsam ja levinum viis tugi või mis tahes muu masinaosa võnkumiste loodussageduse määramiseks. See põhineb asjaolul, et kui mis tahes objekti, näiteks kellu (vt joonis 3.3), ergastatakse löökidega, avaldub selle reaktsioon järk-järgult kahaneva võnkumisvastusena. Vibratsioonisignaali sagedus on määratud objekti struktuuriliste omadustega ja vastab selle loomulikule võnkesagedusele. Löögivärinate tekitamiseks võib kasutada mis tahes rasket tööriista, näiteks kummist haamrit või tavalist haamrit.
Joonis 3.3. Eseme loodussageduste määramiseks kasutatav löögi ergutuse skeem
Vasara mass peaks olema ligikaudu 10% ergastatava objekti massist. Vibratsioonivastuse jäädvustamiseks tuleks uuritavale objektile paigaldada vibratsiooniandur, mille mõõtmistelg on joondatud löögi ergutussuunaga. Mõnel juhul võib objekti vibratsioonivastuse tajumiseks kasutada andurina müra mõõtmise seadme mikrofoni.
Andur muudab objekti vibratsioonid elektriliseks signaaliks, mis saadetakse seejärel mõõtevahendisse, näiteks spektrianalüsaatori sisendisse. See seade salvestab aegfunktsiooni ja langeva vibratsiooniprotsessi spektri (vt joonis 3.4), mille analüüs võimaldab määrata objekti loomuliku vibratsiooni sageduse (sagedused).
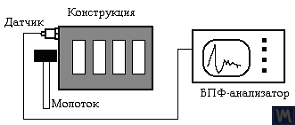
Joonis 3.4. Diagramm objekti loomuliku vibratsiooni mõõtmise ja registreerimise kohta
Nagu enamiku kaasaegsete vibratsioonimõõteseadmete puhul, saab ka Balanset-seeria mõõtesüsteeme kasutada objekti (nt tasakaalustusmasina tugede) omalaadsete sageduste määramiseks, kui selle vibratsioonid on löögiärritatud. Seda protseduuri saab "Balanset"-sarja seadmetel teostada kas seadme lisafunktsioonide režiimis "Graphs. Spectrum" või spetsiaalses režiimis "Graphs. Impact", mis on lisatud "Balanset 1" tarkvara viimastes versioonides.
Selle protseduuri tulemusena kuvatakse arvuti ekraanil tööaken, kus on graafikud uuritavas struktuuris selle löögiärrituse korral tekkivate langevate vibratsioonide ajafunktsiooni ja spektri kohta. Näide sellistest graafikutest on esitatud joonisel 3.5.

Joonis 3.5. Programmi kasutajaliides, mis näitab uuritava struktuuri ajafunktsiooni graafikuid ja langevate löögivibratsioonide spektrit.
Joonisel 3.5 esitatud spektri graafiku analüüs (vt tööakna alumine osa) näitab, et uuritava konstruktsiooni omavõngete põhikomponent, mis on määratud graafiku absissitelje suhtes, esineb sagedusel 9,5 Hz. Seda meetodit võib soovitada nii pehme laagri kui ka kõva laagri tasakaalustavate masintugede omaalgsete võnkumiste uurimiseks.
3.1.3.2. Toetuste loomuliku sageduse määramine rannikurežiimil
Mõnel juhul saab tugede loodussagedusi määrata, mõõtes tsükliliselt vibratsiooni amplituudi ja faasi "rannikul". Selle meetodi rakendamisel kiirendatakse uuritavale masinale paigaldatud rootor esialgu maksimaalse pöörlemiskiiruseni, mille järel selle ajam katkestatakse ja rootori tasakaalustamatusega seotud häiriva jõu sagedus väheneb järk-järgult maksimumilt kuni peatumispunktini.
Sellisel juhul saab tugede loodussagedusi määrata kahe karakteristiku alusel:
Seeria "Balanset" seadmetes on režiim "Vibrometer" ("Balanset 1") või "Balancing. Monitoring" režiimi ("Balanset 2C" ja "Balanset 4") saab kasutada "rannikul" asuvate objektide loodussageduste tuvastamiseks, võimaldades tsüklilisi mõõtmisi vibratsiooni amplituudi ja faasi kohta rootori pöörlemissageduse juures.
Lisaks sisaldab "Balanset 1" tarkvara lisaks spetsiaalset "Graphs. Coasting" režiim, mis võimaldab joonistada graafikuid tugivõnkumiste amplituudi ja faasi muutuste kohta rannikul sõltuvalt pöörlemissageduse muutumisest, hõlbustades oluliselt resonantside diagnoosimist.
Tuleb märkida, et ilmselgetel põhjustel (vt punkt 3.1.1) saab rannikul asuvate tugede loodussageduste tuvastamise meetodit kasutada ainult pehmelaagri tasakaalustusmasinate uurimisel, kus rootori pöörlemise töösagedused ületavad oluliselt tugede loodussagedusi põiksuunas.
Kõvade laagermasinate puhul, kus rootori pöörlemise töösagedused, mis ergutavad tugede vibratsiooni rannikul, on oluliselt madalamad kui tugede omaloomingulised sagedused, on selle meetodi kasutamine praktiliselt võimatu.
3.1.4. Praktilised soovitused tasakaalustusmasinate toetuste projekteerimiseks ja tootmiseks 3.1.4.1. Pehme laagriga masinad lamellvedrudega
Eespool punktis 2.1 on käsitletud mitmeid lamedate vedrudega valmistatud tasakaalustusmasinate tugede konstruktsioonivariante, mida on kujutatud joonistel 2.7-2.9. Meie andmetel kasutatakse selliseid konstruktsioone kõige sagedamini masinates, mis on ette nähtud ajamitelgede tasakaalustamiseks.
Vaatleme näiteks vedru parameetreid, mida üks klient (OÜ "Rost-Service", Peterburi) kasutab oma masintugede valmistamisel. See masin oli ette nähtud 2-, 3- ja 4-tugiliste veovõllide tasakaalustamiseks, mille mass ei ületa 200 kg. Kliendi valitud vedrude geomeetrilised mõõtmed (kõrgus * laius * paksus), mida kasutati masina juht- ja ajamspindlite toestamisel, olid vastavalt 300 % ja 300 %.2003 mm.
Koormamata toe loodussagedus, mis määrati eksperimentaalselt löögiärrituse meetodil, kasutades masina "Balanset 4" standardset mõõtesüsteemi, oli 11-12 Hz. Sellise tugede võnkumise loodussageduse korral ei tohiks tasakaalustatud rootori soovituslik pöörlemissagedus tasakaalustamise ajal olla madalam kui 22-24 Hz (1320 - 1440 RPM).
Sama tootja poolt vahepealsetel tugedel kasutatud lamevedrude geomeetrilised mõõtmed olid vastavalt 2002003 mm. Lisaks sellele, nagu uuringud näitasid, olid nende tugede loodussagedused kõrgemad, ulatudes 13-14 Hz-ni.
Katsetulemuste põhjal soovitati masina tootjatel viia spindli ja vaheseinte omastussagedused vastavusse (ühtlustada). See peaks hõlbustama tasakaalustamise ajal veovõllide töötavate pöörlemissageduste vahemiku valimist ja vältima mõõtesüsteemi näitude võimalikku ebastabiilsust, mis tuleneb tugede sisenemisest resonantsvibratsioonide piirkonda.
Meetodid lamedate vedrude tugede võnkumiste omastussageduse reguleerimiseks on ilmselged. Selline reguleerimine on võimalik lamejoonte geomeetriliste mõõtmete või kuju muutmisega, mis saavutatakse näiteks nende jäikust vähendavate piki- või põikisuunaliste pilude freesimisega.
Nagu eelnevalt mainitud, saab sellise reguleerimise tulemusi kontrollida, määrates punktides 3.1.3.1 ja 3.1.3.2 kirjeldatud meetodite abil kindlaks tugede võnkumissagedused.
Joonis 3.6 esitab klassikalise versiooni lamedate vedrudega tugikonstruktsioonist, mida A. Sinitsõn kasutas ühes oma masinas. Nagu joonisel näidatud, koosneb tugi järgmistest komponentidest:

Joonis 3.6. Tasapinnalisel vedrul oleva toe konstruktsioonivariatsioon
Toe ülemist plaati 1 võib kasutada spindli või vahepealse laagri paigaldamiseks. Sõltuvalt toe otstarbest võib alumine plaat 4 olla jäigalt kinnitatud masina juhikute külge või paigaldatud liikuvatele liuguritele, mis võimaldab toe liikumist mööda juhikuid. Konsooli 5 kasutatakse toe lukustusmehhanismi paigaldamiseks, mis võimaldab seda tasakaalustatud rootori kiirendamise ja aeglustamise ajal kindlalt fikseerida.
Pehme laagri masinate tugede lamevedrud peaksid olema valmistatud lehtvedrust või kvaliteetsest legeeritud terasest. Tavaliste madala voolavuspiiriga konstruktsiooniteraste kasutamine ei ole soovitatav, kuna need võivad töö ajal staatiliste ja dünaamiliste koormuste all tekkida jääkdeformatsioon, mis võib põhjustada masina geomeetrilise täpsuse vähenemist ja isegi toe stabiilsuse kadumist.
3.1.4.2. Pehme laagriga masina toetused ribavedrudega riputamisega
Tugiriputusvedrude projekteerimisel tuleb tähelepanu pöörata vedruririba paksuse ja laiuse valikule, mis peab ühelt poolt vastu pidama rootori staatilisele ja dünaamilisele koormusele toe peal ning teiselt poolt vältima tugiriputuse väändevibratsiooni võimalust, mis väljendub aksiaalses väljajooksus.
Näiteid tasakaalustusmasinate konstruktsioonilisest rakendamisest ribajõe vedrustuse abil on näidatud joonistel 2.1-2.5 (vt punkt 2.1) ning käesoleva punkti joonistel 3.7 ja 3.8.

Joonis 3.7. Elektrimootori rootorite tasakaalustamise masin, kokku pandud, A. Mokhovi poolt välja töötatud.

Joonis 3.8. G. Glazovi (Bishkek) poolt välja töötatud turbopumba rootorite tasakaalustusmasin.
3.1.4.3. Silindriliste vedrude abil valmistatud pehmed laagrite toed
Joonisel 3.9 on esitatud näide pehme laagri tasakaalustusmasinast, mille toetuste konstruktsioonis kasutatakse silindrilisi survevedrusid. Selle konstruktsioonilahenduse peamine puudus on seotud vedrude erineva deformatsiooniastmega esi- ja tagatugede puhul, mis tekib, kui ebasümmeetriliste rootorite tasakaalustamise ajal on tugede koormused ebavõrdsed. See toob loomulikult kaasa tugede paigutusvea ja rootori telje väändumise vertikaaltasapinnas. Selle vea üheks negatiivseks tagajärjeks võib olla jõud, mis põhjustavad rootori telje nihkumist pöörlemise ajal.

Joonis 3.9. Pehme laagri toe konstruktsioonivariant silindrilisi vedrusid kasutavate tasakaalustusmasinate jaoks.
3.1.4.4. Kõvade laagrite toed masinatele Nagu meie ulatuslik kogemus klientidega näitab, on märkimisväärne osa isetehtud tasakaalustite tootjatest hakanud viimasel ajal eelistama kõvade laagrite ja jäikade toedega masinaid. Punktis 2.2 on joonistel 2.16-2.18 kujutatud fotod selliste toetustega masinate erinevatest konstruktsioonidest. Joonisel 3.10 on esitatud ühe meie kliendi poolt tema masinakonstruktsiooni jaoks välja töötatud jäiga toe tüüpiline visand. See tugi koosneb lamedast terasplaadist, millel on P-kujuline soon, mis tavapäraselt jagab toe "jäigaks" ja "paindlikuks" osaks. Tasakaalustamata jõu mõjul võib toe "paindlik" osa deformeeruda võrreldes selle "jäiga" osaga. Selle deformatsiooni suurust, mis määratakse kindlaks toe paksuse, soonte sügavuse ja toe "painduvat" ja "jäika" osa ühendava silla laiuse alusel, saab mõõta masina mõõtesüsteemi asjakohaste anduritega. Kuna puudub meetod selliste tugede risttugede jäikuse arvutamiseks, võttes arvesse P-kujulise soonte sügavust h, silla laiust t ning toe paksust r (vt joonis 3.10), määravad arendajad need konstruktsiooniparameetrid tavaliselt eksperimentaalselt.
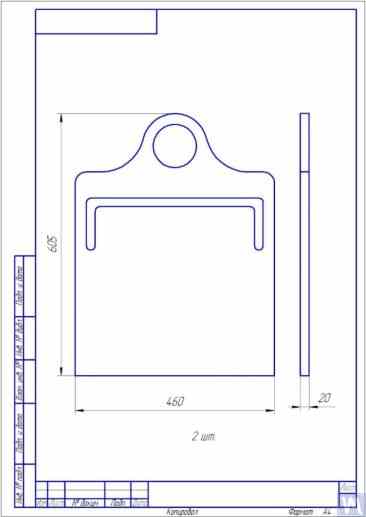
Joonis 3.10. Tasakaalustusmasina kõva laagri toe skeem
Joonistel 3.11 ja 3.12 on esitatud fotod, millel on kujutatud selliste tugede erinevaid rakendusi, mis on valmistatud meie klientide enda masinate jaoks. Mitmetelt meie klientidelt, kes on masinatootjad, saadud andmeid kokku võttes saab sõnastada nõuded erinevate suuruste ja kandevõimega masinate jaoks ettenähtud tugede paksusele. Näiteks masinate puhul, mis on ette nähtud rootorite tasakaalustamiseks kaaluga 0,1-50-100 kg, võib toe paksus olla 20 mm.

Joonis 3.11. A. Sinitsõni valmistatud tasakaalustusmasina kõva laagri tugi.

Joonis 3.12. D. Krasilnikovi valmistatud kõva laagri tugi tasakaalustusmasinale.
Masina puhul, mille tasakaalustatud rootori mass ei ületa 300-500 kg, võib toe paksus olla 30-40 mm, ning masina puhul, mis on ette nähtud 1000-3000 kg massiga rootorite tasakaalustamiseks, võib toe paksus ulatuda 50-60 mm või rohkem. Nagu eespool nimetatud tugede dünaamiliste omaduste analüüs näitab, ületavad nende loomulikud vibratsioonisagedused, mõõdetuna risttasapinnal (painduvate ja jäikade osade suhteliste deformatsioonide mõõtmise tasand), tavaliselt 100 Hz või rohkem. Hard Bearing tugipostide loomulikud vibratsioonisagedused rindepoolses tasapinnas, mõõdetuna tasakaalustatud rootori pöörlemisteljega kokkulangevas suunas, on tavaliselt oluliselt madalamad. Ja just neid sagedusi tuleks masinaga tasakaalustatud pöörlevate rootorite töösagedusvahemiku ülemise piiri määramisel eelkõige arvesse võtta. Nagu eespool märgitud, saab neid sagedusi määrata punktis 3.1 kirjeldatud löögiärrituse meetodi abil.
3.2. Tasakaalustusmasinate tugikoosseisud 3.2.1. Peamised tugikoosseisude tüübid Nii kõvade laagrite kui ka pehmete laagrite tasakaalustusmasinate valmistamisel võib soovitada järgmisi tuntud tugikoosseisude tüüpe, mida kasutatakse tasakaalustatud rootorite paigaldamiseks ja pööramiseks tugedele, sealhulgas:

3.13. Autoturbiinide tasakaalustusmasinal kasutatava prismaatilise tugikoosseisu teostusvariant
Sarnaseid tugikoosseisusid (vt joonis 3.8 eespool) on rakendanud näiteks G. Glazov oma masinas, mis on samuti mõeldud autoturbiinide tasakaalustamiseks. Fluormaterjalist prismaatilise tugikomplekti (vt joonis 3.14) originaalne tehniline lahendus on välja pakutud OÜ "Technobalance" poolt.

Joonis 3.14. OÜ "Technobalance" prismaatilise toe kokkupanek.
See konkreetne tugikomplekt on moodustatud kahe silindrilise muhvi 1 ja 2 abil, mis on paigaldatud teineteise suhtes nurga all ja kinnitatud tugiteljete külge. Tasakaalustatud rootor puutub muhvide pindadega kokku piki silindrite genereerimisjooni, mis vähendab rootori võlli ja toe vahelist kokkupuutepinda, vähendades seeläbi hõõrdejõudu toes. Vajaduse korral, kui toe pind on kulunud või kahjustunud rootorivõlliga kokkupuute piirkonnas, on võimalik kulumist kompenseerida, pöörates muhvi ümber oma telje teatud nurga all. Tuleb märkida, et mittemetalsetest materjalidest valmistatud tugikomplektide kasutamisel tuleb ette näha konstruktsiooniline võimalus tasakaalustatud rootori maandamiseks masina korpuse külge, mis välistab töö ajal tekkiva tugeva staatilise elektrilaengu ohu. See aitab esiteks vähendada elektrilisi häireid ja häireid, mis võivad mõjutada masina mõõtesüsteemi toimimist, ja teiseks välistab staatilise elektri mõju personalile.
3.2.1.2. Rullikute tugikomplektid Need sõlmed paigaldatakse tavaliselt selliste masinate tugedele, mis on ette nähtud üle 50 kilogrammi raskuste ja suurema massiga rootorite tasakaalustamiseks. Nende kasutamine vähendab oluliselt hõõrdejõude tugedes võrreldes prismaatiliste tugede kasutamisega, hõlbustades tasakaalustatud rootori pöörlemist. Joonisel 3.15 on näidisena näidatud tugikoosseisu konstruktsioonivariant, kus toote positsioneerimiseks kasutatakse rulle. Selles konstruktsioonis kasutatakse rullidena 1 ja 2 standardseid veeremilaagreid, mille välisrõngad pöörlevad masina kanduri 3 korpusesse kinnitatud statsionaarsetelgedel. Joonisel 3.16 on kujutatud ühe isetehtud tasakaalustusmasinate tootja poolt oma projektis rakendatud keerukama konstruktsiooniga rulltoestuse skeem. Nagu jooniselt näha, on rulli (ja seega ka tugikoosseisu kui terviku) kandevõime suurendamiseks paigaldatud rulli korpusesse 3 paar veeremilaagreid 1 ja 2. Selle konstruktsiooni praktiline rakendamine näib vaatamata selle ilmsetele eelistele olevat üsna keeruline ülesanne, mis on seotud vajadusega valmistada iseseisvalt rullkere 3, millele on kehtestatud väga kõrged nõuded geomeetrilise täpsuse ja materjali mehaaniliste omaduste suhtes.

Joonis 3.15. Näide rulltoestuskoostu konstruktsiooni kohta
Joonis 3.16. Näide kahe rull-laagriga rulltoestuskoostu konstruktsiooni kohta
Joonisel 3.17 on esitatud OÜ "Technobalance" spetsialistide poolt välja töötatud isesuunalise rulltoestuskoosseisu konstruktsioonivariant. Selles konstruktsioonis saavutatakse rullide isesuunamisvõime, andes neile kaks täiendavat vabadusastet, mis võimaldavad rullidel teha väikeseid nurkliigutusi ümber X- ja Y-telje. Selliseid tugikomplekte, mis tagavad suure täpsuse tasakaalustatud rootorite paigaldamisel, soovitatakse tavaliselt kasutada raskete tasakaalustusmasinate kandjatel.

Joonis 3.17. Näide isereguleeruva rulltoestuse konstruktsiooni kohta
Nagu eespool mainitud, on rulltoestuskoostude puhul tavaliselt üsna kõrged nõuded täpsele valmistamisele ja jäikusele. Eelkõige ei tohiks rullide radiaalse kõrvalekaldumise tolerantsid ületada 3-5 mikronit.
Tegelikkuses ei suuda seda isegi tuntud tootjad alati saavutada. Näiteks kui autor katsetas tasakaalustusmasina mudeli H8V (kaubamärk "K. Shenk") jaoks varuosadena ostetud uute rullitugede komplekti radiaalse kõrvalekaldega, ulatus nende rullide radiaalne kõrvalekalle 10-11 mikronini.
3.2.1.3. Spindli tugikomplektid
Kui tasakaalustusmasinatel tasakaalustatakse äärikpaigaldusega rootorid (näiteks kardaanvõllid), kasutatakse tasakaalustatud toodete positsioneerimiseks, paigaldamiseks ja pööramiseks tugikomplektidena spindleid.
Spindlid on tasakaalustusmasinate üks keerulisemaid ja kriitilisemaid komponente, mis vastutavad suures osas nõutava tasakaalustuskvaliteedi saavutamise eest.
Spindlite konstrueerimise ja valmistamise teooria ja praktika on üsna hästi välja töötatud ja kajastub paljudes publikatsioonides, millest üks on monograafia "Details and Mechanisms of Metal-Cutting Machine Tools" [1], mille on toimetanud dr. Eng. D.N. Reshetov, paistab silma kui kõige kasulikum ja arendajatele kättesaadavam.
Peamised nõuded, mida tuleks tasakaalustusmasinate spindlite projekteerimisel ja valmistamisel arvesse võtta, on järgmised:
a) tagada spindli koostu konstruktsiooni suur jäikus, mis on piisav, et vältida vastuvõetamatuid deformatsioone, mis võivad tekkida tasakaalustatud rootori tasakaalustamata jõudude mõjul;
b) spindli pöörlemistelje asendi stabiilsuse tagamine, mida iseloomustavad spindli radiaalse, aksiaalse ja aksiaalse kõrvalekaldumise lubatud väärtused;
c) Tagada spindlihõlmade, samuti selle istme- ja tugipindade nõuetekohane kulumiskindlus, mida kasutatakse tasakaalustatud toodete paigaldamiseks.
Nende nõuete praktiline rakendamine on üksikasjalikult kirjeldatud töö [1] VI jaos "Spindlid ja nende toetused".
Eelkõige on esitatud meetodid spindlite jäikuse ja pöörlemistäpsuse kontrollimiseks, soovitused laagrite valimiseks, spindlite materjali valik ja selle karastamise meetodid ning palju muud kasulikku teavet selle teema kohta.
Töös [1] märgitakse, et enamiku metallilõikepinkide spindlite konstrueerimisel kasutatakse peamiselt kahe laagri skeemi.
Joonisel 3.18 on esitatud näide sellise kahe laagri skeemi konstruktsioonivariandist, mida kasutatakse freespingi spindlitel (üksikasjad on esitatud töös [1]).
See skeem sobib hästi tasakaalustusmasinate spindlite valmistamiseks, mille konstruktsioonivariantide näited on esitatud joonistel 3.19-3.22.
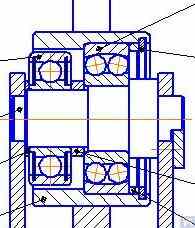
Joonisel 3.19 on näidatud tasakaalustusmasina juhtiva spindli koostu üks konstruktsioonivariant, mis pöörleb kahel radiaal-tugilaagril, millel mõlemal on oma sõltumatu korpus 1 ja 2. Spindli võllile 3 on paigaldatud äärik 4, mis on ette nähtud kardaanvõlli ääriku kinnitamiseks, ja rihmaratas 5, mida kasutatakse spindlile pöörlemise ülekandmiseks elektrimootorilt kiilrihma abil.
Joonis 3.18. Kahe laagriga freespingi spindli joonis

Joonis 3.19. Näide spindli konstruktsiooni kohta kahel sõltumatul laagrite toel
Joonised 3.20 ja 3.21 näitavad kahte omavahel tihedalt seotud juhtivate spindlite konstruktsiooni. Mõlemal juhul on spindlilaagrid paigaldatud ühisesse korpusesse 1, millel on spindli võlli paigaldamiseks vajalik läbiv aksiaalne ava. Selle ava sisse- ja väljapääsu juures on korpusel spetsiaalsed puurid (joonistel ei ole näidatud), mis on ette nähtud radiaalsete tõukelaagrite (rull- või kuullaagrite) ja spetsiaalsete äärikukaante 5 vastuvõtmiseks, mida kasutatakse laagrite välisrõngaste kinnitamiseks.
Nagu eelmises versioonis (vt joonis 3.19), on spindli võllile paigaldatud esiplaat 2, mis on ette nähtud ajamivõlli äärikuga kinnitamiseks, ja rihmaratas 3, mida kasutatakse elektrimootorilt spindlile pöörlemise ülekandmiseks rihmavõlli kaudu. Spindli võllile on kinnitatud ka limb 4, mida kasutatakse spindli nurgaasendi määramiseks, mida kasutatakse rootorile tasakaalustamise ajal katse- ja paranduskaalude paigaldamisel.

Joonis 3.20. Näide 1 juhtiva spindli konstruktsiooni kohta kahel ühises korpuses asuval laagrite toel

Joonis 3.21. Näide 2 juhtiva spindli konstruktsiooni kohta kahel ühises korpuses asuval laagrite toel
 \
\
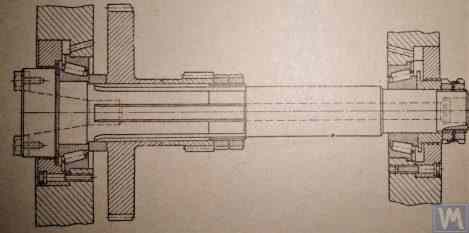
Joonis 3.22. Näide juhitava (tagumise) spindli konstruktsiooni kohta
Joonis 3.22 näitab masina ajamiga (tagumise) spindli koostu konstruktsioonivarianti, mis erineb juhtivast spindlist ainult selle poolest, et puudub veoratas ja jäsem, kuna neid ei ole vaja.
Nagu näha Joonised 3.20 - 3.22eespool käsitletud spindlite sõlmed kinnitatakse spetsiaalsete klambrite (rihmade) abil tasakaalustusmasinate pehme laagri tugede külge 6. Vajaduse korral võib kasutada ka muid kinnitusmeetodeid, mis tagavad nõuetekohase jäikuse ja täpsuse spindli koostu paigutamisel toele.
Joonis 3.23 illustreerib selle spindlile sarnast ääriku kinnituse konstruktsiooni, mida saab kasutada selle paigaldamiseks tasakaalustusmasina kõvale laagrile.

Joonis 3.22. Näide juhitava (tagumise) spindli konstruktsiooni teostamise kohta
Joonis 3.22 esitab masina ajamiga (tagumise) spindli koostu konstruktsioonivariandi, mis erineb juhtivast spindlist ainult selle poolest, et sellel puudub ajamiratta ja jäsemete tõttu, et seda ei ole vaja.
Nagu näha Joonised 3.20 - 3.22käsitletud spindlite sõlmed kinnitatakse spetsiaalsete klambrite (rihmade) abil tasakaalustusmasinate pehme laagri tugede külge 6. Vajaduse korral võib kasutada ka muid kinnitusmeetodeid, mis tagavad nõuetekohase jäikuse ja täpsuse spindli koostu paigutamisel toele.
Joonis 3.23 näidatakse sellise spindli äärikukinnituse konstruktsiooni, mida saab kasutada selle paigaldamiseks balansseerimismasina kõva laagri kandurile.
3.1.4.3. Silindriliste vedrude abil valmistatud pehmed laagrite toed
Näide pehme laagri tasakaalustusmasinast, mille toetuste konstruktsioonis kasutatakse silindrilisi survevedrusid, on näidatud dokumendis Joonis 3.9. Selle konstruktsioonilahenduse peamine puudus on seotud vedru deformatsiooni erineva suurusega esi- ja tagatugede puhul, mis tekib ebasümmeetriliste rootorite tasakaalustamisel tugede ebavõrdse koormuse korral. See toob loomulikult kaasa tugede vale paigutuse ja rootori telje väändumise vertikaaltasapinnas. Selle defekti üheks negatiivseks tagajärjeks võivad olla jõud, mis põhjustavad rootori telgsuunalist nihkumist pöörlemise ajal.
Joonis 3.24. Arvutusskeem, mida kasutatakse spindli jäikuse ja selle radiaalse kõrvalekaldumise määramiseks (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], joonis (3.4)
kus:
Muutes valemit 3.4, saadakse soovitud arvutatud väärtus spindli koostu jäikusele jшп saab kindlaks teha: jшп = P / Y, kg/cm (3.5)
Arvestades töö [1] soovitusi keskmise suurusega tasakaalustusmasinate kohta, ei tohiks see väärtus olla alla 50 kg/µm.
Eelnevalt on märgitud, et spindli koostu radiaaljäikusele avaldab peamist mõju selle võlli läbimõõt, mille suurenemisel suurenevad inertsmomendid J1 ja J2 kvadraatiliselt ja vastavalt sellele (vt võrrand 3.4) väheneb koormuse all oleva spindli elastse nihke Y suurus.
Nagu on näha võrrandist 3.4, mõjutab spindli jäikust ka tugede vaheline kaugus. c ja selle konsooli pikkus g, mille optimeerimine projekteerimise käigus parandab oluliselt ka spindli koostu kvaliteeti.
Tuleb märkida, et spindlite projekteerimisel tuleb tähelepanu pöörata ka nende aksiaaljäikusele, mis sõltub eelkõige spindlilaagrite aksiaaljäikusest ja korpuse jäikusest.
Spindli vibratsioonide omane sagedus, mis ei tohiks olla alla 500-600 Hz, on otseselt seotud spindli koostude jäikusega. Seda parameetrit saab eksperimentaalselt määrata, kasutades "Balanset" seeria seadmeid, kasutades punktis 3.1.3.1 käsitletud löögiärrituse meetodit.
Arvestades, et spindlite koostude parameetrite määramine on paljude arendajate jaoks märkimisväärne väljakutse, soovitatakse neil kasutada töödes [1] ja [2] esitatud graafilist arvutusmeetodit, mis põhineb nomogrammide kasutamisel, mis lihtsustab oluliselt selle ülesande lahendamist ja vähendab ajakulu.
3.2.1.3.4. Spindli pöörlemise täpsusnõuete tagamine
Pöörlemise täpsus on koos eespool käsitletud jäikusega tasakaalustusmasina spindli koostu kriitiline omadus, mis võib tasakaalustamise kvaliteeti oluliselt mõjutada. Praktika näitab, et spindli pöörlemistäpsus sõltub otseselt mitmest tegurist, sealhulgas:
Esiteks peavad tootjad keskenduma kasutatavate laagrite täpsusele, kuna nende mõju kahe laagriga spindli pöörlemistäpsusele (radiaalne hälve) (vt arvutusskeem punktis Joonis 3.24) saab ligikaudselt hinnata valemi 3.5 abil tehtud kontrollarvutuse abil.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
kus:
3.2.1.3.5. Spindli tasakaalu nõuete tagamine
Tasakaalustusmasinate spindlite komplektid peavad olema hästi tasakaalustatud, sest igasugune tegelik tasakaalustamatus kandub täiendava veana üle tasakaalustatavale rootorile. Spindli jääktolerantsi tehnoloogiliste tolerantside määramisel soovitatakse üldiselt, et selle tasakaalustamise täpsusklass peaks olema vähemalt 1-2 klassi võrra kõrgem kui masinal tasakaalustatava toote täpsusklass.
Võttes arvesse eespool käsitletud spindlite konstruktsiooniomadusi, tuleks nende tasakaalustamine teostada kahes tasapinnas.
3.2.1.3.6. Laagri kandevõime ja vastupidavusnõuete tagamine spindlilaagritele
Spindlite projekteerimisel ja laagrite suuruse valimisel on soovitatav eelnevalt hinnata laagrite vastupidavust ja koormustaluvust. Nende arvutuste tegemise metoodika on üksikasjalikult esitatud standardis ISO 18855-94 (ISO 281-89) "Rull-laagrid - dünaamilised koormusnormatiivid ja arvestuslik eluiga" [3], samuti arvukates (sealhulgas digitaalsetes) veeremite käsiraamatutes.
3.2.1.3.7. Spindlilaagrite vastuvõetava kuumutamise nõuete tagamine
Vastavalt töös [1] esitatud soovitustele ei tohiks spindlilaagrite välisrõngaste maksimaalne lubatud kuumenemine ületada 70 °C. Kvaliteetse tasakaalustamise tagamiseks ei tohiks välisrõngaste soovitatav kuumutamine siiski ületada 40-45 °C.
3.2.1.3.8. Rihmavõlli tüübi valimine ja spindli veoratta konstruktsioon
Tasakaalustusmasina liikumisspindli projekteerimisel on soovitatav tagada selle pöörlemine tasase rihmavõlli abil. Näide sellise ajami nõuetekohasest kasutamisest spindli tööks on esitatud dokumendis Joonised 3.20 ja 3.23. Kiilrihma- või hammasrihmaajamite kasutamine ei ole soovitav, kuna need võivad põhjustada spindlile täiendavaid dünaamilisi koormusi rihmade ja rihmarataste geomeetriliste ebatäpsuste tõttu, mis omakorda võib tasakaalustamise ajal põhjustada täiendavaid mõõtmisvigu. Soovituslikud nõuded lamedate veorihmade rihmaratastele on esitatud standardis ISO 17383-73 "Lamedate veorihmade rihmarattad" [4].
Veoratas peaks asetsema spindli tagumises otsas, võimalikult lähedal laagrikoosseisule (võimalikult väikese üleulatusega). Konstruktsiooniline otsus rihmaratta üleulatuva paigutuse kohta, mis on tehtud spindli valmistamisel, on näidatud joonisel Joonis 3.19võib pidada ebaõnnestunuks, sest see suurendab oluliselt spindli tugedele mõjuvat dünaamilise ajamikoormuse momenti.
Teine oluline puudus selle konstruktsiooni puhul on vöörihma kasutamine, mille tootmis- ja montaažipuudused võivad samuti põhjustada soovimatut lisakoormust spindlile.
3.3. Voodi (raam)
Voodi on tasakaalustusmasina peamine kandekonstruktsioon, millel põhinevad selle põhielemendid, sealhulgas tugipostid ja ajamimootor. Tasakaalustusmasina voodi valimisel või valmistamisel tuleb tagada, et see vastab mitmetele nõuetele, sealhulgas vajalikule jäikusele, geomeetrilisele täpsusele, vibratsioonikindlusele ja juhikute kulumiskindlusele.
Praktika näitab, et masinate valmistamisel oma tarbeks kasutatakse kõige sagedamini järgmisi voodivariante:
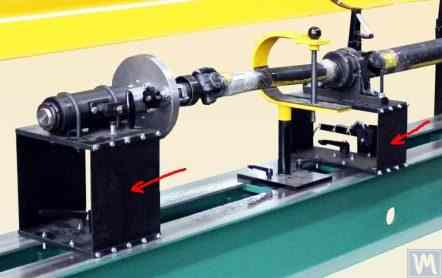
Joonis 3.25 näitab puidutöötlemismasina voodit, mida kasutati edukalt kardaanvõllide tasakaalustamiseks mõeldud masina valmistamisel.

Joonis 3.25. Näide kasutatud puidutöötlemispingi kasutamise kohta kardaanvõlli tasakaalustusmasina valmistamiseks.
Joonised 3.26 ja 3.27 näitavad näiteid treipingi kasutamise kohta, mille alusel valmistati spetsiaalne kõva laagri masin spiraalide tasakaalustamiseks ja universaalne pehme laagri tasakaalustusmasin silindriliste rootorite jaoks. Sellised lahendused võimaldavad kodutöönduslike tootjate jaoks luua minimaalse aja- ja rahakuluga tasakaalustusmasinale jäiga tugisüsteemi, millele saab paigaldada eri tüüpi tugiplaate (nii Hard Bearing kui ka Soft Bearing). Tootja peamine ülesanne on sel juhul tagada (ja vajadusel taastada) masina juhikute geomeetriline täpsus, millele tugitoed toetuvad. DIY-tootmise tingimustes kasutatakse tavaliselt peenkraapimist, et taastada juhikute nõutav geomeetriline täpsus.

Joonis 3.26. Näide kasutatud treipingi kasutamise kohta kõva laagriga masina valmistamiseks, et tasakaalustada augereid.

Joonis 3.27. Näide kasutatud treipingi kasutamise kohta pehmete laagrite masinate valmistamiseks võllide tasakaalustamiseks.
Joonis 3.28 näitab kahest kanalist kokkupandud voodi versiooni. Selle voodi valmistamisel kasutatakse lahutatavaid poltühendusi, mis võimaldavad voodi deformeerumist vähendada või täielikult välistada kokkupaneku ajal ilma täiendavate tehnoloogiliste toiminguteta. Et tagada nimetatud voodi juhikute nõuetekohane geomeetriline täpsus, võib olla vajalik kasutatud kanalite ülemiste äärikute mehaaniline töötlemine (lihvimine, peenfreesimine).

Joonis 3.28. Näide kokkupandud voodi valmistamisest kanalitest
Joonised 3.29 ja 3.30 esitatakse keevitatud voodite variatsioonid, mis on samuti valmistatud kahest kanalist. Selliste voodite valmistamise tehnoloogia võib nõuda mitmeid lisatoiminguid, näiteks kuumtöötlemist, et leevendada keevitamise käigus tekkivaid sisepingeid. Nagu kokkupandavate voodite puhul, tuleks ka keevitatud voodite juhtide nõuetekohase geomeetrilise täpsuse tagamiseks kavandada kasutatavate kanalite ülemiste äärikute mehaaniline töötlemine (lihvimine, peenfreesimine).

Joonis 3.29. Näide keevitatud voodi valmistamise kohta kanalitest
Joonis 3.30. Näide keevitatud voodi valmistamise kohta kanalitest
Viimasel ajal on hakatud laialdaselt kasutama vibratsiooni summutava kattega polümeerbetoonist valmistatud voodeid. Seda voodite valmistamise tehnoloogiat on internetis hästi kirjeldatud ja seda saab hõlpsasti rakendada kodutööna. Suhtelise lihtsuse ja madala tootmiskulu tõttu on neil vooditel mitmeid olulisi eeliseid võrreldes metallvooditega:
Tavaliselt on selliste voodite valmistamisel nende ülemine osa tugevdatud terasliistudega, mida kasutatakse juhikutena, millele toetuvad balansseerimismasina tugipostid. Näiteks on joonisel 3.31 kujutatud foto OÜ "Technobalance" toodetud kardaanvõllide tasakaalustamismasinast, mille alus on valmistatud polümeerbetoonist.

Joonis 3.31. Näide polümeerbetoonist valmistatud tasakaalustava masina voodi kohta
3.4. Tasakaalustusmasinate ajamid
Nagu näitab meie klientide poolt tasakaalustusmasinate valmistamisel kasutatud konstruktsioonilahenduste analüüs, keskenduvad nad ajamite projekteerimisel peamiselt muutuva sagedusega ajamitega varustatud vahelduvvoolumootorite kasutamisele. Selline lähenemine võimaldab tasakaalustatud rootorite jaoks reguleeritavate pöörlemiskiiruste laia valikut minimaalsete kuludega. Tasakaalustatud rootorite pööramiseks kasutatavate peamootorite võimsus valitakse tavaliselt nende rootorite massi alusel ja see võib olla ligikaudu:
Need mootorid peavad olema jäigalt paigaldatud masina alusele või selle vundamendile. Enne masinale paigaldamist (või paigalduskohas) tuleb peajõumootor koos selle väljundvõllile paigaldatud rihmarattaga hoolikalt tasakaalustada. Muutuva sagedusega ajami põhjustatud elektromagnetiliste häirete vähendamiseks on soovitatav paigaldada selle sisend- ja väljundile võrgufiltrid. Need võivad olla standardsed standardtooted, mida ajamite tootjad tarnivad, või ferriitrõngaste abil valmistatud omatehtud filtrid.