






3. Krav til konstruksjon av grunnleggende enheter og mekanismer i balanseringsmaskiner 3.1. Lager 3.1.1. Teoretisk grunnlag for lagerdesign
I forrige avsnitt ble de viktigste utførelsene av design av myke og harde lagerstøtter for balanseringsmaskiner diskutert i detalj. En viktig parameter som konstruktørene må ta hensyn til når de designer og produserer disse støttene, er deres naturlige svingningsfrekvenser. Dette er viktig fordi det ikke bare er nødvendig å måle støttens vibrasjonsamplitude (syklisk deformasjon), men også vibrasjonsfasen, for at maskinens måle- og beregningssystemer skal kunne beregne parametrene for korrigerende vekter.
Hvis egenfrekvensen til en støtte faller sammen med rotasjonsfrekvensen til den balanserte rotoren (støtteresonans), er det praktisk talt umulig å måle vibrasjonens amplitude og fase nøyaktig. Dette er tydelig illustrert i grafene som viser endringer i amplitude og fase av støttens svingninger som en funksjon av rotasjonsfrekvensen til den balanserte rotoren (se fig. 3.1).
Av disse grafene fremgår det at når rotasjonsfrekvensen til den balanserte rotoren nærmer seg den naturlige frekvensen til understøttelsens svingninger (dvs. når forholdet fp/fo er nær 1), øker amplituden i forbindelse med understøttelsens resonanssvingninger betydelig (se fig. 3.1.a). Samtidig viser figur 3.1.b at det i resonansområdet skjer en kraftig endring i fasevinkelen ∆F°, som kan nå opp til 180°.
Med andre ord, når man balanserer en mekanisme i resonanssonen, kan selv små endringer i rotasjonsfrekvensen føre til betydelig ustabilitet i måleresultatene for vibrasjonens amplitude og fase, noe som fører til feil i beregningen av parametrene for korrigerende vekter og påvirker kvaliteten på balanseringen negativt.
Grafene ovenfor bekrefter tidligere anbefalinger om at for maskiner med harde lagre bør den øvre grensen for rotorens driftsfrekvenser være (minst) 2-3 ganger lavere enn støttens egenfrekvens. For Soft Bearing-maskiner bør den nedre grensen for tillatte driftsfrekvenser for den balanserte rotoren være (minst) 2-3 ganger høyere enn understøttelsens egenfrekvens.
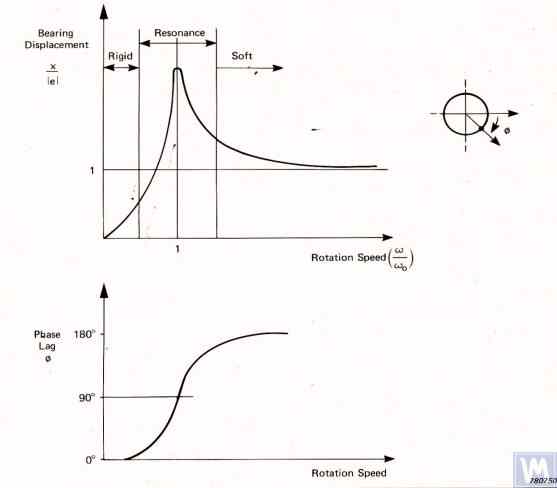
Figur 3.1. Grafer som viser endringer i relativ amplitude og fase av vibrasjoner i balanseringsmaskinens støtte som en funksjon av endringer i rotasjonsfrekvensen.
På bakgrunn av denne informasjonen anbefales det ikke å bruke maskinen i resonansområdet til maskinstøttene (markert med rødt i fig. 3.1). Grafene i fig. 3.1 viser også at for de samme ubalansene i rotoren er de faktiske vibrasjonene på Soft Bearing-maskinstøttene betydelig lavere enn de som oppstår på Soft Bearing-maskinstøttene.
Av dette følger det at sensorer som brukes til å måle vibrasjoner i støtter i Hard Bearing-maskiner må ha høyere følsomhet enn de som brukes i Soft Bearing-maskiner. Denne konklusjonen støttes godt av den faktiske bruken av sensorer, som viser at absolutte vibrasjonssensorer (vibroakselerometre og/eller vibrohastighetssensorer), som med hell brukes i balanseringsmaskiner med myke lagre, ofte ikke kan oppnå den nødvendige balanseringskvaliteten på maskiner med harde lagre.
På disse maskinene anbefales det å bruke relative vibrasjonssensorer, for eksempel kraftsensorer eller svært følsomme forskyvningssensorer.
3.1.2. Estimering av naturlige frekvenser for støtter ved hjelp av beregningsmetoder
En konstruktør kan utføre en omtrentlig (estimativ) beregning av egenfrekvensen til en støttefot ved hjelp av formel 3.1 ved å behandle den forenklet som et vibrasjonssystem med én frihetsgrad, som (se fig. 2.19.a) representeres av en masse M som svinger på en fjær med stivhet K.
fo=2π1MK(3.1)
Massen M som brukes i beregningen for en symmetrisk mellomlagerrotor, kan tilnærmes ved hjelp av formel 3.2.
M=Mo+nMr(3.2) der Mo er massen til den bevegelige delen av støtten i kg; Mr er massen til den balanserte rotoren i kg; n er antall maskinstøtter som er involvert i balanseringen.
Støttens stivhet K beregnes ved hjelp av formel 3.3 basert på resultatene fra eksperimentelle studier som omfatter måling av deformasjonen ΔL av støtten når den belastes med en statisk kraft P (se figur 3.2.a og 3.2.b).
K=ΔLP(3.3) der ΔL er deformasjonen av underlaget i meter; P er den statiske kraften i Newton.
Størrelsen på belastningskraften P kan måles med et kraftmåleinstrument (f.eks. et dynamometer). Støttens forskyvning ΔL bestemmes ved hjelp av et instrument for måling av lineære forskyvninger (f.eks. et måleinstrument).
3. Krav til konstruksjon av grunnleggende enheter og mekanismer i balanseringsmaskiner 3.1. Lager 3.1.2. Beregning av naturlige frekvenser for støtter ved hjelp av beregningsmetoder
Beregninger av egenfrekvensene til støtter ved hjelp av beregningsskjemaet som er beskrevet ovenfor, kan utføres i to retninger:
Beregning av egenfrekvensene til støtter i vertikal retning krever bruk av en mer kompleks beregningsteknikk, som (i tillegg til parametrene til selve støtten og den balanserte rotoren) må ta hensyn til parametrene til rammen og spesifikasjonene for maskinens installasjon på fundamentet. Denne metoden er ikke omtalt i denne publikasjonen. Analyse av formel 3.1 gir noen enkle anbefalinger som maskinkonstruktører bør ta hensyn til i sitt praktiske arbeid. Egenfrekvensen til et fundament kan endres ved å endre stivheten og/eller massen. Økt stivhet øker støttens egenfrekvens, mens økt masse reduserer den. Disse endringene har et ikke-lineært, kvadratisk-invers forhold. En dobling av støttens stivhet øker for eksempel bare egenfrekvensen med en faktor på 1,4. Tilsvarende vil en dobling av massen til den bevegelige delen av understellet bare redusere egenfrekvensen med en faktor på 1,4.
3.1.3. Eksperimentelle metoder for bestemmelse av naturlige frekvenser for bærere
Med tanke på at den ovennevnte beregningen av naturlige frekvenser for støtter, utført ved hjelp av en forenklet metode, kan føre til betydelige feil, foretrekker de fleste amatørutviklere å bestemme disse parametrene ved hjelp av eksperimentelle metoder. Til dette bruker de mulighetene som moderne vibrasjonsmålesystemer for balanseringsmaskiner gir, inkludert instrumentene i "Balanset"-serien.
3.1.3.1. Bestemmelse av naturlige frekvenser for understøttelser ved hjelp av støteksitasjonsmetoden
Metoden med støtepisitering er den enkleste og vanligste måten å bestemme egenfrekvensen til vibrasjonene til en støtte eller en hvilken som helst annen maskinkomponent på. Den er basert på det faktum at når en gjenstand, for eksempel en klokke (se fig. 3.3), utsettes for støt, vil responsen manifestere seg som en gradvis avtagende vibrasjonsrespons. Frekvensen til vibrasjonssignalet bestemmes av objektets strukturelle egenskaper og tilsvarer frekvensen til dets naturlige vibrasjoner. For å slå på vibrasjoner kan et hvilket som helst tungt verktøy brukes, for eksempel en gummiklubbe eller en vanlig klubbe.
Figur 3.3. Diagram over støteksitasjon som brukes til å bestemme et objekts egenfrekvenser
Hammerens masse bør være omtrent 10% av massen til gjenstanden som skal vibreres. For å registrere vibrasjonsresponsen bør det monteres en vibrasjonssensor på gjenstanden som undersøkes, med måleaksen på linje med slagretningen. I noen tilfeller kan en mikrofon fra en støymåler brukes som sensor for å registrere vibrasjonsresponsen til gjenstanden.
Objektets vibrasjoner konverteres til et elektrisk signal av sensoren, som deretter sendes til et måleinstrument, for eksempel inngangen til en spektrumanalysator. Dette instrumentet registrerer tidsfunksjonen og spekteret til den avtagende vibrasjonsprosessen (se fig. 3.4), og ved å analysere disse kan frekvensen (frekvensene) til objektets naturlige vibrasjoner bestemmes.
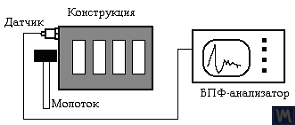
Figur 3.4. Diagram over måling og registrering av et objekts naturlige vibrasjoner
I likhet med de fleste moderne vibrasjonsmåleinstrumenter kan målesystemene i "Balanset"-serien brukes til å bestemme egenfrekvensene til et objekt (f.eks. støttene til en balanseringsmaskin) når vibrasjonene utsettes for støt. Denne prosedyren kan utføres på apparater i "Balanset"-serien enten i tilleggsfunksjonsmodusen "Graphs. Spectrum" eller i den spesialiserte modusen "Graphs. Impact", som er inkludert i de nyeste versjonene av programvaren "Balanset 1".
Som et resultat av denne prosedyren vises et arbeidsvindu på dataskjermen med grafer over tidsfunksjonen og spekteret av avklingende vibrasjoner som oppstår i den undersøkte strukturen når den utsettes for støt. Et eksempel på slike grafer er vist i figur 3.5.

Figur 3.5. Programgrensesnitt som viser tidsfunksjonsdiagrammer og spektrum av avklingende slagvibrasjoner for den undersøkte strukturen
Analysen av spektrumdiagrammet i figur 3.5 (se nedre del av arbeidsvinduet) viser at hovedkomponenten i de naturlige vibrasjonene i den undersøkte strukturen, bestemt med referanse til grafens abscisseakse, forekommer ved en frekvens på 9,5 Hz. Denne metoden kan anbefales for studier av egensvingninger i balanseringsmaskinstøtter med både myke og harde lagre.
3.1.3.2. Bestemmelse av naturlige frekvenser for understøttelser i kystnær modus
I noen tilfeller kan egenfrekvensene til støttene bestemmes ved syklisk måling av vibrasjonens amplitude og fase "på kysten". Ved bruk av denne metoden akselereres rotoren som er installert på den undersøkte maskinen først til maksimal rotasjonshastighet, deretter kobles drivverket fra, og frekvensen til den forstyrrende kraften som er forbundet med rotorens ubalanse reduseres gradvis fra maksimum til stoppunktet.
I dette tilfellet kan støttenes egenfrekvenser bestemmes av to egenskaper:
I "Balanset"-serien kan "Vibrometer"-modus ("Balanset 1") eller "Balancing. Monitoring"-modus ("Balanset 2C" og "Balanset 4") kan brukes til å detektere egenfrekvensene til objekter "på kysten", noe som muliggjør sykliske målinger av vibrasjonsamplitude og -fase ved rotorens rotasjonsfrekvens.
I tillegg inneholder programvaren "Balanset 1" en spesialisert "Graphs". Coasting"-modus, som gjør det mulig å plotte grafer over endringer i amplitude og fase av støttevibrasjoner på kysten som en funksjon av endret rotasjonsfrekvens, noe som gjør det betydelig enklere å diagnostisere resonanser.
Av åpenbare grunner (se avsnitt 3.1.1) er det viktig å merke seg at metoden for å identifisere egenfrekvenser for støtter på kysten kun kan brukes i forbindelse med studier av balanseringsmaskiner med myke lagre, der arbeidsfrekvensene for rotorrotasjon er betydelig høyere enn egenfrekvensene for støtter i tverrretningen.
Når det gjelder maskiner med harde lagre, der arbeidsfrekvensene for rotorrotasjon som gir vibrasjoner i støttene på kysten, er betydelig lavere enn støttenes egenfrekvenser, er det praktisk talt umulig å bruke denne metoden.
3.1.4. Praktiske anbefalinger for utforming og produksjon av støtter for balanseringsmaskiner 3.1.4.1. Mykbærende maskiner med flate platefjærer
I avsnitt 2.1 har vi diskutert flere varianter av balanseringsmaskinstøtter med flatfjærer, og disse er illustrert i figurene 2.7 - 2.9. Ifølge våre opplysninger brukes slike konstruksjoner oftest i maskiner beregnet på balansering av drivaksler.
Som et eksempel kan vi se på fjærparametrene som en av kundene (LLC "Rost-Service", St. Petersburg) brukte i produksjonen av sine egne maskinstøtter. Denne maskinen var beregnet på å balansere drivaksler med 2, 3 og 4 støtter, med en masse som ikke overstiger 200 kg. De geometriske dimensjonene til fjærene (høyde * bredde * tykkelse) som ble brukt i støttene til maskinens ledende og drevne spindler, valgt av kunden, var henholdsvis 3002003 mm.
Egenfrekvensen til den ubelastede støtten, som ble bestemt eksperimentelt ved hjelp av metoden med støt-eksitasjon ved hjelp av standardmålesystemet til "Balanset 4"-maskinen, ble funnet å være 11-12 Hz. Ved en slik naturlig vibrasjonsfrekvens for støttene bør den anbefalte rotasjonsfrekvensen for den balanserte rotoren under balansering ikke være lavere enn 22-24 Hz (1320-1440 o/min).
De geometriske dimensjonene til de flate fjærene som ble brukt av samme produsent på mellomstøttene var henholdsvis 2002003 mm. Som studiene viste, var egenfrekvensene til disse støttene dessuten høyere og nådde 13-14 Hz.
Basert på testresultatene ble maskinprodusentene anbefalt å justere (utjevne) egenfrekvensene til spindelen og mellomstøttene. Dette skulle gjøre det lettere å velge området for drivakselens rotasjonsfrekvenser under balanseringen og unngå potensielle ustabiliteter i målesystemets avlesninger på grunn av at støttene kommer inn i området med resonansvibrasjoner.
Metodene for å justere egenfrekvensene til vibrasjoner i støtter på flatfjærer er åpenbare. Denne justeringen kan oppnås ved å endre de geometriske dimensjonene eller formen på flatfjærene, for eksempel ved å frese langsgående eller tverrgående slisser som reduserer stivheten.
Som tidligere nevnt kan resultatene av en slik justering verifiseres ved å identifisere egenfrekvensene til vibrasjonene i støttene ved hjelp av metodene beskrevet i avsnitt 3.1.3.1 og 3.1.3.2.
Figur 3.6 presenterer en klassisk versjon av støttekonstruksjonen på flate fjærer, brukt i en av maskinene hans av A. Sinitsyn. Som vist på figuren inneholder støtten følgende komponenter:

Figur 3.6. Konstruksjonsvariasjon av en støtte på flate fjærer
Støttens øvre plate 1 kan brukes til å montere spindelen eller et mellomlager. Avhengig av formålet med støtten, kan den nedre platen 4 festes fast til maskinens føringer eller monteres på bevegelige glidere, slik at støtten kan bevege seg langs føringene. Brakett 5 brukes til å montere en låsemekanisme for støtten, slik at den er sikkert festet under akselerasjon og retardasjon av den balanserte rotoren.
Flatfjærer til Soft Bearing-maskinstøtter bør være laget av bladfjærstål eller legert stål av høy kvalitet. Det er ikke tilrådelig å bruke vanlig konstruksjonsstål med lav flytegrense, da det kan utvikle restdeformasjon under statisk og dynamisk belastning under drift, noe som kan føre til at maskinens geometriske nøyaktighet reduseres og til og med til tap av støttestabilitet.
3.1.4.2. Mykbærende maskinstøtter med oppheng på båndfjærer
Ved utforming av stripefjærer som brukes til støtteoppheng, må man ta hensyn til valg av tykkelse og bredde på fjærlisten, som på den ene siden må tåle den statiske og dynamiske belastningen fra rotoren på støtten, og på den andre siden må forhindre muligheten for vridningsvibrasjoner i støtteopphenget, som manifesterer seg som aksial utrulling.
Eksempler på konstruksjonsmessig utførelse av balanseringsmaskiner med stripefjæroppheng er vist i figur 2.1 - 2.5 (se avsnitt 2.1), samt i figur 3.7 og 3.8 i dette avsnittet.

Figur 3.7. Maskin for balansering av elektriske motorrotorer, montert, utviklet av A. Mokhov.

Figur 3.8. Maskin for balansering av turbopumperotorer, utviklet av G. Glazov (Bisjkek).
3.1.4.3. Mykbærende maskinstøtter laget med sylindriske fjærer
Et eksempel på en Soft Bearing-balanseringsmaskin der sylindriske trykkfjærer brukes i utformingen av støttene, er vist i figur 3.9. Den største ulempen med denne konstruksjonsløsningen er knyttet til den varierende graden av fjærdeformasjon i de fremre og bakre støttene, som oppstår hvis belastningen på støttene er ulik under balansering av asymmetriske rotorer. Dette fører naturlig nok til en feiljustering av støttene og en skjevhet i rotorens akse i vertikalplanet. En av de negative konsekvensene av denne feilen kan være at det oppstår krefter som får rotoren til å forskyve seg aksialt under rotasjon.

Fig. 3.9. Variant av konstruksjon av myk lagerstøtte for balanseringsmaskiner som bruker sylindriske fjærer.
3.1.4.4. Som vår omfattende erfaring med kunder viser, har en betydelig andel av produsentene av egenproduserte balanserere i den senere tid begynt å foretrekke maskiner med harde lagre og stive støtter. I avsnitt 2.2 viser figurene 2.16 - 2.18 fotografier av ulike konstruksjonsutforminger av maskiner med slike støtter. Fig. 3.10 viser en typisk skisse av en stiv støtte som en av våre kunder har utviklet for sin maskinkonstruksjon. Denne støtten består av en flat stålplate med et P-formet spor, som på vanlig måte deler støtten i en "stiv" og en "fleksibel" del. Under påvirkning av en ubalansekraft kan den "fleksible" delen av støtten deformeres i forhold til den "stive" delen. Størrelsen på denne deformasjonen, som bestemmes av tykkelsen på underlaget, dybden på sporene og bredden på broen som forbinder de "fleksible" og "stive" delene av underlaget, kan måles ved hjelp av egnede sensorer i maskinens målesystem. På grunn av mangelen på en metode for å beregne den tverrgående stivheten til slike støtter, som tar hensyn til dybden h på det P-formede sporet, bredden t på broen, samt tykkelsen på støtten r (se fig. 3.10), bestemmes disse designparametrene vanligvis eksperimentelt av utviklere.
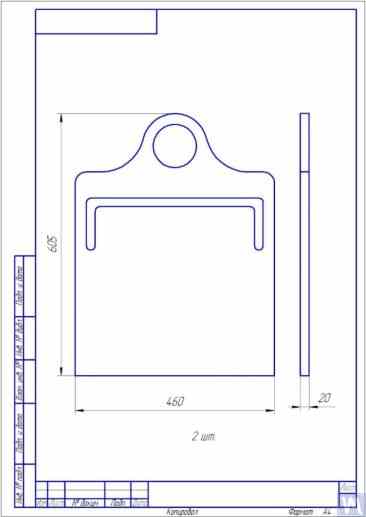
Fig. 3.10. Skisse av hard lagerstøtte for balanseringsmaskin
I figur 3.11 og 3.12 vises bilder av ulike utførelser av slike støtter, produsert for våre kunders egne maskiner. Ved å oppsummere dataene vi har fått fra flere av våre kunder som er maskinprodusenter, kan vi formulere krav til tykkelsen på støttene for maskiner av ulik størrelse og belastningskapasitet. For maskiner som skal balansere rotorer som veier fra 0,1 til 50-100 kg, kan tykkelsen på støtten for eksempel være 20 mm.

Fig. 3.11. Hårde lagerstøtter for balanseringsmaskin, produsert av A. Sinitsyn.

Fig. 3.12. Hard lagerstøtte for balanseringsmaskin, produsert av D. Krasilnikov.
For maskiner med en balansert rotormasse som ikke overstiger 300 - 500 kg, kan tykkelsen på støtten økes til 30 - 40 mm, og for maskiner som er konstruert for å balansere rotorer med en maksimal masse fra 1000 til 3000 kg, kan tykkelsen på støtten nå 50 - 60 mm eller mer. Som analysen av de dynamiske egenskapene til de ovennevnte støttene viser, overstiger deres naturlige vibrasjonsfrekvenser, målt i tverrplanet (måleplanet for relative deformasjoner av de "fleksible" og "stive" delene), vanligvis 100 Hz eller mer. De naturlige vibrasjonsfrekvensene til hardlagerstøtter i frontplanet, målt i retningen som faller sammen med rotasjonsaksen til den balanserte rotoren, er vanligvis betydelig lavere. Og det er disse frekvensene som først og fremst bør tas i betraktning når man skal bestemme den øvre grensen for driftsfrekvensområdet for roterende rotorer som er balansert på maskinen. Som nevnt ovenfor, kan disse frekvensene bestemmes ved hjelp av metoden for slageksitasjon som er beskrevet i avsnitt 3.1.
3.2. Støtteenheter for balanseringsmaskiner 3.2.1. Hovedtyper av bærekonstruksjoner Ved produksjon av balanseringsmaskiner med både harde og myke lagre kan følgende velkjente typer støtteenheter, som brukes til montering og rotasjon av balanserte rotorer på støtter, anbefales:

3.13. Utførelsesvariant av prismatisk støtteenhet, brukt på en balanseringsmaskin for bilturbiner
Lignende støtteenheter (se figur 3.8 ovenfor) er for eksempel implementert av G. Glazov i hans maskin, som også er beregnet på balansering av bilturbiner. Den originale tekniske løsningen med en prismatisk støtteenhet laget av fluorplast (se figur 3.14) er foreslått av LLC "Technobalance".

Fig. 3.14. Prismatisk støtteenhet fra LLC "Technobalance".
Denne spesielle støtteenheten består av to sylindriske hylser (1 og 2) som er montert i en vinkel i forhold til hverandre og festet på støtteaksene. Den balanserte rotoren kommer i kontakt med hylsenes overflater langs sylindrenes genereringslinjer, noe som minimerer kontaktflaten mellom rotorakselen og støtten og dermed reduserer friksjonskraften i støtten. Hvis det oppstår slitasje eller skade på støtteflaten i kontaktområdet med rotorakselen, er det mulig å kompensere for slitasjen ved å rotere hylsen rundt sin egen akse med en viss vinkel. Det bør bemerkes at når man bruker støtteenheter laget av ikke-metalliske materialer, er det nødvendig å sørge for den strukturelle muligheten for å jorde den balanserte rotoren til maskinhuset, noe som eliminerer risikoen for kraftige statiske elektrisitetsladninger under drift. Dette bidrar for det første til å redusere elektrisk interferens og forstyrrelser som kan påvirke ytelsen til maskinens målesystem, og for det andre eliminerer det risikoen for at personell påvirkes av statisk elektrisitet.
3.2.1.2. Støtteenheter for valser Disse enhetene monteres vanligvis på støtter på maskiner som er konstruert for å balansere rotorer med en masse på over 50 kg eller mer. Bruken av dem reduserer friksjonskreftene i støttene betydelig sammenlignet med prismatiske støtter, noe som gjør det lettere for den balanserte rotoren å rotere. Som et eksempel viser figur 3.15 en designvariant av en støtteenhet der ruller brukes til posisjonering av produktet. I denne varianten brukes standard rullelagre som valser 1 og 2, og de ytre ringene roterer på stasjonære akser som er festet i maskinens støtte 3. Figur 3.16 viser en skisse av en mer kompleks utforming av en rullestøtteenhet som er implementert i prosjektet til en av de egenproduserte produsentene av balanseringsmaskiner. Som det fremgår av tegningen, er det montert et par rullelagre 1 og 2 i valsekroppen 3 for å øke valsens lastekapasitet (og dermed støtteenheten som helhet). Den praktiske implementeringen av denne konstruksjonen, til tross for alle dens åpenbare fordeler, ser ut til å være en ganske kompleks oppgave, forbundet med behovet for uavhengig fabrikasjon av valsekroppen 3, som det stilles svært høye krav til geometrisk nøyaktighet og materialets mekaniske egenskaper.

Fig. 3.15. Eksempel på utforming av rullestøtteenhet
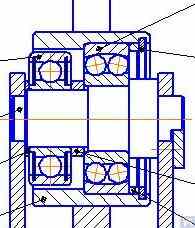
Fig. 3.16. Eksempel på utforming av rullestøtteenhet med to rullelagre
Figur 3.17 viser en variant av en selvjusterende rullestøtteenhet som er utviklet av spesialistene i LLC "Technobalance". I denne konstruksjonen oppnås rullenes selvjusterende evne ved å gi dem to ekstra frihetsgrader, slik at de kan utføre små vinkelbevegelser rundt X- og Y-aksene. Slike støtteenheter, som sikrer høy presisjon ved montering av balanserte rotorer, anbefales vanligvis til bruk på støtter til tunge balanseringsmaskiner.

Fig. 3.17. Eksempel på utforming av selvjusterende rullestøtteenhet
Som tidligere nevnt har rullestøttenheter vanligvis ganske høye krav til presisjon og stivhet. Spesielt bør toleransene for valsenes radiale avrunding ikke overstige 3-5 mikrometer.
I praksis oppnås dette ikke alltid, selv ikke av kjente produsenter. Under forfatterens testing av den radiale avrundingen på et sett med nye rullestøttenheter, kjøpt som reservedeler til balanseringsmaskinen modell H8V av merket "K. Shenk", nådde den radiale avrundingen på rullene 10-11 mikrometer.
3.2.1.3. Støtteenheter for spindel
Ved balansering av rotorer med flensmontering (for eksempel kardanaksler) på balanseringsmaskiner brukes spindler som støtteenheter for posisjonering, montering og rotasjon av de balanserte produktene.
Spindler er en av de mest komplekse og kritiske komponentene i balanseringsmaskiner, og de er i stor grad ansvarlige for å oppnå den nødvendige balanseringskvaliteten.
Teori og praksis for utforming og produksjon av spindler er ganske godt utviklet og gjenspeiles i et bredt spekter av publikasjoner, blant annet monografien "Details and Mechanisms of Metal-Cutting Machine Tools" [1], redigert av Dr. Eng. D.N. Reshetov, skiller seg ut som den mest nyttige og tilgjengelige for utviklere.
Blant de viktigste kravene som bør tas i betraktning ved utforming og produksjon av balanseringsmaskinspindler, bør følgende prioriteres:
a) Tilstrekkelig stivhet i spindelkonstruksjonen til å forhindre uakseptable deformasjoner som kan oppstå under påvirkning av ubalanse fra den balanserte rotoren;
b) Sikre stabiliteten til spindelens rotasjonsakseposisjon, karakterisert ved tillatte verdier for spindelens radiale, aksiale og aksiale utløp;
c) Sikre riktig slitestyrke på spindeltappene, samt på sitte- og støtteflatene som brukes til montering av balanserte produkter.
Den praktiske implementeringen av disse kravene er beskrevet i detalj i avsnitt VI "Spindles and Their Supports" i arbeidet [1].
Det er spesielt metoder for å verifisere stivhet og rotasjonsnøyaktighet for spindler, anbefalinger for valg av lager, valg av spindelmateriale og metoder for herding, samt mye annen nyttig informasjon om dette emnet.
I [1] bemerkes det at det i utformingen av spindler for de fleste typer metallskjærende verktøymaskiner hovedsakelig brukes et to-lagersystem.
Fig. 3.18 viser et eksempel på en variant av et slikt tolagersystem som brukes i spindler til fresemaskiner (se detaljer i [1]).
Dette skjemaet er godt egnet for produksjon av spindler til balanseringsmaskiner, og eksempler på designvarianter er vist nedenfor i figurene 3.19-3.22.
Figur 3.19 viser en av variantene av den ledende spindelenheten til en balanseringsmaskin, som roterer på to radiale trykklager med hvert sitt uavhengige hus 1 og 2. På spindelakselen 3 er det montert en flens 4 for flensmontering av en kardanaksel og en remskive 5 som brukes til å overføre rotasjon til spindelen fra den elektriske motoren ved hjelp av en kilerem.
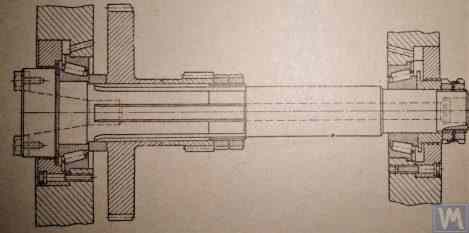
Fig. 3.18. Skisse av en to-lagret fresespindel for en fresemaskin

Figur 3.19. Eksempel på spindeldesign på to uavhengige lagerstøtter
Figur 3.20 og 3.21 viser to nært beslektede utforminger av ledende spindelenheter. I begge tilfeller er spindellagrene montert i et felles hus 1, som har et gjennomgående aksialt hull som er nødvendig for montering av spindelakselen. Ved inngangen og utgangen av dette hullet har huset spesielle hull (ikke vist på figurene) som er utformet for å romme radiale trykklager (rulle- eller kulelager) og spesielle flensdeksler 5 som brukes til å feste de ytre ringene på lagrene.
Som i den forrige versjonen (se fig. 3.19) er det montert en frontplate 2 på spindelakselen, beregnet for flensmontering av drivakselen, og en remskive 3 som brukes til å overføre rotasjon til spindelen fra den elektriske motoren via en remdrift. På spindelakselen er det også festet en lem 4 som brukes til å bestemme spindelens vinkelposisjon, og som benyttes ved montering av test- og korreksjonsvekter på rotoren under balansering.

Figur 3.20. Eksempel 1 på en ledende spindeldesign på to lagerstøtter installert i et felles hus

Figur 3.21. Eksempel 2 på en ledende spindeldesign på to lagerstøtter installert i et felles hus
 \
\
Figur 3.22. Eksempel på utforming av en drevet (bakre) spindel
Figur 3.22 viser en designvariant av den drevne (bakre) spindelenheten på en maskin, som bare skiller seg fra den fremre spindelen ved at drivskiven og lemmen ikke er nødvendig.
Som sett i Figur 3.20 - 3.22Spindelenhetene som er beskrevet ovenfor, festes til balanseringsmaskinens Soft Bearing-støtter ved hjelp av spesielle klemmer (stropper) 6. Andre festemetoder kan også brukes ved behov, slik at man sikrer at spindelenheten er tilstrekkelig stiv og presis når den plasseres på støtten.
Figur 3.23 illustrerer en flensmontering som ligner på denne spindelen, og som kan brukes til å montere spindelen på en hardlagerstøtte på en balanseringsmaskin.

Figur 3.22. Eksempel på konstruksjonsutførelse av en drevet (bakre) spindel
Figur 3.22 presenterer en designvariant av den drevne (bakre) spindelenheten på en maskin, som bare skiller seg fra den fremre spindelen ved at den mangler drivskiven og lemmen fordi den ikke er nødvendig.
Som sett i Figur 3.20 - 3.22De omtalte spindelenhetene er festet til balanseringsmaskinens myke lagerstøtter ved hjelp av spesielle klemmer (stropper) 6. Ved behov kan det også brukes andre festemetoder som gir tilstrekkelig stivhet og nøyaktighet for å plassere spindelenheten på støtten.
Figur 3.23 viser utformingen av en flensmontering for en slik spindel, som kan brukes til å montere den på en hard lagerstøtte på en balanseringsmaskin.
3.1.4.3. Mykbærende maskinstøtter laget med sylindriske fjærer
Et eksempel på en Soft Bearing-balanseringsmaskin, der sylindriske trykkfjærer er brukt i utformingen av støttene, er vist i Figur 3.9. Den største ulempen med denne konstruksjonsløsningen er at fjærdeformasjonen på de fremre og bakre støttene er forskjellig, noe som oppstår ved ulik belastning på støttene ved balansering av asymmetriske rotorer. Dette fører naturlig nok til at støttene forskyves og at rotoraksen blir skjev i vertikalplanet. En av de negative konsekvensene av denne feilen kan være at det oppstår krefter som får rotoren til å forskyve seg aksialt under rotasjon.
Figur 3.24. Beregningsskjema som brukes til å bestemme stivheten til spindelen og dens radiale avrunding (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], fiken (3.4)
hvor:
Ved å transformere formel 3.4 får man den ønskede beregnede verdien for spindelenhetens stivhet jшпп kan bestemmes: jшп = P / Y, kg/cm (3.5)
I henhold til anbefalingene i [1] for mellomstore balanseringsmaskiner bør denne verdien ikke være under 50 kg/µm.
Det er tidligere nevnt at det er diameteren på spindelen som har størst innvirkning på spindelenhetens radiale stivhet, og at treghetsmomentene J1 og J2 øker kvadratisk når diameteren øker, og følgelig (se ligning 3.4) reduseres spindelens elastiske forskyvning Y under belastning.
Som det fremgår av ligning 3.4, påvirkes spindelens stivhet også av avstanden mellom opplagene c og lengden på konsollen gog optimalisering av disse under konstruksjonen forbedrer også kvaliteten på spindelenheten betraktelig.
Det er viktig å merke seg at man ved utforming av spindler også må ta hensyn til den aksiale stivheten, som først og fremst avhenger av den aksiale stivheten til spindellagrene og stivheten til spindelhuset.
Egenfrekvensen til spindelvibrasjonene, som ikke bør ligge under 500-600 Hz, er direkte relatert til stivheten til spindelenhetene. Denne parameteren kan bestemmes eksperimentelt ved hjelp av enheter i "Balanset"-serien ved hjelp av metoden for støtepisitasjon som er omtalt tidligere i avsnitt 3.1.3.1.
Siden det er en stor utfordring for mange utviklere å bestemme parametrene for spindelaggregater, anbefales det at de bruker den grafiske beregningsmetoden som presenteres i verkene [1] og [2], basert på bruk av nomogrammer, som forenkler løsningen av denne oppgaven betydelig og reduserer tiden det tar å fullføre den.
3.2.1.3.4. Sikring av nøyaktighetskravene for spindelrotasjon
Rotasjonsnøyaktigheten er, sammen med stivheten som er omtalt ovenfor, en kritisk egenskap ved spindelenheten på en balanseringsmaskin, som kan ha stor innvirkning på kvaliteten på balanseringen. Praksis viser at rotasjonsnøyaktigheten til en spindel er direkte avhengig av flere faktorer, blant annet:
For det første må produsentene fokusere på presisjonen til lagrene de bruker, ettersom de påvirker rotasjonsnøyaktigheten (radial avrunding) til en spindel med to lagre (se beregningsskjemaet i Figur 3.24) kan estimeres tilnærmet ved hjelp av en verifikasjonsberegning utført ved hjelp av formel 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
hvor:
3.2.1.3.5. Sikre kravene til spindelbalanse
Spindelenheter på balanseringsmaskiner må være godt balansert, da enhver faktisk ubalanse vil overføres til rotoren som balanseres som en ekstra feil. Ved fastsettelse av teknologiske toleranser for spindelens gjenværende ubalanse anbefales det generelt at presisjonsklassen for balanseringen bør være minst 1-2 klasser høyere enn for produktet som balanseres på maskinen.
Med tanke på spindeldesignet som er beskrevet ovenfor, bør balanseringen utføres i to plan.
3.2.1.3.6. Sikre krav til lagerbelastningskapasitet og holdbarhet for spindellagre
Ved utforming av spindler og valg av lagerstørrelser anbefales det å foreta en foreløpig vurdering av lagrenes holdbarhet og belastningskapasitet. Metoden for å utføre disse beregningene er beskrevet i ISO 18855-94 (ISO 281-89) "Rolling Bearings - Dynamic Load Ratings and Rating Life" [3], samt i en rekke (også digitale) håndbøker om rullelagre.
3.2.1.3.7. Sikring av krav til akseptabel oppvarming av spindellagre
I henhold til anbefalinger fra arbeid [1] bør den maksimalt tillatte oppvarmingen av de ytre ringene på spindellagrene ikke overstige 70 °C. For å sikre balansering av høy kvalitet bør imidlertid den anbefalte oppvarmingen av de ytre ringene ikke overstige 40-45 °C.
3.2.1.3.8. Valg av type remdrift og utforming av drivskiven for spindelen
Når du konstruerer drivspindelen til en balanseringsmaskin, anbefales det å sikre rotasjonen ved hjelp av en flat remdrift. Et eksempel på riktig bruk av et slikt drivverk for spindeldrift er presentert i Figur 3.20 og 3.23. Det er ikke ønskelig å bruke kilereim- eller tannreimdrev, da de kan påføre spindelen ekstra dynamiske belastninger på grunn av geometriske unøyaktigheter i reimene og remskivene, noe som igjen kan føre til ytterligere målefeil under balanseringen. Anbefalte krav til remskiver for flate drivremmer er beskrevet i ISO 17383-73 "Remskiver for flate drivremmer" [4].
Drivskiven bør plasseres i den bakre enden av spindelen, så nær lageret som mulig (med minst mulig overheng). Beslutningen om overhengende plassering av remskiven, som ble tatt under produksjonen av spindelen som er vist på Figur 3.19kan betraktes som mislykket, ettersom det øker den dynamiske drivbelastningen som virker på spindelstøttene betydelig.
En annen betydelig ulempe med denne konstruksjonen er bruken av kileremsdrift, hvis produksjons- og monteringsunøyaktigheter også kan være en kilde til uønsket tilleggsbelastning på spindelen.
3.3. Seng (ramme)
Sengen er balanseringsmaskinens viktigste bærende konstruksjon, som de viktigste elementene er basert på, inkludert støttestolpene og drivmotoren. Når man velger eller produserer en seng til en balanseringsmaskin, må man sørge for at den oppfyller en rekke krav, blant annet til stivhet, geometrisk presisjon, vibrasjonsmotstand og slitestyrke på føringene.
I praksis viser det seg at følgende sengealternativer er de mest brukte ved produksjon av maskiner for eget behov:
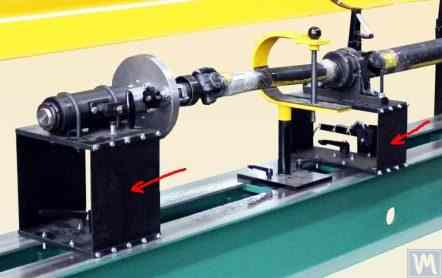
Figur 3.25 viser sengen til en trebearbeidingsmaskin som ble brukt til å produsere en maskin for balansering av kardanaksler.

Figur 3.25. Eksempel på bruk av et brukt trebearbeidingsbord til produksjon av en maskin for balansering av kardanaksler.
Figur 3.26 og 3.27 viser eksempler på bruk av dreiebenk senger, basert på hvilke en spesialisert Hard Bearing-maskin for balansering av skruer og en universell Soft Bearing-balanseringsmaskin for sylindriske rotorer ble produsert. For gjør-det-selv-produsenter gjør slike løsninger det mulig å lage et stivt støttesystem for balanseringsmaskinen med minimalt tids- og kostnadsbesparende tiltak, som kan brukes til å montere støtteben av ulike typer (både Hard Bearing og Soft Bearing). Produsentens viktigste oppgave i dette tilfellet er å sikre (og om nødvendig gjenopprette) den geometriske presisjonen til maskinførerne som støttestativene skal baseres på. Ved DIY-produksjon brukes vanligvis finskraping for å gjenopprette den nødvendige geometriske nøyaktigheten til føringene.

Figur 3.26. Eksempel på bruk av en brukt dreiebenk for produksjon av en hardlagermaskin for balansering av skruer.

Figur 3.27. Eksempel på bruk av en brukt dreiebenk for produksjon av en myklagermaskin for balansering av aksler.
Figur 3.28 viser en versjon av en montert seng laget av to kanaler. I produksjonen av denne sengen brukes avtakbare bolteforbindelser, slik at deformasjon av sengen kan minimeres eller elimineres helt under monteringen uten ytterligere teknologiske operasjoner. For å sikre riktig geometrisk nøyaktighet av føringene til den spesifiserte sengen kan det være nødvendig med mekanisk bearbeiding (sliping, finfresing) av de øverste flensene på kanalene som brukes.

Figur 3.28. Eksempel på fremstilling av en sammensatt seng av kanaler
Figur 3.29 og 3.30 presenterer varianter av sveisede senger, også laget av to kanaler. Produksjonsteknologien for slike senger kan kreve en rekke tilleggsoperasjoner, for eksempel varmebehandling for å avlaste indre spenninger som oppstår under sveisingen. For å sikre riktig geometrisk nøyaktighet i føringene til sveisede senger bør man, som for monterte senger, planlegge mekanisk bearbeiding (sliping, finfresing) av de øverste flensene på kanalene som brukes.

Figur 3.29. Eksempel på fremstilling av en sveiset seng av kanaler
Figur 3.30. Eksempel på produksjon av en sveiset seng fra kanaler
Nylig har senger laget av polymerbetong med vibrasjonsdempende belegg blitt mye brukt. Denne teknologien for produksjon av senger er godt beskrevet på nettet og kan enkelt implementeres av gjør-det-selv-produsenter. På grunn av den relativt enkle og rimelige produksjonen har disse sengene flere viktige fordeler sammenlignet med tilsvarende senger i metall:
Ved produksjon av slike senger er den øverste delen vanligvis forsterket med stålinnlegg som brukes som føringer som balanseringsmaskinens støttestativ er basert på. Som et eksempel viser figur 3.31 et bilde av en maskin for balansering av kardanaksler, produsert av LLC "Technobalance", der sengen er laget av polymerbetong.

Figur 3.31. Eksempel på balanseringsmaskinseng laget av polymerbetong
3.4. Drivverk for balanseringsmaskiner
Som analysen av designløsningene som våre kunder bruker i produksjonen av balanseringsmaskiner viser, fokuserer de hovedsakelig på å bruke vekselstrømsmotorer utstyrt med frekvensomformere under utformingen av frekvensomformerne. Denne tilnærmingen gir et bredt spekter av justerbare rotasjonshastigheter for de balanserte rotorene med minimale kostnader. Effekten til hovedmotorene som brukes til å dreie de balanserte rotorene, velges vanligvis ut fra rotorenes masse og kan være omtrent:
Disse motorene skal være solid montert på maskinens understell eller fundament. Før installasjon på maskinen (eller på installasjonsstedet) må hovedmotoren og remskiven som er montert på utgående aksel, balanseres nøye. For å redusere elektromagnetiske forstyrrelser forårsaket av frekvensomformeren anbefales det å installere nettverksfiltre på inn- og utgangen. Dette kan være standard standardprodukter som leveres av produsentene av frekvensomformerne, eller hjemmelagde filtre laget av ferrittringer.