






3. Krav för konstruktion av grundläggande enheter och mekanismer för balanseringsmaskiner 3.1. Lager 3.1.1. Teoretiska grunder för dimensionering av lager
I föregående avsnitt diskuterades i detalj de huvudsakliga konstruktionsprinciperna för mjukt och hårt lagrade stöd för balanseringsmaskiner. En avgörande parameter som konstruktörerna måste ta hänsyn till vid utformning och tillverkning av dessa stöd är deras naturliga svängningsfrekvenser. Detta är viktigt eftersom mätning av inte bara stödens vibrationsamplitud (cyklisk deformation) utan även vibrationsfasen krävs för att beräkna parametrarna för korrigeringsvikter i maskinens mät- och datorsystem.
Om ett stöds egenfrekvens sammanfaller med den balanserade rotorns rotationsfrekvens (stödresonans), är en noggrann mätning av vibrationens amplitud och fas praktiskt taget omöjlig. Detta illustreras tydligt i diagrammen som visar förändringar i amplitud och fas hos stödets svängningar som en funktion av rotationsfrekvensen hos den balanserade rotorn (se fig. 3.1).
Av dessa diagram framgår att när rotationsfrekvensen för den balanserade rotorn närmar sig egenfrekvensen för stödets svängningar (dvs. när förhållandet fp/fo är nära 1), sker en betydande ökning av amplituden i samband med stödets resonanssvängningar (se fig. 3.1.a). Samtidigt visar figur 3.1.b att det i resonanszonen sker en kraftig förändring av fasvinkeln ∆F°, som kan nå upp till 180°.
Med andra ord, vid balansering av en mekanism i resonanszonen kan även små förändringar i dess rotationsfrekvens leda till betydande instabilitet i mätresultaten för amplitud och fas av dess vibration, vilket leder till fel vid beräkning av parametrarna för korrigeringsvikter och negativt påverkar balanseringens kvalitet.
Diagrammen ovan bekräftar tidigare rekommendationer att för maskiner med hårda lager bör den övre gränsen för rotorns driftsfrekvenser vara (minst) 2-3 gånger lägre än stödets egenfrekvens, fo. För mjukt lagrade maskiner bör den undre gränsen för tillåtna driftsfrekvenser för den balanserade rotorn (minst) vara 2-3 gånger högre än stödets egenfrekvens.
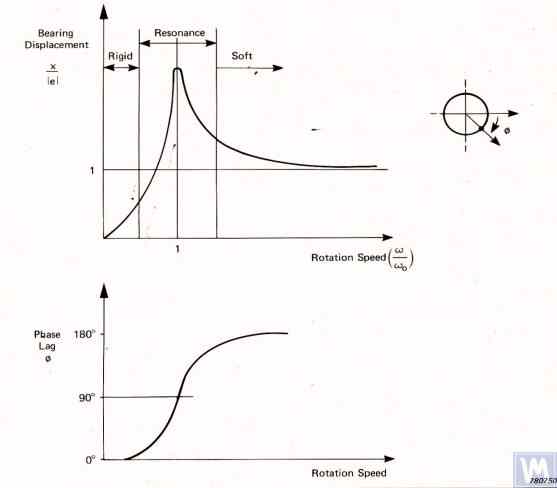
Figur 3.1. Grafer som visar Grafer som visar förändringar i relativ amplitud och fas av vibrationer i balanseringsmaskinens stöd som en funktion av rotationsfrekvensförändringar.
Mot bakgrund av den information som presenteras rekommenderas inte att maskinen körs inom stödets resonansområde (markerat med rött i fig. 3.1). Diagrammen i fig. 3.1 visar också att för samma obalanser i rotorn är de faktiska vibrationerna i Soft Bearing-maskinstöden betydligt lägre än de som uppstår på Soft Bearing-maskinstöden.
Av detta följer att sensorer som används för att mäta vibrationer hos stöd i maskiner med hårda lager måste ha högre känslighet än de som används i maskiner med mjuka lager. Denna slutsats stöds väl av den faktiska användningen av sensorer, som visar att absoluta vibrationsgivare (vibroaccelerometrar och/eller vibrovelocitysensorer), som framgångsrikt används i balanseringsmaskiner för mjuka lager, ofta inte kan uppnå den nödvändiga balanseringskvaliteten på maskiner för hårda lager.
På dessa maskiner rekommenderas att man använder relativa vibrationsgivare, t.ex. kraftgivare eller mycket känsliga förskjutningsgivare.
3.1.2. Uppskattning av naturliga frekvenser för stöd med hjälp av beräkningsmetoder
En konstruktör kan utföra en ungefärlig (uppskattande) beräkning av egenfrekvensen för en stödfot med formel 3.1, genom att förenklat behandla den som ett vibrationssystem med en frihetsgrad, som (se fig. 2.19.a) representeras av en massa M, som svänger på en fjäder med styvheten K.
fo=2π1MK(3.1)
Massan M som används i beräkningen för en symmetrisk mellanlagrad rotor kan approximeras med formel 3.2.
M=Mo+nMr(3.2) där Mo är massan av den rörliga delen av stödet i kg; Mr är massan av den balanserade rotorn i kg; n är antalet maskinstöd som är involverade i balanseringen.
Stödets styvhet K beräknas med formel 3.3 baserat på resultaten från experimentella studier som innefattar mätning av stödets deformation ΔL när det belastas med en statisk kraft P (se fig. 3.2.a och 3.2.b).
K=ΔLP(3.3) där ΔL är stödets deformation i meter; P är den statiska kraften i newton.
Storleken på belastningskraften P kan mätas med ett kraftmätningsinstrument (t.ex. en dynamometer). Stödets förskjutning ΔL bestäms med hjälp av en anordning för mätning av linjära förskjutningar (t.ex. en mätklocka).
3. Krav för konstruktion av grundläggande enheter och mekanismer för balanseringsmaskiner 3.1. Lager 3.1.2. Beräkning av naturliga frekvenser för stöd med beräkningsmetoder
Beräkningar av stödets egenfrekvenser med hjälp av det ovan beskrivna beräkningssystemet kan utföras i två riktningar:
Beräkning av stödets egenfrekvens i vertikal riktning kräver användning av en mer komplex beräkningsteknik, som (förutom parametrarna för själva stödet och den balanserade rotorn) måste ta hänsyn till parametrarna för ramen och detaljerna för maskinens installation på fundamentet. Denna metod diskuteras inte i denna publikation. Analys av formel 3.1 ger några enkla rekommendationer som bör beaktas av maskinkonstruktörer i deras praktiska verksamhet. I synnerhet kan ett stöds egenfrekvens ändras genom att ändra dess styvhet och/eller massa. Ökad styvhet ökar stödets egenfrekvens, medan ökad massa minskar den. Dessa förändringar har ett icke-linjärt, kvadratiskt-inverst förhållande. Om man t.ex. fördubblar stödets styvhet ökar dess egenfrekvens endast med en faktor på 1,4. På samma sätt minskar en fördubbling av massan hos den rörliga delen av stödet dess egenfrekvens endast med en faktor på 1,4.
3.1.3. Experimentella metoder för bestämning av stödets egenfrekvens
Med tanke på att den ovan diskuterade beräkningen av naturliga frekvenser för stöd, utförd med en förenklad metod, kan leda till betydande fel, föredrar de flesta amatörutvecklare att bestämma dessa parametrar med experimentella metoder. För detta använder de funktioner som tillhandahålls av moderna vibrationsmätningssystem för balanseringsmaskiner, inklusive instrument i "Balanset" -serien.
3.1.3.1. Bestämning av naturliga frekvenser hos stöd genom slagexciteringsmetod
Stötmetoden är det enklaste och vanligaste sättet att bestämma den naturliga vibrationsfrekvensen för ett stöd eller någon annan maskinkomponent. Den baseras på det faktum att när ett föremål, t.ex. en klocka (se fig. 3.3), stötinduceras, visar sig dess respons som en gradvis avtagande vibrationssignal. Vibrationssignalens frekvens bestäms av objektets strukturella egenskaper och motsvarar frekvensen för dess naturliga vibrationer. För slagaktivering av vibrationer kan vilket tungt verktyg som helst användas, t.ex. en gummiklubba eller en vanlig klubba.
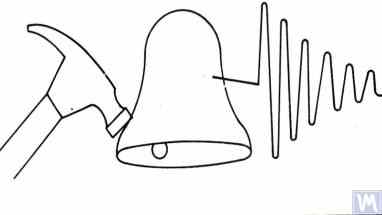
Bild 3.3. Diagram över slagen excitation som används för att bestämma ett objekts naturliga frekvenser
Hammarens massa ska vara ungefär 10% av massan hos det föremål som ska exciteras. För att fånga vibrationsresponsen ska en vibrationssensor installeras på det undersökta föremålet, med mätaxeln i linje med slagets exciteringsriktning. I vissa fall kan en mikrofon från en bullermätare användas som sensor för att uppfatta objektets vibrationsrespons.
Objektets vibrationer omvandlas till en elektrisk signal av sensorn, som sedan skickas till ett mätinstrument, t.ex. ingången på en spektrumanalysator. Detta instrument registrerar tidsfunktionen och spektrumet för den avklingande vibrationsprocessen (se fig. 3.4), vars analys gör det möjligt att bestämma frekvensen (frekvenserna) för objektets naturliga vibrationer.
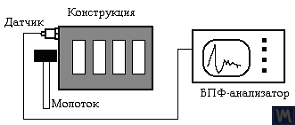
Figur 3.4. Diagram över mätning och registrering av ett objekts naturliga vibrationer
Liksom de flesta moderna vibrationsmätinstrument kan mätsystemen i serien "Balanset" användas för att bestämma egenfrekvenserna för ett objekt (t.ex. stöd för en balanseringsmaskin) när dess vibrationer exciteras av stötar. Denna procedur på enheter i "Balanset"-serien kan utföras antingen i enhetens tilläggsfunktionsläge "Graphs. Spectrum" eller i ett specialiserat läge "Graphs. Impact", som ingår i de senaste versionerna av programvaran "Balanset 1".
Som ett resultat av detta förfarande visas på datorskärmen ett arbetsfönster med diagram över tidsfunktionen och spektrumet för avklingande vibrationer, som uppstår i den undersökta strukturen när den utsätts för stötexcitation. Ett exempel på sådana grafer visas i figur 3.5.

Figur 3.5. Programgränssnitt som visar tidsfunktionsdiagram och spektrum för avklingande stötvibrationer för den undersökta strukturen
Analysen av spektrumdiagrammet i figur 3.5 (se den nedre delen av arbetsfönstret) visar att huvudkomponenten i den undersökta strukturens naturliga vibrationer, bestämd med hänvisning till diagrammets abscisseaxel, inträffar vid en frekvens på 9,5 Hz. Denna metod kan rekommenderas för studier av naturliga vibrationer hos både mjukt och hårt lagrade stöd för balanseringsmaskiner.
3.1.3.2. Bestämning av naturliga frekvenser för stöd i coasting-läge
I vissa fall kan stödets egenfrekvens bestämmas genom cyklisk mätning av vibrationens amplitud och fas "på kusten". Vid tillämpning av denna metod accelereras rotorn som är installerad på den undersökta maskinen initialt till sin maximala rotationshastighet, varefter dess drivning kopplas bort och frekvensen för den störande kraft som är förknippad med rotorns obalans minskar gradvis från maximalt till stoppunkten.
I detta fall kan stödets egenfrekvens bestämmas med hjälp av två egenskaper:
I "Balanset"-serien kan läget "Vibrometer" ("Balanset 1") eller läget "Balansering. Monitoring" ("Balanset 2C" och "Balanset 4") användas för att detektera egenfrekvenserna hos objekt "på kusten", vilket möjliggör cykliska mätningar av amplitud och fas hos vibrationerna vid rotorns rotationsfrekvens.
Dessutom innehåller programvaran "Balanset 1" ett specialiserat "Graphs. Coasting", som gör det möjligt att rita grafer över förändringar i amplitud och fas av stödvibrationer på kusten som en funktion av förändrad rotationsfrekvens, vilket avsevärt underlättar processen att diagnostisera resonanser.
Det bör noteras att av uppenbara skäl (se avsnitt 3.1.1) kan metoden att identifiera egenfrekvenser för stöd på kusten endast användas vid studier av balanseringsmaskiner med mjuka lager, där arbetsfrekvenserna för rotorrotation avsevärt överstiger egenfrekvenserna för stöd i tvärgående riktning.
När det gäller maskiner med hårda lager, där arbetsfrekvenserna för rotorrotationen som ger upphov till vibrationer i stöden på kusten ligger betydligt under stödens egenfrekvenser, är det praktiskt taget omöjligt att använda denna metod.
3.1.4. Praktiska rekommendationer för konstruktion och tillverkning av stöd för balanseringsmaskiner 3.1.4.1. Mjuklagrade maskiner med plattfjädring
Flera konstruktionsvarianter av balanseringsmaskinstöd tillverkade med plattfjädrar har diskuterats ovan i avsnitt 2.1 och illustrerats i figurerna 2.7 - 2.9. Enligt vår information är sådana konstruktioner vanligast förekommande i maskiner avsedda för balansering av drivaxlar.
Som exempel kan vi ta de fjäderparametrar som användes av en av våra kunder (LLC "Rost-Service", St. Petersburg) vid tillverkningen av deras egna maskinstöd. Denna maskin var avsedd för balansering av drivaxlar med 2, 3 och 4 stöd, med en massa som inte överstiger 200 kg. De geometriska måtten på fjädrarna (höjd * bredd * tjocklek) som används i stöden för maskinens ledande och drivna spindlar, som valts av kunden, var respektive 3002003 mm.
Egenfrekvensen för det obelastade stödet, som bestämdes experimentellt med hjälp av metoden för stötexcitering med standardmätningssystemet för "Balanset 4"-maskinen, befanns vara 11-12 Hz. Vid en sådan naturlig vibrationsfrekvens för stöden bör den rekommenderade rotationsfrekvensen för den balanserade rotorn under balansering inte vara lägre än 22-24 Hz (1320 - 1440 RPM).
De geometriska måtten på de plattfjädrar som användes av samma tillverkare på mellanstöden var respektive 2002003 mm. Dessutom visade studierna att dessa stöd hade högre egenfrekvenser, upp till 13-14 Hz.
Baserat på testresultaten rekommenderades maskintillverkarna att anpassa (utjämna) egenfrekvenserna för spindeln och mellanstöden. Detta skulle underlätta valet av intervall för drivaxlarnas operativa rotationsfrekvenser under balanseringen och undvika potentiella instabiliteter i mätsystemets avläsningar på grund av att stöden kommer in i området med resonansvibrationer.
Metoderna för att justera egenfrekvenserna för vibrationer hos stöd på plattfjädrar är uppenbara. Denna justering kan uppnås genom att ändra de geometriska dimensionerna eller formen på de platta fjädrarna, vilket uppnås till exempel genom att fräsa längsgående eller tvärgående slitsar som minskar deras styvhet.
Som tidigare nämnts kan verifiering av resultaten av en sådan justering utföras genom att identifiera stödens naturliga vibrationsfrekvenser med de metoder som beskrivs i avsnitten 3.1.3.1 och 3.1.3.2.
Figur 3.6 presenterar en klassisk version av stödkonstruktionen på platta fjädrar, som används i en av hans maskiner av A. Sinitsyn. Som framgår av figuren innehåller stödet följande komponenter:

Figur 3.6. Konstruktionsvariant för ett stöd på platta fjädrar
Stödets övre platta 1 kan användas för att montera spindeln eller ett mellanlager. Beroende på stödets användningsområde kan den nedre plattan 4 vara fast monterad i maskinens styrningar eller installerad på rörliga glidskenor, så att stödet kan röra sig längs styrningarna. Konsol 5 används för att installera en låsmekanism för stödet, så att det kan hållas säkert fast under acceleration och inbromsning av den balanserade rotorn.
Plattfjädrar för Soft Bearing-maskinstöd bör tillverkas av bladfjäderstål eller legerat stål av hög kvalitet. Användning av vanliga konstruktionsstål med låg sträckgräns är inte tillrådligt, eftersom de kan utveckla kvarstående deformation under statiska och dynamiska belastningar under drift, vilket leder till en minskning av maskinens geometriska noggrannhet och till och med till förlust av stödstabilitet.
3.1.4.2. Mjukt bärande maskinstöd med upphängning på bandfjädrar
Vid konstruktion av bandfjädrar som används för stödupphängningar bör man uppmärksamma valet av tjocklek och bredd på fjäderbandet, som å ena sidan måste motstå den statiska och dynamiska belastningen från rotorn på stödet, och å andra sidan måste förhindra möjligheten till torsionsvibrationer i stödupphängningen, vilket manifesteras som axiell utrullning.
Exempel på konstruktion av balanseringsmaskiner med bandfjäderupphängning visas i figurerna 2.1 - 2.5 (se avsnitt 2.1), samt i figurerna 3.7 och 3.8 i detta avsnitt.

Figur 3.7. Maskin för balansering av elmotorrotorer, monterad, utvecklad av A. Mokhov.

Figur 3.8. Maskin för balansering av turbopumprotorer. Maskin för balansering av turbopumprotorer, utvecklad av G. Glazov (Bishkek)
3.1.4.3. Maskinstöd med mjuka lager tillverkade av cylindriska fjädrar
Ett exempel på en balanseringsmaskin med mjuka lager, där cylindriska tryckfjädrar används vid konstruktionen av stöden, visas i figur 3.9. Den största nackdelen med denna konstruktionslösning är de varierande graderna av fjäderdeformation i de främre och bakre stöden, som uppstår om belastningarna på stöden är ojämna under balanseringen av asymmetriska rotorer. Detta leder naturligtvis till felinriktning av stöden och snedställning av rotoraxeln i vertikalplanet. En av de negativa konsekvenserna av denna defekt kan vara uppkomsten av krafter som får rotorn att förskjutas axiellt under rotation.

Fig. 3.9. Konstruktionsvariant för mjukt lagerstöd för balanseringsmaskiner med cylindriska fjädrar.
3.1.4.4. Hårda lagerstöd för maskiner Som vår omfattande erfarenhet med kunder visar, har en betydande del av tillverkarna av egentillverkade balanserare nyligen börjat föredra maskiner med hårda lager och styva stöd. I avsnitt 2.2 visar figurerna 2.16 - 2.18 fotografier av olika konstruktionsutföranden av maskiner med sådana stöd. En typisk skiss av ett styvt stöd, som utvecklats av en av våra kunder för deras maskinkonstruktion, visas i fig. 3.10. Detta stöd består av en plan stålplåt med ett P-format spår, som traditionellt delar upp stödet i "styva" och "flexibla" delar. Under inverkan av en obalanserad kraft kan den "flexibla" delen av stödet deformeras i förhållande till den "styva" delen. Storleken på denna deformation, som bestäms av stödets tjocklek, spårens djup och bredden på den brygga som förbinder stödets "flexibla" och "styva" delar, kan mätas med hjälp av lämpliga givare i maskinens mätsystem. Eftersom det saknas en metod för att beräkna den tvärgående styvheten hos sådana stöd, med hänsyn till djupet h hos det P-formade spåret, bredden t hos bron samt stödets tjocklek r (se fig. 3.10), bestäms dessa konstruktionsparametrar vanligtvis experimentellt av utvecklarna.
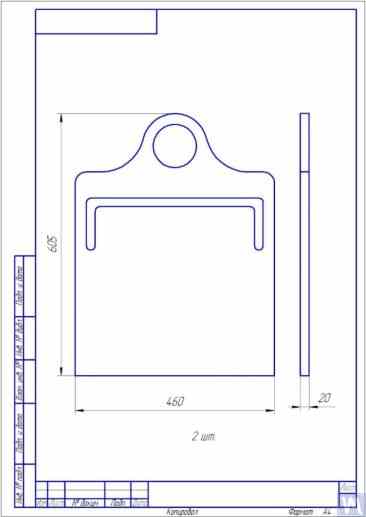
Fig. 3.10. Skiss av hårt lagerstöd för balanseringsmaskin
Fotografier som visar olika utföranden av sådana stöd, tillverkade för våra kunders egna maskiner, visas i figurerna 3.11 och 3.12. Genom att sammanfatta de uppgifter som erhållits från flera av våra kunder som är maskintillverkare, kan krav formuleras för tjockleken på stöd som är avsedda för maskiner av olika storlek och lastkapacitet. För maskiner avsedda att balansera rotorer som väger från 0,1 till 50-100 kg kan till exempel stödets tjocklek vara 20 mm.

Fig. 3.11. Hårda lagerstöd för balanseringsmaskin, tillverkade av A. Sinitsyn

Fig. 3.12. Hårt lagerstöd för balanseringsmaskin, tillverkat av D. Krasilnikov
För maskiner med en balanserad rotormassa som inte överstiger 300 - 500 kg kan stödets tjocklek ökas till 30 - 40 mm, och för maskiner konstruerade för balansering av rotorer med maximala massor på 1000 till 3000 kg kan stödets tjocklek uppgå till 50 - 60 mm eller mer. Som analysen av de dynamiska egenskaperna hos ovan nämnda stöd visar, överstiger deras naturliga vibrationsfrekvenser, uppmätta i det tvärgående planet (planet för mätning av relativa deformationer av de "flexibla" och "styva" delarna), vanligtvis 100 Hz eller mer. De naturliga vibrationsfrekvenserna för stödben med hårda lager i frontalplanet, mätt i den riktning som sammanfaller med den balanserade rotorns rotationsaxel, är vanligtvis betydligt lägre. Och det är dessa frekvenser som i första hand bör beaktas när man fastställer den övre gränsen för arbetsfrekvensområdet för roterande rotorer som är balanserade på maskinen. Som nämnts ovan kan bestämningen av dessa frekvenser utföras med den metod för stötexcitering som beskrivs i avsnitt 3.1.
3.2. Stödenheter för balanseringsmaskiner 3.2.1. Huvudtyper av stödjande enheter Vid tillverkning av balanseringsmaskiner med både hård och mjuk lagring kan följande välkända typer av stödanordningar rekommenderas, som används för installation och rotation av balanserade rotorer på stöd, inklusive:

3.13. Utförandevariant av prismatisk stödenhet, som används på en balanseringsmaskin för bilturbiner
Liknande stödanordningar (se figur 3.8 ovan) används t.ex. av G. Glazov i hans maskin, som också är avsedd för balansering av bilturbiner. Den ursprungliga tekniska lösningen med den prismatiska stödanordningen, tillverkad av fluorplast (se figur 3.14), föreslås av LLC "Technobalance".

Fig. 3.14. Montering av prismatiskt stöd av LLC "Technobalance"
Detta speciella stöd består av två cylindriska hylsor 1 och 2, monterade i vinkel mot varandra och fixerade på stödaxlar. Den balanserade rotorn kommer i kontakt med hylsornas ytor längs cylindrarnas genereringslinjer, vilket minimerar kontaktytan mellan rotoraxeln och stödet, vilket följaktligen minskar friktionskraften i stödet. Vid behov, i händelse av slitage eller skada på stödytan i området för dess kontakt med rotoraxeln, ges möjlighet till slitagekompensation genom att rotera hylsan runt sin axel med en viss vinkel. Det bör noteras att vid användning av stödenheter tillverkade av icke-metalliska material, är det nödvändigt att tillhandahålla en strukturell möjlighet att jorda den balanserade rotorn till maskinhuset, vilket eliminerar risken för kraftiga statiska elektriska laddningar som uppstår under drift. Detta bidrar för det första till att minska elektriska störningar och interferenser som kan påverka funktionen hos maskinens mätsystem och för det andra eliminerar det risken för att personal påverkas av statisk elektricitet.
3.2.1.2. Montering av rullstöd Dessa enheter installeras vanligtvis på stöd i maskiner som är konstruerade för att balansera rotorer med massor som överstiger 50 kg eller mer. Deras användning minskar avsevärt friktionskrafterna i stöden jämfört med prismatiska stöd, vilket underlättar rotationen av den balanserade rotorn. Som ett exempel visar figur 3.15 en konstruktionsvariant av en stödenhet där rullar används för positionering av produkten. I denna konstruktion används standardrullningslager som rullar 1 och 2, vars yttre ringar roterar på stationära axlar som är fixerade i maskinens stödkropp 3. Figur 3.16 visar en skiss av en mer komplex konstruktion av en rullstödsenhet som implementerades i deras projekt av en av de egentillverkade tillverkarna av balanseringsmaskiner. Som framgår av ritningen har ett par rullningslager 1 och 2 installerats i rullkroppen 3 för att öka rullens lastkapacitet (och därmed stödanordningen som helhet). Det praktiska genomförandet av denna design, trots alla dess uppenbara fördelar, verkar vara en ganska komplex uppgift, förknippad med behovet av oberoende tillverkning av rullkroppen 3, till vilken mycket höga krav på geometrisk noggrannhet och mekaniska egenskaper hos materialet ställs.

Fig. 3.15. Exempel på utformning av rullstödsenhet
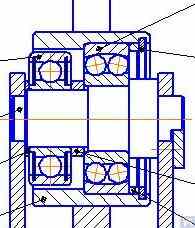
Fig. 3.16. Exempel på utformning av rullstödsenhet med två rullningslager
Figur 3.17 visar en designvariant av ett självjusterande rullstöd som utvecklats av specialisterna på LLC "Technobalance". I denna konstruktion uppnås rullarnas självjusterande förmåga genom att förse dem med ytterligare två frihetsgrader, vilket gör att rullarna kan göra små vinkelrörelser runt X- och Y-axlarna. Sådana stödanordningar, som garanterar hög precision vid installation av balanserade rotorer, rekommenderas vanligtvis för användning på stöd för tunga balanseringsmaskiner.

Fig. 3.17. Exempel på utformning av självjusterande rullstödsenhet
Som tidigare nämnts har rullstödsenheter vanligtvis ganska höga krav på precisionstillverkning och styvhet. I synnerhet bör toleranserna för rullarnas radiella avrullning inte överstiga 3-5 mikrometer.
I praktiken uppnås detta inte alltid, inte ens av välkända tillverkare. Till exempel, under författarens testning av den radiella rundgången på en uppsättning nya rullstödsenheter, inköpta som reservdelar för balanseringsmaskinen modell H8V, märke "K. Shenk", uppgick den radiella rundgången på deras rullar till 10-11 mikron.
3.2.1.3. Stödjande enheter för spindel
Vid balansering av rotorer med flänsmontering (t.ex. kardanaxlar) på balanseringsmaskiner används spindlar som stödanordningar för positionering, montering och rotation av de balanserade produkterna.
Spindlar är en av de mest komplexa och kritiska komponenterna i balanseringsmaskiner, med stort ansvar för att uppnå den balanseringskvalitet som krävs.
Teori och praktik för konstruktion och tillverkning av spindlar är ganska väl utvecklade och återspeglas i ett brett spektrum av publikationer, bland vilka monografin "Detaljer och mekanismer för metallskärande verktygsmaskiner" [1], redigerad av Dr. Eng. D.N. Reshetov, framstår som den mest användbara och tillgängliga för utvecklare.
Bland de viktigaste kraven som bör beaktas vid konstruktion och tillverkning av balanseringsmaskinspindlar bör följande prioriteras:
a) Tillhandahålla hög styvhet i spindelns struktur som är tillräcklig för att förhindra oacceptabla deformationer som kan uppstå under påverkan av obalanserade krafter från den balanserade rotorn;
b) Säkerställande av stabiliteten hos spindelns rotationsaxelposition, karakteriserad av tillåtna värden för spindelns radiella, axiella och axiella rundgång;
c) Säkerställa korrekt slitstyrka hos spindeltapparna, liksom hos dessas säte och stödytor som används för montering av balanserade produkter.
Det praktiska genomförandet av dessa krav beskrivs i detalj i avsnitt VI "Spindlar och deras stöd" i arbetet [1].
I synnerhet finns det metoder för att verifiera spindelns styvhet och rotationsnoggrannhet, rekommendationer för val av lager, val av spindelmaterial och metoder för dess härdning, samt mycket annan användbar information om detta ämne.
Work [1] noterar att vid konstruktion av spindlar för de flesta typer av verktygsmaskiner för metallskärning används huvudsakligen ett system med två lager.
Ett exempel på konstruktionsvarianten av ett sådant tvålagerssystem som används i fräsmaskinspindlar (detaljer finns i arbetet [1]) visas i fig. 3.18.
Detta system är mycket lämpligt för tillverkning av spindlar till balanseringsmaskiner, av vilka exempel på konstruktionsvarianter visas nedan i figurerna 3.19-3.22.
Figur 3.19 visar en av konstruktionsvarianterna av den ledande spindelenheten i en balanseringsmaskin, roterande på två radiella trycklager, som vart och ett har sitt eget oberoende hölje 1 och 2. En fläns 4, avsedd för flänsmontering av en kardanaxel, och en remskiva 5, som används för att överföra rotation till spindeln från elmotorn med hjälp av en kilremsdrift, är monterade på spindelaxeln 3.
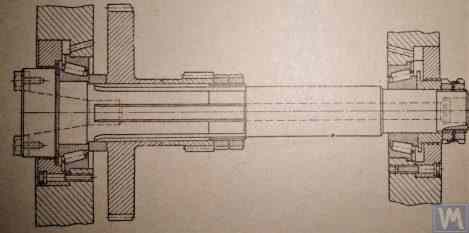
Fig. 3.18. Skiss av en tvålagrad fräsmaskinsspindel

Figur 3.19. Exempel på spindelkonstruktion på två oberoende lagerhållare
Figurerna 3.20 och 3.21 visar två närbesläktade konstruktioner av ledande spindelenheter. I båda fallen är spindellagren monterade i ett gemensamt hus 1, som har ett genomgående axiellt hål som är nödvändigt för montering av spindelaxeln. Vid ingången och utgången av detta hål har huset speciella hål (visas inte i figurerna), utformade för att rymma radiella trycklager (rull- eller kullager) och speciella flänslock 5, som används för att säkra lagrens ytterringar.
Liksom i den tidigare versionen (se fig. 3.19) är en frontplatta 2 installerad på spindelaxeln, avsedd för flänsmontering av drivaxeln, och en remskiva 3, som används för att överföra rotation till spindeln från elmotorn via en remdrift. En lem 4 är också fäst på spindelaxeln, som används för att bestämma spindelns vinkelposition, som används vid installation av test- och korrigeringsvikter på rotorn under balansering.

Figur 3.20. Exempel 1 på en ledande spindelkonstruktion på två lagerstöd installerade i ett gemensamt hus

Figur 3.21. Exempel 2 på en ledande spindelkonstruktion på två lagerstöd installerade i ett gemensamt hus
 \
\
Figur 3.22. Exempel på utformning av en driven (bakre) spindel
Figur 3.22 visar en konstruktionsvariant av den drivna (bakre) spindelenheten på en maskin, som skiljer sig från den ledande spindeln endast genom avsaknaden av drivskiva och lem, eftersom de inte behövs.
Som framgår av Figurerna 3.20 - 3.22De spindelenheter som beskrivs ovan fästs på balanseringsmaskinernas mjuklagerstöd med hjälp av speciella klämmor (spännband) 6. Andra metoder för fastsättning kan också användas vid behov, vilket säkerställer korrekt styvhet och precision vid positionering av spindelenheten på stödet.
Figur 3.23 visar en utformning av flänsmonteringen som liknar den spindel som kan användas för montering på ett hårdlagerstöd i en balanseringsmaskin.

Figur 3.22. Exempel på konstruktionsutförande av en driven (bakre) spindel
Figur 3.22 presenterar en konstruktionsvariant av den drivna (bakre) spindelenheten på en maskin, som endast skiljer sig från den ledande spindeln genom att den saknar drivskiva och lem på grund av att de inte behövs.
Som framgår av Figurerna 3.20 - 3.22De spindelenheter som diskuteras är fästa på balanseringsmaskinernas mjuka lagerstöd med hjälp av speciella klämmor (spännband) 6. Vid behov kan även andra fästmetoder användas som ger rätt styvhet och noggrannhet vid positionering av spindelenheten på stödet.
Figur 3.23 visar konstruktionen av en flänsmontering för en sådan spindel, som kan användas för montering på ett hårt lagerstöd i en balanseringsmaskin.
3.1.4.3. Maskinstöd med mjuka lager tillverkade av cylindriska fjädrar
Ett exempel på en balanseringsmaskin med mjuka lager, där cylindriska tryckfjädrar används vid konstruktionen av stöden, visas i Figur 3.9. Den största nackdelen med denna konstruktionslösning är att fjäderdeformationen är olika stor på de främre och bakre stöden, vilket uppstår vid ojämn belastning av stöden vid balansering av asymmetriska rotorer. Detta leder naturligtvis till felinriktning av stöden och snedställning av rotoraxeln i det vertikala planet. En av de negativa konsekvenserna av denna defekt kan vara uppkomsten av krafter som får rotorn att förskjutas axiellt under rotation.
Figur 3.24. Beräkningsschema som används för att bestämma spindelns styvhet och dess radiella avrullning (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], fikon (3.4)
var:
Genom att omvandla formel 3.4, det önskade beräknade värdet av spindelenhetens styvhet jшп kan bestämmas: jшп = P / Y, kg/cm (3.5)
Med hänsyn till rekommendationerna i arbetet [1] för medelstora balanseringsmaskiner bör detta värde inte understiga 50 kg/µm.
Det har tidigare noterats att det huvudsakliga inflytandet på spindelns radiella styvhet utövas av axelns diameter, med en ökning av vilken tröghetsmomenten J1 och J2 ökar kvadratiskt, och följaktligen (se ekvation 3.4) minskar mängden elastisk förskjutning Y hos spindeln under belastning.
Som framgår av ekvation 3.4 påverkas spindelns styvhet också av avståndet mellan stöden c och längden på dess konsol g, vars optimering under konstruktionen också avsevärt förbättrar kvaliteten på spindelmonteringen.
Det bör noteras att när man konstruerar spindlar bör man också se till att säkerställa deras axiella styvhet, vilket främst beror på spindellagrens axiella styvhet och styvheten hos dess hölje.
Spindelvibrationernas egenfrekvens, som inte bör understiga 500 - 600 Hz, är direkt relaterad till spindelenheternas styvhet. Denna parameter kan bestämmas experimentellt med hjälp av enheter i "Balanset"-serien genom att använda den stötexciteringsmetod som diskuterats tidigare i avsnitt 3.1.3.1.
Eftersom det är en stor utmaning för många utvecklare att bestämma parametrarna för spindelaggregat, rekommenderas de att använda den grafiska beräkningsmetod som presenteras i verken [1] och [2], baserad på användning av nomogram, vilket avsevärt förenklar lösningen av denna uppgift och minskar den tid det tar att slutföra den.
3.2.1.3.4. Säkerställande av noggrannhetskraven för spindelrotation
Rotationsnoggrannhet, tillsammans med den styvhet som diskuterats ovan, är en kritisk egenskap hos spindelenheten i en balanseringsmaskin, vilket kan ha en betydande inverkan på balanseringens kvalitet. Praxis visar att rotationsnoggrannheten hos en spindel direkt beror på flera faktorer, inklusive:
För det första måste tillverkarna fokusera på precisionen hos de lager de använder, eftersom deras inverkan på rotationsnoggrannheten (radiell runout) hos en spindel med två lager (se beräkningsschema i Figur 3.24) kan uppskattas ungefärligt genom en kontrollberäkning som utförs med formel 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
var:
3.2.1.3.5. Säkerställande av krav på spindelbalans
Spindelenheter i balanseringsmaskiner måste vara välbalanserade, eftersom all faktisk obalans kommer att överföras till den rotor som balanseras som ytterligare fel. Vid fastställande av tekniska toleranser för spindelns kvarvarande obalans rekommenderas generellt att precisionsklassen för dess balansering bör vara minst 1 - 2 klasser högre än för den produkt som balanseras på maskinen.
Med tanke på spindlarnas konstruktionsegenskaper som diskuterats ovan bör balanseringen utföras i två plan.
3.2.1.3.6. Säkerställande av krav på lagerbelastningskapacitet och hållbarhet för spindellager
Vid konstruktion av spindlar och val av lagerstorlekar är det lämpligt att preliminärt bedöma lagrens hållbarhet och lastkapacitet. Metoden för att utföra dessa beräkningar kan beskrivas i detalj i ISO 18855-94 (ISO 281-89) "Rullningslager - dynamiska belastningsvärden och nominell livslängd" [3], samt i många (inklusive digitala) rullningslagerhandböcker.
3.2.1.3.7. Säkerställande av krav för godtagbar uppvärmning av spindellager
Enligt rekommendationer från arbetet [1] bör den maximalt tillåtna uppvärmningen av spindellagrens ytterringar inte överstiga 70°C. För att säkerställa högkvalitativ balansering bör dock den rekommenderade uppvärmningen av de yttre ringarna inte överstiga 40 - 45°C.
3.2.1.3.8. Välja typ av remdrift och utformning av drivskiva för spindeln
När man konstruerar drivspindeln till en balanseringsmaskin rekommenderas det att säkerställa dess rotation med hjälp av en flat remdrift. Ett exempel på korrekt användning av en sådan drivning för spindeldrift presenteras i Figurerna 3.20 och 3.23. Det är inte önskvärt att använda kilrems- eller kuggremsdrifter, eftersom de kan ge spindeln ytterligare dynamiska belastningar på grund av geometriska felaktigheter i remmar och remskivor, vilket i sin tur kan leda till ytterligare mätfel vid balansering. Rekommenderade krav för remskivor för plana drivremmar beskrivs i ISO 17383- 73 "Remskivor för plana drivremmar" [4].
Drivskivan skall placeras vid spindelns bakre ände, så nära lagerenheten som möjligt (med minsta möjliga överhäng). Konstruktionsbeslutet för den överhängande placeringen av remskivan, gjordes vid tillverkningen av spindeln som visas i Figur 3.19, kan anses vara misslyckad, eftersom den avsevärt ökar momentet för den dynamiska drivbelastningen som verkar på spindelstöden.
En annan betydande nackdel med denna konstruktion är användningen av en kilremsdrivning, vars tillverknings- och monteringsfelaktigheter också kan vara en källa till oönskad extra belastning på spindeln.
3.3. Säng (ram)
Bädden är balanseringsmaskinens huvudsakliga stödstruktur, på vilken dess huvudelement är baserade, inklusive stödstolparna och drivmotorn. Vid val eller tillverkning av en balanseringsmaskins säng är det nödvändigt att säkerställa att den uppfyller flera krav, inklusive nödvändig styvhet, geometrisk precision, vibrationsmotstånd och slitstyrka hos dess styrningar.
Praxis visar att följande sängalternativ oftast används vid tillverkning av maskiner för eget behov:
Figur 3.25 visar bädden till en träbearbetningsmaskin som framgångsrikt användes vid tillverkningen av en maskin avsedd för balansering av kardanaxlar.

Figur 3.25. Exempel på användning av en begagnad träbearbetningsmaskinsbädd för tillverkning av en maskin för balansering av kardanaxlar.
Figurerna 3.26 och 3.27 visar exempel på användning av svarvbäddar, baserade på vilka en specialiserad hårdlagrad maskin för balansering av skruvar och en universell mjuklagrad balanseringsmaskin för cylindriska rotorer tillverkades. För DIY-tillverkare gör sådana lösningar det möjligt att skapa ett styvt stödsystem för balanseringsmaskinen med minimal tid och kostnad, på vilket stödstativ av olika typer (både hårdlagrade och mjuklagrade) kan monteras. Tillverkarens huvuduppgift i det här fallet är att säkerställa (och vid behov återställa) den geometriska precisionen hos de maskinstyrningar som stödstativen ska baseras på. Vid DIY-produktion används vanligtvis finskrapning för att återställa den geometriska noggrannhet som krävs för styrningarna.

Figur 3.26. Exempel på användning av en begagnad svarvbädd för tillverkning av en maskin med hårda lager för balansering av skruvar.

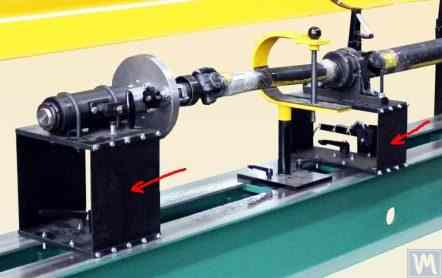
Figur 3.27. Exempel på användning av en begagnad svarvbädd för tillverkning av en mjuklagermaskin för balansering av axlar.
Figur 3.28 visar en version av en monterad säng tillverkad av två kanaler. Vid tillverkningen av denna säng används löstagbara skruvförband som gör att deformationen av sängen kan minimeras eller helt elimineras under monteringen utan ytterligare tekniska åtgärder. För att säkerställa korrekt geometrisk noggrannhet hos styrningarna i den specificerade sängen kan mekanisk bearbetning (slipning, finfräsning) av de övre flänsarna på de använda kanalerna krävas.

Figur 3.28. Exempel på tillverkning av en monterad säng av kanaler
Figurerna 3.29 och 3.30 presentera varianter av svetsade sängar, även gjorda av två kanaler. Tillverkningstekniken för sådana sängar kan kräva en rad ytterligare operationer, såsom värmebehandling för att lindra inre spänningar som uppstår vid svetsning. För att säkerställa korrekt geometrisk noggrannhet hos styrningarna i svetsade sängar bör man, precis som för monterade sängar, planera mekanisk bearbetning (slipning, finfräsning) av de övre flänsarna på de kanaler som används.

Figur 3.29. Exempel på tillverkning av en svetsad säng av kanaler
Figur 3.30. Exempel på tillverkning av en svetsad säng från kanaler
På senare tid har sängar tillverkade av polymerbetong med vibrationsdämpande beläggningar fått stor spridning. Denna teknik för tillverkning av sängar är väl beskriven online och kan enkelt implementeras av DIY-tillverkare. På grund av den relativa enkelheten och låga produktionskostnaden har dessa sängar flera viktiga fördelar jämfört med sina motsvarigheter i metall:
Vid tillverkning av sådana bäddar förstärks vanligtvis den övre delen med stålinsatser som används som styrningar på vilka balanseringsmaskinens stödben är baserade. Som ett exempel visar figur 3.31 ett fotografi av en maskin för balansering av kardanaxlar, tillverkad av LLC "Technobalance", vars bädd är tillverkad av polymerbetong.

Figur 3.31. Exempel på en balanseringsmaskinsbädd tillverkad av polymerbetong
3.4. Drivningar för balanseringsmaskiner
Analysen av de konstruktionslösningar som våra kunder använder vid tillverkningen av balanseringsmaskiner visar att de huvudsakligen fokuserar på att använda AC-motorer utrustade med frekvensomriktare vid konstruktionen av frekvensomriktarna. Detta tillvägagångssätt möjliggör ett brett spektrum av justerbara rotationshastigheter för de balanserade rotorerna med minimal kostnad. Effekten hos de huvuddrivmotorer som används för att snurra de balanserade rotorerna väljs vanligtvis baserat på massan hos dessa rotorer och kan ungefär vara:
Dessa motorer skall vara stadigt monterade på maskinbädden eller dess fundament. Före installation på maskinen (eller på installationsplatsen) bör huvuddrivmotorn, tillsammans med remskivan som är monterad på dess utgående axel, balanseras noggrant. För att minska de elektromagnetiska störningar som orsakas av frekvensomriktaren rekommenderas att nätverksfilter installeras på dess in- och utgång. Dessa kan vara standardprodukter som tillhandahålls av tillverkarna av frekvensomriktarna eller hemmagjorda filter tillverkade med ferritringar.