






3. Zahteve za izdelavo osnovnih enot in mehanizmov balansirnih strojev 3.1. Ležaji 3.1.1. Teoretični temelji načrtovanja ležajev
V prejšnjem razdelku so bile podrobno obravnavane glavne konstrukcijske izvedbe nosilcev z mehkimi in trdimi ležaji za balansirne stroje. Ključni parameter, ki ga morajo projektanti upoštevati pri načrtovanju in izdelavi teh podpor, so njihove lastne frekvence nihanja. To je pomembno, ker je merjenje ne le amplitude nihanja (ciklične deformacije) podpor, temveč tudi faze nihanja potrebno za izračun parametrov korekcijskih uteži s strani merilnih in računskih sistemov stroja.
Če lastna frekvenca podpore sovpada s frekvenco vrtenja uravnoteženega rotorja (resonanca podpore), je natančno merjenje amplitude in faze vibracij praktično nemogoče. To je jasno razvidno iz grafov, ki prikazujejo spremembe amplitude in faze nihanja podpore v odvisnosti od frekvence vrtenja uravnoteženega rotorja (glej sliko 3.1).
Iz teh grafov je razvidno, da ko se frekvenca vrtenja uravnoteženega rotorja približa lastni frekvenci nihanja podpore (tj. ko je razmerje fp/fo blizu 1), se znatno poveča amplituda, povezana z resonančnimi nihanji podpore (glej sliko 3.1.a). Hkrati graf 3.1.b kaže, da se v resonančnem območju močno spremeni fazni kot ∆F°, ki lahko doseže do 180°.
Z drugimi besedami, pri uravnoteženju katerega koli mehanizma v resonančnem območju lahko že majhne spremembe njegove frekvence vrtenja povzročijo znatno nestabilnost rezultatov meritev amplitude in faze njegovih vibracij, kar vodi v napake pri izračunu parametrov korekcijskih uteži in negativno vpliva na kakovost uravnoteženja.
Zgornji grafi potrjujejo prejšnja priporočila, da mora biti pri strojih s trdimi ležaji zgornja meja delovnih frekvenc rotorja (vsaj) 2-3-krat nižja od lastne frekvence nosilca, fo. Za stroje z mehkimi ležaji mora biti spodnja meja dopustnih obratovalnih frekvenc uravnoteženega rotorja (vsaj) 2-3-krat višja od lastne frekvence nosilca.
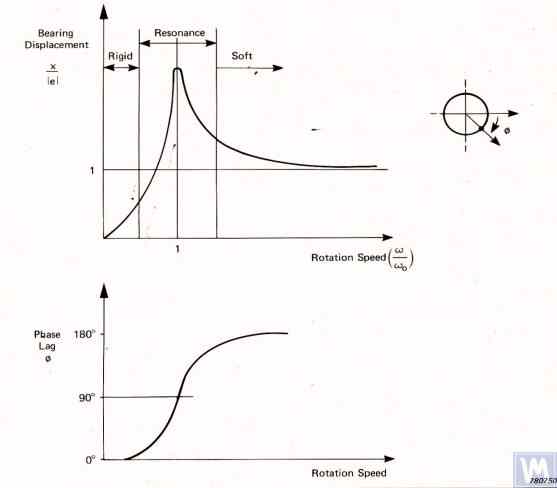
Slika 3.1. Grafi, ki prikazujejo spremembe relativne amplitude in faze vibracij nosilca balansirnega stroja v odvisnosti od sprememb frekvence vrtenja.
Glede na predstavljene informacije obratovanje stroja v resonančnem območju nosilcev (na sliki 3.1 označeno z rdečo barvo) ni priporočljivo. Grafi, prikazani na sliki 3.1, kažejo tudi, da so pri enakih neravnovesjih rotorja dejanske vibracije nosilcev stroja z mehkimi ležaji bistveno nižje od tistih, ki se pojavljajo na nosilcih stroja z mehkimi ležaji.
Iz tega sledi, da morajo biti senzorji, ki se uporabljajo za merjenje vibracij nosilcev v strojih s trdimi ležaji, občutljivejši od senzorjev v strojih z mehkimi ležaji. To ugotovitev dobro podpira dejanska praksa uporabe senzorjev, ki kaže, da absolutni senzorji vibracij (vibroakcelerometri in/ali senzorji hitrosti vibracij), ki se uspešno uporabljajo v strojih za uravnoteženje z mehkimi ležaji, pogosto ne morejo doseči potrebne kakovosti uravnoteženja na strojih s trdimi ležaji.
Pri teh strojih je priporočljivo uporabljati senzorje relativnih vibracij, kot so senzorji sile ali zelo občutljivi senzorji premikanja.
3.1.2. Ocenjevanje lastnih frekvenc podpor z uporabo računskih metod
Projektant lahko izvede približni (ocenjevalni) izračun lastne frekvence podporne plošče s formulo 3.1, če jo poenostavljeno obravnava kot vibracijski sistem z eno stopnjo prostosti, ki ga (glej sliko 2.19.a) predstavlja masa M, ki niha na vzmeti s togostjo K.
fo=2π1MK(3.1)
Maso M, ki se uporablja pri izračunu za simetrični rotor z medležajnim sistemom, lahko približamo s formulo 3.2.
M=Mo+nMr(3.2), kjer je Mo masa gibljivega dela podpore v kg; Mr je masa uravnoteženega rotorja v kg; n je število podpor stroja, vključenih v uravnoteženje.
Togost K podpore se izračuna s formulo 3.3 na podlagi rezultatov eksperimentalnih študij, ki vključujejo merjenje deformacije ΔL podpore pri obremenitvi s statično silo P (glej sliki 3.2.a in 3.2.b).
K=ΔLP(3.3) kjer je ΔL deformacija podpore v metrih; P je statična sila v newtonih.
Velikost obremenilne sile P se lahko izmeri z instrumentom za merjenje sile (npr. dinamometrom). Premik podpore ΔL se določi z napravo za merjenje linearnih premikov (npr. s številčnico).
3. Zahteve za izdelavo osnovnih enot in mehanizmov balansirnih strojev 3.1. Ležaji 3.1.2. Izračun lastnih frekvenc podpor z računskimi metodami
Izračune lastnih frekvenc podpor z uporabo zgoraj opisane računske sheme lahko izvedemo v dveh smereh:
Za izračun lastnih frekvenc podpor v navpični smeri je treba uporabiti bolj zapleteno računsko tehniko, ki mora (poleg parametrov same podpore in uravnoteženega rotorja) upoštevati tudi parametre okvirja in posebnosti namestitve stroja na temelj. Ta metoda v tej publikaciji ni obravnavana. Analiza formule 3.1 omogoča nekaj preprostih priporočil, ki bi jih morali upoštevati konstruktorji strojev pri svojih praktičnih dejavnostih. Zlasti se lahko lastna frekvenca podpore spremeni s spremembo njene togosti in/ali mase. S povečanjem togosti se poveča lastna frekvenca podpore, s povečanjem mase pa se zmanjša. Te spremembe so nelinearne, kvadratno-inverzne. Če na primer podvojimo togost podpore, se njena lastna frekvenca poveča le za faktor 1,4. Podobno podvojitev mase gibljivega dela podpore zmanjša njeno lastno frekvenco le za faktor 1,4.
3.1.3. Eksperimentalne metode za določanje lastnih frekvenc nosilcev
Ker lahko zgoraj opisani izračun lastnih frekvenc podpor, izveden s poenostavljeno metodo, privede do precejšnjih napak, večina ljubiteljskih razvijalcev raje določi te parametre z eksperimentalnimi metodami. Pri tem uporabljajo zmogljivosti, ki jih zagotavljajo sodobni sistemi za merjenje vibracij v balansirnih strojih, vključno z instrumenti serije "Balanset".
3.1.3.1. Določanje lastnih frekvenc nosilcev z metodo udarnega vzbujanja
Metoda udarnega vzbujanja je najpreprostejši in najpogostejši način določanja lastne frekvence vibracij nosilca ali katere koli druge strojne komponente. Temelji na dejstvu, da se pri udarnem vzbujanju katerega koli predmeta, na primer zvona (glej sliko 3.3), njegov odziv kaže kot postopno pojemajoče vibracijsko odzivanje. Frekvenca vibracijskega signala je določena s strukturnimi značilnostmi predmeta in ustreza frekvenci njegovih lastnih vibracij. Za udarno vzbujanje vibracij se lahko uporabi katero koli težko orodje, na primer gumijasto kladivo ali navadno kladivo.
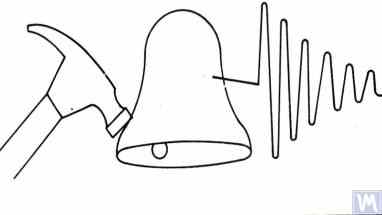
Slika 3.3. Shema udarnega vzbujanja, ki se uporablja za določanje lastnih frekvenc predmeta
Masa kladiva mora biti približno enaka 10% mase predmeta, ki ga vzbujamo. Da bi zajeli vibracijski odziv, je treba na preiskovani predmet namestiti senzor vibracij, katerega merilna os je poravnana s smerjo vzbujanja udarca. V nekaterih primerih se lahko za zaznavanje vibracijskega odziva predmeta kot senzor uporabi mikrofon iz naprave za merjenje hrupa.
Vibracije predmeta senzor pretvori v električni signal, ki se nato pošlje v merilni instrument, na primer na vhod spektralnega analizatorja. Ta instrument zabeleži časovno funkcijo in spekter upadajočega vibracijskega procesa (glej sliko 3.4), katerih analiza omogoča določitev frekvence (frekvenc) lastnih vibracij predmeta.
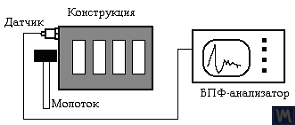
Slika 3.4. Shema merjenja in snemanja naravnih vibracij predmeta
Kot večina sodobnih instrumentov za merjenje vibracij se lahko merilni sistemi serije "Balanset" uporabljajo za določanje lastnih frekvenc predmeta (npr. nosilcev balansirnega stroja), ko so njegove vibracije vzbujene z udarci. Ta postopek na napravah serije "Balanset" lahko izvedete v načinu dodatnih funkcij naprave "Grafi. Spectrum" ali v specializiranem načinu "Graphs. Impact", ki je vključen v najnovejše različice programske opreme "Balanset 1".
Kot rezultat tega postopka se na računalniškem zaslonu prikaže delovno okno z grafi časovne funkcije in spektra pojemajočih vibracij, ki se pojavijo v preiskovani strukturi ob njenem udarnem vzbujanju. Primer takih grafov je prikazan na sliki 3.5.

Slika 3.5. Programski vmesnik, ki prikazuje grafe časovnih funkcij in spekter razpadajočih udarnih vibracij preiskovane konstrukcije
Analiza grafa spektra, predstavljenega na sliki 3.5 (glej spodnji del delovnega okna), kaže, da se glavna komponenta lastnih vibracij pregledane konstrukcije, določena glede na abscisno os grafa, pojavlja pri frekvenci 9,5 Hz. To metodo je mogoče priporočiti za študije lastnih vibracij nosilcev balansirnih strojev z mehkimi in trdimi ležaji.
3.1.3.2. Določanje lastnih frekvenc podpor v obrežnem načinu
V nekaterih primerih je mogoče lastne frekvence podpor določiti s cikličnim merjenjem amplitude in faze vibracij "na obali". Pri izvajanju te metode se rotor, nameščen na pregledanem stroju, najprej pospeši do največje hitrosti vrtenja, nato se njegov pogon odklopi, frekvenca moteče sile, povezane z neravnovesjem rotorja, pa se postopoma zmanjšuje od največje do točke ustavitve.
V tem primeru lahko lastne frekvence podpor določimo z dvema karakteristikama:
V napravah serije "Balanset" lahko v načinu "Vibrometer" ("Balanset 1") ali "Balansiranje. Monitoring" ("Balanset 2C" in "Balanset 4") se lahko uporabljata za zaznavanje lastnih frekvenc predmetov "na obali", kar omogoča ciklične meritve amplitude in faze vibracij pri frekvenci vrtenja rotorja.
Poleg tega programska oprema "Balanset 1" dodatno vključuje specializirano aplikacijo "Grafi. Coasting", ki omogoča izris grafov sprememb amplitude in faze vibracij podpore na obali v odvisnosti od spreminjanja frekvence vrtenja, kar bistveno olajša postopek diagnosticiranja resonanc.
Opozoriti je treba, da je iz očitnih razlogov (glej oddelek 3.1.1) metodo določanja lastnih frekvenc podpor na obali mogoče uporabiti le v primeru preučevanja strojev za uravnoteženje mehkih ležajev, pri katerih delovne frekvence vrtenja rotorja znatno presegajo lastne frekvence podpor v prečni smeri.
Pri strojih s trdimi ležaji, pri katerih so delovne frekvence vrtenja rotorja, ki vznemirjajo vibracije nosilcev na obali, bistveno nižje od lastnih frekvenc nosilcev, je uporaba te metode praktično nemogoča.
3.1.4. Praktična priporočila za načrtovanje in izdelavo podpor za balansirne stroje 3.1.4.1. Stroji z mehkimi ležaji in vzmetmi z ravnimi ploščami
Več konstrukcijskih različic nosilcev za izravnalni stroj, izdelanih s ploščatimi vzmetmi, je bilo obravnavanih zgoraj v oddelku 2.1 in prikazanih na slikah 2.7 do 2.9. Po naših informacijah se takšne izvedbe najpogosteje uporabljajo pri strojih za uravnoteženje pogonskih gredi.
Kot primer si oglejmo parametre vzmeti, ki jih uporablja ena od strank (LLC "Rost-Service", Sankt Peterburg) pri izdelavi lastnih nosilcev strojev. Ta stroj je bil namenjen uravnoteženju pogonskih gredi z 2, 3 in 4 podporami, katerih masa ne presega 200 kg. Geometrijske mere vzmeti (višina * širina * debelina), uporabljenih v podporah vodilnega in pogonskega vretena stroja, ki jih je izbral naročnik, so bile 3002003 mm.
Lastna frekvenca neobremenjene podpore, ki je bila eksperimentalno določena z metodo udarnega vzbujanja z uporabo standardnega merilnega sistema stroja "Balanset 4", je bila 11-12 Hz. Pri takšni lastni frekvenci vibracij nosilcev priporočena frekvenca vrtenja uravnoteženega rotorja med uravnoteženjem ne sme biti nižja od 22-24 Hz (1320-1440 vrtljajev na minuto).
Geometrijske mere ravnih vzmeti, ki jih je isti proizvajalec uporabil na vmesnih nosilcih, so bile 2002003 mm. Poleg tega so bile, kot so pokazale študije, lastne frekvence teh nosilcev višje in so dosegale 13-14 Hz.
Na podlagi rezultatov preskusa so proizvajalcem stroja svetovali, naj uskladijo (izenačijo) lastne frekvence vretena in vmesnih podpor. To naj bi olajšalo izbiro območja delovnih vrtilnih frekvenc pogonskih gredi med uravnoteženjem in preprečilo morebitne nestabilnosti odčitkov merilnega sistema zaradi vstopa nosilcev v območje resonančnih vibracij.
Metode za prilagajanje lastnih frekvenc vibracij nosilcev na ravnih vzmeteh so očitne. To prilagoditev je mogoče doseči s spreminjanjem geometrijskih dimenzij ali oblike ravnih vzmeti, kar se doseže na primer z rezkanjem vzdolžnih ali prečnih utorov, ki zmanjšajo njihovo togost.
Kot je bilo že omenjeno, se lahko rezultati takšnega prilagajanja preverijo z določitvijo lastnih frekvenc vibracij podpor z uporabo metod, opisanih v oddelkih 3.1.3.1 in 3.1.3.2.
Slika 3.6 predstavlja klasično različico konstrukcije podpore na ploščatih vzmeteh, ki jo je v enem od svojih strojev uporabil A. Sinicin. Kot je prikazano na sliki, podpora vključuje naslednje sestavne dele:

Slika 3.6. Sprememba zasnove podpore na ravnih vzmeteh
Zgornja plošča 1 nosilca se lahko uporabi za namestitev vretena ali vmesnega ležaja. Glede na namen podpore je lahko spodnja plošča 4 togo pritrjena na vodila stroja ali nameščena na gibljivih drsnikih, kar omogoča premikanje podpore vzdolž vodil. Nosilec 5 se uporablja za namestitev zaklepnega mehanizma za podporo, ki omogoča varno pritrditev med pospeševanjem in upočasnjevanjem uravnoteženega rotorja.
Ploščate vzmeti za nosilce strojev Soft Bearing morajo biti izdelane iz listnatih vzmeti ali visokokakovostnega legiranega jekla. Uporaba običajnih konstrukcijskih jekel z nizko mejo plastičnosti ni priporočljiva, saj lahko pri njih med delovanjem pride do preostalih deformacij pod statičnimi in dinamičnimi obremenitvami, kar vodi do zmanjšanja geometrijske natančnosti stroja in celo do izgube stabilnosti podpore.
3.1.4.2. Nosilci strojev z mehkimi ležaji in vzmetenjem na tračnih vzmeteh
Pri načrtovanju tračnih vzmeti, ki se uporabljajo za podporna vzmetenja, je treba paziti na izbiro debeline in širine traku vzmeti, ki mora po eni strani prenesti statično in dinamično obremenitev rotorja na podpori, po drugi strani pa preprečiti možnost torzijskih vibracij podpornega vzmetenja, ki se kažejo kot aksialno bočenje.
Primeri konstrukcijske izvedbe balansirnih strojev z uporabo vzmetenja s tračnimi vzmetmi so prikazani na slikah 2.1 do 2.5 (glej oddelek 2.1) ter na slikah 3.7 in 3.8 v tem oddelku.

Slika 3.7. Sestavljen stroj za uravnoteženje rotorjev elektromotorjev, ki ga je razvil A. Mokhov.

Slika 3.8. Stroj za uravnoteženje rotorjev turbinskih črpalk, ki ga je razvil G. Glazov (Biškek)
3.1.4.3. Oporniki za stroje z mehkimi ležaji, izdelani z valjastimi vzmetmi
Na sliki 3.9 je prikazan primer balansirnega stroja z mehkimi ležaji, pri katerem so pri oblikovanju podpor uporabljene valjaste tlačne vzmeti. Glavna pomanjkljivost te konstrukcijske rešitve je povezana z različno stopnjo deformacije vzmeti v sprednjih in zadnjih nosilcih, do katere pride, če so obremenitve na nosilce med uravnoteženjem asimetričnih rotorjev neenake. To seveda vodi do neusklajenosti nosilcev in poševne osi rotorja v navpični ravnini. Ena od negativnih posledic te napake je lahko nastanek sil, ki povzročijo osni premik rotorja med vrtenjem.

Slika 3.9. Varianta konstrukcije mehkega ležajnega nosilca za balansirne stroje z valjastimi vzmetmi.
3.1.4.4. Trdne podpore za stroje Kot kažejo naše bogate izkušnje s strankami, se je velik del proizvajalcev balansirnih strojev, ki so jih izdelali sami, v zadnjem času začel bolj nagibati k strojem s trdnimi podporami za ležaje. V poglavju 2.2 so na slikah 2.16 do 2.18 prikazane fotografije različnih konstrukcijskih zasnov strojev, ki uporabljajo takšna podporja. Na sliki 3.10 je prikazana tipična skica togega podporja, ki jo je razvila ena od naših strank za konstrukcijo svojega stroja. Ta podpora je sestavljena iz ravne jeklene plošče z utorom v obliki črke P, ki po navadi deli podporo na "tog" in "gibljiv" del. Pod vplivom sile neravnovesja se lahko "gibljivi" del podpore deformira glede na svoj "togi" del. Velikost te deformacije, ki jo določajo debelina nosilca, globina utorov in širina mostu, ki povezuje "prožni" in "togi" del nosilca, se lahko meri z ustreznimi senzorji merilnega sistema stroja. Ker ni metode za izračun prečne togosti takšnih podpor, ki bi upoštevala globino h utorov v obliki črke P, širino t mostička ter debelino podpore r (glej sliko 3.10), razvijalci te konstrukcijske parametre običajno določijo eksperimentalno.
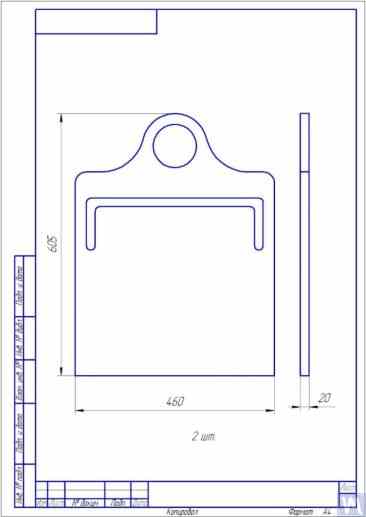
Slika 3.10. Skica trdega nosilca za balansirni stroj
Na slikah 3.11 in 3.12 sta prikazani fotografiji različnih izvedb takih nosilcev, izdelanih za stroje naših strank. Če povzamemo podatke, pridobljene od več naših strank, ki so proizvajalci strojev, lahko oblikujemo zahteve za debelino podpor, ki so določene za stroje različnih velikosti in nosilnosti. Na primer, za stroje, namenjene uravnoteženju rotorjev s težo od 0,1 do 50-100 kg, je lahko debelina podpore 20 mm.

Slika 3.11. Trdi ležajni nosilci za balansirni stroj, ki ga je izdelal A. Sinitsyn

Slika 3.12. Trdna ležajna opora za balansirni stroj, ki ga je izdelal D. Krasilnikov
Pri strojih z maso uravnoteženega rotorja, ki ne presega 300 do 500 kg, se lahko debelina podpore poveča na 30 do 40 mm, pri strojih, zasnovanih za uravnoteženje rotorjev z največjo maso od 1000 do 3000 kg, pa lahko debelina podpore doseže 50 do 60 mm ali več. Kot kaže analiza dinamičnih značilnosti zgoraj navedenih podpor, njihove lastne frekvence vibracij, merjene v prečni ravnini (ravnina merjenja relativnih deformacij "prožnih" in "togih" delov), običajno presegajo 100 Hz ali več. Frekvence lastnih vibracij podpornih stojal Hard Bearing v čelni ravnini, merjene v smeri, ki sovpada z osjo vrtenja uravnoteženega rotorja, so običajno bistveno nižje. In prav te frekvence je treba upoštevati predvsem pri določanju zgornje meje območja obratovalnih frekvenc vrtečih se rotorjev, uravnoteženih na stroju. Kot je navedeno zgoraj, se lahko te frekvence določijo z metodo udarnega vzbujanja, opisano v oddelku 3.1.
3.2. Podporni sklopi balansirnih strojev 3.2.1. Glavne vrste podpornih sklopov Pri izdelavi strojev za uravnoteženje s trdimi in mehkimi ležaji lahko priporočamo naslednje znane vrste podpornih sklopov, ki se uporabljajo za namestitev in vrtenje uravnoteženih rotorjev na nosilcih, vključno z:

3.13. Varianta izvedbe prizmatičnega podpornega sklopa, ki se uporablja na balansirnem stroju za avtomobilske turbine
Podobne podporne sklope (glej sliko 3.8 zgoraj) je na primer uporabil G. Glazov v svojem stroju, prav tako namenjenem za uravnoteženje avtomobilskih turbin. Izvirno tehnično rešitev prizmatičnega podpornega sklopa, izdelanega iz fluoroplasta (glej sliko 3.14), je predlagalo podjetje LLC "Technobalance".

Slika 3.14. Sestava prizmatičnega nosilca podjetja LLC "Technobalance"
Ta posebni podporni sklop je sestavljen iz dveh valjastih tulcev 1 in 2, ki sta nameščena pod medsebojnim kotom in pritrjena na podporni osi. Uravnoteženi rotor se dotika površin tulcev vzdolž generativnih linij valjev, kar zmanjšuje površino stika med gredjo rotorja in podporo, posledično pa se zmanjša sila trenja v podpori. Po potrebi je v primeru obrabe ali poškodbe površine podpore na območju njenega stika z rotorsko gredjo zagotovljena možnost kompenzacije obrabe z vrtenjem tulca okoli svoje osi za določen kot. Opozoriti je treba, da je treba pri uporabi podpornih sklopov iz nekovinskih materialov zagotoviti konstrukcijsko možnost ozemljitve uravnoteženega rotorja na ohišje stroja, kar odpravlja nevarnost pojava močnih statičnih električnih nabojev med delovanjem. To, prvič, pomaga zmanjšati električne motnje in motnje, ki lahko vplivajo na delovanje merilnega sistema stroja, in, drugič, odpravlja tveganje, da bi bilo osebje prizadeto zaradi delovanja statične elektrike.
3.2.1.2. Nosilni sklopi valjev Ti sklopi so običajno nameščeni na nosilcih strojev, namenjenih uravnoteženju rotorjev z maso nad 50 kilogramov in več. Njihova uporaba znatno zmanjša sile trenja v nosilcih v primerjavi s prizmatičnimi nosilci, kar olajša vrtenje uravnoteženega rotorja. Na sliki 3.15 je kot primer prikazana različica zasnove podpornega sklopa, kjer se za pozicioniranje izdelka uporabljajo valji. Pri tej zasnovi se kot valji 1 in 2 uporabljajo standardni kotalni ležaji, katerih zunanji obroči se vrtijo na nepremičnih oseh, pritrjenih v telesu nosilca 3 stroja. Na sliki 3.16 je prikazana skica bolj zapletene zasnove valjčnega podpornega sklopa, ki jo je v svojem projektu izvedel eden od samograditeljev izravnalnih strojev. Kot je razvidno iz risbe, je zaradi povečanja nosilnosti valja (in posledično celotnega podpornega sklopa) v telo valja 3 vgrajen par kotalnih ležajev 1 in 2. Praktična izvedba te zasnove se kljub vsem očitnim prednostim zdi precej zapletena naloga, povezana s potrebo po samostojni izdelavi telesa valja 3, za katerega veljajo zelo visoke zahteve glede geometrijske natančnosti in mehanskih lastnosti materiala.

Slika 3.15. Primer zasnove podpornega sklopa valja
Slika 3.16. Primer zasnove valjčnega podpornega sklopa z dvema valjčnima ležajema
Na sliki 3.17 je predstavljena različica konstrukcije samonastavljivega valjčnega podpornega sklopa, ki so jo razvili strokovnjaki družbe LLC "Technobalance". Pri tej zasnovi je samouravnalna zmogljivost valjev dosežena z dvema dodatnima stopnjama prostosti, kar valjem omogoča majhne kotne premike okoli osi X in Y. Takšni podporni sklopi, ki zagotavljajo visoko natančnost pri namestitvi uravnoteženih rotorjev, se običajno priporočajo za uporabo na podporah težkih strojev za uravnoteženje.

Slika 3.17. Primer zasnove podpornega sklopa s samonastavljivimi valji
Kot smo že omenili, imajo sklopi valjčnih nosilcev običajno precej visoke zahteve glede natančnosti izdelave in togosti. Predvsem tolerance, določene za radialni hod valjev, ne smejo presegati 3-5 mikronov.
V praksi tega ne dosežejo vedno niti znani proizvajalci. Na primer, med avtorjevim testiranjem radialnega uklona kompleta novih podpornih valjev, kupljenih kot rezervni deli za balansirni stroj model H8V, blagovne znamke "K. Shenk", je radialni uklon njihovih valjev dosegel 10-11 mikronov.
3.2.1.3. Nosilni sklopi vretena
Pri uravnoteženju rotorjev s prirobnično montažo (na primer kardanske gredi) na strojih za uravnoteženje se vretena uporabljajo kot podporni sklopi za pozicioniranje, montažo in vrtenje uravnoteženih izdelkov.
Vretena so eden od najbolj zapletenih in kritičnih sestavnih delov balansirnih strojev, ki so v veliki meri odgovorni za doseganje zahtevane kakovosti balansiranja.
Teorija in praksa načrtovanja in izdelave vreten sta precej dobro razviti in se odražata v številnih publikacijah, med katerimi je tudi monografija "Podrobnosti in mehanizmi kovinskoreznih strojev" [1], ki jo je uredil dr. ing. D. N. Rešetov, izstopa kot najbolj uporabna in dostopna za razvijalce.
Med glavnimi zahtevami, ki jih je treba upoštevati pri načrtovanju in izdelavi vretena balansirnih strojev, je treba dati prednost naslednjim:
a) Zagotavljanje visoke togosti strukture sklopa vretena, ki zadostuje za preprečevanje nesprejemljivih deformacij, do katerih lahko pride pod vplivom neuravnoteženih sil uravnoteženega rotorja;
b) Zagotavljanje stabilnosti položaja osi vrtenja vretena, ki ga označujejo dovoljene vrednosti radialnega, aksialnega in aksialnega bočenja vretena;
c) Zagotavljanje ustrezne odpornosti čepov vretena proti obrabi ter njegovih ležišč in podpornih površin, ki se uporabljajo za pritrditev uravnoteženih izdelkov.
Praktična izvedba teh zahtev je podrobno opisana v poglavju VI "Vretena in njihovi nosilci" dela [1].
Na voljo so zlasti metodologije za preverjanje togosti in natančnosti vrtenja vreten, priporočila za izbiro ležajev, izbiro materiala za vretena in metode njegovega utrjevanja ter številne druge koristne informacije o tej temi.
V delu [1] je navedeno, da se pri načrtovanju vreten za večino vrst obdelovalnih strojev za rezanje kovin večinoma uporablja shema z dvema ležiščema.
Na sliki 3.18 je prikazan primer konstrukcijske različice takšne sheme z dvema ležiščema, ki se uporablja pri vretenih rezkalnih strojev (podrobnosti so na voljo v delu [1]).
Ta shema je zelo primerna za izdelavo vretena balansirnih strojev, katerih primeri konstrukcijskih različic so prikazani na slikah 3.19-3.22.
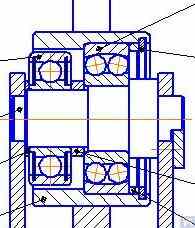
Na sliki 3.19 je prikazana ena od konstrukcijskih različic sklopa vodilnega vretena izravnalnega stroja, ki se vrti na dveh radialno potisnih ležajih, od katerih ima vsak svoje neodvisno ohišje 1 in 2. Na gredi vretena 3 sta nameščeni prirobnica 4, namenjena prirobnični vgradnji kardanske gredi, in jermenica 5, ki se uporablja za prenos vrtenja na vreteno iz elektromotorja s pomočjo jermenskega pogona.
Slika 3.18. Skica vretena rezkalnega stroja z dvema ležiščema

Slika 3.19. Primer zasnove vretena na dveh neodvisnih ležajnih podporah
Sliki 3.20 in 3.21 prikazujeta dve tesno povezani izvedbi sklopov vodilnega vretena. V obeh primerih so ležaji vretena nameščeni v skupnem ohišju 1, ki ima prečno osno odprtino, potrebno za namestitev gredi vretena. Na vhodu in izhodu iz te odprtine ima ohišje posebne odprtine (na slikah niso prikazane), namenjene namestitvi radialnih potisnih ležajev (valjčnih ali krogličnih), in posebne prirobnične pokrove 5, ki se uporabljajo za pritrditev zunanjih obročev ležajev.
Tako kot v prejšnji različici (glej sliko 3.19) sta na gredi vretena nameščena čelna plošča 2, ki je namenjena prirobnični montaži pogonske gredi, in jermenica 3, ki se uporablja za prenos vrtenja na vreteno iz elektromotorja prek jermenskega pogona. Na gred vretena je pritrjena tudi konica 4, ki se uporablja za določanje kotnega položaja vretena, ki se uporablja pri nameščanju preskusnih in korekcijskih uteži na rotor med uravnoteženjem.

Slika 3.20. Primer 1 zasnove vodilnega vretena na dveh ležajnih nosilcih, nameščenih v skupnem ohišju

Slika 3.21. Primer 2 zasnove vodilnega vretena na dveh ležajnih nosilcih, nameščenih v skupnem ohišju
 \
\
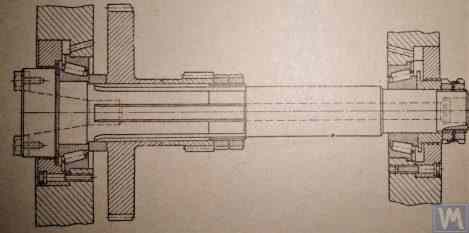
Slika 3.22. Primer zasnove pogonskega (zadnjega) vretena
Slika 3.22 prikazuje konstrukcijsko različico sklopa pogonskega (zadnjega) vretena stroja, ki se od vodilnega vretena razlikuje le po tem, da nima pogonske jermenice in okončine, saj ju ne potrebuje.
Kot je razvidno iz Slike 3.20 - 3.22zgoraj obravnavani sklopi vretena so s posebnimi objemkami (trakovi) 6 pritrjeni na nosilce mehkih ležajev balansirnih strojev. Po potrebi se lahko uporabijo tudi drugi načini pritrditve, ki zagotavljajo ustrezno togost in natančnost pri nameščanju sklopa vretena na nosilec.
Slika 3.23 prikazuje zasnovo pritrditve prirobnice, podobno kot pri vretenu, ki se lahko uporabi za namestitev na trdo nosilno oporo balansirnega stroja.

Slika 3.22. Primer izvedbe zasnove pogonskega (zadnjega) vretena
Slika 3.22 predstavlja različico konstrukcije pogonskega (zadnjega) vretena stroja, ki se od vodilnega vretena razlikuje le po tem, da nima pogonske jermenice in okončine, ker nista potrebni.
Kot je razvidno iz Slike 3.20 - 3.22, so obravnavani sklopi vretena s posebnimi objemkami (trakovi) pritrjeni na mehke nosilce balansirnih strojev 6. Po potrebi se lahko uporabijo tudi drugi načini pritrditve, ki zagotavljajo ustrezno togost in natančnost postavitve sklopa vretena na nosilcu.
Slika 3.23 prikazuje zasnovo prirobničnega nosilca za takšno vreteno, ki ga je mogoče uporabiti za namestitev na trdi nosilec balansirnega stroja.
3.1.4.3. Oporniki za stroje z mehkimi ležaji, izdelani z valjastimi vzmetmi
Primer balansirnega stroja z mehkimi ležaji, pri katerem so pri zasnovi podpor uporabljene valjaste tlačne vzmeti, je prikazan v Slika 3.9. Glavna pomanjkljivost te konstrukcijske rešitve je povezana z različnimi deformacijami vzmeti na sprednjem in zadnjem nosilcu, ki se pojavijo v primeru neenakih obremenitev na nosilcih pri uravnoteženju asimetričnih rotorjev. To seveda vodi do neusklajenosti nosilcev in poševne osi rotorja v navpični ravnini. Ena od negativnih posledic te napake je lahko pojav sil, ki povzročijo osni premik rotorja med vrtenjem.
Slika 3.24. Izračunska shema za določitev togosti vretena in njegovega radialnega uklona (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], slika (3.4)
kjer:
S preoblikovanjem formule 3.4 dobimo želeno izračunano vrednost togosti sklopa vretena jшп je mogoče določiti: jшп = P / Y, kg/cm (3.5)
Glede na priporočila iz dela [1] za srednje velike balansirne stroje ta vrednost ne sme biti nižja od 50 kg/µm.
Prej je bilo ugotovljeno, da na radialno togost sklopa vretena najbolj vpliva premer njegove gredi, s povečanjem katerega se vztrajnostna momenta J1 in J2 kvadratno povečata, zato se (glej enačbo 3.4) zmanjša elastični pomik Y vretena pod obremenitvijo.
Kot je razvidno iz enačbe 3.4, na togost vretena vpliva tudi razdalja med podporami c in dolžina njegove konzole g, katerih optimizacija med načrtovanjem prav tako znatno izboljša kakovost sklopa vretena.
Opozoriti je treba, da je treba pri načrtovanju vreten pozornost nameniti tudi zagotavljanju njihove aksialne togosti, ki je odvisna predvsem od aksialne togosti ležajev vretena in togosti njegovega ohišja.
Lastna frekvenca vibracij vretena, ki ne sme biti nižja od 500 do 600 Hz, je neposredno povezana s togostjo sklopov vretena. Ta parameter se lahko eksperimentalno določi z napravami serije "Balanset" z uporabo metode udarnega vzbujanja, ki je bila obravnavana v oddelku 3.1.3.1.
Ker je določanje parametrov sklopov vretena za številne razvijalce velik izziv, jim svetujemo uporabo grafične metode izračuna, predstavljene v delih [1] in [2], ki temelji na uporabi nomogramov, kar bistveno poenostavi reševanje te naloge in skrajša čas, potreben za njeno izvedbo.
3.2.1.3.4. Zagotavljanje zahtev glede natančnosti pri vrtenju vretena
Natančnost vrtenja je skupaj z zgoraj omenjeno togostjo kritična lastnost sklopa vretena balansirnega stroja, ki lahko bistveno vpliva na kakovost balansiranja. Praksa kaže, da je natančnost vrtenja vretena neposredno odvisna od več dejavnikov, vključno z:
Prvič, proizvajalci se morajo osredotočiti na natančnost uporabljenih ležajev, saj njihov vpliv na natančnost vrtenja (radialni tek) vretena z dvema ležajema (glej računsko shemo v Slika 3.24) se lahko približno oceni s preveritvenim izračunom po formuli 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
kjer:
3.2.1.3.5. Zagotavljanje zahtev glede ravnotežja vretena
Vretena balansirnih strojev morajo biti dobro uravnotežena, saj se vsaka dejanska neuravnoteženost prenese na rotor, ki se uravnotežuje, kot dodatna napaka. Pri določanju tehnoloških toleranc za preostalo neuravnoteženost vretena se na splošno priporoča, da je razred natančnosti njegovega uravnoteženja vsaj za 1 do 2 razreda višji od razreda natančnosti izdelka, ki se uravnoteži na stroju.
Glede na zgoraj obravnavane konstrukcijske značilnosti vretena je treba njihovo uravnoteženje izvesti v dveh ravninah.
3.2.1.3.6. Zagotavljanje zahtev glede nosilnosti in trajnosti ležajev vretena
Pri načrtovanju vreten in izbiri velikosti ležajev je priporočljivo predhodno oceniti vzdržljivost in nosilnost ležajev. Metodologija za izvedbo teh izračunov je podrobno opisana v standardu ISO 18855-94 (ISO 281-89) "Valjčni ležaji - Dinamične obremenitve in nazivna življenjska doba" [3] ter v številnih (tudi digitalnih) priročnikih za valjčne ležaje.
3.2.1.3.7. Zagotavljanje zahtev za sprejemljivo segrevanje ležajev vretena
V skladu s priporočili iz dela [1] naj bi največje dovoljeno segrevanje zunanjih obročev vretenskih ležajev ne presegalo 70 °C. Za zagotavljanje kakovostnega uravnoteženja pa priporočeno segrevanje zunanjih obročev ne sme presegati 40-45 °C.
3.2.1.3.8. Izbira vrste jermenskega pogona in zasnova pogonske jermenice za vreteno
Pri načrtovanju pogonskega vretena balansirnega stroja je priporočljivo zagotoviti njegovo vrtenje s pogonom z ravnim jermenom. Primer pravilne uporabe takega pogona za delovanje vretena je predstavljen v Sliki 3.20 in 3.23. Uporaba pogonov z jermeni ali zobatimi jermeni ni zaželena, saj lahko zaradi geometrijskih netočnosti jermenov in jermenic povzročijo dodatne dinamične obremenitve vretena, kar lahko privede do dodatnih merilnih napak med uravnoteženjem. Priporočene zahteve za jermenice za ravne pogonske jermene so opisane v standardu ISO 17383- 73 "Jermenice za ravne pogonske jermene" [4].
Pogonska jermenica mora biti nameščena na zadnjem koncu vretena, čim bližje ležajnemu sklopu (z najmanjšim možnim previsom). Konstrukcijska odločitev o previsni postavitvi jermenice, ki je bila sprejeta pri izdelavi vretena, prikazanega v Slika 3.19, se lahko šteje za neuspešno, saj znatno poveča moment dinamične pogonske obremenitve, ki deluje na nosilce vretena.
Druga pomembna pomanjkljivost te zasnove je uporaba pogona z jermenom, katerega proizvodne in montažne netočnosti so lahko tudi vir neželene dodatne obremenitve vretena.
3.3. Postelja (okvir)
Postelja je glavna nosilna konstrukcija balansirnega stroja, na kateri temeljijo njegovi glavni elementi, vključno s podpornimi stebri in pogonskim motorjem. Pri izbiri ali izdelavi postelje balansirnega stroja je treba zagotoviti, da izpolnjuje več zahtev, vključno s potrebno togostjo, geometrijsko natančnostjo, odpornostjo proti vibracijam in odpornostjo vodil proti obrabi.
Praksa kaže, da se pri izdelavi strojev za lastne potrebe najpogosteje uporabljajo naslednje možnosti postelj:
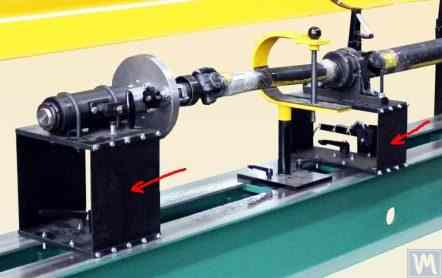
Slika 3.25 prikazuje ležišče lesnoobdelovalnega stroja, ki je bil uspešno uporabljen pri izdelavi stroja za uravnoteženje kardanskih gredi.

Slika 3.25. Primer uporabe rabljene postelje za lesnoobdelovalni stroj za izdelavo stroja za uravnoteženje kardanskih gredi.
Sliki 3.26 in 3.27 prikažejo primere uporabe stružnic, na podlagi katerih sta bila izdelana specializirani stroj Hard Bearing za uravnoteženje svedrov in univerzalni stroj Soft Bearing za uravnoteženje cilindričnih rotorjev. Takšne rešitve za izdelovalce v gradbeništvu omogočajo, da z minimalnim časom in stroški izdelajo tog podporni sistem za balansirni stroj, na katerega je mogoče namestiti podporna stojala različnih vrst (tako Hard Bearing kot Soft Bearing). Glavna naloga proizvajalca je v tem primeru zagotoviti (in po potrebi obnoviti) geometrijsko natančnost vodil stroja, na katerih bodo temeljila podporna stojala. V pogojih proizvodnje "naredi sam" se za obnovitev zahtevane geometrijske natančnosti vodil običajno uporablja fino strganje.

Slika 3.26. Primer uporabe rabljene stružnice za izdelavo stroja s trdimi ležaji za uravnoteženje svedrov.

Slika 3.27. Primer uporabe rabljene stružnice za izdelavo stroja z mehkimi ležaji za uravnoteženje gredi.
Slika 3.28 prikazuje različico sestavljene postelje iz dveh kanalov. Pri izdelavi te postelje so uporabljeni snemljivi vijačni spoji, ki omogočajo, da se deformacije postelje med sestavljanjem zmanjšajo ali popolnoma odpravijo brez dodatnih tehnoloških postopkov. Za zagotovitev ustrezne geometrijske natančnosti vodil določene postelje je lahko potrebna mehanska obdelava (brušenje, fino rezkanje) zgornjih prirobnic uporabljenih kanalov.

Slika 3.28. Primer izdelave sestavljene postelje iz kanalov
Sliki 3.29 in 3.30 so predstavljene različice varjenih postelj, prav tako izdelane iz dveh kanalov. Tehnologija izdelave takšnih postelj lahko zahteva vrsto dodatnih postopkov, kot je toplotna obdelava za zmanjšanje notranjih napetosti, ki nastanejo med varjenjem. Tako kot pri sestavljenih posteljah je treba za zagotovitev ustrezne geometrijske natančnosti vodil varjenih postelj načrtovati mehansko obdelavo (brušenje, fino rezkanje) zgornjih prirobnic uporabljenih kanalov.

Slika 3.29. Primer izdelave varjene posteljice iz kanalov
Slika 3.30. Primer izdelave varjene posteljice iz kanalov
V zadnjem času se pogosto uporabljajo postelje iz polimernega betona s premazi, ki blažijo vibracije. Ta tehnologija izdelave postelj je dobro opisana na spletu in jo lahko proizvajalci, ki jo izdelujejo sami, zlahka uporabijo. Zaradi relativne enostavnosti in nizkih stroškov izdelave imajo te postelje več ključnih prednosti pred kovinskimi primerki:
Običajno je pri izdelavi takšnih postelj njihov zgornji del ojačan z jeklenimi vložki, ki se uporabljajo kot vodila, na katerih temeljijo podporna stojala balansirnega stroja. Kot primer je na sliki 3.31 prikazana fotografija stroja za uravnoteženje kardanskih gredi, ki ga proizvaja podjetje LLC "Technobalance" in katerega postelja je izdelana iz polimernega betona.

Slika 3.31. Primer ležišča balansirnega stroja iz polimernega betona
3.4. Pogoni za balansirne stroje
Kot kaže analiza konstrukcijskih rešitev, ki jih naše stranke uporabljajo pri izdelavi balansirnih strojev, se pri načrtovanju pogonov osredotočajo predvsem na uporabo izmeničnih motorjev, opremljenih s pogoni s spremenljivo frekvenco. Ta pristop omogoča širok razpon nastavljivih hitrosti vrtenja za uravnotežene rotorje z minimalnimi stroški. Moč glavnih pogonskih motorjev, ki se uporabljajo za vrtenje uravnoteženih rotorjev, je običajno izbrana na podlagi mase teh rotorjev in je lahko približno
Ti motorji morajo biti trdno pritrjeni na posteljo stroja ali njegov temelj. Pred namestitvijo na stroj (ali na mestu namestitve) je treba glavni pogonski motor skupaj z jermenico, nameščeno na njegovi izhodni gredi, skrbno uravnotežiti. Za zmanjšanje elektromagnetnih motenj, ki jih povzroča frekvenčni pogon, je priporočljivo na njegov vhod in izhod namestiti mrežne filtre. To so lahko standardni gotovi izdelki, ki jih dobavijo proizvajalci pogonov, ali pa doma izdelani filtri iz feritnih obročev.