






3. Anforderungen an die Konstruktion von Grundeinheiten und Mechanismen von Auswuchtmaschinen 3.1. Lager 3.1.1. Theoretische Grundlagen der Lagerkonstruktion
Im vorangegangenen Abschnitt wurden die wichtigsten Konstruktionsausführungen von Weichlager- und Hartlagerauflagen für Auswuchtmaschinen ausführlich erörtert. Ein entscheidender Parameter, den die Konstrukteure bei der Auslegung und Herstellung dieser Lager berücksichtigen müssen, ist ihre Eigenschwingungsfrequenz. Dies ist wichtig, weil die Messung nicht nur der Schwingungsamplitude (zyklische Verformung) der Lager, sondern auch der Schwingungsphase für die Berechnung der Parameter der Ausgleichsgewichte durch die Mess- und Berechnungssysteme der Maschine erforderlich ist.
Wenn die Eigenfrequenz einer Lagerung mit der Drehfrequenz des ausgewuchteten Rotors zusammenfällt (Lagerresonanz), ist eine genaue Messung von Amplitude und Phase der Schwingungen praktisch unmöglich. Dies wird in den Diagrammen deutlich, die die Änderungen von Amplitude und Phase der Schwingungen der Lagerung in Abhängigkeit von der Rotationsfrequenz des ausgewuchteten Rotors zeigen (siehe Abb. 3.1).
Aus diesen Diagrammen geht hervor, dass bei Annäherung der Drehfrequenz des ausgewuchteten Rotors an die Eigenfrequenz der Lagerschwingungen (d. h. wenn das Verhältnis fp/fo nahe bei 1 liegt) ein deutlicher Anstieg der Amplitude im Zusammenhang mit den Resonanzschwingungen des Lagers zu verzeichnen ist (siehe Abb. 3.1.a). Gleichzeitig zeigt das Schaubild 3.1.b, dass im Resonanzbereich eine starke Änderung des Phasenwinkels ∆F° auftritt, der bis zu 180° betragen kann.
Mit anderen Worten: Beim Auswuchten eines beliebigen Mechanismus im Resonanzbereich können selbst kleine Änderungen seiner Drehfrequenz zu einer erheblichen Instabilität der Messergebnisse von Amplitude und Phase seiner Schwingung führen, was zu Fehlern bei der Berechnung der Parameter der Ausgleichsgewichte führt und die Qualität des Auswuchtens negativ beeinflusst.
Die obigen Diagramme bestätigen frühere Empfehlungen, wonach bei hartgelagerten Maschinen die Obergrenze der Betriebsfrequenzen des Rotors (mindestens) 2-3 mal niedriger sein sollte als die Eigenfrequenz des Trägers, f. Bei weichgelagerten Maschinen sollte die untere Grenze der zulässigen Betriebsfrequenzen des ausgewuchteten Rotors (mindestens) 2-3 mal höher sein als die Eigenfrequenz der Lagerung.
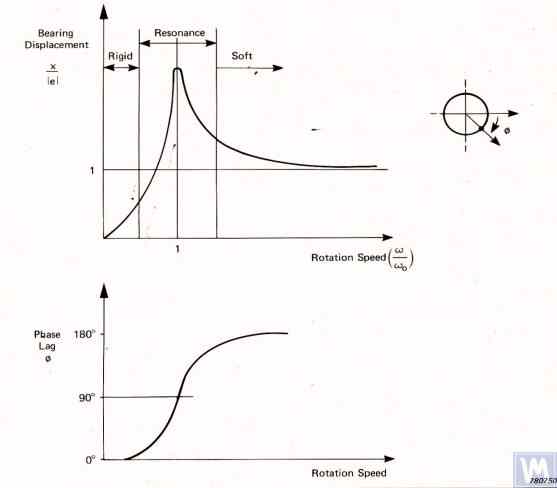
Abbildung 3.1. Diagramme, die die Änderungen der relativen Amplitude und der Phase der Schwingungen des Trägers der Auswuchtmaschine in Abhängigkeit von der Änderung der Drehfrequenz zeigen.
Aufgrund der dargestellten Informationen wird der Betrieb der Maschine im Resonanzbereich ihrer Lager (in Abb. 3.1 rot hervorgehoben) nicht empfohlen. Die in Abb. 3.1 dargestellten Diagramme zeigen auch, dass bei gleichen Unwuchten des Rotors die tatsächlichen Schwingungen der Soft Bearing-Maschinenstützen deutlich geringer sind als die an den Soft Bearing-Maschinenstützen auftretenden.
Daraus folgt, dass Sensoren zur Messung der Schwingungen von Stützen in Hartlager-Maschinen eine höhere Empfindlichkeit haben müssen als in Weichlager-Maschinen. Diese Schlussfolgerung wird durch die Praxis des Einsatzes von Sensoren gestützt, die zeigt, dass absolute Schwingungssensoren (Vibro-Beschleunigungsmesser und/oder Vibro-Geschwindigkeitssensoren), die erfolgreich in Auswuchtmaschinen mit weichen Lagern eingesetzt werden, oft nicht die erforderliche Auswuchtqualität in Maschinen mit harten Lagern erreichen.
Bei diesen Maschinen empfiehlt sich der Einsatz von relativen Schwingungssensoren, wie z. B. Kraftsensoren oder hochempfindliche Wegsensoren.
3.1.2. Abschätzung der Eigenfrequenzen von Stützen mit Hilfe von Berechnungsmethoden
Ein Konstrukteur kann mit Hilfe der Formel 3.1 eine annähernde (schätzende) Berechnung der Eigenfrequenz einer Stütze fo durchführen, indem er sie vereinfachend als ein schwingendes System mit einem Freiheitsgrad betrachtet, das (siehe Abb. 2.19.a) durch eine Masse M dargestellt wird, die auf einer Feder mit der Steifigkeit K schwingt.
fo=2π1MK(3.1)
Die Masse M, die in der Berechnung für einen symmetrischen Rotor mit Zwischenlagern verwendet wird, kann durch Formel 3.2 angenähert werden.
M=Mo+nMr(3.2), wobei Mo die Masse des beweglichen Teils des Trägers in kg, Mr die Masse des ausgewuchteten Rotors in kg und n die Anzahl der am Auswuchten beteiligten Maschinenträger ist.
Die Steifigkeit K des Auflagers wird nach Formel 3.3 auf der Grundlage der Ergebnisse experimenteller Untersuchungen berechnet, bei denen die Verformung ΔL des Auflagers gemessen wird, wenn es mit einer statischen Kraft P belastet wird (siehe Abb. 3.2.a und 3.2.b).
K=ΔLP(3.3) wobei ΔL die Verformung des Trägers in Metern und P die statische Kraft in Newton ist.
Die Größe der Belastungskraft P kann mit einem Kraftmessgerät (z. B. einem Dynamometer) gemessen werden. Die Verschiebung des Trägers ΔL wird mit einem Gerät zur Messung linearer Verschiebungen (z. B. einer Messuhr) bestimmt.
3. Anforderungen an die Konstruktion von Grundeinheiten und Mechanismen von Auswuchtmaschinen 3.1. Lager 3.1.2. Berechnung der Eigenfrequenzen von Auflagern durch rechnerische Methoden
Die Berechnung der Eigenfrequenzen von Auflagern nach dem oben beschriebenen Berechnungsschema kann in zwei Richtungen erfolgen:
Die Berechnung der Eigenfrequenzen von Stützen in vertikaler Richtung erfordert ein komplexeres Berechnungsverfahren, das (neben den Parametern der Stütze und des ausgewuchteten Rotors selbst) die Parameter des Rahmens und die Besonderheiten der Installation der Maschine auf dem Fundament berücksichtigen muss. Diese Methode wird in dieser Veröffentlichung nicht behandelt. Die Analyse der Formel 3.1 ermöglicht einige einfache Empfehlungen, die von Maschinenkonstrukteuren bei ihrer praktischen Arbeit berücksichtigt werden sollten. Insbesondere kann die Eigenfrequenz einer Stütze durch Änderung ihrer Steifigkeit und/oder Masse verändert werden. Eine Erhöhung der Steifigkeit erhöht die Eigenfrequenz des Trägers, während eine Erhöhung der Masse sie verringert. Diese Änderungen stehen in einem nichtlinearen, quadratisch inversen Verhältnis. So erhöht eine Verdopplung der Steifigkeit des Auflagers seine Eigenfrequenz nur um den Faktor 1,4. Eine Verdopplung der Masse des beweglichen Teils der Stütze verringert die Eigenfrequenz ebenfalls nur um den Faktor 1,4.
3.1.3. Experimentelle Methoden zur Bestimmung der Eigenfrequenzen von Stützen
Da die oben beschriebene Berechnung der Eigenfrequenzen von Auflagern nach einer vereinfachten Methode zu erheblichen Fehlern führen kann, ziehen es die meisten Amateurentwickler vor, diese Parameter durch experimentelle Methoden zu bestimmen. Dazu nutzen sie die Möglichkeiten moderner Schwingungsmesssysteme von Auswuchtmaschinen, wie z.B. die Geräte der Serie "Balanset".
3.1.3.1. Bestimmung der Eigenfrequenzen von Auflagern durch die Methode der Stoßerregung
Die Methode der Stoßerregung ist die einfachste und gebräuchlichste Methode zur Bestimmung der Eigenfrequenz von Schwingungen eines Trägers oder eines anderen Maschinenteils. Sie beruht auf der Tatsache, dass ein beliebiges Objekt, wie z. B. eine Glocke (siehe Abb. 3.3), bei einer Stoßanregung eine allmählich abklingende Schwingungsantwort zeigt. Die Frequenz des Schwingungssignals wird durch die strukturellen Eigenschaften des Objekts bestimmt und entspricht der Frequenz seiner Eigenschwingungen. Für die Stoßerregung von Schwingungen kann ein beliebiges schweres Werkzeug verwendet werden, wie z. B. ein Gummihammer oder ein normaler Holzhammer.
Abbildung 3.3. Diagramm der Stoßerregung zur Bestimmung der Eigenfrequenzen eines Objekts
Die Masse des Hammers sollte etwa 10% der Masse des zu erregenden Objekts betragen. Zur Erfassung der Schwingungsantwort sollte ein Schwingungssensor auf dem zu untersuchenden Objekt angebracht werden, dessen Messachse mit der Richtung der Schlaganregung ausgerichtet ist. In einigen Fällen kann ein Mikrofon eines Geräuschmessgeräts als Sensor verwendet werden, um die Schwingungsantwort des Objekts zu erfassen.
Die Schwingungen des Objekts werden vom Sensor in ein elektrisches Signal umgewandelt, das dann an ein Messgerät, z. B. den Eingang eines Spektrumanalysators, weitergeleitet wird. Dieses Gerät zeichnet die Zeitfunktion und das Spektrum des abklingenden Schwingungsvorgangs auf (siehe Abb. 3.4), deren Analyse die Bestimmung der Frequenz (Frequenzen) der Eigenschwingungen des Objekts ermöglicht.
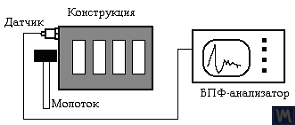
Abbildung 3.4. Diagramm zur Messung und Aufzeichnung der Eigenschwingungen eines Objekts
Wie die meisten modernen Schwingungsmessgeräte können auch die Messsysteme der Serie "Balanset" zur Bestimmung der Eigenfrequenzen eines Objekts (z.B. Stützen einer Auswuchtmaschine) verwendet werden, wenn dessen Schwingungen durch Stöße angeregt werden. Dieses Verfahren kann bei den Geräten der "Balanset"-Serie entweder im Zusatzfunktionsmodus des Gerätes "Graphs. Spectrum" oder in einem speziellen Modus "Graphs. Impact" durchgeführt werden, der in den neuesten Versionen der Software "Balanset 1" enthalten ist.
Als Ergebnis dieses Verfahrens wird auf dem Computerbildschirm ein Arbeitsfenster mit Diagrammen der Zeitfunktion und des Spektrums der abklingenden Schwingungen angezeigt, die in der untersuchten Struktur bei ihrer Stoßerregung auftreten. Ein Beispiel für solche Graphen ist in Abbildung 3.5 dargestellt.

Abbildung 3.5. Programmoberfläche mit Zeitfunktionsdiagrammen und Spektrum der abklingenden Stoßschwingungen der untersuchten Struktur
Die Analyse des in Abbildung 3.5 dargestellten Spektrumsdiagramms (siehe unterer Teil des Arbeitsfensters) zeigt, dass die Hauptkomponente der Eigenschwingungen der untersuchten Struktur, die mit Bezug auf die Abszissenachse des Diagramms bestimmt wurde, bei einer Frequenz von 9,5 Hz auftritt. Diese Methode kann für Untersuchungen der Eigenschwingungen sowohl von weich- als auch von hartgelagerten Auswuchtmaschinenstützen empfohlen werden.
3.1.3.2. Bestimmung der Eigenfrequenzen von Stützen im Nachlaufbetrieb
In einigen Fällen können die Eigenfrequenzen von Lagerungen durch zyklische Messung der Amplitude und Phase der Schwingungen "im Freien" bestimmt werden. Bei dieser Methode wird der an der untersuchten Maschine installierte Rotor zunächst auf seine maximale Drehzahl beschleunigt, dann wird sein Antrieb abgeschaltet, und die Frequenz der mit der Unwucht des Rotors verbundenen Störkraft nimmt vom Maximum bis zum Stillstand allmählich ab.
In diesem Fall können die Eigenfrequenzen der Auflager durch zwei Merkmale bestimmt werden:
Bei den Geräten der Serie "Balanset" kann der Modus "Vibrometer" ("Balanset 1") oder der Modus "Balancing. Überwachung" ("Balanset 2C" und "Balanset 4") können die Eigenfrequenzen von Objekten "an der Küste" erfasst werden, was zyklische Messungen von Amplitude und Phase der Schwingungen bei der Drehfrequenz des Rotors ermöglicht.
Darüber hinaus verfügt die Software "Balanset 1" über einen speziellen "Graphs. Coasting"-Modus, der die grafische Darstellung von Amplituden- und Phasenänderungen der Auflageschwingungen an der Küste in Abhängigkeit von der sich ändernden Rotationsfrequenz ermöglicht, was die Diagnose von Resonanzen erheblich erleichtert.
Aus offensichtlichen Gründen (siehe Abschnitt 3.1.1) kann die Methode zur Ermittlung der Eigenfrequenzen von Auflagern an der Küste nur bei der Untersuchung von Auswuchtmaschinen mit weichen Lagern verwendet werden, bei denen die Arbeitsfrequenzen der Rotordrehung die Eigenfrequenzen der Auflager in Querrichtung deutlich überschreiten.
Bei hartgelagerten Maschinen, bei denen die Arbeitsfrequenzen der Rotordrehung, die die Schwingungen der Lager an der Küste anregen, deutlich unter den Eigenfrequenzen der Lager liegen, ist die Anwendung dieser Methode praktisch unmöglich.
3.1.4. Praktische Empfehlungen für die Konstruktion und Fertigung von Halterungen für Auswuchtmaschinen 3.1.4.1. Weich gelagerte Maschinen mit Flachplattenfedern
Mehrere Konstruktionsvarianten von Auswuchtmaschinenstützen mit Flachfedern wurden bereits in Abschnitt 2.1 erörtert und in den Abbildungen 2.7 bis 2.9 dargestellt. Nach unseren Informationen werden solche Konstruktionen am häufigsten in Maschinen zum Auswuchten von Antriebswellen eingesetzt.
Betrachten wir als Beispiel die Federparameter, die von einem unserer Kunden (LLC "Rost-Service", St. Petersburg) bei der Herstellung seiner eigenen Maschinenstützen verwendet wurden. Diese Maschine war für das Auswuchten von Antriebswellen mit 2, 3 und 4 Stützen und einer Masse von höchstens 200 kg bestimmt. Die geometrischen Abmessungen der Federn (Höhe * Breite * Dicke), die in den Lagern der führenden und der angetriebenen Spindel der Maschine verwendet wurden, betrugen jeweils 3002003 mm.
Die Eigenfrequenz der unbelasteten Stütze, die experimentell durch die Stoßanregungsmethode mit dem Standardmesssystem der "Balanset 4"-Maschine bestimmt wurde, betrug 11 - 12 Hz. Bei einer solchen Eigenfrequenz der Lagerschwingungen sollte die empfohlene Drehfrequenz des ausgewuchteten Rotors beim Auswuchten nicht unter 22-24 Hz (1320 - 1440 U/min) liegen.
Die geometrischen Abmessungen der Flachfedern, die von demselben Hersteller auf den Zwischenträgern verwendet wurden, betrugen jeweils 2002003 mm. Außerdem waren die Eigenfrequenzen dieser Stützen, wie die Studien zeigten, höher und erreichten 13-14 Hz.
Auf der Grundlage der Testergebnisse wurde den Herstellern der Maschine empfohlen, die Eigenfrequenzen der Spindel und der Zwischenlager anzugleichen. Dies sollte die Auswahl des Bereichs der Betriebsdrehfrequenzen der Antriebswellen beim Auswuchten erleichtern und mögliche Instabilitäten der Messwerte des Messsystems aufgrund des Eindringens der Lager in den Bereich der Resonanzschwingungen vermeiden.
Die Methoden zur Anpassung der Eigenfrequenzen der Schwingungen von Stützen auf Flachfedern liegen auf der Hand. Diese Anpassung kann durch eine Änderung der geometrischen Abmessungen oder der Form der Flachfedern erreicht werden, z. B. durch das Fräsen von Längs- oder Querschlitzen, die ihre Steifigkeit verringern.
Wie bereits erwähnt, können die Ergebnisse einer solchen Anpassung überprüft werden, indem die Eigenfrequenzen der Schwingungen der Auflager mit den in den Abschnitten 3.1.3.1 und 3.1.3.2 beschriebenen Methoden ermittelt werden.
Abbildung 3.6 stellt eine klassische Version der Halterung auf Flachfedern vor, die in einer der Maschinen von A. Sinitsyn verwendet wurde. Wie in der Abbildung dargestellt, umfasst die Stütze die folgenden Komponenten:

Abbildung 3.6. Bemessungsvariante einer Lagerung auf Flachfedern
Die obere Platte 1 des Trägers kann zur Befestigung der Spindel oder eines Zwischenlagers verwendet werden. Je nach Verwendungszweck des Trägers kann die untere Platte 4 starr an den Führungen der Maschine befestigt oder auf beweglichen Schlitten montiert werden, so dass sich der Träger entlang der Führungen bewegen kann. An der Halterung 5 wird ein Verriegelungsmechanismus für die Halterung angebracht, der es ermöglicht, die Halterung während der Beschleunigung und Verzögerung des ausgewuchteten Rotors sicher zu fixieren.
Flachfedern für Soft Bearing-Maschinenstützen sollten aus Blattfeder- oder hochwertigem legiertem Stahl hergestellt werden. Von der Verwendung gewöhnlicher Baustähle mit geringer Streckgrenze ist abzuraten, da sie unter statischen und dynamischen Belastungen während des Betriebs Restverformungen entwickeln können, die zu einer Verringerung der geometrischen Genauigkeit der Maschine und sogar zum Verlust der Lagerstabilität führen.
3.1.4.2. Weich gelagerte Maschinenstützen mit Aufhängung an Bandfedern
Bei der Auslegung von Bandfedern für tragende Aufhängungen ist auf die Wahl der Dicke und Breite des Federbandes zu achten, das einerseits der statischen und dynamischen Belastung des Rotors auf der Aufhängung standhalten muss und andererseits die Möglichkeit von Torsionsschwingungen der tragenden Aufhängung, die sich als Axialschlag äußern, verhindern muss.
Beispiele für die konstruktive Ausführung von Auswuchtmaschinen mit Bandfederaufhängungen sind in den Abbildungen 2.1 bis 2.5 (siehe Abschnitt 2.1) sowie in den Abbildungen 3.7 und 3.8 dieses Abschnitts dargestellt.

Abbildung 3.7. Maschine zum Auswuchten von Elektromotor-Rotoren, zusammengebaut, entwickelt von A. Mokhov.

Abbildung 3.8. Maschine zum Auswuchten von Turbopumpenrotoren, entwickelt von G. Glazov (Bishkek)
3.1.4.3. Weich gelagerte Maschinenstützen mit zylindrischen Federn
Ein Beispiel für eine Auswuchtmaschine mit Soft Bearing, bei der zylindrische Druckfedern für die Konstruktion der Lager verwendet werden, ist in Abbildung 3.9 dargestellt. Der größte Nachteil dieser Konstruktionslösung ist die unterschiedlich starke Verformung der Federn in den vorderen und hinteren Lagern, die auftritt, wenn die Lasten auf den Lagern beim Auswuchten asymmetrischer Rotoren ungleich sind. Dies führt natürlich zu einem Versatz der Stützen und einer Schiefstellung der Rotorachse in der vertikalen Ebene. Eine der negativen Folgen dieses Fehlers kann das Auftreten von Kräften sein, die eine axiale Verschiebung des Rotors während der Rotation bewirken.

Abb. 3.9. Konstruktionsvariante der weichen Lagerung für Auswuchtmaschinen mit Zylinderfedern.
3.1.4.4. Wie unsere umfangreichen Erfahrungen mit Kunden zeigen, bevorzugt ein erheblicher Teil der Hersteller von Auswuchtmaschinen für den Eigenbedarf in letzter Zeit hartgelagerte Maschinen mit starrer Lagerung. In Abschnitt 2.2 sind in den Abbildungen 2.16 - 2.18 Fotos von verschiedenen Konstruktionen von Maschinen mit einer solchen Lagerung dargestellt. Eine typische Skizze einer starren Lagerung, die von einem unserer Kunden für seine Maschinenkonstruktion entwickelt wurde, ist in Abb. 3.10 dargestellt. Diese Stütze besteht aus einer flachen Stahlplatte mit einer P-förmigen Nut, die die Stütze konventionell in einen "starren" und einen "flexiblen" Teil unterteilt. Unter dem Einfluss einer Unwuchtkraft kann sich der "flexible" Teil der Stütze relativ zu ihrem "starren" Teil verformen. Das Ausmaß dieser Verformung, das durch die Dicke des Trägers, die Tiefe der Nuten und die Breite der Brücke zwischen dem "flexiblen" und dem "starren" Teil des Trägers bestimmt wird, kann mit geeigneten Sensoren des Messsystems der Maschine gemessen werden. Da es keine Methode zur Berechnung der Quersteifigkeit solcher Stützen unter Berücksichtigung der Tiefe h der P-förmigen Nut, der Breite t der Brücke sowie der Dicke der Stütze r gibt (siehe Abb. 3.10), werden diese Konstruktionsparameter in der Regel von den Entwicklern experimentell bestimmt.
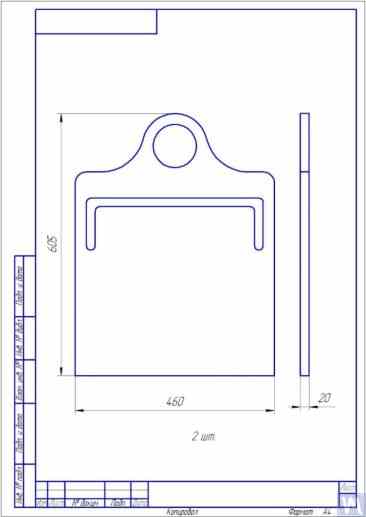
Abb. 3.10. Skizze der Hartlagerabstützung für Auswuchtmaschine
Die Abbildungen 3.11 und 3.12 zeigen Fotos von verschiedenen Ausführungen solcher Stützen, die für die Maschinen unserer Kunden hergestellt wurden. Aus den von mehreren unserer Kunden, die Maschinenhersteller sind, erhaltenen Daten lassen sich Anforderungen an die Dicke der Stützen für Maschinen verschiedener Größen und Tragfähigkeiten formulieren. Für Maschinen, die zum Auswuchten von Rotoren mit einem Gewicht von 0,1 bis 50-100 kg bestimmt sind, kann die Dicke des Trägers beispielsweise 20 mm betragen.

Abb. 3.11. Harte Lagerungen für Auswuchtmaschinen, hergestellt von A. Sinitsyn

Abb. 3.12. Hartlager für Auswuchtmaschine, hergestellt von D. Krasilnikov
Bei Maschinen mit einer ausgewuchteten Rotormasse von nicht mehr als 300 - 500 kg kann die Dicke des Trägers auf 30 - 40 mm erhöht werden, und bei Maschinen, die für ausgewuchtete Rotoren mit Höchstmassen von 1000 bis 3000 kg ausgelegt sind, kann die Dicke des Trägers 50 - 60 mm oder mehr erreichen. Wie die Analyse der dynamischen Eigenschaften der oben genannten Lager zeigt, überschreiten ihre Eigenschwingungsfrequenzen, gemessen in der Querebene (der Ebene, in der die relativen Verformungen der "flexiblen" und "starren" Teile gemessen werden), gewöhnlich 100 Hz oder mehr. Die Eigenschwingungsfrequenzen von Hartlagerständern in der Frontalebene, gemessen in der Richtung, die mit der Drehachse des ausgewuchteten Rotors zusammenfällt, sind in der Regel deutlich niedriger. Und es sind diese Frequenzen, die bei der Bestimmung der oberen Grenze des Betriebsfrequenzbereichs für rotierende, auf der Maschine ausgewuchtete Rotoren in erster Linie berücksichtigt werden sollten. Wie bereits erwähnt, kann die Bestimmung dieser Frequenzen mit der in Abschnitt 3.1 beschriebenen Stoßerregungsmethode erfolgen.
3.2. Tragende Baugruppen von Auswuchtmaschinen 3.2.1. Haupttypen von Tragwerkskonstruktionen Bei der Herstellung von Auswuchtmaschinen mit hartem und weichem Lager können die folgenden bekannten Typen von Stützvorrichtungen für die Installation und Rotation von ausgewuchteten Rotoren auf Stützen empfohlen werden, darunter:

3.13. Ausführungsvariante der prismatischen Tragkonstruktion, die an einer Auswuchtmaschine für Autoturbinen verwendet wird
Ähnliche Stützvorrichtungen (siehe Abbildung 3.8) werden z. B. von G. Glazov in seiner Maschine eingesetzt, die auch zum Auswuchten von Autoturbinen bestimmt ist. Die originelle technische Lösung der prismatischen Tragkonstruktion aus Fluorkunststoff (siehe Abbildung 3.14) wird von LLC "Technobalance" vorgeschlagen.

Abb. 3.14. Prismenhalterung von LLC "Technobalance"
Diese spezielle Lagerungseinheit besteht aus zwei zylindrischen Hülsen 1 und 2, die in einem Winkel zueinander angebracht und auf Lagerungsachsen befestigt sind. Der ausgewuchtete Rotor berührt die Oberflächen der Hülsen entlang der Mantellinien der Zylinder, wodurch die Kontaktfläche zwischen der Rotorwelle und der Halterung minimiert und somit die Reibungskraft in der Halterung verringert wird. Bei Verschleiß oder Beschädigung der Auflagefläche im Bereich des Kontakts mit der Rotorwelle besteht die Möglichkeit, den Verschleiß durch Drehen der Hülse um ihre Achse um einen bestimmten Winkel auszugleichen. Es ist zu beachten, dass bei der Verwendung von Tragkonstruktionen aus nichtmetallischen Werkstoffen eine konstruktive Möglichkeit zur Erdung des ausgewuchteten Rotors mit dem Maschinenkörper vorgesehen werden muss, wodurch die Gefahr starker statischer Aufladungen während des Betriebs ausgeschlossen wird. Dies trägt erstens dazu bei, elektrische Interferenzen und Störungen zu verringern, die die Leistung des Messsystems der Maschine beeinträchtigen können, und zweitens, das Risiko einer Beeinträchtigung des Personals durch statische Elektrizität auszuschließen.
3.2.1.2. Rollenträgerbaugruppen Diese Baugruppen werden in der Regel an den Trägern von Maschinen installiert, die für das Auswuchten von Rotoren mit einer Masse von über 50 Kilogramm und mehr ausgelegt sind. Durch ihre Verwendung werden die Reibungskräfte in den Halterungen im Vergleich zu prismatischen Halterungen erheblich reduziert, was die Drehung des ausgewuchteten Rotors erleichtert. Abbildung 3.15 zeigt als Beispiel eine Konstruktionsvariante einer Tragkonstruktion, bei der Rollen für die Positionierung des Produkts verwendet werden. In dieser Ausführung werden Standard-Wälzlager als Rollen 1 und 2 verwendet, deren Außenringe sich um feststehende Achsen drehen, die im Körper des Maschinenträgers 3 befestigt sind. Abbildung 3.16 zeigt eine Skizze einer komplexeren Konstruktion einer Walzentragvorrichtung, die von einem der Hersteller von Auswuchtmaschinen in ihrem Projekt umgesetzt wurde. Wie aus der Zeichnung ersichtlich, wird zur Erhöhung der Tragfähigkeit der Walze (und damit der gesamten Tragvorrichtung) ein Paar Wälzlager 1 und 2 in den Walzenkörper 3 eingebaut. Die praktische Umsetzung dieser Konstruktion scheint trotz aller offensichtlichen Vorteile eine recht komplexe Aufgabe zu sein, die mit der Notwendigkeit einer eigenständigen Herstellung des Rollenkörpers 3 verbunden ist, an den sehr hohe Anforderungen an die geometrische Genauigkeit und die mechanischen Eigenschaften des Materials gestellt werden.

Abb. 3.15. Beispiel für die Konstruktion eines Rollenträgers
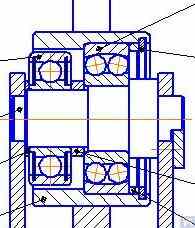
Abb. 3.16. Beispiel für eine rollengelagerte Baugruppe mit zwei Wälzlagern
Abbildung 3.17 zeigt eine Konstruktionsvariante eines selbstausrichtenden Rollenträgers, der von den Spezialisten von LLC "Technobalance" entwickelt wurde. Bei dieser Konstruktion wird die Selbstausrichtung der Rollen dadurch erreicht, dass sie mit zwei zusätzlichen Freiheitsgraden ausgestattet sind, die es den Rollen ermöglichen, kleine Winkelbewegungen um die X- und Y-Achse auszuführen. Derartige Halterungen, die eine hohe Präzision bei der Montage von ausgewuchteten Rotoren gewährleisten, werden in der Regel für den Einsatz an Trägern von schweren Auswuchtmaschinen empfohlen.

Abb. 3.17. Beispiel für die Konstruktion eines selbstausrichtenden Rollenträgers
Wie bereits erwähnt, sind die Anforderungen an die Präzision der Fertigung und die Steifigkeit von Rollenträgern in der Regel recht hoch. Insbesondere sollten die Toleranzen für den Radialschlag der Rollen 3-5 Mikrometer nicht überschreiten.
In der Praxis wird dies selbst von namhaften Herstellern nicht immer erreicht. Bei der Prüfung des Rundlaufs eines Satzes neuer Rollenträger, die als Ersatzteile für die Auswuchtmaschine Modell H8V der Marke "K. Shenk" gekauft wurden, durch den Autor erreichte der Rundlauf der Rollen 10-11 Mikrometer.
3.2.1.3. Spindelträger-Baugruppen
Beim Auswuchten von Rotoren mit Flanschbefestigung (z.B. Gelenkwellen) auf Auswuchtmaschinen werden Spindeln als tragende Baugruppen zum Positionieren, Montieren und Drehen der ausgewuchteten Produkte eingesetzt.
Spindeln sind eine der komplexesten und kritischsten Komponenten von Auswuchtmaschinen, die maßgeblich für das Erreichen der geforderten Auswuchtqualität verantwortlich sind.
Theorie und Praxis der Konstruktion und Herstellung von Spindeln sind recht gut entwickelt und spiegeln sich in einer Vielzahl von Publikationen wider, von denen die Monographie "Details and Mechanisms of Metal-Cutting Machine Tools" [1], herausgegeben von Dr. Eng. D.N. Reshetov herausgegebene Monographie "Details and Mechanisms of Metal-Cutting Machine Tools" [1] als die nützlichste und für Entwickler zugänglichste heraussticht.
Unter den wichtigsten Anforderungen, die bei der Konstruktion und Herstellung von Auswuchtmaschinenspindeln berücksichtigt werden sollten, sind die folgenden vorrangig zu nennen:
a) Gewährleistung einer hohen Steifigkeit der Spindelstruktur, die ausreicht, um unannehmbare Verformungen zu verhindern, die unter dem Einfluss von Unwuchtkräften des ausgewuchteten Rotors auftreten können;
b) Sicherstellung der Stabilität der Position der Spindeldrehachse, gekennzeichnet durch zulässige Werte der Radial-, Axial- und Planlaufabweichungen der Spindel;
c) Sicherstellung einer angemessenen Verschleißfestigkeit der Spindelzapfen sowie der Sitz- und Auflageflächen, die für die Montage ausgewuchteter Produkte verwendet werden.
Die praktische Umsetzung dieser Anforderungen wird in Abschnitt VI "Spindeln und ihre Halterungen" der Arbeit [1] ausführlich beschrieben.
Insbesondere gibt es Methoden zur Überprüfung der Steifigkeit und der Drehgenauigkeit von Spindeln, Empfehlungen zur Auswahl von Lagern, zur Wahl des Spindelmaterials und der Methoden zu dessen Härtung sowie viele weitere nützliche Informationen zu diesem Thema.
In der Arbeit [1] wird festgestellt, dass bei der Konstruktion von Spindeln für die meisten Arten von spanabhebenden Werkzeugmaschinen hauptsächlich ein Zweilagerschema verwendet wird.
Ein Beispiel für die Konstruktionsvariante eines solchen Zweilagerschemas, das in Fräsmaschinenspindeln verwendet wird (Einzelheiten sind in der Arbeit [1] zu finden), ist in Abb. 3.18 dargestellt.
Dieses Schema eignet sich gut für die Herstellung von Auswuchtmaschinenspindeln, von denen in den Abbildungen 3.19-3.22 Beispiele für Konstruktionsvarianten gezeigt werden.
Abbildung 3.19 zeigt eine der Konstruktionsvarianten der Leitspindel einer Auswuchtmaschine, die sich auf zwei Radiallagern dreht, von denen jedes sein eigenes unabhängiges Gehäuse 1 und 2 hat. Auf der Spindelwelle 3 sind ein Flansch 4 zum Anflanschen einer Kardanwelle und eine Riemenscheibe 5 zur Übertragung der Drehbewegung des Elektromotors über einen Keilriemenantrieb auf die Spindel montiert.
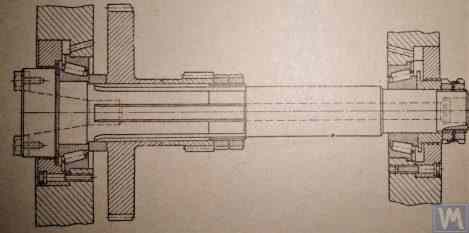
Abb. 3.18. Skizze einer zweilagerigen Fräsmaschinenspindel

Abbildung 3.19. Beispiel für eine Spindelkonstruktion mit zwei unabhängigen Lagern
Abbildungen 3.20 und 3.21 zeigen zwei eng verwandte Konstruktionen von Leitspindelbaugruppen. In beiden Fällen sind die Spindellager in ein gemeinsames Gehäuse 1 eingebaut, das eine axiale Durchgangsbohrung aufweist, die für den Einbau der Spindelwelle erforderlich ist. Am Eingang und am Ausgang dieser Bohrung hat das Gehäuse spezielle Bohrungen (in den Abbildungen nicht dargestellt), die zur Aufnahme von Radiallagern (Rollen- oder Kugellager) und speziellen Flanschdeckeln 5 dienen, mit denen die Außenringe der Lager befestigt werden.
Wie bei der Vorgängerversion (siehe Abb. 3.19) sind auf der Spindelwelle eine Planscheibe 2 zum Anflanschen der Antriebswelle und eine Riemenscheibe 3 zur Übertragung der Drehbewegung vom Elektromotor auf die Spindel über einen Riemenantrieb angebracht. An der Spindelwelle ist auch ein Schenkel 4 befestigt, der zur Bestimmung der Winkelposition der Spindel dient und beim Anbringen von Prüf- und Ausgleichsgewichten auf dem Rotor während des Auswuchtens verwendet wird.

Abbildung 3.20. Beispiel 1 für eine Leitspindelkonstruktion auf zwei in einem gemeinsamen Gehäuse installierten Lagerträgern

Abbildung 3.21. Beispiel 2 für eine Leitspindelkonstruktion auf zwei in einem gemeinsamen Gehäuse installierten Lagerträgern
 \
\
Abbildung 3.22. Beispiel für die Konstruktion einer angetriebenen (hinteren) Spindel
Abbildung 3.22 zeigt eine Konstruktionsvariante der angetriebenen (hinteren) Spindelbaugruppe einer Maschine, die sich von der Leitspindel nur durch das Fehlen der Antriebsriemenscheibe und des Glieds unterscheidet, da diese nicht benötigt werden.
Gesehen in Abbildungen 3.20 - 3.22Die oben beschriebenen Spindelbaugruppen werden mit speziellen Klemmen (Riemen) 6 an den Weichlagerstützen der Auswuchtmaschinen befestigt. Falls erforderlich, können auch andere Befestigungsmethoden verwendet werden, die eine angemessene Steifigkeit und Präzision bei der Positionierung der Spindelbaugruppe auf dem Träger gewährleisten.
Abbildung 3.23 veranschaulicht eine dieser Spindel ähnliche Flanschbefestigung, die für die Montage an einem Hartlager einer Auswuchtmaschine verwendet werden kann.

Abbildung 3.22. Beispiel für die Ausführung der Konstruktion einer angetriebenen (hinteren) Spindel
Abbildung 3.22 stellt eine Konstruktionsvariante der angetriebenen (hinteren) Spindelbaugruppe einer Maschine dar, die sich von der Leitspindel nur dadurch unterscheidet, dass ihr die Antriebsriemenscheibe und die Glieder fehlen, weil sie nicht benötigt werden.
Gesehen in Abbildungen 3.20 - 3.22Die besprochenen Spindelbaugruppen werden mit speziellen Klemmen (Riemen) 6 an den Weichlagerstützen der Auswuchtmaschinen befestigt. Erforderlichenfalls können auch andere Befestigungsmethoden verwendet werden, die eine angemessene Steifigkeit und Genauigkeit bei der Positionierung der Spindelbaugruppe auf dem Träger gewährleisten.
Abbildung 3.23 zeigt die Konstruktion einer Flanschbefestigung für eine solche Spindel, die für die Montage an einem Hartlagerträger einer Auswuchtmaschine verwendet werden kann.
3.1.4.3. Weich gelagerte Maschinenstützen mit zylindrischen Federn
Ein Beispiel für eine Auswuchtmaschine mit Soft Bearing, bei der zylindrische Druckfedern für die Konstruktion der Lager verwendet werden, ist in Abbildung 3.9. Der Hauptnachteil dieser Konstruktionslösung liegt in den unterschiedlichen Federverformungen an den vorderen und hinteren Stützen, die bei ungleicher Belastung der Stützen beim Auswuchten asymmetrischer Rotoren auftreten. Dies führt natürlich zu einem Versatz der Stützen und einer Schiefstellung der Rotorachse in der vertikalen Ebene. Eine der negativen Folgen dieses Fehlers kann das Auftreten von Kräften sein, die eine axiale Verschiebung des Rotors während der Rotation bewirken.
Abbildung 3.24. Berechnungsschema zur Bestimmung der Steifigkeit der Spindel und ihres Rundlaufs (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], Abbildung (3.4)
wo:
Durch Umformung der Formel 3.4 ergibt sich der gewünschte Rechenwert für die Steifigkeit der Spindelgruppe jшп bestimmt werden kann: jшп = P / Y, kg/cm (3.5)
In Anlehnung an die Empfehlungen der Arbeit [1] für mittelgroße Auswuchtmaschinen sollte dieser Wert nicht unter 50 kg/µm liegen.
Es wurde bereits festgestellt, dass der Haupteinfluss auf die radiale Steifigkeit der Spindelbaugruppe vom Durchmesser ihrer Welle ausgeht, mit dessen Vergrößerung die Trägheitsmomente J1 und J2 quadratisch zunehmen und dementsprechend (siehe Gleichung 3.4) der Betrag der elastischen Verschiebung Y der Spindel unter Last abnimmt.
Wie aus Gleichung 3.4 hervorgeht, wird die Steifigkeit der Spindel auch durch den Abstand zwischen den Stützen beeinflusst c und die Länge der Konsole gderen Optimierung bei der Konstruktion auch die Qualität der Spindelbaugruppe erheblich steigert.
Es ist zu beachten, dass bei der Konstruktion von Spindeln auch auf deren axiale Steifigkeit geachtet werden muss, die in erster Linie von der axialen Steifigkeit der Spindellager und der Steifigkeit des Gehäuses abhängt.
Die Eigenfrequenz der Spindelschwingungen, die nicht unter 500 - 600 Hz liegen sollte, steht in direktem Zusammenhang mit der Steifigkeit der Spindelbaugruppen. Dieser Parameter kann mit Geräten der "Balanset"-Serie experimentell bestimmt werden, indem die in Abschnitt 3.1.3.1 beschriebene Methode der Stoßerregung angewendet wird.
Da die Bestimmung der Parameter von Spindelaggregaten für viele Entwickler eine große Herausforderung darstellt, wird ihnen empfohlen, die in den Arbeiten [1] und [2] vorgestellte grafische Berechnungsmethode zu verwenden, die auf der Verwendung von Nomogrammen basiert und die Lösung dieser Aufgabe erheblich vereinfacht und die Bearbeitungszeit verkürzt.
3.2.1.3.4. Sicherstellung der Genauigkeitsanforderungen für die Spindeldrehung
Die Rotationsgenauigkeit ist neben der oben erwähnten Steifigkeit eine kritische Eigenschaft der Spindel einer Auswuchtmaschine, die die Qualität des Auswuchtens erheblich beeinflussen kann. Die Praxis zeigt, dass die Rotationsgenauigkeit einer Spindel direkt von mehreren Faktoren abhängt, darunter:
Erstens müssen sich die Hersteller auf die Präzision der von ihnen verwendeten Lager konzentrieren, da deren Einfluss auf die Rotationsgenauigkeit (Rundlauf) einer Zweilagerspindel (siehe Berechnungsschema in Abbildung 3.24) kann durch eine Kontrollrechnung nach Formel 3.5 annähernd geschätzt werden.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
wo:
3.2.1.3.5. Sicherstellung der Anforderungen an den Spindelausgleich
Spindeln von Auswuchtmaschinen müssen gut ausgewuchtet sein, da sich jede tatsächliche Unwucht als zusätzlicher Fehler auf den ausgewuchteten Rotor überträgt. Bei der Festlegung der technologischen Toleranzen für die Restunwucht der Spindel wird allgemein empfohlen, dass die Genauigkeitsklasse ihrer Auswuchtung mindestens 1 - 2 Klassen höher sein sollte als die des auf der Maschine ausgewuchteten Produkts.
In Anbetracht der oben beschriebenen Konstruktionsmerkmale der Spindeln sollten diese in zwei Ebenen ausgewuchtet werden.
3.2.1.3.6. Sicherstellung der Tragfähigkeit und Dauerhaftigkeit von Spindellagern
Bei der Auslegung von Spindeln und der Auswahl von Lagergrößen ist es ratsam, vorab die Haltbarkeit und Belastbarkeit der Lager zu beurteilen. Die Methodik zur Durchführung dieser Berechnungen ist in der ISO 18855-94 (ISO 281-89) "Rolling Bearings - Dynamic Load Ratings and Rating Life" [3] sowie in zahlreichen (auch digitalen) Wälzlagerhandbüchern ausführlich beschrieben.
3.2.1.3.7. Sicherstellung der Anforderungen an die zulässige Erwärmung von Spindellagern
Nach den Empfehlungen aus der Arbeit [1] sollte die maximal zulässige Erwärmung der Außenringe von Spindellagern 70°C nicht überschreiten. Um eine hohe Wuchtgüte zu gewährleisten, sollte die empfohlene Erwärmung der Außenringe jedoch 40 - 45°C nicht überschreiten.
3.2.1.3.8. Auswahl der Art des Riemenantriebs und der Konstruktion der Antriebsscheibe für die Spindel
Bei der Konstruktion der Antriebsspindel einer Auswuchtmaschine empfiehlt es sich, deren Drehung durch einen Flachriemenantrieb zu gewährleisten. Ein Beispiel für die ordnungsgemäße Verwendung eines solchen Antriebs für den Spindelbetrieb findet sich in Abbildungen 3.20 und 3.23. Die Verwendung von Keil- oder Zahnriemenantrieben ist unerwünscht, da sie aufgrund geometrischer Ungenauigkeiten der Riemen und Scheiben zusätzliche dynamische Belastungen auf die Spindel ausüben können, was wiederum zu zusätzlichen Messfehlern beim Auswuchten führen kann. Empfohlene Anforderungen an Riemenscheiben für flache Antriebsriemen sind in der ISO 17383- 73 "Riemenscheiben für flache Antriebsriemen" [4] beschrieben.
Die Antriebsriemenscheibe sollte am hinteren Ende der Spindel so nahe wie möglich an der Lagerbaugruppe positioniert werden (mit einem möglichst geringen Überhang). Die konstruktive Entscheidung für die überhängende Anordnung der Riemenscheibe, die bei der Herstellung der Spindel in Abbildung 3.19kann als erfolglos angesehen werden, da sie das Moment der dynamischen Antriebslast, das auf die Spindelstützen wirkt, erheblich erhöht.
Ein weiterer wesentlicher Nachteil dieser Konstruktion ist die Verwendung eines Keilriemenantriebs, dessen Fertigungs- und Montageungenauigkeiten ebenfalls zu einer unerwünschten Zusatzbelastung der Spindel führen können.
3.3. Bett (Rahmen)
Das Bett ist die Haupttragstruktur der Auswuchtmaschine, auf der ihre wichtigsten Elemente, einschließlich der Stützpfosten und des Antriebsmotors, aufgebaut sind. Bei der Auswahl oder Herstellung des Bettes einer Auswuchtmaschine muss sichergestellt werden, dass es mehrere Anforderungen erfüllt, darunter die erforderliche Steifigkeit, geometrische Präzision, Vibrationsfestigkeit und Verschleißfestigkeit der Führungen.
In der Praxis zeigt sich, dass bei der Herstellung von Maschinen für den Eigenbedarf die folgenden Bettenoptionen am häufigsten verwendet werden:
Abbildung 3.25 zeigt das Bett einer Holzbearbeitungsmaschine, die erfolgreich für die Herstellung einer Maschine zum Auswuchten von Gelenkwellen eingesetzt wurde.

Abbildung 3.25. Beispiel für die Verwendung eines gebrauchten Holzbearbeitungsmaschinenbettes zur Herstellung einer Maschine zum Auswuchten von Kardanwellen.
Abbildungen 3.26 und 3.27 zeigen Beispiele für die Verwendung von Drehbetten, auf deren Grundlage eine spezielle Hard Bearing-Maschine zum Auswuchten von Schnecken und eine universelle Soft Bearing-Auswuchtmaschine für zylindrische Rotoren hergestellt wurden. Für Heimwerker ermöglichen solche Lösungen mit minimalem Zeit- und Kostenaufwand die Erstellung eines starren Trägersystems für die Auswuchtmaschine, auf dem Ständer verschiedener Art (sowohl Hard Bearing als auch Soft Bearing) montiert werden können. Die Hauptaufgabe des Herstellers besteht in diesem Fall darin, die geometrische Präzision der Maschinenführungen, auf denen die Ständer aufgebaut werden, zu gewährleisten (und gegebenenfalls wiederherzustellen). Unter den Bedingungen der Heimwerkerproduktion wird in der Regel eine Feinschabung vorgenommen, um die erforderliche geometrische Genauigkeit der Führungen wiederherzustellen.

Abbildung 3.26. Beispiel für die Verwendung eines gebrauchten Drehbankbettes zur Herstellung einer Hartlager-Maschine zum Auswuchten von Schnecken.

Abbildung 3.27. Beispiel für die Verwendung eines gebrauchten Drehbankbettes zur Herstellung einer Weichlagerungsmaschine zum Auswuchten von Wellen.
Abbildung 3.28 zeigt eine Version eines montierten Bettes, das aus zwei Kanälen besteht. Bei der Herstellung dieses Bettes werden lösbare Schraubverbindungen verwendet, die es ermöglichen, die Verformung des Bettes bei der Montage ohne zusätzliche technologische Eingriffe zu minimieren oder ganz zu beseitigen. Um die richtige geometrische Genauigkeit der Führungen des angegebenen Bettes zu gewährleisten, kann eine mechanische Bearbeitung (Schleifen, Feinfräsen) der oberen Flansche der verwendeten Kanäle erforderlich sein.

Abbildung 3.28. Beispiel für die Herstellung eines zusammengesetzten Bettes aus Rinnen
Abbildungen 3.29 und 3.30 präsentieren Varianten von geschweißten Betten, die ebenfalls aus zwei Kanälen bestehen. Die Herstellungstechnologie für solche Betten kann eine Reihe zusätzlicher Arbeitsgänge erfordern, z. B. eine Wärmebehandlung zum Abbau der beim Schweißen auftretenden inneren Spannungen. Wie bei zusammengesetzten Betten sollte auch bei geschweißten Betten zur Gewährleistung der geometrischen Genauigkeit der Führungen eine mechanische Bearbeitung (Schleifen, Feinfräsen) der oberen Flansche der verwendeten Kanäle vorgesehen werden.

Abbildung 3.29. Beispiel für die Herstellung eines geschweißten Bettes aus Kanälen
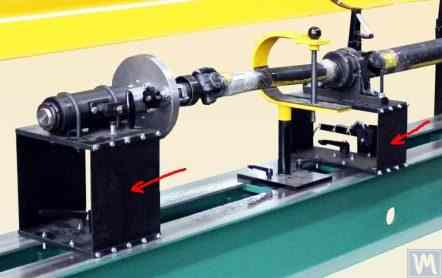
Abbildung 3.30. Beispiel für die Herstellung eines geschweißten Bettes aus Kanälen
In jüngster Zeit haben Betten aus Polymerbeton mit schwingungsdämpfenden Beschichtungen weite Verbreitung gefunden. Diese Technologie zur Herstellung von Betten ist online gut beschrieben und kann von Heimwerkern leicht umgesetzt werden. Aufgrund der relativen Einfachheit und der niedrigen Produktionskosten haben diese Betten mehrere entscheidende Vorteile gegenüber ihren Gegenstücken aus Metall:
Bei der Herstellung solcher Betten wird deren oberer Teil üblicherweise mit Stahleinlagen verstärkt, die als Führungen dienen, auf denen die Ständer der Auswuchtmaschine ruhen. Abbildung 3.31 zeigt als Beispiel das Foto einer Maschine zum Auswuchten von Kardanwellen, die von der Firma LLC "Technobalance" hergestellt wird und deren Bett aus Polymerbeton gefertigt ist.

Abbildung 3.31. Beispiel für ein Auswuchtmaschinenbett aus Polymerbeton
3.4. Antriebe für Auswuchtmaschinen
Wie die Analyse der von unseren Kunden bei der Herstellung von Auswuchtmaschinen verwendeten Konstruktionslösungen zeigt, setzen sie bei der Konstruktion von Antrieben vor allem auf den Einsatz von Wechselstrommotoren, die mit Frequenzumrichtern ausgestattet sind. Dieser Ansatz ermöglicht eine breite Palette von einstellbaren Drehzahlen für die ausgewuchteten Rotoren bei minimalen Kosten. Die Leistung der Hauptantriebsmotoren, die zum Drehen der ausgewuchteten Rotoren verwendet werden, wird in der Regel in Abhängigkeit von der Masse dieser Rotoren gewählt und kann ungefähr betragen:
Diese Motoren sollten starr auf dem Maschinenbett oder dem Fundament montiert werden. Vor der Installation an der Maschine (oder am Aufstellungsort) sollte der Hauptantriebsmotor zusammen mit der auf seiner Abtriebswelle montierten Riemenscheibe sorgfältig ausgewuchtet werden. Um elektromagnetische Störungen durch den Frequenzumrichter zu reduzieren, wird die Installation von Netzfiltern am Eingang und am Ausgang empfohlen. Dabei kann es sich um Standardprodukte handeln, die von den Herstellern der Antriebe geliefert werden, oder um selbst hergestellte Filter, die aus Ferritringen bestehen.