






3. Requisiti per la costruzione delle unità di base e dei meccanismi delle macchine di bilanciamento 3.1. Cuscinetti 3.1.1. Fondamenti teorici della progettazione dei cuscinetti
Nella sezione precedente sono state discusse in dettaglio le principali esecuzioni progettuali dei supporti Soft Bearing e Hard Bearing per le macchine equilibratrici. Un parametro cruciale che i progettisti devono considerare quando progettano e producono questi supporti è la loro frequenza naturale di oscillazione. Questo è importante perché la misurazione non solo dell'ampiezza di vibrazione (deformazione ciclica) dei supporti, ma anche della fase di vibrazione è necessaria per calcolare i parametri dei pesi correttivi da parte dei sistemi di misura e calcolo della macchina.
Se la frequenza naturale di un supporto coincide con la frequenza di rotazione del rotore bilanciato (risonanza del supporto), la misurazione accurata dell'ampiezza e della fase delle vibrazioni è praticamente impossibile. Ciò è chiaramente illustrato nei grafici che mostrano le variazioni di ampiezza e fase delle oscillazioni del supporto in funzione della frequenza di rotazione del rotore bilanciato (vedere Fig. 3.1).
Da questi grafici si evince che quando la frequenza di rotazione del rotore bilanciato si avvicina alla frequenza naturale delle oscillazioni del supporto (cioè quando il rapporto fp/fo è prossimo a 1), si verifica un aumento significativo dell'ampiezza associata alle oscillazioni di risonanza del supporto (vedi Fig. 3.1.a). Contemporaneamente, il grafico 3.1.b mostra che nella zona di risonanza si verifica una brusca variazione dell'angolo di fase ∆F°, che può raggiungere i 180°.
In altre parole, quando si bilancia un meccanismo nella zona di risonanza, anche piccole variazioni della sua frequenza di rotazione possono portare a una significativa instabilità nei risultati di misurazione dell'ampiezza e della fase della sua vibrazione, con conseguenti errori nel calcolo dei parametri dei pesi correttivi e un impatto negativo sulla qualità del bilanciamento.
I grafici sopra riportati confermano le raccomandazioni precedenti secondo cui, per le macchine a cuscinetti duri, il limite superiore delle frequenze operative del rotore dovrebbe essere (almeno) 2-3 volte inferiore alla frequenza naturale del supporto, fo. Per le macchine a cuscinetti morbidi, il limite inferiore delle frequenze operative ammissibili del rotore bilanciato dovrebbe essere (almeno) 2-3 volte superiore alla frequenza naturale del supporto.
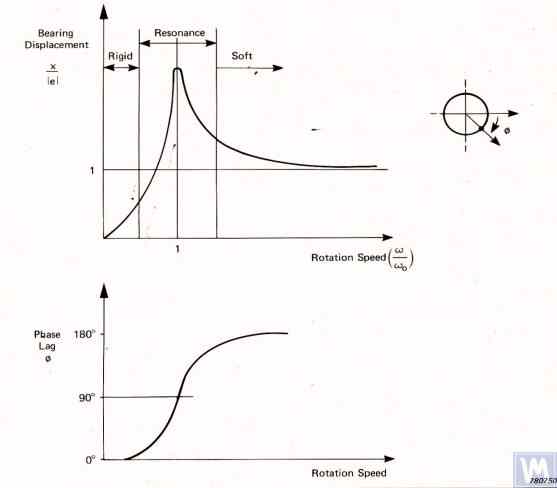
Figura 3.1. Grafici che mostrano le variazioni dell'ampiezza relativa e della fase delle vibrazioni del supporto della macchina equilibratrice in funzione delle variazioni della frequenza di rotazione.
Alla luce delle informazioni presentate, si sconsiglia il funzionamento della macchina nell'area di risonanza dei suoi supporti (evidenziata in rosso nella Fig. 3.1). I grafici riportati nella Fig. 3.1 dimostrano inoltre che, a parità di squilibri del rotore, le vibrazioni effettive dei supporti della macchina Soft Bearing sono significativamente inferiori a quelle che si verificano sui supporti della macchina Soft Bearing.
Ne consegue che i sensori utilizzati per misurare le vibrazioni dei supporti nelle macchine Hard Bearing devono avere una sensibilità maggiore rispetto a quelli delle macchine Soft Bearing. Questa conclusione è ben supportata dalla pratica dell'uso dei sensori, che mostra che i sensori di vibrazione assoluta (vibro-accelerometri e/o sensori di vibro-velocità), utilizzati con successo nelle macchine di bilanciamento Soft Bearing, spesso non riescono a raggiungere la qualità di bilanciamento necessaria sulle macchine Hard Bearing.
Su queste macchine, si raccomanda di utilizzare sensori di vibrazioni relative, come sensori di forza o sensori di spostamento altamente sensibili.
3.1.2. Stima delle frequenze naturali dei sostegni mediante metodi di calcolo
Un progettista può eseguire un calcolo approssimativo (di stima) della frequenza naturale di un supporto, utilizzando la formula 3.1, trattandolo semplicisticamente come un sistema vibrazionale con un grado di libertà, che (si veda la Fig. 2.19.a) è rappresentato da una massa M, che oscilla su una molla con rigidità K.
fo=2π1MK(3.1)
La massa M utilizzata nel calcolo per un rotore inter-cuscinetti simmetrico può essere approssimata dalla formula 3.2.
M=Mo+nMr(3.2) dove Mo è la massa della parte mobile del supporto in kg; Mr è la massa del rotore bilanciato in kg; n è il numero di supporti della macchina coinvolti nel bilanciamento.
La rigidità K del supporto viene calcolata con la formula 3.3 in base ai risultati di studi sperimentali che prevedono la misurazione della deformazione ΔL del supporto quando viene caricato con una forza statica P (cfr. Figg. 3.2.a e 3.2.b).
K=ΔLP(3.3) dove ΔL è la deformazione del supporto in metri; P è la forza statica in Newton.
L'entità della forza di carico P può essere misurata con uno strumento di misurazione della forza (ad esempio, un dinamometro). Lo spostamento del supporto ΔL viene determinato utilizzando un dispositivo per la misurazione degli spostamenti lineari (ad esempio, un comparatore).
3. Requisiti per la costruzione delle unità di base e dei meccanismi delle macchine di bilanciamento 3.1. Cuscinetti 3.1.2. Calcolo delle frequenze naturali dei supporti con metodi computazionali
I calcoli delle frequenze naturali dei supporti con lo schema di calcolo sopra descritto possono essere eseguiti in due direzioni:
Il calcolo delle frequenze naturali dei supporti in direzione verticale richiede l'uso di una tecnica di calcolo più complessa, che (oltre ai parametri del supporto e del rotore bilanciato) deve tenere conto dei parametri del telaio e delle specifiche dell'installazione della macchina sulla fondazione. Questo metodo non viene discusso in questa pubblicazione. L'analisi della formula 3.1 consente di formulare alcune semplici raccomandazioni che dovrebbero essere prese in considerazione dai progettisti di macchine nelle loro attività pratiche. In particolare, la frequenza naturale di un supporto può essere modificata cambiando la sua rigidità e/o la sua massa. L'aumento della rigidità aumenta la frequenza naturale del supporto, mentre l'aumento della massa la diminuisce. Queste variazioni hanno una relazione non lineare, quadrato-inversa. Ad esempio, il raddoppio della rigidità del supporto aumenta la sua frequenza naturale solo di 1,4 volte. Allo stesso modo, il raddoppio della massa della parte mobile del supporto riduce la sua frequenza naturale solo di un fattore 1,4.
3.1.3. Metodi sperimentali per la determinazione delle frequenze naturali dei supporti
Poiché il calcolo delle frequenze naturali dei supporti sopra descritto, eseguito con un metodo semplificato, può portare a errori significativi, la maggior parte degli sviluppatori amatoriali preferisce determinare questi parametri con metodi sperimentali. A tal fine, utilizzano le capacità offerte dai moderni sistemi di misurazione delle vibrazioni delle macchine equilibratrici, tra cui gli strumenti della serie "Balanset".
3.1.3.1. Determinazione delle frequenze naturali dei supporti con il metodo dell'eccitazione da impatto
Il metodo dell'eccitazione da impatto è il metodo più semplice e comune per determinare la frequenza naturale delle vibrazioni di un supporto o di qualsiasi altro componente della macchina. Si basa sul fatto che quando un oggetto qualsiasi, come una campana (vedi Fig. 3.3), viene eccitato dall'impatto, la sua risposta si manifesta come una risposta vibrazionale che decade gradualmente. La frequenza del segnale vibrazionale è determinata dalle caratteristiche strutturali dell'oggetto e corrisponde alla frequenza delle sue vibrazioni naturali. Per l'eccitazione da impatto delle vibrazioni si può utilizzare qualsiasi strumento pesante, come un martello di gomma o un normale martello.
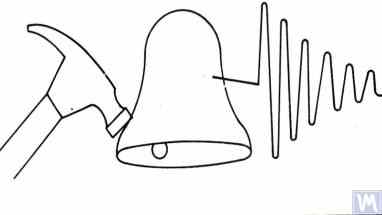
Figura 3.3. Diagramma dell'eccitazione da impatto utilizzato per determinare le frequenze naturali di un oggetto
La massa del martello deve essere approssimativamente pari a 10% della massa dell'oggetto da eccitare. Per rilevare la risposta vibrazionale, è necessario installare un sensore di vibrazioni sull'oggetto in esame, con l'asse di misura allineato alla direzione di eccitazione dell'impatto. In alcuni casi, un microfono di un dispositivo di misurazione del rumore può essere utilizzato come sensore per percepire la risposta vibrazionale dell'oggetto.
Le vibrazioni dell'oggetto vengono convertite in un segnale elettrico dal sensore, che viene poi inviato a uno strumento di misura, come l'ingresso di un analizzatore di spettro. Questo strumento registra la funzione temporale e lo spettro del processo vibrazionale decrescente (vedi Fig. 3.4), la cui analisi consente di determinare la frequenza (le frequenze) delle vibrazioni naturali dell'oggetto.
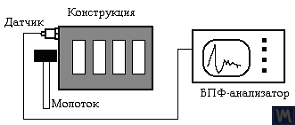
Figura 3.4. Schema di misurazione e registrazione delle vibrazioni naturali di un oggetto
Come la maggior parte dei moderni strumenti di misura delle vibrazioni, i sistemi di misura della serie "Balanset" possono essere utilizzati per determinare le frequenze naturali di un oggetto (ad esempio, i supporti di una macchina equilibratrice) quando le sue vibrazioni sono eccitate dall'impatto. Questa procedura sui dispositivi della serie "Balanset" può essere eseguita sia nella modalità funzioni aggiuntive del dispositivo "Grafici. Spettro" o in una modalità specializzata "Grafici. Impatto", inclusa nelle ultime versioni del software "Balanset 1".
Come risultato di questa procedura, sullo schermo del computer viene visualizzata una finestra di lavoro con i grafici della funzione temporale e dello spettro delle vibrazioni decrescenti che si verificano nella struttura esaminata in seguito all'eccitazione da impatto. Un esempio di tali grafici è mostrato nella Figura 3.5.

Figura 3.5. Interfaccia del programma che mostra i grafici delle funzioni temporali e lo spettro di decadimento delle vibrazioni da impatto della struttura esaminata.
L'analisi del grafico dello spettro presentato nella Figura 3.5 (si veda la parte inferiore della finestra di lavoro) mostra che la componente principale delle vibrazioni naturali della struttura esaminata, determinata con riferimento all'asse delle ascisse del grafico, si verifica a una frequenza di 9,5 Hz. Questo metodo può essere raccomandato per lo studio delle vibrazioni naturali di supporti di macchine equilibratrici sia Soft Bearing che Hard Bearing.
3.1.3.2. Determinazione delle frequenze naturali dei sostegni in modalità "Coasting
In alcuni casi, le frequenze naturali dei supporti possono essere determinate misurando ciclicamente l'ampiezza e la fase delle vibrazioni "in costa". Nell'implementazione di questo metodo, il rotore installato sulla macchina esaminata viene inizialmente accelerato fino alla sua massima velocità di rotazione, dopodiché il suo azionamento viene scollegato e la frequenza della forza di disturbo associata allo squilibrio del rotore diminuisce gradualmente dal massimo al punto di arresto.
In questo caso, le frequenze naturali dei supporti possono essere determinate da due caratteristiche:
Nei dispositivi della serie "Balanset", la modalità "Vibrometro" ("Balanset 1") o la modalità "Bilanciamento. Monitoraggio" ("Balanset 2C" e "Balanset 4") possono essere utilizzate per rilevare le frequenze naturali degli oggetti "sulla costa", consentendo misurazioni cicliche dell'ampiezza e della fase delle vibrazioni alla frequenza di rotazione del rotore.
Inoltre, il software "Balanset 1" include una modalità specializzata "Grafici. Coasting", che consente di tracciare i grafici delle variazioni di ampiezza e fase delle vibrazioni del supporto sulla costa in funzione della variazione della frequenza di rotazione, facilitando notevolmente il processo di diagnosi delle risonanze.
Si noti che, per ovvie ragioni (si veda il paragrafo 3.1.1), il metodo di identificazione delle frequenze naturali dei supporti sulla costa può essere utilizzato solo nel caso dello studio di macchine equilibratrici a cuscinetto morbido, in cui le frequenze di lavoro della rotazione del rotore superano significativamente le frequenze naturali dei supporti in direzione trasversale.
Nel caso delle macchine Hard Bearing, dove le frequenze di lavoro della rotazione del rotore che eccitano le vibrazioni dei supporti sulla costa sono significativamente inferiori alle frequenze naturali dei supporti, l'uso di questo metodo è praticamente impossibile.
3.1.4. Raccomandazioni pratiche per la progettazione e la produzione di supporti per macchine equilibratrici 3.1.4.1. Macchine a cuscinetto morbido con molle a piatto
Nella sezione 2.1 sono state discusse diverse varianti di progettazione di supporti per macchine equilibratrici realizzati con molle piatte e illustrati nelle figure 2.7 - 2.9. Secondo le informazioni in nostro possesso, questi progetti sono più comunemente utilizzati nelle macchine destinate all'equilibratura degli alberi motore.
A titolo di esempio, consideriamo i parametri delle molle utilizzati da uno dei nostri clienti (LLC "Rost-Service", San Pietroburgo) nella produzione dei propri supporti macchina. Questa macchina era destinata al bilanciamento di alberi motore a 2, 3 e 4 supporti, con una massa non superiore a 200 kg. Le dimensioni geometriche delle molle (altezza * larghezza * spessore) utilizzate nei supporti dei mandrini di testa e di comando della macchina, scelte dal cliente, erano rispettivamente 3002003 mm.
La frequenza naturale del supporto non caricato, determinata sperimentalmente con il metodo dell'eccitazione da impatto utilizzando il sistema di misurazione standard della macchina "Balanset 4", è risultata essere di 11 - 12 Hz. Con una tale frequenza naturale delle vibrazioni dei supporti, la frequenza di rotazione raccomandata del rotore bilanciato durante l'equilibratura non dovrebbe essere inferiore a 22-24 Hz (1320-1440 RPM).
Le dimensioni geometriche delle molle piatte utilizzate dallo stesso produttore sui supporti intermedi erano rispettivamente 2002003 mm. Inoltre, come dimostrato dagli studi, le frequenze naturali di questi supporti erano più elevate, raggiungendo i 13-14 Hz.
Sulla base dei risultati del test, ai produttori della macchina è stato consigliato di allineare (equalizzare) le frequenze naturali del mandrino e dei supporti intermedi. Questo dovrebbe facilitare la selezione dell'intervallo di frequenze di rotazione operative degli alberi di trasmissione durante l'equilibratura ed evitare potenziali instabilità delle letture del sistema di misura dovute all'ingresso dei supporti nell'area delle vibrazioni risonanti.
I metodi per regolare le frequenze naturali delle vibrazioni dei supporti su molle piatte sono ovvi. Questa regolazione può essere ottenuta modificando le dimensioni geometriche o la forma delle molle piatte, ad esempio mediante la fresatura di scanalature longitudinali o trasversali che ne riducono la rigidità.
Come già accennato, la verifica dei risultati di tale regolazione può essere effettuata identificando le frequenze naturali di vibrazione dei supporti con i metodi descritti nei paragrafi 3.1.3.1 e 3.1.3.2.
Figura 3.6 presenta una versione classica del progetto di supporto su molle piatte, utilizzato in una delle sue macchine da A. Sinitsyn. Come mostrato nella figura, il supporto comprende i seguenti componenti:

Figura 3.6. Variazione di progetto di un supporto su molle piatte
La piastra superiore 1 del supporto può essere utilizzata per montare il mandrino o un cuscinetto intermedio. A seconda dello scopo del supporto, la piastra inferiore 4 può essere fissata rigidamente alle guide della macchina o installata su guide mobili, consentendo al supporto di muoversi lungo le guide. La staffa 5 è utilizzata per installare un meccanismo di bloccaggio del supporto, che consente di fissarlo in modo sicuro durante l'accelerazione e la decelerazione del rotore bilanciato.
Le molle piatte per i supporti delle macchine Soft Bearing devono essere realizzate con molle a balestra o acciaio legato di alta qualità. L'uso di acciai strutturali ordinari con un basso limite di snervamento non è consigliabile, in quanto possono sviluppare deformazioni residue sotto carichi statici e dinamici durante il funzionamento, con conseguente riduzione della precisione geometrica della macchina e persino perdita di stabilità del supporto.
3.1.4.2. Supporti macchina a cuscinetto morbido con sospensione su molle a nastro
Nella progettazione delle molle a nastro utilizzate per le sospensioni di supporto, occorre prestare attenzione alla scelta dello spessore e della larghezza del nastro di molla, che da un lato deve sopportare il carico statico e dinamico del rotore sul supporto e, dall'altro, deve prevenire la possibilità di vibrazioni torsionali della sospensione di supporto, che si manifestano come run-out assiale.
Esempi di implementazione strutturale di macchine equilibratrici che utilizzano sospensioni a molla a nastro sono illustrati nelle figure 2.1 - 2.5 (si veda la sezione 2.1), nonché nelle figure 3.7 e 3.8 di questa sezione.

Figura 3.7. Macchina per il bilanciamento dei rotori dei motori elettrici, assemblata, sviluppata da A. Mokhov.

Figura 3.8. Macchina per il bilanciamento dei rotori delle turbopompe, sviluppata da G. Glazov (Bishkek)
3.1.4.3. Supporti morbidi per macchine a cuscinetto realizzati con molle cilindriche
Un esempio di macchina di bilanciamento Soft Bearing, in cui vengono utilizzate molle cilindriche a compressione per la progettazione dei supporti, è mostrato nella Figura 3.9. Il principale inconveniente di questa soluzione progettuale è legato ai diversi gradi di deformazione delle molle nei supporti anteriori e posteriori, che si verificano se i carichi sui supporti sono disuguali durante l'equilibratura di rotori asimmetrici. Questo porta naturalmente a un disallineamento dei supporti e all'inclinazione dell'asse del rotore sul piano verticale. Una delle conseguenze negative di questo difetto può essere l'insorgere di forze che causano lo spostamento assiale del rotore durante la rotazione.

Fig. 3.9. Variante costruttiva del supporto morbido per macchine equilibratrici con molle cilindriche.
3.1.4.4. Supporti rigidi per macchine Come dimostra la nostra vasta esperienza con i clienti, una parte significativa dei produttori di bilanciatori autocostruiti ha recentemente iniziato a preferire macchine a cuscinetti rigidi con supporti rigidi. Nella sezione 2.2, le figure 2.16 - 2.18 mostrano fotografie di vari progetti strutturali di macchine che utilizzano tali supporti. Uno schizzo tipico di un supporto rigido, sviluppato da uno dei nostri clienti per la costruzione della loro macchina, è presentato nella Fig. 3.10. Questo supporto è costituito da una piastra d'acciaio piatta e da una piastra di acciaio. Questo supporto consiste in una piastra d'acciaio piatta con una scanalatura a forma di P, che convenzionalmente divide il supporto in parti "rigide" e "flessibili". Sotto l'influenza di una forza di squilibrio, la parte "flessibile" del supporto può deformarsi rispetto alla sua parte "rigida". L'entità di questa deformazione, determinata dallo spessore del supporto, dalla profondità delle scanalature e dalla larghezza del ponte che collega le parti "flessibili" e "rigide" del supporto, può essere misurata con appositi sensori del sistema di misura della macchina. A causa della mancanza di un metodo per calcolare la rigidità trasversale di tali supporti, tenendo conto della profondità h della scanalatura a forma di P, della larghezza t del ponte e dello spessore del supporto r (vedere Fig. 3.10), questi parametri di progettazione sono tipicamente determinati sperimentalmente dai progettisti.
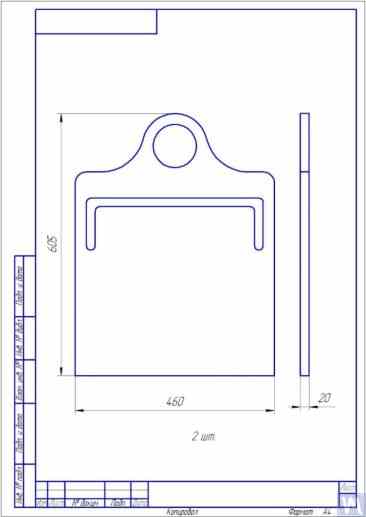
Fig. 3.10. Schizzo del supporto rigido per macchina equilibratrice
Le figure 3.11 e 3.12 mostrano varie implementazioni di tali supporti, realizzati per le macchine dei nostri clienti. Riassumendo i dati ottenuti da diversi nostri clienti costruttori di macchine, è possibile formulare i requisiti per lo spessore dei supporti, stabiliti per macchine di varie dimensioni e capacità di carico. Ad esempio, per macchine destinate a bilanciare rotori di peso compreso tra 0,1 e 50-100 kg, lo spessore del supporto può essere di 20 mm.

Fig. 3.11. Supporti rigidi per macchina equilibratrice, prodotti da A. Sinitsyn

Fig. 3.12. Supporto rigido per macchina equilibratrice, prodotto da D. Krasilnikov
Per le macchine con massa del rotore equilibrato non superiore a 300-500 kg, lo spessore del supporto può essere aumentato a 30-40 mm, mentre per le macchine progettate per equilibrare rotori con masse massime comprese tra 1000 e 3000 kg, lo spessore del supporto può raggiungere 50-60 mm o più. Come si evince dall'analisi delle caratteristiche dinamiche dei suddetti supporti, le loro frequenze naturali di vibrazione, misurate nel piano trasversale (il piano di misurazione delle deformazioni relative delle parti "flessibili" e "rigide"), superano solitamente i 100 Hz o più. Le frequenze naturali di vibrazione dei supporti Hard Bearing nel piano frontale, misurate nella direzione coincidente con l'asse di rotazione del rotore bilanciato, sono di solito significativamente inferiori. Sono queste frequenze che devono essere prese in considerazione per determinare il limite superiore della gamma di frequenze operative per i rotori in equilibrio sulla macchina. Come già detto, la determinazione di queste frequenze può essere effettuata con il metodo dell'eccitazione d'urto descritto nella sezione 3.1.
3.2. Gruppi di supporto delle macchine di bilanciamento 3.2.1. Principali tipi di assiemi di supporto Nella produzione di macchine equilibratrici sia a cuscinetti duri che a cuscinetti morbidi, si possono raccomandare i seguenti tipi di supporti ben noti, utilizzati per l'installazione e la rotazione dei rotori equilibrati sui supporti, tra cui:

3.13. Variante di esecuzione del gruppo di supporto prismatico, utilizzato su una macchina di bilanciamento per turbine automobilistiche
Gruppi di supporto simili (vedi Figura 3.8) sono stati implementati, ad esempio, da G. Glazov nella sua macchina, anch'essa destinata al bilanciamento delle turbine automobilistiche. La soluzione tecnica originale del gruppo di supporto prismatico, realizzato in fluoroplastica (vedi Figura 3.14), è proposta dalla LLC "Technobalance".

Fig. 3.14. Montaggio del supporto prismatico da parte della LLC "Technobalance".
Questo particolare gruppo di supporto è formato da due manicotti cilindrici 1 e 2, installati ad angolo tra loro e fissati su assi di supporto. Il rotore bilanciato entra in contatto con le superfici dei manicotti lungo le linee di generazione dei cilindri, il che riduce al minimo l'area di contatto tra l'albero del rotore e il supporto, riducendo di conseguenza la forza di attrito nel supporto. Se necessario, in caso di usura o danneggiamento della superficie di supporto nell'area di contatto con l'albero del rotore, è possibile compensare l'usura ruotando il manicotto attorno al proprio asse di un certo angolo. Va notato che quando si utilizzano gruppi di supporto in materiali non metallici, è necessario prevedere la possibilità strutturale di collegare a terra il rotore bilanciato al corpo macchina, eliminando così il rischio che si verifichino forti cariche di elettricità statica durante il funzionamento. Questo, in primo luogo, contribuisce a ridurre le interferenze e i disturbi elettrici che possono influire sulle prestazioni del sistema di misura della macchina e, in secondo luogo, elimina il rischio che il personale venga colpito dall'azione dell'elettricità statica.
3.2.1.2. Gruppi di supporto dei rulli Questi gruppi sono tipicamente installati sui supporti di macchine progettate per il bilanciamento di rotori con masse superiori a 50 chilogrammi e oltre. Il loro utilizzo riduce significativamente le forze di attrito nei supporti rispetto ai supporti prismatici, facilitando la rotazione del rotore bilanciato. A titolo di esempio, la Figura 3.15 mostra una variante di progettazione di un gruppo di supporto in cui vengono utilizzati rulli per il posizionamento del prodotto. In questo progetto, i rulli 1 e 2 sono costituiti da cuscinetti volventi standard, i cui anelli esterni ruotano su assi stazionari fissati nel corpo del supporto 3 della macchina. La Figura 3.16 mostra uno schizzo di un disegno più complesso di un gruppo di supporto per i rulli implementato nel loro progetto da uno dei produttori autonomi di macchine di bilanciamento. Come si vede dal disegno, per aumentare la capacità di carico del rullo (e di conseguenza del gruppo di supporto nel suo complesso), nel corpo del rullo 3 viene installata una coppia di cuscinetti volventi 1 e 2. L'implementazione pratica di questo progetto, nonostante tutti i suoi evidenti vantaggi, sembra essere un compito piuttosto complesso, associato alla necessità di fabbricare autonomamente il corpo del rullo 3, al quale sono imposti requisiti molto elevati di precisione geometrica e caratteristiche meccaniche del materiale.

Fig. 3.15. Esempio di progettazione del gruppo di supporto del rullo
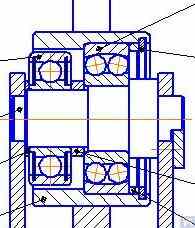
Fig. 3.16. Esempio di struttura di un gruppo di supporto a rulli con due cuscinetti volventi
La Figura 3.17 presenta una variante di progetto di un gruppo di supporto a rulli autoallineanti sviluppato dagli specialisti della LLC "Technobalance". In questo progetto, la capacità di autoallineamento dei rulli è ottenuta dotandoli di due gradi di libertà aggiuntivi, che consentono ai rulli di compiere piccoli movimenti angolari intorno agli assi X e Y. Questi gruppi di supporto, che garantiscono un'elevata precisione nell'installazione dei rotori bilanciati, sono solitamente consigliati per l'uso su supporti di macchine equilibratrici pesanti.

Fig. 3.17. Esempio di progettazione di un gruppo di supporto a rulli autoallineanti
Come accennato in precedenza, i gruppi di supporto a rulli hanno in genere requisiti piuttosto elevati in termini di precisione di fabbricazione e rigidità. In particolare, le tolleranze stabilite per il runout radiale dei rulli non devono superare i 3-5 micron.
In pratica, questo risultato non è sempre raggiunto nemmeno dai produttori più noti. Ad esempio, durante il test dell'autore sulla corsa radiale di una serie di nuovi gruppi di supporto dei rulli, acquistati come pezzi di ricambio per l'equilibratrice modello H8V, marca "K. Shenk", la corsa radiale dei rulli ha raggiunto i 10-11 micron.
3.2.1.3. Gruppi di supporto del mandrino
Quando si equilibrano rotori con montaggio a flangia (ad esempio, alberi cardanici) su macchine equilibratrici, i mandrini vengono utilizzati come gruppi di supporto per il posizionamento, il montaggio e la rotazione dei prodotti equilibrati.
I mandrini sono uno dei componenti più complessi e critici delle macchine equilibratrici, in gran parte responsabili del raggiungimento della qualità di equilibratura richiesta.
La teoria e la pratica della progettazione e della produzione di mandrini sono abbastanza ben sviluppate e si riflettono in un'ampia gamma di pubblicazioni, tra le quali la monografia "Details and Mechanisms of Metal-Cutting Machine Tools" [1], curata dal dott. ing. D.N. Reshetov, si distingue come la più utile e accessibile per gli sviluppatori.
Tra i principali requisiti che devono essere presi in considerazione nella progettazione e nella produzione di mandrini per macchine equilibratrici, è necessario dare priorità ai seguenti:
a) garantire un'elevata rigidità della struttura del gruppo mandrino, sufficiente a prevenire deformazioni inaccettabili che possono verificarsi sotto l'influenza delle forze di squilibrio del rotore bilanciato;
b) Garantire la stabilità della posizione dell'asse di rotazione del mandrino, caratterizzata da valori ammissibili di corsa radiale, assiale e di spostamento assiale del mandrino;
c) Garantire un'adeguata resistenza all'usura dei perni del mandrino, nonché delle sue sedi e delle superfici di supporto utilizzate per il montaggio dei prodotti bilanciati.
L'implementazione pratica di questi requisiti è descritta in dettaglio nella Sezione VI "Fusi e loro supporti" del lavoro [1].
In particolare, vengono presentate metodologie per verificare la rigidità e la precisione di rotazione dei mandrini, raccomandazioni per la selezione dei cuscinetti, la scelta del materiale dei mandrini e i metodi di tempra, oltre a molte altre informazioni utili su questo argomento.
Il lavoro [1] osserva che nella progettazione dei mandrini per la maggior parte dei tipi di macchine utensili per il taglio dei metalli si utilizza principalmente uno schema a due cuscinetti.
Un esempio di variante di progetto di questo schema a due cuscinetti, utilizzato nei mandrini delle fresatrici (i dettagli sono riportati nel lavoro [1]), è mostrato nella Fig. 3.18.
Questo schema è molto adatto alla produzione di mandrini per macchine equilibratrici, di cui le figure 3.19-3.22 mostrano esempi di varianti di progettazione.
La Figura 3.19 mostra una delle varianti di progettazione del gruppo mandrino di testa di una macchina equilibratrice, che ruota su due cuscinetti a spinta radiale, ciascuno dei quali ha un alloggiamento indipendente 1 e 2. Sull'albero del mandrino 3 sono montate una flangia 4, destinata al montaggio di un albero cardanico, e una puleggia 5, utilizzata per trasmettere la rotazione al mandrino dal motore elettrico mediante una cinghia trapezoidale.
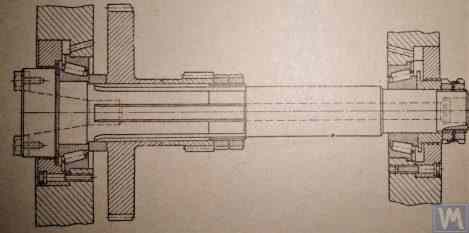
Fig. 3.18. Schizzo di un mandrino di fresatrice a due cuscinetti

Figura 3.19. Esempio di progettazione di un mandrino su due supporti indipendenti
Figure 3.20 e 3.21 mostrano due modelli strettamente correlati di gruppi mandrino leader. In entrambi i casi, i cuscinetti del mandrino sono installati in un alloggiamento comune 1, che presenta un foro assiale passante necessario per l'installazione dell'albero del mandrino. All'ingresso e all'uscita di questo foro, l'alloggiamento presenta fori speciali (non mostrati nelle figure), progettati per ospitare cuscinetti reggispinta radiali (a rulli o a sfere) e speciali coperchi flangiati 5, utilizzati per fissare gli anelli esterni dei cuscinetti.
Come nella versione precedente (cfr. Fig. 3.19), sull'albero del mandrino sono installati una piastra 2, destinata al montaggio a flangia dell'albero motore, e una puleggia 3, utilizzata per trasmettere la rotazione al mandrino dal motore elettrico tramite una trasmissione a cinghia. Sull'albero del mandrino è fissato anche un braccio 4, che serve a determinare la posizione angolare del mandrino, utilizzato per installare pesi di prova e correttivi sul rotore durante l'equilibratura.

Figura 3.20. Esempio 1 di progettazione di un mandrino portante su due supporti per cuscinetti installati in un alloggiamento comune

Figura 3.21. Esempio 2 di progettazione di un mandrino portante su due supporti per cuscinetti installati in un alloggiamento comune
 \
\
Figura 3.22. Esempio di progettazione di un mandrino motorizzato (posteriore)
Figura 3.22 mostra una variante di progetto del gruppo mandrino condotto (posteriore) di una macchina, che si differenzia dal mandrino principale solo per l'assenza della puleggia motrice e dell'arto, in quanto non necessari.
Come si è visto in Figure 3.20 - 3.22I gruppi mandrino sopra descritti sono fissati ai supporti Soft Bearing delle macchine equilibratrici mediante speciali morsetti (cinghie) 6 . Se necessario, si possono utilizzare anche altri metodi di fissaggio, garantendo una rigidità e una precisione adeguate nel posizionamento del gruppo mandrino sul supporto.
Figura 3.23 illustra un progetto di montaggio a flangia simile a quello del mandrino, che può essere utilizzato per la sua installazione su un supporto Hard Bearing di una macchina equilibratrice.

Figura 3.22. Esempio di esecuzione del progetto di un mandrino motorizzato (posteriore)
Figura 3.22 presenta una variante di progetto del gruppo mandrino condotto (posteriore) di una macchina, che si differenzia dal mandrino principale solo per la mancanza della puleggia motrice e dell'arto, non necessari.
Come si è visto in Figure 3.20 - 3.22I gruppi mandrino discussi sono fissati ai supporti Soft Bearing delle macchine equilibratrici mediante speciali morsetti (cinghie) 6. Se necessario, possono essere utilizzati anche altri metodi di fissaggio che garantiscano la giusta rigidità e precisione di posizionamento del gruppo mandrino sul supporto. Se necessario, si possono utilizzare anche altri metodi di fissaggio che garantiscano la rigidità e la precisione necessarie per posizionare il gruppo mandrino sul supporto.
Figura 3.23 mostra il progetto di un attacco a flangia per tale mandrino, che può essere utilizzato per l'installazione su un supporto Hard Bearing di una macchina equilibratrice.
3.1.4.3. Supporti morbidi per macchine a cuscinetto realizzati con molle cilindriche
Un esempio di macchina di bilanciamento Soft Bearing, in cui vengono utilizzate molle di compressione cilindriche nella progettazione dei supporti, è mostrato in Figura 3.9. Lo svantaggio principale di questa soluzione progettuale è legato alla diversa quantità di deformazione delle molle sui supporti anteriori e posteriori, che si verifica in caso di carichi disuguali sui supporti quando si bilanciano rotori asimmetrici. Questo porta naturalmente a un disallineamento dei supporti e all'inclinazione dell'asse del rotore sul piano verticale. Una delle conseguenze negative di questo difetto può essere l'insorgere di forze che causano lo spostamento assiale del rotore durante la rotazione.
Figura 3.24. Schema di calcolo utilizzato per determinare la rigidità del mandrino e la sua deviazione radiale (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], fico (3.4)
dove:
Trasformando la formula 3.4, il valore calcolato desiderato della rigidità del gruppo mandrino jшп può essere determinato: jшп = P / Y, kg/cm (3.5)
Considerando le raccomandazioni del lavoro [1] per le macchine equilibratrici di medie dimensioni, questo valore non dovrebbe essere inferiore a 50 kg/µm.
Si è visto in precedenza che l'influenza principale sulla rigidità radiale del gruppo mandrino è esercitata dal diametro dell'albero, con un aumento del quale i momenti d'inerzia J1 e J2 aumentano quadraticamente, e di conseguenza (si veda l'equazione 3.4) l'entità dello spostamento elastico Y del mandrino sotto carico diminuisce.
Come si evince dall'equazione 3.4, la rigidezza del mandrino è influenzata anche dalla distanza tra i supporti c e la lunghezza della sua console gla cui ottimizzazione in fase di progettazione migliora in modo significativo la qualità dell'assemblaggio del mandrino.
Va notato che nella progettazione dei mandrini occorre prestare attenzione anche alla loro rigidità assiale, che dipende principalmente dalla rigidità assiale dei cuscinetti del mandrino e dalla rigidità del suo alloggiamento.
La frequenza intrinseca delle vibrazioni del mandrino, che non dovrebbe essere inferiore a 500-600 Hz, è direttamente correlata alla rigidità dei gruppi di mandrini. Questo parametro può essere determinato sperimentalmente con i dispositivi della serie "Balanset", utilizzando il metodo di eccitazione da impatto discusso in precedenza nella sezione 3.1.3.1.
Poiché la determinazione dei parametri dei gruppi di mandrini rappresenta una sfida significativa per molti sviluppatori, si consiglia di utilizzare il metodo di calcolo grafico presentato nei lavori [1] e [2], basato sull'uso di nomogrammi, che semplifica notevolmente la soluzione di questo compito e riduce il tempo necessario per completarlo.
3.2.1.3.4. Garantire i requisiti di precisione per la rotazione del mandrino
L'accuratezza della rotazione, insieme alla rigidità discussa in precedenza, è una caratteristica critica del gruppo mandrino di una macchina equilibratrice, che può avere un impatto significativo sulla qualità dell'equilibratura. La pratica dimostra che la precisione di rotazione di un mandrino dipende direttamente da diversi fattori, tra cui:
In primo luogo, i produttori devono concentrarsi sulla precisione dei cuscinetti utilizzati, in quanto il loro impatto sulla precisione di rotazione (runout radiale) di un mandrino a due cuscinetti (vedi schema di calcolo in Figura 3.24) può essere stimato approssimativamente mediante un calcolo di verifica eseguito con la formula 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
dove:
3.2.1.3.5. Garanzia dei requisiti di bilanciamento del mandrino
I gruppi mandrino delle macchine equilibratrici devono essere ben bilanciati, poiché qualsiasi squilibrio effettivo si trasferisce al rotore da equilibrare come errore aggiuntivo. Quando si stabiliscono le tolleranze tecnologiche per lo squilibrio residuo del mandrino, si consiglia generalmente che la classe di precisione del suo bilanciamento sia almeno 1 - 2 classi superiore a quella del prodotto che viene bilanciato sulla macchina.
Considerando le caratteristiche di progettazione dei mandrini discusse in precedenza, il loro bilanciamento deve essere eseguito su due piani.
3.2.1.3.6. Garantire la capacità di carico e i requisiti di durata dei cuscinetti del mandrino
Quando si progettano i mandrini e si scelgono le dimensioni dei cuscinetti, è consigliabile valutare preliminarmente la durata e la capacità di carico dei cuscinetti. La metodologia per eseguire questi calcoli è descritta in dettaglio nella norma ISO 18855-94 (ISO 281-89) "Rolling Bearings - Dynamic Load Ratings and Rating Life" [3], nonché in numerosi manuali (anche digitali) sui cuscinetti volventi.
3.2.1.3.7. Garantire i requisiti per un riscaldamento accettabile dei cuscinetti del mandrino
Secondo le raccomandazioni del lavoro [1], il riscaldamento massimo consentito degli anelli esterni dei cuscinetti per mandrini non dovrebbe superare i 70°C. Tuttavia, per garantire un bilanciamento di alta qualità, il riscaldamento consigliato degli anelli esterni non dovrebbe superare i 40-45°C.
3.2.1.3.8. Scelta del tipo di trasmissione a cinghia e della struttura della puleggia motrice per il mandrino
Quando si progetta il mandrino di una macchina equilibratrice, si raccomanda di garantirne la rotazione con una trasmissione a cinghia piatta. Un esempio dell'uso corretto di tale trasmissione per il funzionamento del mandrino è presentato in Figure 3.20 e 3.23L'uso di cinghie trapezoidali o dentate non è auspicabile, in quanto possono applicare carichi dinamici aggiuntivi al mandrino a causa delle imprecisioni geometriche delle cinghie e delle pulegge, che a loro volta possono portare a ulteriori errori di misurazione durante l'equilibratura. I requisiti raccomandati per le pulegge per cinghie di trasmissione piatte sono delineati nella norma ISO 17383- 73 "Pulleys for flat drive belts" [4].
La puleggia motrice deve essere posizionata all'estremità posteriore del mandrino, il più vicino possibile al gruppo cuscinetto (con la minima sporgenza possibile). La decisione di posizionare la puleggia a sbalzo, presa durante la produzione del mandrino illustrato in Figura 3.19può essere considerata fallimentare, in quanto aumenta in modo significativo il momento di carico dinamico di azionamento che agisce sui supporti del mandrino.
Un altro inconveniente significativo di questo progetto è l'uso di una trasmissione a cinghia trapezoidale, le cui imprecisioni di fabbricazione e montaggio possono essere fonte di un carico aggiuntivo indesiderato sul mandrino.
3.3. Letto (telaio)
Il basamento è la struttura portante principale della macchina equilibratrice, su cui si basano i suoi elementi principali, tra cui i montanti di supporto e il motore di azionamento. Quando si sceglie o si produce il basamento di una macchina equilibratrice, è necessario assicurarsi che soddisfi diversi requisiti, tra cui la rigidità necessaria, la precisione geometrica, la resistenza alle vibrazioni e all'usura delle guide.
La pratica dimostra che quando si producono macchine per le proprie esigenze, le opzioni di letto più utilizzate sono le seguenti:
Figura 3.25 mostra il basamento di una macchina per la lavorazione del legno che è stata utilizzata con successo per la fabbricazione di una macchina progettata per l'equilibratura degli alberi cardanici.

Figura 3.25. Esempio di utilizzo di un basamento usato per la produzione di una macchina per l'equilibratura di alberi cardanici.
Figure 3.26 e 3.27 mostrano esempi di utilizzo di basamenti per torni, sulla base dei quali sono state realizzate una macchina specializzata Hard Bearing per l'equilibratura di coclee e una macchina di equilibratura universale Soft Bearing per rotori cilindrici. Per i produttori fai-da-te, tali soluzioni consentono di creare un sistema di supporto rigido per l'equilibratrice con tempi e costi minimi, su cui possono essere montati supporti di vario tipo (sia Hard Bearing che Soft Bearing). In questo caso, il compito principale del costruttore è quello di garantire (e ripristinare, se necessario) la precisione geometrica delle guide della macchina su cui si baseranno i cavalletti di supporto. In condizioni di produzione fai-da-te, di solito si ricorre alla raschiatura fine per ripristinare la precisione geometrica richiesta delle guide.

Figura 3.26. Esempio di utilizzo di un banco di tornio usato per la produzione di una macchina a cuscinetti duri per il bilanciamento delle coclee.

Figura 3.27. Esempio di utilizzo di un banco da tornio usato per la produzione di una macchina a cuscinetti morbidi per l'equilibratura degli alberi.
Figura 3.28 mostra una versione di letto assemblato realizzato con due canali. Nella produzione di questo letto, vengono utilizzate connessioni bullonate staccabili, che consentono di ridurre al minimo o eliminare completamente la deformazione del letto durante l'assemblaggio senza ulteriori operazioni tecnologiche. Per garantire la corretta precisione geometrica delle guide del letto specificato, può essere necessaria una lavorazione meccanica (rettifica, fresatura fine) delle flange superiori dei canali utilizzati.

Figura 3.28. Esempio di realizzazione di un letto assemblato da canali
Figure 3.29 e 3.30 presentano varianti di letti saldati, anch'essi realizzati con due canali. La tecnologia di produzione di questi letti può richiedere una serie di operazioni aggiuntive, come il trattamento termico per alleviare le tensioni interne che si verificano durante la saldatura. Come per i letti assemblati, per garantire una corretta precisione geometrica delle guide dei letti saldati, è necessario prevedere una lavorazione meccanica (rettifica, fresatura fine) delle flange superiori dei canali utilizzati.

Figura 3.29. Esempio di realizzazione di un letto saldato da canali
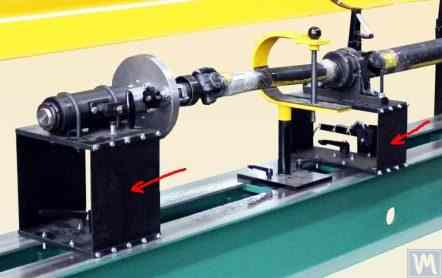
Figura 3.30. Esempio di produzione di un letto saldato da canali
Recentemente si sono diffusi i letti realizzati in calcestruzzo polimerico con rivestimenti antivibranti. Questa tecnologia per la produzione di letti è ben descritta online e può essere facilmente implementata dai produttori fai-da-te. Grazie alla relativa semplicità e al basso costo di produzione, questi letti presentano diversi vantaggi rispetto alle loro controparti metalliche:
In genere, quando si producono tali basamenti, la loro parte superiore è rinforzata con inserti in acciaio utilizzati come guide su cui si basano i supporti della macchina di bilanciamento. A titolo di esempio, la Figura 3.31 mostra una fotografia di una macchina per l'equilibratura di alberi cardanici, prodotta dalla LLC "Technobalance", il cui basamento è realizzato in calcestruzzo polimerico.

Figura 3.31. Esempio di basamento per macchina equilibratrice in calcestruzzo polimerico
3.4. Azionamenti per macchine equilibratrici
Come dimostra l'analisi delle soluzioni progettuali utilizzate dai nostri clienti nella produzione di macchine equilibratrici, essi si concentrano principalmente sull'utilizzo di motori a corrente alternata dotati di azionamenti a frequenza variabile durante la progettazione degli azionamenti. Questo approccio consente di ottenere un'ampia gamma di velocità di rotazione regolabili per i rotori bilanciati con costi minimi. La potenza dei motori di azionamento principali utilizzati per far girare i rotori bilanciati viene solitamente selezionata in base alla massa di questi rotori e può essere approssimativamente:
Questi motori devono essere montati rigidamente sul basamento della macchina o sulle sue fondamenta. Prima dell'installazione sulla macchina (o sul sito di installazione), il motore di azionamento principale e la puleggia montata sul suo albero di uscita devono essere accuratamente bilanciati. Per ridurre le interferenze elettromagnetiche causate dal variatore di frequenza, si raccomanda di installare filtri di rete all'ingresso e all'uscita. Si può trattare di prodotti standard forniti dai produttori di azionamenti o di filtri fatti in casa con anelli di ferrite.