






3. Prasības balansēšanas mašīnu pamatiekārtu un mehānismu konstrukcijai 3.1. Gultņi 3.1.1. Teorētiskie pamati gultņu projektēšanai
Iepriekšējā nodaļā tika detalizēti apskatīti balansēšanas mašīnu balstu ar mīkstajiem un cietajiem gultņiem galvenie konstrukcijas izpildījumi. Būtisks parametrs, kas konstruktoriem jāņem vērā, projektējot un izgatavojot šos balstus, ir to svārstību īpatnējās frekvences. Tas ir svarīgi, jo, lai mašīnas mērīšanas un skaitļošanas sistēmās aprēķinātu koriģējošo atsvaru parametrus, ir nepieciešams izmērīt ne tikai balstu vibrāciju amplitūdu (ciklisko deformāciju), bet arī vibrāciju fāzi.
Ja balsta īpatnējā frekvence sakrīt ar balansētā rotora rotācijas frekvenci (balsta rezonanse), precīzi izmērīt vibrācijas amplitūdu un fāzi praktiski nav iespējams. To skaidri parāda grafiki, kuros redzamas balsta svārstību amplitūdas un fāzes izmaiņas atkarībā no balansētā rotora rotācijas frekvences (sk. 3.1. attēlu).
No šiem grafikiem izriet, ka, līdzsvarota rotora rotācijas frekvencei tuvojoties balsta svārstību pašfrekvencei (t. i., kad attiecība fp/fo ir tuvu 1), ievērojami palielinās amplitūda, kas saistīta ar balsta rezonanses svārstībām (sk. 3.1.a. att.). Vienlaikus 3.1.b attēlā redzams, ka rezonanses zonā strauji mainās fāzes leņķis ∆F°, kas var sasniegt pat 180°.
Citiem vārdiem sakot, balansējot jebkuru mehānismu rezonanses zonā, pat nelielas izmaiņas tā rotācijas frekvencē var izraisīt būtisku nestabilitāti tā vibrāciju amplitūdas un fāzes mērījumu rezultātos, izraisot kļūdas korektīvo atsvaru parametru aprēķinos un negatīvi ietekmējot balansēšanas kvalitāti.
Iepriekš minētie grafiki apstiprina iepriekš sniegtos ieteikumus, ka cietā gultņa mašīnām rotora darba frekvenču augšējai robežai jābūt (vismaz) 2-3 reizes zemākai par balsta pašu frekvenci, fo. Mīksto gultņu mašīnām līdzsvarota rotora pieļaujamo darbības frekvenču apakšējai robežai jābūt (vismaz) 2-3 reizes lielākai par balsta dabisko frekvenci.
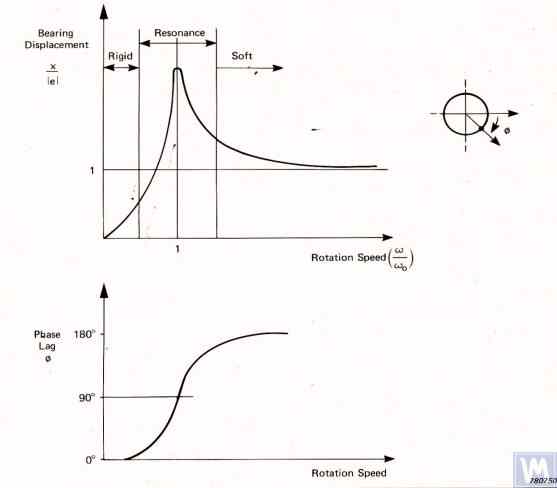
3.1. attēls. Grafiki, kuros redzamas balansēšanas mašīnas balsta vibrāciju relatīvās amplitūdas un fāzes izmaiņas atkarībā no rotācijas frekvences izmaiņām.
Ņemot vērā sniegto informāciju, nav ieteicams ekspluatēt mašīnu tās balstu rezonanses zonā (3.1. attēlā iezīmēta sarkanā krāsā). No 3.1. attēlā redzamajiem grafikiem arī redzams, ka pie tādām pašām rotora nelīdzsvarotībām faktiskās vibrācijas uz mīkstā gultņa mašīnas balstiem ir ievērojami zemākas nekā tās, kas rodas uz mīkstā gultņa mašīnas balstiem.
No tā izriet, ka sensoriem, ko izmanto balstu vibrāciju mērīšanai cietā gultņa mašīnās, jābūt jutīgākiem nekā sensoriem mīkstā gultņa mašīnās. Šo secinājumu labi apstiprina faktiskā sensoru izmantošanas prakse, kas liecina, ka absolūtie vibrācijas sensori (vibroakcelerometri un/vai vibrācijas ātruma sensori), kurus veiksmīgi izmanto balansēšanas mašīnās ar mīkstajiem gultņiem, bieži vien nevar nodrošināt nepieciešamo balansēšanas kvalitāti balansēšanas mašīnās ar cietajiem gultņiem.
Šajās mašīnās ieteicams izmantot relatīvos vibrācijas sensorus, piemēram, spēka sensorus vai ļoti jutīgus pārvietojuma sensorus.
3.1.2. Balstu dabisko frekvenču novērtēšana, izmantojot aprēķina metodes
Konstruktors var veikt aptuvenu (aptuvenu) balsta fokusa īpatnējās frekvences aprēķinu, izmantojot 3.1. formulu, vienkāršoti uzskatot to par vibrācijas sistēmu ar vienu brīvības pakāpi, ko (sk. 2.19.a. att.) attēlo masa M, kas svārstās uz atsperes ar stingrību K.
fo=2π1MK(3.1)
Aprēķinos izmantoto masu M simetriskajam rotoram ar savstarpēji novietotiem gultņiem var aptuveni aprēķināt pēc 3.2. formulas.
M=Mo+nMr(3.2), kur Mo ir balsta kustīgās daļas masa kg; Mr ir balansētā rotora masa kg; n ir balansēšanā iesaistīto mašīnas balstu skaits.
Balsta stingrību K aprēķina, izmantojot 3.3. formulu, pamatojoties uz eksperimentālo pētījumu rezultātiem, kas ietver balsta deformācijas ΔL mērījumus, kad tas tiek slogots ar statisku spēku P (sk. 3.2.a un 3.2.b att.).
K=ΔLP(3.3) kur ΔL ir balsta deformācija metros; P ir statiskais spēks ņūtonos.
Slodzes spēka P lielumu var izmērīt, izmantojot spēka mērinstrumentu (piemēram, dinamometru). Balsta pārvietojumu ΔL nosaka, izmantojot lineāro pārvietojumu mērīšanas ierīci (piemēram, ciparnīcas indikatoru).
3. Prasības balansēšanas mašīnu pamatiekārtu un mehānismu konstrukcijai 3.1. Gultņi 3.1.2. Balstu dabisko frekvenču aprēķināšana ar skaitļošanas metodēm
Balstu pašu frekvenču aprēķinus, izmantojot iepriekš aplūkoto aprēķinu shēmu, var veikt divos virzienos:
Lai aprēķinātu balstu pašu frekvences vertikālā virzienā, ir jāizmanto sarežģītāka aprēķinu metode, kurā (papildus balsta un paša līdzsvarotā rotora parametriem) jāņem vērā arī rāmja parametri un mašīnas uzstādīšanas uz pamatnes īpatnības. Šī metode šajā publikācijā nav aplūkota. Analizējot 3.1. formulu, var sniegt dažus vienkāršus ieteikumus, kas mašīnu projektētājiem būtu jāņem vērā praktiskajā darbībā. Konkrēti, balsta pašu frekvenci var mainīt, mainot tā stingrību un/vai masu. Palielinot stīvumu, palielinās balsta pašfrekvence, bet palielinot masu, tā samazinās. Šīm izmaiņām ir nelineāra, kvadrātiski apgriezta sakarība. Piemēram, dubultojot balsta stingrību, tā pašfrekvence palielinās tikai 1,4 reizes. Līdzīgi, dubultojot balsta kustīgās daļas masu, tā pašdarbības frekvence samazinās tikai 1,4 reizes.
3.1.3. Eksperimentālās metodes balstu dabisko frekvenču noteikšanai
Ņemot vērā to, ka iepriekš aprakstītais balstu pašu frekvenču aprēķins, kas veikts, izmantojot vienkāršotu metodi, var radīt ievērojamas kļūdas, lielākā daļa amatieru izstrādātāju dod priekšroku šo parametru noteikšanai ar eksperimentālām metodēm. Šim nolūkam viņi izmanto iespējas, ko nodrošina modernās vibrāciju mērīšanas sistēmas balansēšanas mašīnās, tostarp "Balanset" sērijas instrumenti.
3.1.3.1. Balstu dabisko frekvenču noteikšana ar trieciena ierosmes metodi
Trieciena ierosmes metode ir visvienkāršākais un izplatītākais veids, kā noteikt balsta vai jebkuras citas mašīnas sastāvdaļas svārstību īpatnējo frekvenci. Tās pamatā ir fakts, ka, iedarbojoties uz jebkuru objektu, piemēram, zvanu (sk. 3.3. attēlu), tā reakcija izpaužas kā pakāpeniski sarūkoša vibrācijas reakcija. Vibrācijas signāla frekvenci nosaka objekta strukturālās īpašības, un tā atbilst tā dabisko vibrāciju frekvencei. Vibrāciju trieciena ierosināšanai var izmantot jebkuru smagu instrumentu, piemēram, gumijas āmuru vai parastu āmuru.
3.3. attēls. Trieciena ierosmes shēma, ko izmanto objekta dabisko frekvenču noteikšanai
āmura masai jābūt aptuveni 10% no ierosinātā objekta masas. Lai fiksētu vibrācijas reakciju, uz pārbaudāmā objekta jāuzstāda vibrācijas sensors, kura mērīšanas ass ir vienā līnijā ar trieciena ierosmes virzienu. Dažos gadījumos, lai uztvertu objekta vibrācijas reakciju, kā sensoru var izmantot trokšņa mērīšanas ierīces mikrofonu.
Objekta vibrācijas sensors pārvērš elektriskā signālā, ko pēc tam nosūta uz mērinstrumentu, piemēram, spektra analizatora ieeju. Šis instruments reģistrē vibrāciju norises laika funkciju un spektru (sk. 3.4. attēlu), kuru analīze ļauj noteikt objekta dabisko vibrāciju frekvenci (frekvences).
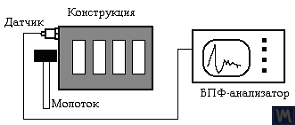
3.4. attēls. Objekta dabisko vibrāciju mērīšanas un reģistrēšanas shēma
Tāpat kā lielāko daļu mūsdienu vibrāciju mērinstrumentu, "Balanset" sērijas mērīšanas sistēmas var izmantot, lai noteiktu objekta (piemēram, balansēšanas iekārtas balstu) īpatnējās frekvences, kad tā vibrācijas tiek ierosinātas trieciena rezultātā. Šo procedūru "Balanset" sērijas ierīcēs var veikt vai nu ierīces papildu funkciju režīmā "Grafi. Spectrum" vai specializētajā režīmā "Graphs. Impact", kas ir iekļauts jaunākajās "Balanset 1" programmatūras versijās.
Šīs procedūras rezultātā datora ekrānā tiek parādīts darba logs ar laika funkcijas un vibrāciju izkliedes spektra grafikiem, kas rodas pētāmajā struktūrā pēc tās trieciena ierosmes. Šādu grafiku piemērs ir parādīts 3.5. attēlā.

3.5. attēls. Programmas saskarne, kurā redzami laika funkciju grafiki un izmeklējamās konstrukcijas trieciena vibrāciju izkliedes spektrs
Analizējot 3.5. attēlā attēloto spektra grafiku (skatīt darba loga apakšējo daļu), redzams, ka pārbaudāmās konstrukcijas pašsakarīgo svārstību galvenā komponente, kas noteikta, ņemot vērā grafika abscesa asi, rodas ar frekvenci 9,5 Hz. Šo metodi var ieteikt gan mīksto gultņu, gan cieto gultņu balansēšanas mašīnu balstu pašsakarīgo vibrāciju pētījumiem.
3.1.3.2. Balstu dabisko frekvenču noteikšana krasta režīmā
Dažos gadījumos balstu pašfrekvences var noteikt, cikliski mērot vibrāciju amplitūdu un fāzi "krastā". Īstenojot šo metodi, uz pārbaudāmās mašīnas uzstādīto rotoru sākotnēji paātrina līdz tā maksimālajam rotācijas ātrumam, pēc tam tā piedziņu atslēdz, un ar rotora nelīdzsvarotību saistītā traucējošā spēka frekvence pakāpeniski samazinās no maksimālā līdz apstāšanās punktam.
Šajā gadījumā balstu pašu frekvences var noteikt pēc diviem raksturlielumiem:
"Balanset" sērijas ierīcēs var izmantot "Vibrometra" režīmu ("Balanset 1") vai "Balansēšanas. Monitoringa" režīmu ("Balanset 2C" un "Balanset 4") var izmantot, lai noteiktu objektu "krasta" īpatnējās frekvences, ļaujot veikt cikliskus vibrāciju amplitūdas un fāzes mērījumus pie rotora rotācijas frekvences.
Turklāt "Balanset 1" programmatūrā papildus ir iekļauta specializētā programma "Grafi. Coasting" režīms, kas ļauj uzzīmēt balsta vibrāciju amplitūdas un fāzes izmaiņu grafikus uz krasta atkarībā no rotācijas frekvences maiņas, ievērojami atvieglojot rezonanses diagnosticēšanas procesu.
Jāatzīmē, ka acīmredzamu iemeslu dēļ (sk. 3.1.1. iedaļu) balstu krasta raksturfrekvenču noteikšanas metodi var izmantot tikai tad, ja tiek pētītas mīksto gultņu balansēšanas mašīnas, kurās rotora rotācijas darba frekvences ievērojami pārsniedz balstu raksturfrekvences šķērsvirzienā.
Cieto gultņu mašīnām, kurās rotora rotācijas darba frekvences, kas izraisa balstu vibrācijas, ir ievērojami zemākas par balstu īpatnējām frekvencēm, šīs metodes izmantošana ir praktiski neiespējama.
3.1.4. Praktiski ieteikumi balansēšanas mašīnu balstu projektēšanai un ražošanai 3.1.4.1. Mīksto gultņu mašīnas ar plakano plākšņu atsperēm
Iepriekš 2.1. iedaļā ir aplūkoti vairāki balansēšanas mašīnu balstu konstrukcijas varianti, kas izgatavoti ar plakanām atsperēm, un tie ir parādīti 2.7.-2.9. attēlā. Saskaņā ar mūsu rīcībā esošo informāciju šādas konstrukcijas visbiežāk izmanto mašīnās, kas paredzētas piedziņas vārpstu balansēšanai.
Kā piemēru aplūkosim atsperu parametrus, ko izmanto viens no klientiem (SIA "Rost-Service", Sanktpēterburga) savu mašīnu balstu ražošanā. Šī mašīna bija paredzēta 2, 3 un 4 balstu piedziņas vārpstu balansēšanai, kuru masa nepārsniedz 200 kg. Pasūtītāja izvēlētie atsperu ģeometriskie izmēri (augstums * platums * biezums), ko izmantoja mašīnas priekšējās un dzenošās vārpstas balstos, bija attiecīgi 300 un 300 mm.2003 mm.
Tika konstatēts, ka neapgrūtināta balsta pašfrekvence, kas eksperimentāli noteikta ar trieciena ierosmes metodi, izmantojot standarta mērīšanas sistēmu "Balanset 4", ir 11-12 Hz. Pie šādas balstu svārstību īpatnējās frekvences balansēšanas laikā ieteicamajai balansētā rotora rotācijas frekvencei nevajadzētu būt zemākai par 22-24 Hz (1320 - 1440 apgr./min).
Tā paša ražotāja izmantoto plakano atsperu ģeometriskie izmēri uz starpatbalstiem bija attiecīgi 200 % un 200 %.2003 mm. Turklāt, kā parādīja pētījumi, šo balstu īpatnējās frekvences bija augstākas un sasniedza 13-14 Hz.
Pamatojoties uz testa rezultātiem, mašīnas ražotājiem tika ieteikts izlīdzināt (izlīdzināt) vārpstas un starpbalstu īpatnējās frekvences. Tam būtu jāatvieglo piedziņas vārpstu darba rotācijas frekvenču diapazona izvēle balansēšanas laikā un jāizvairās no iespējamas mērīšanas sistēmas rādījumu nestabilitātes, ko var izraisīt balstu nonākšana rezonanses vibrāciju zonā.
Metodes, kā regulēt plakanas atsperes balstu vibrāciju īpatnējās frekvences, ir acīmredzamas. Šo regulēšanu var panākt, mainot plakano atsperu ģeometriskos izmērus vai formu, ko panāk, piemēram, frēzējot garenvirziena vai šķērsvirziena spraugas, kas samazina to stingrību.
Kā minēts iepriekš, šādas regulēšanas rezultātus var pārbaudīt, nosakot balstu svārstību īpatnējās frekvences, izmantojot 3.1.3.1. un 3.1.3.2. punktā aprakstītās metodes.
attēls 3.6. A. Siņicins vienā no savām mašīnām izmantoja klasisku atbalsta konstrukcijas versiju uz plakanām atsperēm. Kā parādīts attēlā, balstā ietilpst šādas sastāvdaļas:

3.6. attēls. Balsta uz plakanām atsperēm konstrukcijas variācija
Balsta augšējo plāksni 1 var izmantot vārpstas vai starpližņa montāžai. Atkarībā no balsta mērķa apakšējā plāksne 4 var būt nekustīgi piestiprināta pie mašīnas vadotnēm vai uzstādīta uz kustīgiem slīdņiem, kas ļauj atbalstam kustēties pa vadotnēm. Kronšteinu 5 izmanto, lai uzstādītu balsta bloķēšanas mehānismu, kas ļauj to droši nostiprināt līdzsvarota rotora paātrināšanas un palēnināšanas laikā.
Soft Bearing mašīnu balstu plakanajām atsperēm jābūt izgatavotām no lokšņu atsperēm vai augstas kvalitātes leģēta tērauda. Nav ieteicams izmantot parastus konstrukcijas tēraudus ar zemu tecēšanas robežu, jo ekspluatācijas laikā statisko un dinamisko slodžu ietekmē tajos var rasties atlikumdeformācijas, kā rezultātā samazinās mašīnas ģeometriskā precizitāte un pat tiek zaudēta balsta stabilitāte.
3.1.4.2. Mīksto gultņu mašīnu balsti ar balstiem uz slokšņu atsperēm
Projektējot lentveida atsperes, ko izmanto balsta balstiem, jāpievērš uzmanība atsperes lentes biezuma un platuma izvēlei, kam, no vienas puses, jāiztur rotora statiskā un dinamiskā slodze uz balsta, un, no otras puses, jānovērš balsta atsperes vērpes griezes vibrāciju iespējamība, kas izpaužas kā aksiālā izliece.
Balansēšanas mašīnu konstrukcijas īstenošanas piemēri, izmantojot slokšņu atsperu balstiekārtas, ir parādīti 2.1.-2.5. attēlā (skatīt 2.1. iedaļu), kā arī šīs iedaļas 3.7. un 3.8. attēlā.

3.7. attēls. A. Mohova izstrādātā elektromotoru rotoru balansēšanas iekārta, samontēta.

3.8. attēls. G. Glazova (Biškeka) izstrādātā turbopumpja rotoru balansēšanas iekārta.
3.1.4.3. Mīksto gultņu mašīnu balsti, kas izgatavoti, izmantojot cilindriskās atsperes
Mīksto gultņu balansēšanas mašīnas piemērs, kurā balstu konstrukcijā izmantotas cilindriskas saspiešanas atsperes, ir parādīts 3.9. attēlā. Šā konstrukcijas risinājuma galvenais trūkums ir saistīts ar atšķirīgu atsperu deformācijas pakāpi priekšējos un aizmugurējos balstos, kas rodas, ja asimetrisko rotoru balansēšanas laikā slodzes uz balstiem ir nevienādas. Tas, protams, izraisa balstu nesaskaņošanu un rotora ass izliekumu vertikālajā plaknē. Viena no šī defekta negatīvajām sekām var būt tādu spēku rašanās, kas rotācijas laikā izraisa rotora aksiālu nobīdi.

3.9. attēls. Mīksto gultņu balsta konstrukcijas variants balansēšanas mašīnām, kurās izmanto cilindriskās atsperes.
3.1.4.4. Kā liecina mūsu plašā pieredze ar klientiem, ievērojama daļa pašizgatavotu balansieru ražotāju pēdējā laikā ir sākuši dot priekšroku cietiem gultņu balstiem mašīnām ar stingriem balstiem. Pielikuma 2.2. sadaļā 2.16.-2.18. attēlā ir attēlotas dažādu tādu mašīnu konstrukciju fotogrāfijas, kurās izmantoti šādi balsti. Tipiska cieta balsta skice, ko viens no mūsu klientiem izstrādājis savas mašīnas konstrukcijai, ir parādīta 3.10. attēlā. Šo balstu veido plakana tērauda plāksne ar P veida rievu, kas nosacīti sadala balstu "stingrā" un "lokanā" daļā. Nelīdzsvara spēka ietekmē balsta "elastīgā" daļa var deformēties attiecībā pret "cieto" daļu. Šīs deformācijas lielumu, ko nosaka balsta biezums, rievu dziļums un tilta platums, kas savieno balsta "elastīgo" un "cieto" daļu, var izmērīt, izmantojot atbilstošus mašīnas mērīšanas sistēmas sensorus. Tā kā trūkst metodes, kā aprēķināt šādu balstu šķērsstiepes stingrību, ņemot vērā P veida rievas dziļumu h, tilta platumu t, kā arī balsta biezumu r (sk. 3.10. att.), šos konstrukcijas parametrus parasti eksperimentāli nosaka izstrādātāji.
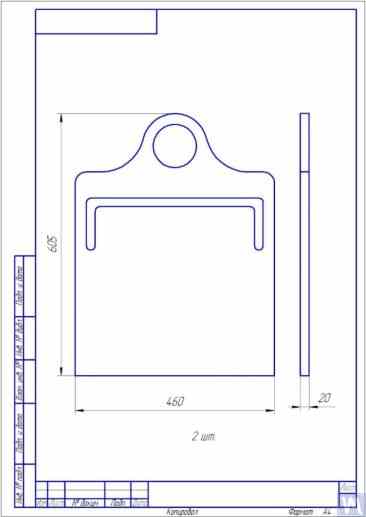
3.10. attēls. Balansēšanas mašīnas cietā gultņa balsta skice
Fotogrāfijas, kurās redzami dažādi šādu balstu izpildījumi, kas izgatavoti mūsu klientu mašīnām, ir parādītas 3.11. un 3.12. attēlā. Apkopojot datus, kas iegūti no vairākiem mūsu klientiem, kuri ir mašīnu ražotāji, var formulēt prasības balstu biezumam, kas noteiktas dažāda lieluma un kravnesības mašīnām. Piemēram, mašīnām, kas paredzētas rotoru balansēšanai, kuru svars ir no 0,1 līdz 50-100 kg, balsta biezums var būt 20 mm.

3.11. attēls. A. Siņicina ražotās balansēšanas mašīnas balsti ar cietiem gultņiem

3.12. attēls. D. Krasiļņikova ražotais balansiera balsts ar cieto gultni
Mašīnām, kuru balansējošā rotora masa nepārsniedz 300-500 kg, balsta biezumu var palielināt līdz 30-40 mm, bet mašīnām, kas paredzētas rotoru balansēšanai ar maksimālo masu no 1000 līdz 3000 kg, balsta biezums var sasniegt 50-60 mm vai vairāk. Kā liecina iepriekš minēto balstu dinamisko raksturlielumu analīze, to īpatnējās vibrācijas frekvences, ko mēra šķērsplaknē ("elastīgās" un "cietās" daļas relatīvo deformāciju mērīšanas plaknē), parasti pārsniedz 100 Hz vai vairāk. Cieto balstu balstu pašuzņēmēju pašuzņēmēju vibrāciju frekvences frontālajā plaknē, ko mēra virzienā, kas sakrīt ar balansētā rotora rotācijas asi, parasti ir ievērojami zemākas. Un tieši šīs frekvences galvenokārt jāņem vērā, nosakot rotējošu rotoru, kas balansēti uz mašīnas, darbības frekvenču diapazona augšējo robežu. Kā minēts iepriekš, šīs frekvences var noteikt, izmantojot 3.1. iedaļā aprakstīto trieciena ierosmes metodi.
3.2. Balansēšanas mašīnu balansēšanas iekārtu balansēšanas mezgli 3.2.1. Galvenie balsta mezglu veidi Ražojot balansēšanas mašīnas gan ar cietajiem, gan mīkstajiem gultņiem, var ieteikt šādus labi zināmus balansēšanas balstu tipus, ko izmanto balansēto rotoru uzstādīšanai un rotācijai uz balstiem, tostarp:

3.13. Automobiļu turbīnu balansēšanas iekārtā izmantotā prizmatiskā balsta mezgla izpildījuma variants
Līdzīgus balsta mezglus (sk. 3.8. attēlu) ir ieviesis, piemēram, G. Glazovs savā mašīnā, kas paredzēta arī automobiļu turbīnu balansēšanai. Sākotnējo tehnisko risinājumu prizmatiskajam balsta mezglam, kas izgatavots no fluoroplasta (sk. 3.14. attēlu), ir piedāvājusi SIA "Technobalance".

3.14. attēls. SIA "Technobalance" prizmatiskā balsta montāža
Šis konkrētais balsta mezgls ir veidots, izmantojot divas cilindriskas uzmavas 1 un 2, kas uzstādītas leņķī viena pret otru un nostiprinātas uz balsta asīm. Līdzsvarotais rotors saskaras ar uzmavu virsmām gar cilindru ģenerējošajām līnijām, kas samazina rotora vārpstas un balsta saskares laukumu, tādējādi samazinot berzes spēku balstā. Vajadzības gadījumā, ja balsta virsmas nodiluma vai bojājuma gadījumā tā saskares zonā ar rotora vārpstu rodas nodilums vai bojājums, tiek nodrošināta iespēja kompensēt nodilumu, pagriežot uzmavu ap tās asi par noteiktu leņķi. Jāatzīmē, ka, izmantojot balsta mezglus, kas izgatavoti no nemetāliskiem materiāliem, ir jāparedz strukturāla iespēja iezemēt balansēto rotoru pie mašīnas korpusa, kas novērš spēcīgu statiskās elektrības lādiņu rašanās risku ekspluatācijas laikā. Tas, pirmkārt, palīdz samazināt elektriskos traucējumus un traucējumus, kas var ietekmēt mašīnas mērīšanas sistēmas darbību, un, otrkārt, novērš risku, ka statiskās elektrības iedarbība var ietekmēt personālu.
3.2.1.2. Rullīšu balstu komplekti Šos mezglus parasti uzstāda uz balansēšanas mašīnu balstiem, kas paredzēti rotoru balansēšanai, kuru masa pārsniedz 50 kilogramus un vairāk. To izmantošana ievērojami samazina berzes spēkus balstos salīdzinājumā ar prizmatiskajiem balstiem, atvieglojot balansējošā rotora rotāciju. Piemēram, 3.15. attēlā ir parādīts balsta mezgla konstrukcijas variants, kurā izstrādājuma novietošanai izmanto veltņus. Šajā konstrukcijā kā rullīšus 1 un 2 izmanto standarta rites gultņus, kuru ārējie gredzeni rotē uz stacionārām asīm, kas nostiprinātas mašīnas balsta korpusā 3. attēlā 3.16. attēlota viena pašizgatavota balansēšanas mašīnu ražotāja savā projektā īstenota sarežģītākas konstrukcijas veltņu balsta mezgla skice. Kā redzams rasējumā, lai palielinātu veltņa (un līdz ar to arī balansiera mezgla kopumā) nestspēju, veltņa korpusā 3 ir uzstādīts rites gultņu 1 un 2 pāris. Šīs konstrukcijas praktiska īstenošana, neraugoties uz visām tās acīmredzamajām priekšrocībām, šķiet diezgan sarežģīts uzdevums, kas saistīts ar nepieciešamību patstāvīgi izgatavot veltņa korpusu 3, kuram izvirzītas ļoti augstas prasības attiecībā uz ģeometrisko precizitāti un materiāla mehāniskajām īpašībām.

3.15. attēls. Rullīšu balsta mezgla konstrukcijas piemērs
3.16. attēls. Rullīšu balsta mezgla konstrukcijas piemērs ar diviem ritošajiem gultņiem
3.17. attēlā ir parādīts SIA "Technobalance" speciālistu izstrādāts pašregulējoša veltņa balsta mezgla konstrukcijas variants. Šajā konstrukcijā rullīšu pašizlīdzināšanas spēja ir panākta, nodrošinot tiem divas papildu brīvības pakāpes, kas ļauj rullīšiem veikt nelielas leņķiskas kustības ap X un Y asīm. Šādus balansēšanas balstu mezglus, kas nodrošina augstu precizitāti balansēto rotoru uzstādīšanā, parasti iesaka izmantot smago balansēšanas iekārtu balstos.

3.17. attēls. Pašizlīdzinošā rullīšu balsta mezgla konstrukcijas piemērs
Kā minēts iepriekš, veltņu balstu mezgliem parasti ir diezgan augstas prasības attiecībā uz izgatavošanas precizitāti un stingrību. Jo īpaši rullīšu radiālajai novirzei noteiktās pielaides nedrīkst pārsniegt 3-5 mikronus.
Praksē to ne vienmēr izdodas panākt pat labi zināmiem ražotājiem. Piemēram, autoram testējot jaunu veltņu balstu komplektu, kas iegādāti kā rezerves daļas balansēšanas mašīnas modelim H8V, zīmols "K. Shenk", radiālo izkliedi, to veltņu radiālā izkliede sasniedza 10-11 mikronu.
3.2.1.3. Vārpstas balsta mezgli
Balansējot rotorus ar atloku montāžu (piemēram, kardāna vārpstas) balansēšanas mašīnās, vārpstas tiek izmantotas kā balansējamo izstrādājumu pozicionēšanas, montāžas un rotācijas balansēšanas balstu balansēšanas atbalsta mezgli.
Vārpstas ir viena no sarežģītākajām un svarīgākajām balansēšanas iekārtu sastāvdaļām, kas lielā mērā nodrošina nepieciešamo balansēšanas kvalitāti.
Vārpstu projektēšanas un izgatavošanas teorija un prakse ir diezgan labi izstrādāta un atspoguļota daudzās publikācijās, tostarp monogrāfijā "Metāla griešanas darbgaldu detaļas un mehānismi" [1], kuras redaktors ir Dr. ing. D. N. Rešetova, izceļas kā visnoderīgākā un izstrādātājiem pieejamākā.
Starp galvenajām prasībām, kas jāņem vērā, projektējot un izgatavojot balansēšanas mašīnu vārpstas, par prioritāti jāizvirza šādas prasības:
a) nodrošina augstu vārpstas mezgla konstrukcijas stingrību, kas ir pietiekama, lai novērstu nepieļaujamas deformācijas, kas var rasties, iedarbojoties balansēta rotora nelīdzsvara spēkiem;
b) vārpstas rotācijas ass stāvokļa stabilitātes nodrošināšana, ko raksturo pieļaujamās vārpstas radiālās, aksiālās un aksiālās rievgriezes vērtības;
c) nodrošināt vārpstas vārpstu, kā arī tās sēžņu un balsta virsmu, ko izmanto sabalansētu izstrādājumu montāžai, pienācīgu nodilumizturību.
Šo prasību praktiskā īstenošana ir detalizēti aprakstīta darba [1] VI sadaļā "Vārpstas un to balsti".
Jo īpaši ir sniegtas metodikas vārpstu stingrības un rotācijas precizitātes pārbaudei, ieteikumi gultņu izvēlei, vārpstu materiāla izvēlei un tā rūdīšanas metodēm, kā arī daudz citas noderīgas informācijas par šo tēmu.
Darbā [1] norādīts, ka, projektējot vārpstas lielākajai daļai metāla griešanas darbgaldu tipu, galvenokārt tiek izmantota divu gultņu shēma.
Šādas divu gultņu shēmas konstrukcijas varianta piemērs, ko izmanto frēzmašīnu vārpstām (sīkāku informāciju var atrast darbā [1]), ir parādīts 3.18. attēlā.
Šī shēma ir diezgan piemērota balansēšanas mašīnu vārpstu ražošanai, kuru konstrukcijas variantu piemēri ir parādīti 3.19.-3.22. attēlā.
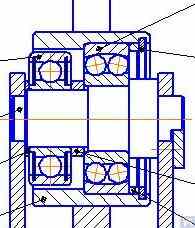
3.19. attēlā ir parādīts viens no balansēšanas mašīnas galvenā vārpstas mezgla konstrukcijas variantiem, kas rotē uz diviem radiālajiem vilces gultņiem, no kuriem katram ir savs neatkarīgs korpuss 1 un 2. Uz vārpstas vārpstas 3 ir uzmontēts atloks 4, kas paredzēts kardāna vārpstas montāžai, un trīse 5, ko izmanto, lai no elektromotora, izmantojot V veida siksnas piedziņu, pārnestu rotāciju uz vārpstu.
3.18. attēls. Flīzmašīnas vārpstas ar diviem gultņiem skice

3.19. attēls. Piemērs vārpstas konstrukcijai uz diviem neatkarīgiem gultņu balstiem
un 3.21. attēls parādītas divas cieši saistītas vadošo vārpstu komplektu konstrukcijas. Abos gadījumos vārpstas gultņi ir uzstādīti kopējā korpusā 1, kurā ir caurējs aksiāls caurums, kas nepieciešams vārpstas vārpstas uzstādīšanai. Šā urbuma ieejā un izejā korpusā ir īpašas atveres (attēlā nav parādītas), kas paredzētas radiālo vilces gultņu (rullīšu vai lodīšu) un īpašu atloku vāku 5, ko izmanto gultņu ārējo gredzenu nostiprināšanai, ievietošanai.
Tāpat kā iepriekšējā versijā (sk. 3.19. att.), uz vārpstas vārpstas ir uzstādīta frontālā plāksne 2, kas paredzēta piedziņas vārpstas montāžai ar atloku, un trīse 3, ko izmanto, lai ar siksnas piedziņas palīdzību pārnestu rotāciju uz vārpstu no elektromotora. Uz vārpstas vārpstas ir piestiprināts arī zobrats 4, ko izmanto vārpstas leņķiskā stāvokļa noteikšanai, ko izmanto, uzstādot uz rotora testa un koriģējošos atsvarus balansēšanas laikā.

3.20. attēls. Vadošā vārpstas konstrukcijas 1. piemērs uz diviem gultņu balstiem, kas uzstādīti kopējā korpusā

3.21. attēls. Vadošās vārpstas konstrukcijas 2. piemērs uz diviem gultņu balstiem, kas uzstādīti kopējā korpusā
 \
\
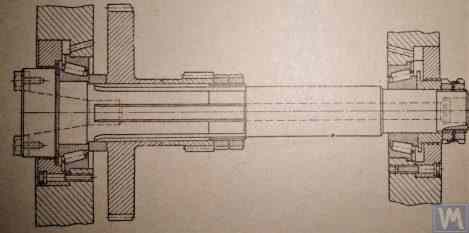
3.22. attēls. Dzenošās (aizmugurējās) vārpstas konstrukcijas piemērs
attēls 3.22 attēlots mašīnas piedziņas (aizmugurējā) vārpstas mezgla konstrukcijas variants, kas no priekšējās vārpstas atšķiras tikai ar to, ka tajā nav piedziņas skriemeļa un locekļa, jo tie nav vajadzīgi.
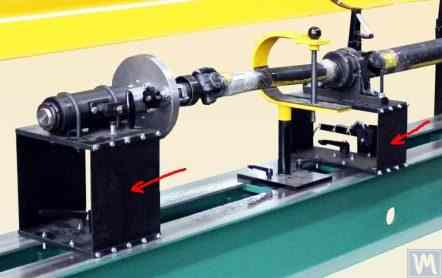
Kā redzams 3.20.-3.22. attēls, iepriekš aprakstītie vārpstu komplekti tiek piestiprināti balansēšanas mašīnu mīksto gultņu balstiem, izmantojot īpašas skavas (siksnas) 6. Vajadzības gadījumā var izmantot arī citas stiprināšanas metodes, nodrošinot pareizu stingrību un precizitāti vārpstas mezgla novietošanā uz balsta.
attēls 3.23 ilustrē atloka montāžas konstrukciju, kas līdzīga šai vārpstai un ko var izmantot tās uzstādīšanai uz balansēšanas mašīnas cietā gultņa balsta.

3.22. attēls. Dzenošās (aizmugurējās) vārpstas konstrukcijas izpildes piemērs
attēls 3.22 ir mašīnas piedziņas (aizmugurējā) vārpstas mezgla konstrukcijas variants, kas no priekšējās vārpstas atšķiras tikai ar to, ka tajā nav piedziņas skriemeļa un locekļa, jo tie nav nepieciešami.
Kā redzams 3.20.-3.22. attēls, apspriestie vārpstu komplekti tiek piestiprināti balansēšanas mašīnu mīksto gultņu balstiem, izmantojot īpašas skavas (siksnas) 6. Vajadzības gadījumā var izmantot arī citas stiprinājuma metodes, kas nodrošina pareizu stingrību un vārpstas mezgla novietojuma precizitāti uz balsta.
attēls 3.23 parādīta šādas vārpstas atloka stiprinājuma konstrukcija, ko var izmantot tās uzstādīšanai uz balansēšanas mašīnas cietā gultņa balsta.
3.1.4.3. Mīksto gultņu mašīnu balsti, kas izgatavoti, izmantojot cilindriskās atsperes
Mīksto gultņu balansēšanas mašīnas piemērs, kurā balstu konstrukcijā tiek izmantotas cilindriskas saspiešanas atsperes, ir parādīts attēlā. 3.9. attēls. Galvenais šī konstrukcijas risinājuma trūkums ir saistīts ar atšķirīgu atsperu deformāciju pie priekšējiem un aizmugurējiem balstiem, kas rodas nevienlīdzīgas slodzes gadījumos, balansējot asimetriskus rotorus. Tas, protams, izraisa balstu nesaskaņotību un rotora ass izliekumu vertikālajā plaknē. Viena no šī defekta negatīvajām sekām var būt tādu spēku rašanās, kas rotācijas laikā izraisa rotora aksiālu nobīdi.
3.24. attēls. Aprēķinu shēma, ko izmanto, lai noteiktu vārpstas stīvumu un tās radiālo izliecienu (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], attēls (3.4)
kur:
Pārveidojot 3.4. formulu, iegūst vēlamo aprēķināto vārpstas mezgla stīvuma vērtību. jшп var noteikt: jшп = P / Y, kg/cm (3.5)
Ņemot vērā darba [1] ieteikumus vidēja lieluma balansēšanas mašīnām, šai vērtībai nevajadzētu būt zemākai par 50 kg/µm.
Iepriekš tika norādīts, ka lielāko ietekmi uz vārpstas bloka radiālo stingrību atstāj tās vārpstas diametrs, kuram palielinoties, inerces momenti J1 un J2 kvadrātiski palielinās, un attiecīgi (sk. 3.4. vienādojumu) samazinās vārpstas elastīgā pārvietojuma Y lielums slodzes ietekmē.
Kā redzams no 3.4. vienādojuma, vārpstas stingrību ietekmē arī attālums starp balstiem. c un tās konsoles garums g, kuru optimizācija projektēšanas laikā arī ievērojami uzlabo vārpstas montāžas kvalitāti.
Jāatzīmē, ka, projektējot vārpstas, jāpievērš uzmanība arī to aksiālās stingrības nodrošināšanai, kas galvenokārt ir atkarīga no vārpstas gultņu aksiālās stingrības un korpusa stingrības.
Vārpstas vibrāciju raksturīgā frekvence, kas nedrīkst būt zemāka par 500-600 Hz, ir tieši saistīta ar vārpstas mezglu stingrību. Šo parametru var eksperimentāli noteikt, izmantojot "Balanset" sērijas ierīces, izmantojot iepriekš 3.1.3.1. iedaļā aprakstīto trieciena ierosmes metodi.
Ņemot vērā to, ka vārpstu mezglu parametru noteikšana daudziem izstrādātājiem ir ievērojams izaicinājums, viņiem ieteicams izmantot darbos [1] un [2] izklāstīto grafisko aprēķinu metodi, kas balstīta uz nomogrammu izmantošanu, kas ievērojami vienkāršo šī uzdevuma risināšanu un samazina tā izpildes laiku.
3.2.1.3.4. Precīzijas prasību nodrošināšana attiecībā uz vārpstas rotāciju
Rotācijas precizitāte kopā ar iepriekš aprakstīto stingrību ir balansēšanas mašīnas vārpstas mezgla kritiska īpašība, kas var būtiski ietekmēt balansēšanas kvalitāti. Prakse rāda, ka vārpstas rotācijas precizitāte ir tieši atkarīga no vairākiem faktoriem, tostarp:
Pirmkārt, ražotājiem jāpievērš uzmanība izmantoto gultņu precizitātei, jo to ietekme uz divu gultņu vārpstas rotācijas precizitāti (radiālā izliece) (sk. aprēķinu shēmu sk. attēls 3.24.) var aptuveni novērtēt, veicot pārbaudes aprēķinu pēc 3.5. formulas.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
kur:
3.2.1.3.5. Prasību nodrošināšana vārpstas līdzsvara nodrošināšanai
Balansēšanas mašīnu vārpstu mezgliem jābūt labi sabalansētiem, jo jebkura faktiskā nelīdzsvarotība tiks pārnesta uz balansējamo rotoru kā papildu kļūda. Nosakot tehnoloģiskās pielaides vārpstas atlikušajai nelīdzsvarotībai, parasti ieteicams, lai tās balansēšanas precizitātes klasei būtu vismaz par 1 - 2 klasēm augstāka nekā balansēšanas iekārtā balansējamajam produktam.
Ņemot vērā iepriekš aprakstītās vārpstu konstrukcijas īpatnības, to balansēšana jāveic divās plaknēs.
3.2.1.3.6. Prasību nodrošināšana attiecībā uz gultņu nestspēju un izturību vārpstas gultņiem
Projektējot vārpstas un izvēloties gultņu izmērus, ieteicams iepriekš novērtēt gultņu izturību un nestspēju. Šo aprēķinu veikšanas metodika ir sīki izklāstīta standartā ISO 18855-94 (ISO 281-89) "Ritošie gultņi - Dinamiskās slodzes rādītāji un nominālais kalpošanas laiks" [3], kā arī daudzās (arī digitālās) rites gultņu rokasgrāmatās.
3.2.1.3.7. Prasību nodrošināšana attiecībā uz pieņemamu vārpstas gultņu sildīšanu
Saskaņā ar darbā [1] sniegtajiem ieteikumiem maksimāli pieļaujamā ārējo gredzenu iesilšana vārpstas gultņiem nedrīkst pārsniegt 70°C. Tomēr, lai nodrošinātu kvalitatīvu balansēšanu, ieteicamā ārējo gredzenu sildīšana nedrīkst pārsniegt 40 - 45°C.
3.2.1.3.8. Siksnas piedziņas tipa un vārpstas piedziņas skriemeļa konstrukcijas izvēle
Projektējot balansēšanas mašīnas dzenošo vārpstu, tās rotāciju ieteicams nodrošināt, izmantojot plakano siksnu piedziņu. Piemērs, kā pareizi izmantot šādu piedziņu vārpstas darbināšanai, ir sniegts dokumentā un 3.23. attēls. Nav vēlams izmantot ķīļsiksnu vai zobveida siksnu piedziņas, jo tās var radīt papildu dinamisko slodzi vārpstai, ko izraisa siksnu un skriemeļu ģeometriskās neprecizitātes, kas savukārt var radīt papildu mērījumu kļūdas balansēšanas laikā. Ieteicamās prasības plakanās piedziņas siksnu trīšiem ir izklāstītas ISO 17383- 73 "Plakanās piedziņas siksnu trīši" [4].
Piedziņas trīsi novietojiet vārpstas aizmugurējā galā, pēc iespējas tuvāk gultņa mezglam (ar iespējami mazāku pārkares augstumu). Konstrukcijas lēmums par trīšu izvietojumu ar pārkares novietojumu, kas pieņemts, ražojot vārpstu, kā parādīts attēlā. attēls 3.19., var uzskatīt par neveiksmīgu, jo tas ievērojami palielina dinamiskās piedziņas slodzes momentu, kas iedarbojas uz vārpstas balstiem.
Vēl viens būtisks šīs konstrukcijas trūkums ir V veida siksnas piedziņas izmantošana, kuras ražošanas un montāžas neprecizitātes var būt arī nevēlamas papildu slodzes avots vārpstai.
3.3. Gulta (rāmis)
Gulta ir balansēšanas mašīnas galvenā nesošā konstrukcija, uz kuras balstās tās galvenie elementi, tostarp balsta statņi un piedziņas motors. Izvēloties vai izgatavojot balansēšanas mašīnas gultni, ir jānodrošina, lai tā atbilstu vairākām prasībām, tostarp nepieciešamai stingrībai, ģeometriskajai precizitātei, vibrācijas izturībai un tās vadotņu nodilumizturībai.
Prakse rāda, ka, ražojot mašīnas savām vajadzībām, visbiežāk tiek izmantotas šādas gultas iespējas:
attēls 3.25 attēlota kokapstrādes mašīnas gulta, kas tika veiksmīgi izmantota kardāna vārpstu balansēšanas mašīnas ražošanā.

3.25. attēls. Lietotas kokapstrādes darbgalda gultnes izmantošanas piemērs kardāna vārpstu balansēšanas iekārtas izgatavošanai.
un 3.27. attēls rāda virpošanas gultņu izmantošanas piemērus, uz kuru pamata tika izgatavotas specializētas cietā gultņa balansēšanas mašīnas skrūvēm un universālas mīkstā gultņa balansēšanas mašīnas cilindriskajiem rotoriem. DIY ražotājiem šādi risinājumi ļauj ar minimālām laika un izmaksu izmaksām izveidot balansēšanas mašīnas stingru atbalsta sistēmu, uz kuras var uzstādīt dažāda veida atbalsta statīvus (gan Hard Bearing, gan Soft Bearing). Galvenais ražotāja uzdevums šajā gadījumā ir nodrošināt (un vajadzības gadījumā atjaunot) to mašīnas vadotņu ģeometrisko precizitāti, uz kurām balstīsies balansēšanas statīvi. DIY ražošanas apstākļos, lai atjaunotu vajadzīgo vadotņu ģeometrisko precizitāti, parasti izmanto smalku skrāpēšanu.

3.26. attēls. Lietotas virpas gultnes izmantošanas piemērs, lai izgatavotu cieto gultņu balansēšanas iekārtu.

3.27. attēls. Lietotas virpošanas gultnes izmantošanas piemērs mīksto gultņu balansēšanas mašīnas izgatavošanai.
attēls 3.28 parādīta no diviem kanāliem samontētas gultas versija. Šīs gultas izgatavošanā tiek izmantoti noņemami skrūvju savienojumi, kas montāžas laikā ļauj samazināt vai pilnībā novērst gultas deformāciju bez papildu tehnoloģiskām operācijām. Lai nodrošinātu norādītās gultas vadotņu pareizu ģeometrisko precizitāti, var būt nepieciešama izmantoto kanālu augšējo atloku mehāniska apstrāde (slīpēšana, smalka frēzēšana).

3.28. attēls. No kanāliem samontētas gultas izgatavošanas piemērs
un 3.30. attēls piedāvā metināto gultņu variantus, kas arī izgatavoti no diviem kanāliem. Šādu gultņu ražošanas tehnoloģija var prasīt virkni papildu darbību, piemēram, termisko apstrādi, lai mazinātu iekšējos spriegumus, kas rodas metināšanas laikā. Tāpat kā montēto gultņu gadījumā, lai nodrošinātu metināto gultņu vadotņu pareizu ģeometrisko precizitāti, ir jāplāno izmantoto kanālu augšējo atloku mehāniskā apstrāde (slīpēšana, smalka frēzēšana).

3.29. attēls. Piemērs metinātas gultnes izgatavošanai no kanāliem
3.30. attēls. Piemērs metinātas gultas izgatavošanai no kanāliem
Pēdējā laikā plaši tiek izmantotas gultnes, kas izgatavotas no polimērbetona ar vibrācijas slāpējošu pārklājumu. Šī gultu izgatavošanas tehnoloģija ir labi aprakstīta tiešsaistē, un to var viegli ieviest pašdarinātu izstrādājumu ražotāji. Tā kā ražošana ir relatīvi vienkārša un lēta, šīm gultām ir vairākas būtiskas priekšrocības salīdzinājumā ar metāla gultām:
Parasti, ražojot šādas gultas, to augšējā daļa ir pastiprināta ar tērauda ieliktņiem, ko izmanto kā vadotnes, uz kurām balstās balansēšanas mašīnas balsta statīvi. Piemēram, 3.31. attēlā ir parādīta SIA "Technobalance" ražotās kardāna vārpstu balansēšanas mašīnas fotogrāfija, kuras gultne ir izgatavota no polimērbetona.

3.31. attēls. No polimēru betona izgatavotas balansēšanas mašīnas gultnes piemērs
3.4. Balansēšanas mašīnu piedziņas
Kā liecina mūsu klientu izmantoto balansēšanas iekārtu ražošanā izmantoto konstrukcijas risinājumu analīze, projektējot piedziņas, tie galvenokārt koncentrējas uz maiņstrāvas motoru, kas aprīkoti ar mainīgas frekvences piedziņām, izmantošanu. Šāda pieeja ļauj ar minimālām izmaksām nodrošināt plašu regulējamu rotācijas ātrumu diapazonu balansēšanas rotoriem. Balansēšanas rotoru griešanai izmantoto galveno piedziņas motoru jauda parasti tiek izvēlēta, pamatojoties uz šo rotoru masu, un tā aptuveni var būt:
Šiem motoriem jābūt stingri nostiprinātiem uz mašīnas gultnes vai tās pamatnes. Pirms uzstādīšanas uz mašīnas (vai uzstādīšanas vietā) galvenais piedziņas motors kopā ar tā izejas vārpstai piestiprināto trīsi rūpīgi jāsabalansē. Lai samazinātu mainīgās frekvences piedziņas radītos elektromagnētiskos traucējumus, ieteicams uzstādīt tīkla filtrus pie tās ieejas un izejas. Tie var būt standarta gatavie izstrādājumi, ko piegādā piedziņu ražotāji, vai paštaisīti filtri, kas izgatavoti, izmantojot ferīta gredzenus.