






3. Wymagania dotyczące budowy podstawowych jednostek i mechanizmów wyważarek 3.1. Łożyska 3.1.1. Teoretyczne podstawy projektowania łożysk
W poprzedniej sekcji szczegółowo omówiono główne rozwiązania konstrukcyjne podpór z łożyskami miękkimi i twardymi dla wyważarek. Kluczowym parametrem, który projektanci muszą wziąć pod uwagę podczas projektowania i produkcji tych podpór, są ich naturalne częstotliwości drgań. Jest to ważne, ponieważ pomiar nie tylko amplitudy drgań (cyklicznych odkształceń) podpór, ale także fazy drgań jest wymagany do obliczenia parametrów obciążników korekcyjnych przez systemy pomiarowe i obliczeniowe maszyny.
Jeśli częstotliwość drgań własnych wspornika pokrywa się z częstotliwością obrotową wyważonego wirnika (rezonans wspornika), dokładny pomiar amplitudy i fazy drgań jest praktycznie niemożliwy. Jest to wyraźnie zilustrowane na wykresach przedstawiających zmiany amplitudy i fazy drgań podpory w funkcji częstotliwości obrotowej wyważonego wirnika (patrz rys. 3.1).
Z wykresów tych wynika, że gdy częstotliwość obrotowa wyważonego wirnika zbliża się do częstotliwości drgań własnych podpory (tj. gdy stosunek fp/fo jest bliski 1), następuje znaczny wzrost amplitudy związany z drganiami rezonansowymi podpory (patrz rys. 3.1.a). Jednocześnie wykres 3.1.b pokazuje, że w strefie rezonansu następuje gwałtowna zmiana kąta fazowego ∆F°, który może osiągnąć nawet 180°.
Innymi słowy, podczas wyważania dowolnego mechanizmu w strefie rezonansu, nawet niewielkie zmiany jego częstotliwości obrotowej mogą prowadzić do znacznej niestabilności wyników pomiarów amplitudy i fazy jego drgań, prowadząc do błędów w obliczaniu parametrów obciążników korekcyjnych i negatywnie wpływając na jakość wyważania.
Powyższe wykresy potwierdzają wcześniejsze zalecenia, że w przypadku maszyn z łożyskami twardymi górna granica częstotliwości roboczych wirnika powinna być (co najmniej) 2-3 razy niższa niż częstotliwość drgań własnych podpory. W przypadku maszyn z łożyskami miękkimi dolna granica dopuszczalnych częstotliwości roboczych wyważonego wirnika powinna być (co najmniej) 2-3 razy wyższa niż częstotliwość drgań własnych podpory.
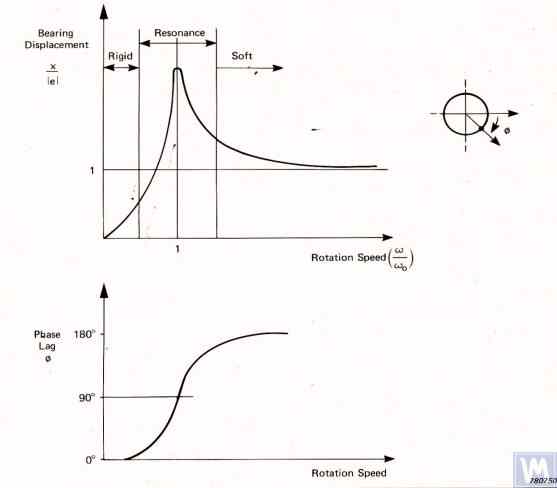
Rysunek 3.1. Wykresy przedstawiające zmiany względnej amplitudy i fazy drgań podpory wyważarki w funkcji zmian częstotliwości obrotowej.
Biorąc pod uwagę przedstawione informacje, eksploatacja maszyny w obszarze rezonansu jej podpór (zaznaczonym na czerwono na Rys. 3.1) nie jest zalecana. Wykresy pokazane na Rys. 3.1 pokazują również, że dla tych samych niewyważeń wirnika, rzeczywiste drgania podpór maszyny Soft Bearing są znacznie niższe niż drgania występujące na podporach maszyny Soft Bearing.
Z tego wynika, że czujniki używane do pomiaru drgań podpór w maszynach Hard Bearing muszą mieć wyższą czułość niż te w maszynach Soft Bearing. Wniosek ten jest dobrze poparty rzeczywistą praktyką stosowania czujników, która pokazuje, że czujniki drgań bezwzględnych (wibroakcelerometry i/lub czujniki prędkości drgań), z powodzeniem stosowane w wyważarkach z łożyskami miękkimi, często nie są w stanie osiągnąć wymaganej jakości wyważania w maszynach z łożyskami twardymi.
W takich maszynach zaleca się stosowanie czujników drgań względnych, takich jak czujniki siły lub bardzo czułe czujniki przemieszczenia.
3.1.2. Szacowanie naturalnych częstotliwości podpór przy użyciu metod obliczeniowych
Projektant może wykonać przybliżone (szacunkowe) obliczenie częstotliwości drgań własnych podpory fo przy użyciu wzoru 3.1, traktując ją w uproszczeniu jako układ drgający o jednym stopniu swobody, który (patrz rys. 2.19.a) jest reprezentowany przez masę M, oscylującą na sprężynie o sztywności K.
fo=2π1MK(3.1)
Masa M użyta w obliczeniach dla symetrycznego wirnika międzyłożyskowego może być przybliżona wzorem 3.2.
M=Mo+nMr(3.2) gdzie Mo jest masą ruchomej części podpory w kg; Mr jest masą wyważonego wirnika w kg; n jest liczbą podpór maszyny biorących udział w wyważaniu.
Sztywność K podpory jest obliczana za pomocą wzoru 3.3 na podstawie wyników badań eksperymentalnych, które obejmują pomiar odkształcenia ΔL podpory, gdy jest ona obciążona siłą statyczną P (patrz rys. 3.2.a i 3.2.b).
K=ΔLP(3.3) gdzie ΔL jest odkształceniem podpory w metrach; P jest siłą statyczną w niutonach.
Wielkość siły obciążającej P można zmierzyć za pomocą przyrządu do pomiaru siły (np. dynamometru). Przemieszczenie podpory ΔL jest określane za pomocą urządzenia do pomiaru przemieszczeń liniowych (np. czujnika zegarowego).
3. Wymagania dotyczące budowy podstawowych jednostek i mechanizmów wyważarek 3.1. Łożyska 3.1.2. Obliczanie częstotliwości drgań własnych podpór metodami obliczeniowymi
Obliczenia częstotliwości drgań własnych podpór przy użyciu omówionego powyżej schematu obliczeniowego mogą być wykonywane w dwóch kierunkach:
Obliczanie częstotliwości drgań własnych podpór w kierunku pionowym wymaga zastosowania bardziej złożonej techniki obliczeniowej, która (oprócz parametrów samej podpory i wyważonego wirnika) musi uwzględniać parametry ramy i specyfikę instalacji maszyny na fundamencie. Metoda ta nie została omówiona w niniejszej publikacji. Analiza wzoru 3.1 pozwala na sformułowanie kilku prostych zaleceń, które powinny być brane pod uwagę przez projektantów maszyn w ich praktycznych działaniach. W szczególności częstotliwość drgań własnych podpory można zmienić poprzez zmianę jej sztywności i/lub masy. Zwiększenie sztywności zwiększa częstotliwość drgań własnych podpory, podczas gdy zwiększenie masy zmniejsza ją. Zmiany te mają nieliniowy, kwadratowo-odwrotny związek. Na przykład podwojenie sztywności podpory zwiększa jej częstotliwość drgań własnych tylko o współczynnik 1,4. Podobnie, podwojenie masy ruchomej części podpory zmniejsza jej częstotliwość drgań własnych tylko o współczynnik 1,4.
3.1.3. Eksperymentalne metody określania częstotliwości drgań własnych podpór
Biorąc pod uwagę, że omówione powyżej obliczenia częstotliwości drgań własnych podpór, wykonywane przy użyciu uproszczonej metody, mogą prowadzić do znacznych błędów, większość konstruktorów amatorów woli określać te parametry metodami eksperymentalnymi. W tym celu wykorzystują możliwości oferowane przez nowoczesne systemy pomiaru drgań wyważarek, w tym przyrządy z serii "Balanset".
3.1.3.1. Określanie częstotliwości drgań własnych podpór metodą wzbudzania udarowego
Metoda wzbudzania udarowego jest najprostszym i najbardziej powszechnym sposobem określania częstotliwości drgań własnych podpory lub dowolnego innego elementu maszyny. Opiera się ona na fakcie, że gdy jakikolwiek obiekt, taki jak dzwon (patrz rys. 3.3), jest wzbudzany udarowo, jego odpowiedź objawia się jako stopniowo zanikająca odpowiedź wibracyjna. Częstotliwość sygnału wibracyjnego jest określona przez charakterystykę strukturalną obiektu i odpowiada częstotliwości jego drgań własnych. Do udarowego wzbudzania drgań można użyć dowolnego ciężkiego narzędzia, takiego jak gumowy młotek lub zwykły młotek.
Rysunek 3.3. Schemat wzbudzenia udarowego używanego do określenia częstotliwości drgań własnych obiektu
Masa młotka powinna wynosić w przybliżeniu 10% masy wzbudzanego obiektu. Aby uchwycić reakcję wibracyjną, na badanym obiekcie należy zainstalować czujnik drgań, którego oś pomiarowa powinna być wyrównana z kierunkiem wzbudzenia uderzenia. W niektórych przypadkach mikrofon z urządzenia do pomiaru hałasu może być używany jako czujnik do odbierania odpowiedzi wibracyjnej obiektu.
Drgania obiektu są przekształcane przez czujnik na sygnał elektryczny, który jest następnie przesyłany do przyrządu pomiarowego, takiego jak wejście analizatora widma. Przyrząd ten rejestruje funkcję czasu i widmo zanikającego procesu drgań (patrz rys. 3.4), których analiza pozwala na określenie częstotliwości drgań własnych obiektu.
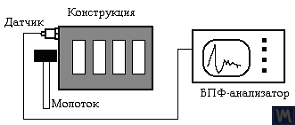
Rysunek 3.4. Schemat pomiaru i rejestracji drgań własnych obiektu
Podobnie jak większość nowoczesnych przyrządów do pomiaru drgań, systemy pomiarowe z serii "Balanset" mogą być wykorzystywane do określania częstotliwości drgań własnych obiektu (np. podpór wyważarki), gdy jego drgania są wzbudzane udarowo. Procedura ta na urządzeniach serii "Balanset" może być wykonywana zarówno w trybie funkcji dodatkowych urządzenia "Wykresy. Spectrum" lub w wyspecjalizowanym trybie "Graphs. Impact", który jest zawarty w najnowszych wersjach oprogramowania "Balanset 1".
W wyniku tej procedury na ekranie komputera wyświetlane jest okno robocze z wykresami funkcji czasu i widma zanikających drgań, które występują w badanej strukturze po jej wzbudzeniu udarowym. Przykład takich wykresów pokazano na rysunku 3.5.

Rysunek 3.5. Interfejs programu pokazujący wykresy funkcji czasu i widmo zanikających drgań udarowych badanej konstrukcji
Z analizy wykresu widma przedstawionego na rysunku 3.5 (patrz dolna część okna roboczego) wynika, że główna składowa drgań własnych badanej konstrukcji, wyznaczona w odniesieniu do osi odciętych wykresu, występuje przy częstotliwości 9,5 Hz. Metoda ta może być zalecana do badań drgań własnych zarówno podpór wyważarek z łożyskami miękkimi, jak i twardymi.
3.1.3.2. Określanie częstotliwości drgań własnych podpór w trybie wybiegu
W niektórych przypadkach częstotliwości drgań własnych podpór można wyznaczyć poprzez cykliczny pomiar amplitudy i fazy drgań "na brzegu". Podczas wdrażania tej metody wirnik zainstalowany na badanej maszynie jest początkowo przyspieszany do maksymalnej prędkości obrotowej, po czym jego napęd jest odłączany, a częstotliwość siły zakłócającej związanej z niewyważeniem wirnika stopniowo maleje od maksimum do punktu zatrzymania.
W tym przypadku częstotliwości drgań własnych podpór można określić za pomocą dwóch charakterystyk:
W urządzeniach z serii "Balanset" tryb "Vibrometer" ("Balanset 1") lub "Balancing. Monitorowanie" ("Balanset 2C" i "Balanset 4") mogą być używane do wykrywania częstotliwości drgań własnych obiektów "na brzegu", umożliwiając cykliczne pomiary amplitudy i fazy drgań przy częstotliwości obrotowej wirnika.
Co więcej, oprogramowanie "Balanset 1" zawiera dodatkowo specjalistyczny tryb "Graphs. Coasting", który umożliwia wykreślanie wykresów zmian amplitudy i fazy drgań podpory na wybrzeżu w funkcji zmieniającej się częstotliwości obrotowej, znacznie ułatwiając proces diagnozowania rezonansów.
Należy zauważyć, że z oczywistych powodów (patrz sekcja 3.1.1) metoda identyfikacji częstotliwości drgań własnych podpór na brzegu może być stosowana tylko w przypadku badania maszyn wyważających z miękkim łożyskiem, gdzie częstotliwości robocze obrotu wirnika znacznie przekraczają częstotliwości drgań własnych podpór w kierunku poprzecznym.
W przypadku maszyn z łożyskami twardymi, gdzie częstotliwości robocze obrotów wirnika wzbudzające drgania podpór na brzegu są znacznie poniżej częstotliwości drgań własnych podpór, zastosowanie tej metody jest praktycznie niemożliwe.
3.1.4. Praktyczne zalecenia dotyczące projektowania i produkcji wsporników dla wyważarek 3.1.4.1. Maszyny z łożyskami miękkimi i sprężynami płaskimi
Kilka wariantów konstrukcyjnych podpór wyważarek wykonanych ze sprężyn płaskich zostało omówionych powyżej w sekcji 2.1 i zilustrowanych na rysunkach 2.7 - 2.9. Według naszych informacji, takie konstrukcje są najczęściej stosowane w maszynach przeznaczonych do wyważania wałów napędowych.
Jako przykład rozważmy parametry sprężyn stosowane przez jednego z klientów (LLC "Rost-Service", St. Petersburg) w produkcji własnych podpór maszynowych. Maszyna ta była przeznaczona do wyważania 2, 3 i 4-podporowych wałów napędowych o masie nieprzekraczającej 200 kg. Wymiary geometryczne sprężyn (wysokość * szerokość * grubość) zastosowanych w podporach wrzeciona prowadzącego i napędzanego maszyny, wybrane przez klienta, wynosiły odpowiednio 300 mm.2003 mm.
Częstotliwość drgań własnych nieobciążonej podpory, wyznaczona doświadczalnie metodą wzbudzania udarowego z wykorzystaniem standardowego układu pomiarowego maszyny "Balanset 4", wyniosła 11 - 12 Hz. Przy takiej częstotliwości drgań własnych podpór zalecana częstotliwość obrotowa wyważanego wirnika podczas wyważania nie powinna być niższa niż 22-24 Hz (1320 - 1440 obr/min).
Wymiary geometryczne sprężyn płaskich stosowanych przez tego samego producenta na podporach pośrednich wynosiły odpowiednio 2002003 mm. Ponadto, jak wykazały badania, częstotliwości drgań własnych tych podpór były wyższe, osiągając 13-14 Hz.
Na podstawie wyników testów producentom maszyny zalecono wyrównanie częstotliwości drgań własnych wrzeciona i podpór pośrednich. Powinno to ułatwić wybór zakresu operacyjnych częstotliwości obrotowych wałów napędowych podczas wyważania i uniknąć potencjalnych niestabilności odczytów systemu pomiarowego z powodu wejścia podpór w obszar drgań rezonansowych.
Metody regulacji częstotliwości drgań własnych podpór na sprężynach płaskich są oczywiste. Regulację tę można osiągnąć poprzez zmianę wymiarów geometrycznych lub kształtu płaskich sprężyn, co osiąga się na przykład poprzez frezowanie wzdłużnych lub poprzecznych szczelin, które zmniejszają ich sztywność.
Jak wspomniano wcześniej, weryfikację wyników takiej regulacji można przeprowadzić poprzez identyfikację częstotliwości drgań własnych podpór przy użyciu metod opisanych w sekcjach 3.1.3.1 i 3.1.3.2.
Rysunek 3.6 przedstawia klasyczną wersję konstrukcji wspornika na płaskich sprężynach, którą w jednej ze swoich maszyn zastosował A. Sinitsyn. Jak pokazano na rysunku, wspornik zawiera następujące elementy:

Rysunek 3.6. Zmienność konstrukcji wspornika na płaskich sprężynach
Górna płyta 1 wspornika może być używana do mocowania wrzeciona lub łożyska pośredniego. W zależności od przeznaczenia wspornika, dolna płyta 4 może być sztywno przymocowana do prowadnic maszyny lub zainstalowana na ruchomych prowadnicach, umożliwiając przesuwanie wspornika wzdłuż prowadnic. Wspornik 5 służy do montażu mechanizmu blokującego wspornik, umożliwiając jego bezpieczne zamocowanie podczas przyspieszania i zwalniania wyważonego wirnika.
Sprężyny płaskie do podpór maszyn Soft Bearing powinny być wykonane ze stali resorowej lub wysokiej jakości stali stopowej. Stosowanie zwykłej stali konstrukcyjnej o niskiej granicy plastyczności nie jest zalecane, ponieważ może ona ulegać odkształceniom szczątkowym pod wpływem obciążeń statycznych i dynamicznych podczas pracy, prowadząc do zmniejszenia dokładności geometrycznej maszyny, a nawet do utraty stabilności podpory.
3.1.4.2. Łożyskowane miękko podpory maszyn z zawieszeniem na sprężynach taśmowych
Przy projektowaniu sprężyn taśmowych stosowanych w zawieszeniach podporowych należy zwrócić uwagę na dobór grubości i szerokości taśmy sprężyny, która z jednej strony musi wytrzymać statyczne i dynamiczne obciążenie wirnika na wsporniku, a z drugiej strony musi zapobiegać możliwości wystąpienia drgań skrętnych zawieszenia podporowego, objawiających się biciem osiowym.
Przykłady konstrukcyjnego wdrożenia wyważarek wykorzystujących zawieszenia ze sprężynami taśmowymi pokazano na rysunkach 2.1 - 2.5 (patrz sekcja 2.1), a także na rysunkach 3.7 i 3.8 w tej sekcji.

Rysunek 3.7. Zmontowana maszyna do wyważania wirników silników elektrycznych, opracowana przez A. Mokhova.

Rysunek 3.8. Maszyna do wyważania wirników pomp turbinowych, opracowana przez G. Glazova (Biszkek)
3.1.4.3. Miękkie łożyskowane podpory maszyn wykonane przy użyciu sprężyn cylindrycznych
Przykład wyważarki z łożyskiem miękkim, w której w konstrukcji podpór zastosowano cylindryczne sprężyny dociskowe, pokazano na rysunku 3.9. Główna wada tego rozwiązania konstrukcyjnego jest związana z różnym stopniem odkształcenia sprężyn w przednich i tylnych podporach, co występuje, gdy obciążenia na podporach są nierówne podczas wyważania asymetrycznych wirników. W naturalny sposób prowadzi to do niewspółosiowości podpór i przekrzywienia osi wirnika w płaszczyźnie pionowej. Jedną z negatywnych konsekwencji tej wady może być pojawienie się sił, które powodują osiowe przesunięcie wirnika podczas obrotu.

Rys. 3.9. Wariant konstrukcji wspornika łożyska miękkiego dla wyważarek wykorzystujących sprężyny cylindryczne.
3.1.4.4. Jak pokazuje nasze bogate doświadczenie z klientami, znaczna część producentów wyważarek do samodzielnego montażu zaczęła ostatnio preferować maszyny z twardymi łożyskami i sztywnymi podporami. W sekcji 2.2, rysunki 2.16 - 2.18 przedstawiają fotografie różnych projektów konstrukcyjnych maszyn wykorzystujących takie podpory. Typowy szkic sztywnego wspornika, opracowany przez jednego z naszych klientów na potrzeby budowy maszyny, przedstawiono na rys. 3.10. Podpora ta składa się z płaskiej stalowej płyty z rowkiem w kształcie litery P, konwencjonalnie dzielącym podporę na część "sztywną" i "elastyczną". Pod wpływem siły niewyważenia "elastyczna" część podpory może odkształcać się względem jej "sztywnej" części. Wielkość tego odkształcenia, określona przez grubość wspornika, głębokość rowków i szerokość mostka łączącego "elastyczną" i "sztywną" część wspornika, może być mierzona za pomocą odpowiednich czujników systemu pomiarowego maszyny. Ze względu na brak metody obliczania sztywności poprzecznej takich podpór, biorąc pod uwagę głębokość h rowka w kształcie litery P, szerokość t mostka, a także grubość podpory r (patrz rys. 3.10), te parametry projektowe są zwykle określane eksperymentalnie przez konstruktorów.
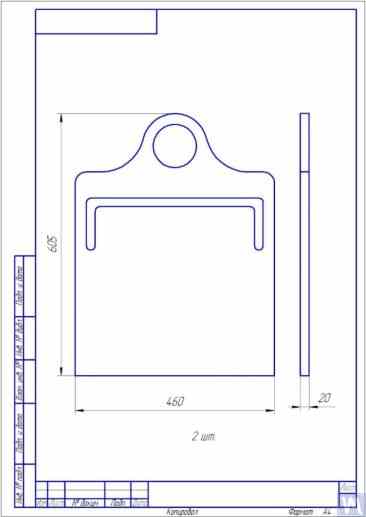
Rys. 3.10. Szkic wspornika łożyska twardego dla wyważarki
Na rysunkach 3.11 i 3.12 przedstawiono fotografie przedstawiające różne implementacje takich podpór, wyprodukowanych dla własnych maszyn naszych klientów. Podsumowując dane uzyskane od kilku naszych klientów, którzy są producentami maszyn, można sformułować wymagania dotyczące grubości podpór, ustalone dla maszyn o różnych rozmiarach i udźwigach. Przykładowo, dla maszyn przeznaczonych do wyważania wirników o masie od 0,1 do 50-100 kg, grubość podpory może wynosić 20 mm.

Rys. 3.11. Wsporniki łożysk twardych do wyważarki, wyprodukowane przez A. Sinitsyn

Rys. 3.12. Wspornik łożyska twardego do wyważarki, wyprodukowany przez D. Krasilnikova
Dla maszyn o masie wyważanego wirnika nieprzekraczającej 300 - 500 kg, grubość wspornika można zwiększyć do 30 - 40 mm, a dla maszyn przeznaczonych do wyważania wirników o masach maksymalnych w zakresie od 1000 do 3000 kg, grubość wspornika może osiągnąć 50 - 60 mm lub więcej. Jak pokazuje analiza charakterystyk dynamicznych wyżej wymienionych podpór, ich częstotliwości drgań własnych, mierzone w płaszczyźnie poprzecznej (płaszczyzna pomiaru względnych odkształceń części "elastycznej" i "sztywnej"), zwykle przekraczają 100 Hz lub więcej. Częstotliwości drgań własnych stojaków Hard Bearing w płaszczyźnie czołowej, mierzone w kierunku pokrywającym się z osią obrotu wyważonego wirnika, są zwykle znacznie niższe. I to właśnie te częstotliwości powinny być przede wszystkim brane pod uwagę przy określaniu górnej granicy zakresu częstotliwości roboczych dla wirników wyważonych na maszynie. Jak wspomniano powyżej, określenie tych częstotliwości można przeprowadzić za pomocą metody wzbudzenia udarowego opisanej w sekcji 3.1.
3.2. Zespoły wsporcze maszyn wyważających 3.2.1. Główne typy zespołów podpierających W produkcji wyważarek zarówno z łożyskami twardymi, jak i miękkimi, można polecić następujące dobrze znane typy zespołów wsporczych, stosowane do montażu i obracania wyważonych wirników na wspornikach, w tym:

3.13. Wariant wykonania pryzmatycznego zespołu podpierającego stosowanego w maszynie wyważającej do turbin samochodowych
Podobne zespoły wsporcze (patrz rysunek 3.8 powyżej) zostały wdrożone na przykład przez G. Glazova w jego maszynie, również przeznaczonej do wyważania turbin samochodowych. Oryginalne rozwiązanie techniczne pryzmatycznego zespołu nośnego, wykonanego z tworzywa fluoroplastycznego (patrz rysunek 3.14), zostało zaproponowane przez LLC "Technobalance".

Rys. 3.14. Zespół wspornika pryzmatycznego firmy LLC "Technobalance"
Ten konkretny zespół nośny jest utworzony z dwóch cylindrycznych tulei 1 i 2, zamontowanych pod kątem względem siebie i zamocowanych na osiach nośnych. Wyważony wirnik styka się z powierzchniami tulei wzdłuż linii generujących cylindrów, co minimalizuje powierzchnię styku między wałem wirnika a podporą, w konsekwencji zmniejszając siłę tarcia w podporze. W razie potrzeby, w przypadku zużycia lub uszkodzenia powierzchni podpory w obszarze jej kontaktu z wałem wirnika, zapewniona jest możliwość kompensacji zużycia poprzez obrót tulei wokół jej osi o pewien kąt. Należy zauważyć, że w przypadku stosowania zespołów wsporczych wykonanych z materiałów niemetalicznych konieczne jest zapewnienie konstrukcyjnej możliwości uziemienia wyważonego wirnika do korpusu maszyny, co eliminuje ryzyko wystąpienia silnych ładunków elektrostatycznych podczas pracy. To, po pierwsze, pomaga zmniejszyć zakłócenia elektryczne i zakłócenia, które mogą wpływać na wydajność systemu pomiarowego maszyny, a po drugie, eliminuje ryzyko wpływu na personel działania elektryczności statycznej.
3.2.1.2. Zespoły podtrzymujące rolki Zespoły te są zwykle instalowane na podporach maszyn przeznaczonych do wyważania wirników o masie przekraczającej 50 kilogramów i więcej. Ich zastosowanie znacznie zmniejsza siły tarcia w podporach w porównaniu z podporami pryzmatycznymi, ułatwiając obrót wyważanego wirnika. Jako przykład, rysunek 3.15 przedstawia wariant konstrukcyjny zespołu wsporczego, w którym rolki są używane do pozycjonowania produktu. W tej konstrukcji standardowe łożyska toczne są używane jako rolki 1 i 2, których zewnętrzne pierścienie obracają się na nieruchomych osiach zamocowanych w korpusie wspornika maszyny 3. Rysunek 3.16 przedstawia szkic bardziej złożonej konstrukcji zespołu podtrzymującego rolki wdrożonego w ich projekcie przez jednego z samodzielnie wykonanych producentów wyważarek. Jak widać na rysunku, w celu zwiększenia nośności rolki (a w konsekwencji całego zespołu nośnego), w korpusie rolki 3 zainstalowano parę łożysk tocznych 1 i 2. Praktyczna realizacja tego projektu, pomimo wszystkich jego oczywistych zalet, wydaje się być dość złożonym zadaniem, związanym z potrzebą niezależnej produkcji korpusu wałka 3, na który nakładane są bardzo wysokie wymagania dotyczące dokładności geometrycznej i właściwości mechanicznych materiału.

Rys. 3.15. Przykład konstrukcji zespołu podparcia rolki
Rys. 3.16. Przykład konstrukcji zespołu podparcia rolki z dwoma łożyskami tocznymi
Rysunek 3.17 przedstawia wariant konstrukcyjny samonastawnego rolkowego zespołu nośnego opracowanego przez specjalistów z LLC "Technobalance". W tej konstrukcji zdolność samonastawności rolek jest osiągana poprzez zapewnienie im dwóch dodatkowych stopni swobody, umożliwiając rolkom wykonywanie niewielkich ruchów kątowych wokół osi X i Y. Takie zespoły wsporcze, zapewniające wysoką precyzję instalacji wyważonych wirników, są zwykle zalecane do stosowania na podporach ciężkich wyważarek.

Rys. 3.17. Przykład konstrukcji samonastawnego zespołu podparcia rolki
Jak wspomniano wcześniej, zespoły wsporników rolek mają zazwyczaj dość wysokie wymagania dotyczące precyzji wykonania i sztywności. W szczególności tolerancje ustawione dla bicia promieniowego rolek nie powinny przekraczać 3-5 mikronów.
W praktyce nie zawsze jest to osiągane nawet przez znanych producentów. Przykładowo, podczas przeprowadzonego przez autora testu bicia promieniowego zestawu nowych wsporników rolek, zakupionych jako części zamienne do wyważarki model H8V, marki "K. Shenk", bicie promieniowe ich rolek osiągnęło 10-11 mikronów.
3.2.1.3. Zespoły podpierające wrzeciono
Podczas wyważania wirników z mocowaniem kołnierzowym (na przykład wałów kardana) na maszynach wyważających, wrzeciona są używane jako zespoły wsporcze do pozycjonowania, montażu i obracania wyważanych produktów.
Wrzeciona są jednym z najbardziej złożonych i krytycznych komponentów wyważarek, w dużej mierze odpowiedzialnym za osiągnięcie wymaganej jakości wyważania.
Teoria i praktyka projektowania i produkcji wrzecion są dość dobrze rozwinięte i znajdują odzwierciedlenie w szerokiej gamie publikacji, wśród których monografia "Szczegóły i mechanizmy obrabiarek do metalu" [1], pod redakcją dr inż. D.N. Reshetova, wyróżnia się jako najbardziej przydatna i dostępna dla konstruktorów.
Wśród głównych wymagań, które powinny być brane pod uwagę przy projektowaniu i produkcji wrzecion wyważarek, następujące powinny być traktowane priorytetowo:
a) Zapewnienie wysokiej sztywności konstrukcji zespołu wrzeciona wystarczającej do zapobiegania niedopuszczalnym odkształceniom, które mogą wystąpić pod wpływem sił niewyważenia wyważonego wirnika;
b) Zapewnienie stabilności położenia osi obrotu wrzeciona, charakteryzowanej przez dopuszczalne wartości bicia promieniowego, osiowego i osiowego wrzeciona;
c) Zapewnienie odpowiedniej odporności na zużycie czopów wrzeciona, a także jego gniazd i powierzchni nośnych wykorzystywanych do montażu wyważonych produktów.
Praktyczna realizacja tych wymagań została szczegółowo opisana w sekcji VI "Wrzeciona i ich podpory" pracy [1].
W szczególności dostępne są metodologie weryfikacji sztywności i dokładności obrotowej wrzecion, zalecenia dotyczące wyboru łożysk, wyboru materiału wrzeciona i metod jego hartowania, a także wiele innych przydatnych informacji na ten temat.
W pracy [1] zauważono, że w projektowaniu wrzecion dla większości typów obrabiarek do cięcia metalu stosuje się głównie schemat dwułożyskowy.
Przykład wariantu konstrukcyjnego takiego dwułożyskowego schematu stosowanego we wrzecionach frezarek (szczegóły można znaleźć w pracy [1]) pokazano na rys. 3.18.
Schemat ten jest całkiem odpowiedni do produkcji wrzecion wyważarek, których przykłady wariantów konstrukcyjnych pokazano poniżej na rysunkach 3.19-3.22.
Rysunek 3.19 przedstawia jeden z wariantów konstrukcyjnych zespołu wrzeciona prowadzącego wyważarki, obracającego się na dwóch łożyskach poprzecznych, z których każde ma własną niezależną obudowę 1 i 2. Kołnierz 4, przeznaczony do montażu kołnierzowego wału kardana, oraz koło pasowe 5, używane do przenoszenia obrotów na wrzeciono z silnika elektrycznego za pomocą paska klinowego, są zamontowane na wale wrzeciona 3.
Rys. 3.18. Szkic wrzeciona frezarki dwułożyskowej

Rysunek 3.19. Przykład konstrukcji wrzeciona na dwóch niezależnych podporach łożyskowych
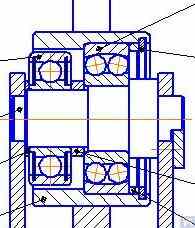
Rysunki 3.20 i 3.21 przedstawiają dwie blisko spokrewnione konstrukcje zespołów wrzecion prowadzących. W obu przypadkach łożyska wrzeciona są zamontowane we wspólnej obudowie 1, która posiada przelotowy otwór osiowy niezbędny do zamontowania wału wrzeciona. Na wejściu i wyjściu z tego otworu, obudowa posiada specjalne otwory (nie pokazane na rysunkach), zaprojektowane tak, aby pomieścić promieniowe łożyska wzdłużne (wałeczkowe lub kulkowe) oraz specjalne pokrywy kołnierzowe 5, używane do zabezpieczenia zewnętrznych pierścieni łożysk.
Podobnie jak w poprzedniej wersji (patrz rys. 3.19), na wale wrzeciona zainstalowana jest płyta czołowa 2, przeznaczona do montażu kołnierzowego wału napędowego, oraz koło pasowe 3, służące do przenoszenia obrotów na wrzeciono z silnika elektrycznego za pośrednictwem napędu pasowego. Do wału wrzeciona przymocowana jest również kończyna 4, która służy do określania położenia kątowego wrzeciona, wykorzystywanego podczas instalowania obciążników testowych i korekcyjnych na wirniku podczas wyważania.

Rysunek 3.20. Przykład 1 konstrukcji wrzeciona prowadzącego na dwóch podporach łożyska zainstalowanych we wspólnej obudowie

Rysunek 3.21. Przykład 2 konstrukcji wrzeciona prowadzącego na dwóch podporach łożyska zainstalowanych we wspólnej obudowie
 \
\
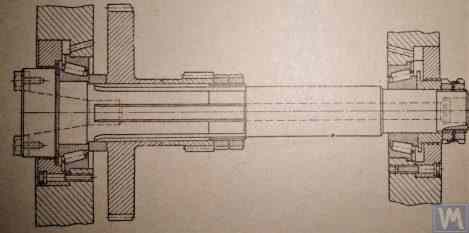
Rysunek 3.22. Przykład konstrukcji napędzanego (tylnego) wrzeciona
Rysunek 3.22 przedstawia wariant konstrukcyjny zespołu napędzanego (tylnego) wrzeciona maszyny, który różni się od wrzeciona prowadzącego jedynie brakiem koła pasowego napędowego i kończyny, ponieważ nie są one potrzebne.
Jak widać w Rysunki 3.20 - 3.22Omówione powyżej zespoły wrzecion są mocowane do wsporników łożysk miękkich wyważarek za pomocą specjalnych zacisków (pasków) 6. W razie potrzeby można również zastosować inne metody mocowania, zapewniające odpowiednią sztywność i precyzję pozycjonowania zespołu wrzeciona na wsporniku.
Rysunek 3.23 ilustruje projekt mocowania kołnierzowego podobnego do tego wrzeciona, który może być użyty do jego instalacji na wsporniku łożyska twardego wyważarki.

Rysunek 3.22. Przykład wykonania projektu wrzeciona napędzanego (tylnego)
Rysunek 3.22 Przedstawia wariant konstrukcyjny zespołu napędzanego (tylnego) wrzeciona maszyny, który różni się od wrzeciona prowadzącego jedynie brakiem koła pasowego napędowego i kończyny, ponieważ nie są one wymagane.
Jak widać w Rysunki 3.20 - 3.22Omawiane zespoły wrzecion są mocowane do wsporników łożysk miękkich wyważarek za pomocą specjalnych zacisków (pasków) 6. W razie potrzeby można również zastosować inne metody mocowania, które zapewniają odpowiednią sztywność i dokładność pozycjonowania zespołu wrzeciona na wsporniku.
Rysunek 3.23 przedstawia konstrukcję mocowania kołnierzowego dla takiego wrzeciona, które można wykorzystać do jego montażu na wsporniku łożyska twardego wyważarki.
3.1.4.3. Miękkie łożyskowane podpory maszyn wykonane przy użyciu sprężyn cylindrycznych
Przykład wyważarki z miękkim łożyskiem, w której cylindryczne sprężyny dociskowe są wykorzystywane w konstrukcji wsporników, pokazano na rysunku Rysunek 3.9. Główna wada tego rozwiązania konstrukcyjnego jest związana z różnymi wielkościami odkształceń sprężyn na przednich i tylnych podporach, co występuje w przypadku nierównych obciążeń na podporach podczas wyważania asymetrycznych wirników. W naturalny sposób prowadzi to do niewspółosiowości podpór i przekrzywienia osi wirnika w płaszczyźnie pionowej. Jedną z negatywnych konsekwencji tej wady może być występowanie sił, które powodują osiowe przesunięcie wirnika podczas obrotu.
Rysunek 3.24. Schemat obliczeniowy używany do określenia sztywności wrzeciona i jego bicia promieniowego (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], fig (3.4)
gdzie:
Przekształcając wzór 3.4, otrzymujemy pożądaną obliczoną wartość sztywności zespołu wrzeciona jшп można określić: jшп = P / Y, kg/cm (3.5)
Biorąc pod uwagę zalecenia pracy [1] dla średniej wielkości wyważarek, wartość ta nie powinna być niższa niż 50 kg/µm.
Wcześniej zauważono, że główny wpływ na sztywność promieniową zespołu wrzeciona ma średnica jego wału, wraz ze wzrostem której momenty bezwładności J1 i J2 rosną kwadratowo, a odpowiednio (patrz równanie 3.4) zmniejsza się wielkość przemieszczenia sprężystego Y wrzeciona pod obciążeniem.
Jak wynika z równania 3.4, na sztywność wrzeciona wpływa również odległość między podporami c i długość jego konsoli gktórych optymalizacja podczas projektowania również znacząco poprawia jakość zespołu wrzeciona.
Należy zauważyć, że podczas projektowania wrzecion należy również zwrócić uwagę na zapewnienie ich sztywności osiowej, która zależy przede wszystkim od sztywności osiowej łożysk wrzeciona i sztywności jego obudowy.
Częstotliwość drgań własnych wrzeciona, która nie powinna być niższa niż 500 - 600 Hz, jest bezpośrednio związana ze sztywnością zespołów wrzeciona. Parametr ten można określić eksperymentalnie przy użyciu urządzeń z serii "Balanset", stosując metodę wzbudzania udarowego omówioną wcześniej w sekcji 3.1.3.1.
Biorąc pod uwagę, że wyznaczanie parametrów zespołów wrzecion stanowi dla wielu konstruktorów spore wyzwanie, zaleca się im stosowanie graficznej metody obliczeniowej przedstawionej w pracach [1] i [2], opartej na wykorzystaniu nomogramów, co znacznie upraszcza rozwiązanie tego zadania i skraca czas jego realizacji.
3.2.1.3.4. Zapewnienie wymogów dokładności dla obrotów wrzeciona
Dokładność obrotu, wraz z omówioną powyżej sztywnością, jest krytyczną cechą zespołu wrzeciona wyważarki, która może znacząco wpłynąć na jakość wyważania. Praktyka pokazuje, że dokładność obrotu wrzeciona zależy bezpośrednio od kilku czynników, w tym:
Po pierwsze, producenci muszą skupić się na precyzji stosowanych łożysk, ponieważ ich wpływ na dokładność obrotu (bicie promieniowe) wrzeciona z dwoma łożyskami (patrz schemat obliczeniowy na stronie Rysunek 3.24) można w przybliżeniu oszacować za pomocą obliczeń weryfikacyjnych wykonanych przy użyciu wzoru 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
gdzie:
3.2.1.3.5. Spełnienie wymagań dotyczących wyważenia wrzeciona
Zespoły wrzecion wyważarek muszą być dobrze wyważone, ponieważ wszelkie rzeczywiste niewyważenie zostanie przeniesione na wyważany wirnik jako dodatkowy błąd. Podczas ustalania tolerancji technologicznych dla niewyważenia szczątkowego wrzeciona, ogólnie zaleca się, aby klasa dokładności jego wyważenia była co najmniej 1-2 klasy wyższa niż klasa produktu wyważanego na maszynie.
Biorąc pod uwagę cechy konstrukcyjne wrzecion omówione powyżej, ich wyważanie powinno odbywać się w dwóch płaszczyznach.
3.2.1.3.6. Zapewnienie nośności i trwałości łożysk wrzeciona
Podczas projektowania wrzecion i doboru rozmiarów łożysk zaleca się wstępną ocenę trwałości i nośności łożysk. Metodologia wykonywania tych obliczeń jest szczegółowo opisana w normie ISO 18855-94 (ISO 281-89) "Łożyska toczne - nośność dynamiczna i trwałość znamionowa" [3], a także w licznych (w tym cyfrowych) podręcznikach dotyczących łożysk tocznych.
3.2.1.3.7. Zapewnienie wymagań dotyczących dopuszczalnego nagrzewania łożysk wrzeciona
Zgodnie z zaleceniami z pracy [1], maksymalne dopuszczalne nagrzewanie pierścieni zewnętrznych łożysk wrzecion nie powinno przekraczać 70°C. Jednakże, aby zapewnić wysoką jakość wyważania, zalecane nagrzewanie pierścieni zewnętrznych nie powinno przekraczać 40 - 45°C.
3.2.1.3.8. Wybór typu napędu pasowego i konstrukcji koła pasowego napędu wrzeciona
Podczas projektowania wrzeciona napędowego wyważarki zaleca się zapewnienie jego obrotów za pomocą napędu z paskiem płaskim. Przykład prawidłowego zastosowania takiego napędu do pracy wrzeciona przedstawiono w artykule Rysunki 3.20 i 3.23. Stosowanie napędów z pasami klinowymi lub zębatymi jest niepożądane, ponieważ mogą one przykładać dodatkowe obciążenia dynamiczne do wrzeciona z powodu niedokładności geometrycznych pasów i kół pasowych, co z kolei może prowadzić do dodatkowych błędów pomiarowych podczas wyważania. Zalecane wymagania dotyczące kół pasowych do płaskich pasów napędowych zostały określone w normie ISO 17383-73 "Koła pasowe do płaskich pasów napędowych" [4].
Koło pasowe napędu powinno być umieszczone na tylnym końcu wrzeciona, jak najbliżej zespołu łożyska (z minimalnym możliwym zwisem). Decyzja projektowa dotycząca zwisającego umieszczenia koła pasowego, podjęta podczas produkcji wrzeciona pokazanego na rysunku Rysunek 3.19można uznać za nieudany, ponieważ znacznie zwiększa moment dynamicznego obciążenia napędu działającego na podpory wrzeciona.
Kolejną istotną wadą tej konstrukcji jest zastosowanie napędu z paskiem klinowym, którego niedokładności produkcyjne i montażowe mogą być również źródłem niepożądanego dodatkowego obciążenia wrzeciona.
3.3. Łóżko (rama)
Łoże jest główną konstrukcją nośną wyważarki, na której opierają się jej główne elementy, w tym słupki nośne i silnik napędowy. Wybierając lub produkując łoże wyważarki, należy upewnić się, że spełnia ono kilka wymagań, w tym niezbędną sztywność, precyzję geometryczną, odporność na wibracje i odporność na zużycie prowadnic.
Praktyka pokazuje, że podczas produkcji maszyn na własne potrzeby, najczęściej stosowane są następujące opcje łóżek:
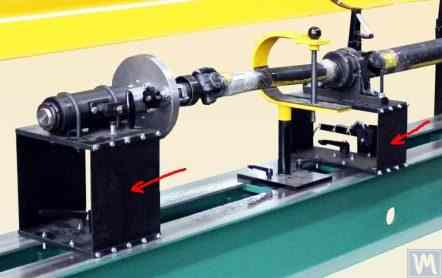
Rysunek 3.25 przedstawia łoże maszyny do obróbki drewna, które zostało z powodzeniem wykorzystane do produkcji maszyny przeznaczonej do wyważania wałów kardana.

Rysunek 3.25. Przykład wykorzystania używanego łoża maszyny do obróbki drewna do produkcji maszyny do wyważania wałów Cardana.
Rysunki 3.26 i 3.27 pokazano przykłady zastosowania łoża tokarskiego, na bazie którego wyprodukowano specjalistyczną wyważarkę Hard Bearing do wyważania ślimaków oraz uniwersalną wyważarkę Soft Bearing do wirników cylindrycznych. Dla producentów DIY takie rozwiązania pozwalają na stworzenie sztywnego systemu nośnego dla wyważarki przy minimalnym nakładzie czasu i kosztów, na którym można zamontować stojaki nośne różnego typu (zarówno Hard Bearing, jak i Soft Bearing). Głównym zadaniem producenta w tym przypadku jest zapewnienie (i w razie potrzeby przywrócenie) geometrycznej precyzji prowadnic maszyny, na których oparte będą podpory. W warunkach produkcji DIY, w celu przywrócenia wymaganej dokładności geometrycznej prowadnic, zwykle stosuje się dokładne skrobanie.

Rysunek 3.26. Przykład wykorzystania używanego łoża tokarki do produkcji maszyny z twardym łożyskiem do wyważania ślimaków.

Rysunek 3.27. Przykład wykorzystania używanego łoża tokarki do produkcji maszyny do wyważania wałów z łożyskami miękkimi.
Rysunek 3.28 przedstawia wersję zmontowanego łóżka wykonanego z dwóch ceowników. W produkcji tego łóżka zastosowano rozłączne połączenia śrubowe, co pozwala na zminimalizowanie lub całkowite wyeliminowanie deformacji łóżka podczas montażu bez dodatkowych operacji technologicznych. Aby zapewnić odpowiednią dokładność geometryczną prowadnic określonego łóżka, może być wymagana obróbka mechaniczna (szlifowanie, dokładne frezowanie) górnych kołnierzy zastosowanych kanałów.

Rysunek 3.28. Przykład wykonania złożonego łóżka z kanałów
Rysunki 3.29 i 3.30 przedstawiają odmiany łóżek spawanych, również wykonanych z dwóch kanałów. Technologia produkcji takich łóżek może wymagać szeregu dodatkowych operacji, takich jak obróbka cieplna w celu zmniejszenia naprężeń wewnętrznych występujących podczas spawania. Podobnie jak w przypadku łóżek zmontowanych, aby zapewnić odpowiednią dokładność geometryczną prowadnic łóżek spawanych, należy zaplanować obróbkę mechaniczną (szlifowanie, dokładne frezowanie) górnych kołnierzy zastosowanych kanałów.

Rysunek 3.29. Przykład wykonania spawanego łoża z ceowników
Rysunek 3.30. Przykład produkcji spawanego łoża z ceowników
Niedawno łóżka wykonane z polimerobetonu z powłokami tłumiącymi drgania stały się szeroko stosowane. Ta technologia produkcji łóżek jest dobrze opisana w Internecie i może być łatwo wdrożona przez producentów DIY. Ze względu na względną prostotę i niski koszt produkcji, łóżka te mają kilka kluczowych zalet w porównaniu z ich metalowymi odpowiednikami:
Zazwyczaj przy produkcji takich łożeń ich górna część jest wzmocniona stalowymi wkładkami służącymi jako prowadnice, na których opierają się podpory wyważarki. Jako przykład, rysunek 3.31 przedstawia zdjęcie maszyny do wyważania wałów kardana, produkowanej przez LLC "Technobalance", której łoże wykonane jest z betonu polimerowego.

Rysunek 3.31. Przykład łoża wyważarki wykonanego z betonu polimerowego
3.4. Napędy do wyważarek
Jak pokazuje analiza rozwiązań konstrukcyjnych stosowanych przez naszych klientów w produkcji wyważarek, podczas projektowania napędów koncentrują się oni głównie na wykorzystaniu silników prądu przemiennego wyposażonych w napędy o zmiennej częstotliwości. Takie podejście pozwala na szeroki zakres regulowanych prędkości obrotowych wyważanych wirników przy minimalnych kosztach. Moc głównych silników napędowych używanych do obracania wyważanych wirników jest zwykle wybierana na podstawie masy tych wirników i może w przybliżeniu wynosić:
Silniki te powinny być sztywno zamontowane na łożu maszyny lub jej fundamencie. Przed instalacją na maszynie (lub w miejscu instalacji), główny silnik napędowy wraz z kołem pasowym zamontowanym na jego wale wyjściowym powinien zostać dokładnie wyważony. Aby zmniejszyć zakłócenia elektromagnetyczne powodowane przez napęd o zmiennej częstotliwości, zaleca się zainstalowanie filtrów sieciowych na jego wejściu i wyjściu. Mogą to być standardowe, gotowe produkty dostarczane przez producentów napędów lub filtry domowej roboty wykonane przy użyciu pierścieni ferrytowych.