






3. A kiegyensúlyozó gépek alapegységeinek és mechanizmusainak építésére vonatkozó követelmények 3.1. Csapágyak 3.1.1. A csapágytervezés elméleti alapjai
Az előző szakaszban részletesen tárgyaltuk a lágycsapágyas és keménycsapágyas támaszok fő tervezési kiviteleit a kiegyensúlyozó gépekhez. Az egyik döntő fontosságú paraméter, amelyet a tervezőknek figyelembe kell venniük e támaszok tervezésekor és gyártásakor, a saját rezgési frekvenciájuk. Ez azért fontos, mert a gép mérő- és számítórendszerei által a korrekciós súlyok paramétereinek kiszámításához nemcsak a támaszok rezgési amplitúdójának (ciklikus deformációjának), hanem a rezgési fázisnak a mérésére is szükség van.
Ha egy támasz sajátfrekvenciája egybeesik a kiegyensúlyozott rotor forgási frekvenciájával (támasz rezonancia), a rezgés amplitúdójának és fázisának pontos mérése gyakorlatilag lehetetlen. Ezt jól szemléltetik azok a grafikonok, amelyek a támasz rezgéseinek amplitúdó- és fázisváltozásait mutatják a kiegyensúlyozott rotor forgási frekvenciájának függvényében (lásd a 3.1. ábrát).
Ezekből a grafikonokból az következik, hogy ahogy a kiegyensúlyozott rotor forgási frekvenciája megközelíti a támasz rezgéseinek sajátfrekvenciáját (azaz amikor az fp/fo arány közel 1), a támasz rezonanciarezgéseihez kapcsolódó amplitúdó jelentősen megnő (lásd a 3.1.a. ábrát). Ezzel egyidejűleg a 3.1.b. ábra azt mutatja, hogy a rezonanciazónában a ∆F° fázisszög élesen megváltozik, amely akár 180°-ot is elérheti.
Más szóval, a rezonanciazónában lévő bármely mechanizmus kiegyensúlyozásakor a forgási frekvencia kis változásai is jelentős instabilitáshoz vezethetnek a rezgés amplitúdójának és fázisának mérési eredményeiben, ami a korrekciós súlyok paramétereinek kiszámításakor hibákhoz vezet, és negatívan befolyásolja a kiegyensúlyozás minőségét.
A fenti grafikonok megerősítik a korábbi ajánlásokat, miszerint a keménycsapágyas gépek esetében a rotor működési frekvenciájának felső határa (legalább) 2-3-szor alacsonyabb kell, hogy legyen, mint a tartó sajátfrekvenciája, fo. Lágycsapágyas gépek esetében a kiegyensúlyozott rotor megengedett működési frekvenciáinak alsó határának (legalább) 2-3-szor nagyobbnak kell lennie, mint a tartó sajátfrekvenciája.
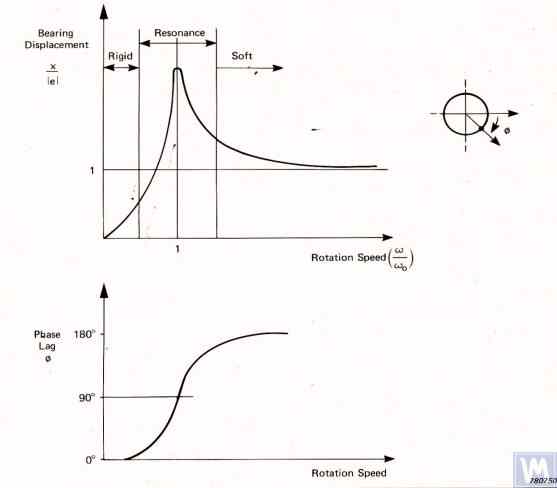
3.1. ábra. A kiegyensúlyozó gép tartójának relatív amplitúdó- és fázisváltozásait bemutató grafikonok a forgási frekvencia változásának függvényében.
A bemutatott információk ismeretében a gép üzemeltetése a támaszok rezonanciaterületén (a 3.1. ábrán pirossal kiemelve) nem ajánlott. A 3.1. ábrán látható grafikonok azt is mutatják, hogy a forgórész azonos kiegyensúlyozatlanságai esetén a Soft Bearing géptartók tényleges rezgései lényegesen kisebbek, mint a Soft Bearing géptartókon fellépő rezgések.
Ebből következik, hogy a keménycsapágyas gépeknél a támaszok rezgéseinek mérésére használt érzékelőknek nagyobb érzékenységgel kell rendelkezniük, mint a lágycsapágyas gépeknél. Ezt a következtetést jól alátámasztja az érzékelők használatának tényleges gyakorlata, amely azt mutatja, hogy a lágycsapágyas kiegyensúlyozó gépeken sikeresen alkalmazott abszolút rezgésérzékelők (rezgésgyorsulás- és/vagy rezgéssebesség-érzékelők) gyakran nem érik el a szükséges kiegyensúlyozási minőséget a keménycsapágyas gépeken.
Ezeken a gépeken ajánlott relatív rezgésérzékelőket, például erőérzékelőket vagy nagy érzékenységű elmozdulásérzékelőket használni.
3.1.2. A támaszok természetes frekvenciáinak becslése számítási módszerekkel
A tervező a 3.1. képlet segítségével közelítő (becsléses) számítást végezhet egy tartó sajátfrekvenciájára, ha leegyszerűsítve egy egy szabadságfokú rezgőrendszerként kezeli azt (lásd a 2.19.a. ábrát), amelyet egy K merevségű rugón rezgő M tömeg képvisel.
fo=2π1MK(3.1)
A szimmetrikus csapágyazású rotor számításánál használt M tömeg a 3.2. képlettel közelíthető.
M=Mo+nMr(3.2) ahol Mo a tartó mozgó részének tömege kg-ban; Mr a kiegyensúlyozott rotor tömege kg-ban; n a kiegyensúlyozásban részt vevő géptartók száma.
A tartó K merevségét a 3.3. képlet segítségével számítják ki a kísérleti vizsgálatok eredményei alapján, amelyek során a tartó ΔL alakváltozását mérik, amikor azt P statikus erővel terhelik (lásd a 3.2.a. és 3.2.b. ábrát).
K=ΔLP(3.3) ahol ΔL a támasz deformációja méterben; P a statikus erő newtonban.
A P terhelőerő nagysága erőmérő műszerrel (pl. dinamométerrel) mérhető. A tartó ΔL elmozdulását lineáris elmozdulások mérésére szolgáló eszközzel (pl. mérőórával) lehet meghatározni.
3. A kiegyensúlyozó gépek alapegységeinek és mechanizmusainak építésére vonatkozó követelmények 3.1. Csapágyak 3.1.2. A támaszok természetes frekvenciáinak számítása számítási módszerekkel
A támaszok sajátfrekvenciáinak számítása a fent ismertetett számítási séma segítségével két irányban végezhető:
A támaszok függőleges irányú sajátfrekvenciáinak kiszámításához összetettebb számítási technikát kell alkalmazni, amely (a támasz és a kiegyensúlyozott rotor paraméterei mellett) figyelembe veszi a keret paramétereit és a gép alapra való felszerelésének sajátosságait. Ez a módszer ebben a kiadványban nem kerül tárgyalásra. A 3.1. képlet elemzése lehetővé tesz néhány egyszerű ajánlást, amelyeket a géptervezőknek a gyakorlati tevékenységük során figyelembe kell venniük. Különösen egy támasz sajátfrekvenciája változtatható a merevség és/vagy a tömeg megváltoztatásával. A merevség növelése növeli a támasz sajátfrekvenciáját, míg a tömeg növelése csökkenti azt. Ezek a változások nemlineáris, négyzetesen inverz kapcsolatban állnak. Például a támasz merevségének megduplázása csak 1,4-szeresére növeli a sajátfrekvenciát. Hasonlóképpen, a tartó mozgó részének tömegének megduplázása csak 1,4-szeresére csökkenti a sajátfrekvenciát.
3.1.3. Kísérleti módszerek a támaszok sajátfrekvenciáinak meghatározására
Mivel a támaszok sajátfrekvenciáinak fentebb tárgyalt, egyszerűsített módszerrel végzett számítása jelentős hibákhoz vezethet, a legtöbb amatőr fejlesztő inkább kísérleti módszerekkel határozza meg ezeket a paramétereket. Ehhez kihasználják a kiegyensúlyozó gépek modern rezgésmérő rendszerei, köztük a "Balanset" sorozatú műszerek által nyújtott lehetőségeket.
3.1.3.1. A támaszok sajátfrekvenciáinak meghatározása ütésgerjesztési módszerrel
Az ütésgerjesztéses módszer a legegyszerűbb és legelterjedtebb módja egy tartó vagy bármely más gépalkatrész rezgésének sajátfrekvenciájának meghatározására. Azon a tényen alapul, hogy amikor egy tárgyat, például egy harangot (lásd a 3.3. ábrát) ütésgerjesztéssel gerjesztünk, a válasz fokozatosan csökkenő rezgésválaszként jelentkezik. A rezgésjel frekvenciáját a tárgy szerkezeti jellemzői határozzák meg, és megfelel a tárgy sajátrezgéseinek frekvenciájának. A rezgések ütésszerű gerjesztésére bármilyen nehéz szerszám használható, például gumikalapács vagy közönséges kalapács.
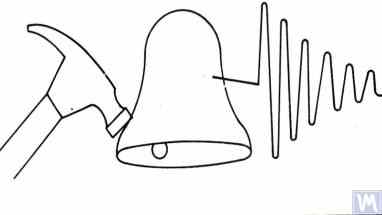
3.3. ábra. A tárgy természetes frekvenciáinak meghatározásához használt ütésgerjesztés diagramja
A kalapács tömegének körülbelül 10%-nek kell lennie a gerjesztett tárgy tömegének. A rezgésválasz rögzítéséhez a vizsgált tárgyra egy rezgésérzékelőt kell felszerelni, amelynek mérőtengelye az ütés gerjesztésének irányával egy vonalban van. Bizonyos esetekben a tárgy rezgésválaszának érzékelőjeként egy zajmérő készülék mikrofonja is használható a tárgy rezgésválaszának érzékelésére.
A tárgy rezgéseit az érzékelő elektromos jellé alakítja át, amelyet aztán egy mérőműszerre, például egy spektrumanalizátor bemenetére küld. Ez a műszer rögzíti a lecsengő rezgési folyamat időfüggvényét és spektrumát (lásd a 3.4. ábrát), amelynek elemzése lehetővé teszi a tárgy sajátrezgéseinek frekvenciájának (frekvenciáinak) meghatározását.
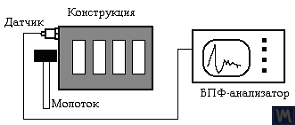
3.4. ábra. A tárgy természetes rezgéseinek mérési és rögzítési diagramja
A legtöbb modern rezgésmérő műszerhez hasonlóan a "Balanset" sorozatú mérőrendszerek is használhatók egy tárgy (pl. egy kiegyensúlyozó gép támaszai) sajátfrekvenciáinak meghatározására, amikor annak rezgéseit ütés gerjeszti. Ez az eljárás a "Balanset" sorozatú készülékeken vagy a készülék "Grafikonok" kiegészítő funkciók üzemmódjában végezhető el. Spectrum" vagy egy speciális üzemmódban, a "Graphs. Impact" módban, amely a "Balanset 1" szoftver legújabb verzióiban szerepel.
Ennek az eljárásnak az eredményeként a számítógép képernyőjén megjelenik egy munkaablak, amely a vizsgált szerkezetben az ütés gerjesztésekor fellépő rezgések időfüggvényének és spektrumának grafikonjait tartalmazza. Az ilyen grafikonok példája a 3.5. ábrán látható.

3.5. ábra. A vizsgált szerkezet időfüggvénygrafikonjait és a lecsengő ütközésrezgések spektrumát mutató programfelület
A 3.5. ábrán (lásd a munkaablak alsó részét) bemutatott spektrumgrafikon elemzése azt mutatja, hogy a vizsgált szerkezet sajátrezgéseinek a grafikon abszcissza tengelyére vonatkoztatva meghatározott fő komponense 9,5 Hz-es frekvencián jelentkezik. Ez a módszer mind a lágycsapágyas, mind a keménycsapágyas kiegyensúlyozó géptartók sajátrezgéseinek vizsgálatára ajánlható.
3.1.3.2. A támaszok természetes frekvenciáinak meghatározása partmenti üzemmódban
Bizonyos esetekben a támaszok sajátfrekvenciái a rezgés amplitúdójának és fázisának ciklikus mérésével határozhatók meg "a parton". Ennek a módszernek a megvalósítása során a vizsgált gépre szerelt forgórészt kezdetben felgyorsítják a maximális fordulatszámra, majd a hajtását lekapcsolják, és a forgórész kiegyensúlyozatlanságához kapcsolódó zavaró erő frekvenciája a maximumtól fokozatosan csökken a leállásig.
Ebben az esetben a támaszok sajátfrekvenciái két jellemző alapján határozhatók meg:
A "Balanset" sorozatú készülékekben a "Vibrométer" üzemmód ("Balanset 1") vagy a "Balancing. Monitoring" üzemmód ("Balanset 2C" és "Balanset 4") használható a "parton lévő" tárgyak sajátfrekvenciáinak érzékelésére, lehetővé téve a rotor forgási frekvenciáján a rezgés amplitúdójának és fázisának ciklikus mérését.
A "Balanset 1" szoftver ezen felül tartalmaz egy speciális "Graphs. Coasting" üzemmódot, amely lehetővé teszi a támaszrezgések amplitúdó- és fázisváltozásainak grafikonjainak ábrázolását a parton a forgási frekvencia változásának függvényében, jelentősen megkönnyítve a rezonanciák diagnosztizálásának folyamatát.
Meg kell jegyezni, hogy nyilvánvaló okokból (lásd a 3.1.1. szakaszt) a part menti támaszok sajátfrekvenciáinak meghatározására szolgáló módszer csak a lágycsapágyas kiegyensúlyozó gépek vizsgálata esetén alkalmazható, ahol a rotor forgásának üzemi frekvenciái jelentősen meghaladják a támaszok keresztirányú sajátfrekvenciáit.
Keménycsapágyas gépek esetében, ahol a rotor forgásának a parton lévő támaszok rezgéseit gerjesztő működési frekvenciái jelentősen a támaszok sajátfrekvenciái alatt vannak, ennek a módszernek az alkalmazása gyakorlatilag lehetetlen.
3.1.4. Gyakorlati ajánlások a kiegyensúlyozó gépek támaszainak tervezéséhez és gyártásához 3.1.4.1. Lágycsapágyas gépek lapos lemezrugókkal
A 2.1. szakaszban már tárgyaltuk a laprugókkal készült kiegyensúlyozó géptámaszok több konstrukciós változatát, amelyeket a 2.7.-2.9. ábrák szemléltetnek. Információink szerint az ilyen konstrukciókat leggyakrabban a hajtótengelyek kiegyensúlyozására szolgáló gépekben használják.
Példaként tekintsük az egyik ügyfél (LLC "Rost-Service", Szentpétervár) által a saját géptartók gyártása során használt rugó paramétereket. Ezt a gépet 2, 3 és 4 támaszú, 200 kg-ot meg nem haladó tömegű hajtótengelyek kiegyensúlyozására szánták. A gép vezető és hajtott tengelyeinek támaszaiban használt rugók geometriai méretei (magasság * szélesség * vastagság), amelyeket az ügyfél választott ki, a következők voltak: 3002003 mm.
A terheletlen tartó sajátfrekvenciája, amelyet kísérletileg, a "Balanset 4" gép szabványos mérőrendszerével, ütésgerjesztési módszerrel határoztak meg, 11-12 Hz volt. A támaszok rezgésének ilyen sajátfrekvenciája mellett a kiegyensúlyozott rotor ajánlott forgási frekvenciája a kiegyensúlyozás során nem lehet alacsonyabb 22-24 Hz-nél (1320 - 1440 RPM).
Az ugyanezen gyártó által a köztes támaszokon használt laprugók geometriai méretei a következők voltak: 2002003 mm. Továbbá, ahogy a vizsgálatok kimutatták, e támaszok sajátfrekvenciája magasabb volt, elérte a 13-14 Hz-et.
A vizsgálati eredmények alapján a gép gyártóinak azt tanácsolták, hogy igazítsák (egyenlítsék ki) az orsó és a köztes támaszok sajátfrekvenciáit. Ez megkönnyíti a kiegyensúlyozás során a hajtótengelyek üzemi forgási frekvenciatartományának kiválasztását, és elkerülhetővé teszi a mérőrendszer leolvasásainak esetleges instabilitását, mivel a támaszok a rezonáns rezgések területére lépnek.
A sík rugókon nyugvó támaszok rezgéseinek sajátfrekvenciáját szabályozó módszerek nyilvánvalóak. Ez a beállítás a laprugók geometriai méreteinek vagy alakjának megváltoztatásával érhető el, ami például a merevségüket csökkentő hossz- vagy keresztirányú rések marásával érhető el.
Mint korábban említettük, az ilyen beállítás eredményeinek ellenőrzése a tartók rezgéseinek sajátfrekvenciáinak meghatározásával végezhető el a 3.1.3.1. és 3.1.3.2. szakaszban leírt módszerek alkalmazásával.
3.6. ábra bemutatja a lapos rugókon alapuló támasztókialakítás klasszikus változatát, amelyet A. Sinitsyn egyik gépén használt. Az ábrán látható módon a támasz a következő alkatrészeket tartalmazza:

3.6. ábra. Egy lapos rugókon lévő támasz tervezési variációja
A tartó felső lemezén 1 rögzíthető az orsó vagy egy közbenső csapágy. A támasz rendeltetésétől függően az alsó lemez 4 lehet mereven rögzítve a gépvezetőkhöz, vagy mozgatható csúszókra szerelve, lehetővé téve a támasz mozgását a vezetők mentén. A konzol 5 a támasz rögzítő mechanizmusának felszerelésére szolgál, amely lehetővé teszi a támasz biztonságos rögzítését a kiegyensúlyozott rotor gyorsítása és lassítása során.
A lágycsapágyas géptartók laprugóit laprugóból vagy kiváló minőségű ötvözött acélból kell készíteni. A közönséges, alacsony folyáshatárú szerkezeti acélok használata nem tanácsos, mivel ezek a statikus és dinamikus terhelések hatására működés közben maradó alakváltozást szenvedhetnek, ami a gép geometriai pontosságának csökkenéséhez, sőt a támasz stabilitásának elvesztéséhez vezethet.
3.1.4.2. Lágy csapágyazású géptámaszok szalagrugókon történő felfüggesztéssel
A tartó felfüggesztésekhez használt szalagrugók tervezésekor figyelmet kell fordítani a rugószalag vastagságának és szélességének kiválasztására, amelynek egyrészt el kell viselnie a rotornak a tartóra ható statikus és dinamikus terhelését, másrészt meg kell akadályoznia a tartó felfüggesztés torziós rezgéseinek lehetőségét, amelyek axiális kifutásként jelentkeznek.
A szalagrugós felfüggesztésekkel működő kiegyensúlyozó gépek szerkezeti megvalósítására példákat a 2.1-2.5. ábrák (lásd a 2.1. szakaszt), valamint e szakasz 3.7. és 3.8. ábrái mutatnak.

3.7. ábra. A. Mokhov által kifejlesztett, összeszerelt gép az elektromos motorok rotorjainak kiegyensúlyozására.

3.8. ábra. G. Glazov (Biskek) által kifejlesztett gép turbószivattyú rotorok kiegyensúlyozására.
3.1.4.3. Hengeres rugókkal készült lágy csapágyazású géptámaszok
A 3.9. ábra egy példát mutat egy lágycsapágyas kiegyensúlyozó gépre, amelyben hengeres nyomórugókat használnak a tartók kialakításánál. Ennek a konstrukciós megoldásnak a fő hátránya az első és a hátsó támaszok rugóinak különböző mértékű deformációjával kapcsolatos, amely akkor jelentkezik, ha a támaszokra ható terhelések egyenlőtlenek az aszimmetrikus forgórészek kiegyensúlyozása során. Ez természetesen a támaszok helytelen igazodásához és a rotor tengelyének függőleges síkban történő elferdüléséhez vezet. E hiba egyik negatív következménye lehet olyan erők fellépése, amelyek a forgás során a rotor tengelyirányú elmozdulását okozzák.

3.9. ábra. Lágy csapágytámasz konstrukciós változata hengeres rugókat használó kiegyensúlyozó gépekhez.
3.1.4.4. Kemény csapágyas alátámasztás a gépekhez Amint azt az ügyfelekkel szerzett széleskörű tapasztalataink mutatják, a saját gyártású kiegyensúlyozók gyártóinak jelentős része az utóbbi időben a merev alátámasztással ellátott kemény csapágyas gépeket kezdte előnyben részesíteni. A 2.2. szakaszban a 2.16-2.18. ábrák különböző szerkezeti kialakítású, ilyen támasztékokat alkalmazó gépek fényképeit mutatják be. A 3.10. ábrán egy merev tartó tipikus vázlata látható, amelyet egyik ügyfelünk fejlesztett ki gépszerkezetéhez. Ez a tartó egy P alakú horonnyal ellátott lapos acéllemezből áll, amely a tartó hagyományos módon "merev" és "rugalmas" részekre osztja a tartót. A kiegyensúlyozatlan erő hatására a tartó "rugalmas" része deformálódhat a "merev" részhez képest. Ennek a deformációnak a nagysága, amelyet a tartó vastagsága, a hornyok mélysége és a tartó "rugalmas" és "merev" részét összekötő híd szélessége határoz meg, a gép mérőrendszerének megfelelő érzékelőivel mérhető. Mivel az ilyen tartók keresztirányú merevségének kiszámítására nincs módszer, amely figyelembe veszi a P alakú horony h mélységét, a híd t szélességét, valamint a tartó r vastagságát (lásd a 3.10. ábrát), ezeket a tervezési paramétereket jellemzően kísérletileg határozzák meg a fejlesztők.
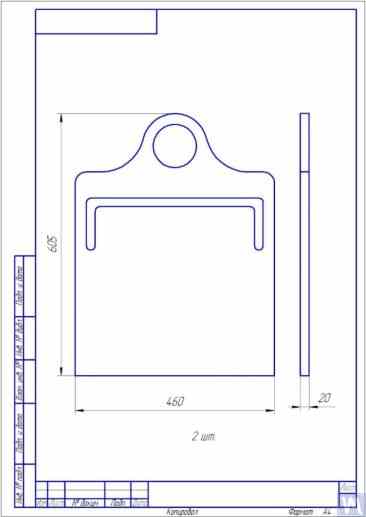
3.10. ábra. Kemény csapágytartó vázlata kiegyensúlyozó géphez
A 3.11. és 3.12. ábrán az ilyen, ügyfeleink saját gépei számára gyártott tartók különböző kiviteleit bemutató fényképek láthatók. Több gépgyártó ügyfelünktől kapott adatokat összegezve, a különböző méretű és terhelhetőségű gépekhez beállított támaszok vastagságára vonatkozó követelmények megfogalmazhatók. Például a 0,1 és 50-100 kg közötti súlyú rotorok kiegyensúlyozására szánt gépeknél a támasz vastagsága 20 mm lehet.

3.11. ábra. Kemény csapágytartók kiegyensúlyozó géphez, gyártó: A. Sinitsyn

3.12. ábra. Kemény csapágytartó kiegyensúlyozó géphez, gyártó: D. Krasilnikov
A 300-500 kg-ot meg nem haladó tömegű kiegyensúlyozott rotorral rendelkező gépeknél a tartó vastagsága 30-40 mm-re növelhető, az 1000-3000 kg maximális tömegű rotorok kiegyensúlyozására tervezett gépeknél pedig a tartó vastagsága elérheti az 50-60 mm-t vagy annál is nagyobbat. Amint a fent említett támaszok dinamikai jellemzőinek elemzése mutatja, a keresztirányú síkban (a "rugalmas" és a "merev" részek relatív deformációinak mérési síkja) mért sajátrezgési frekvenciájuk általában meghaladja a 100 Hz-et vagy annál is többet. A Hard Bearing támaszok sajátrezgési frekvenciái a frontális síkban, a kiegyensúlyozott rotor forgástengelyével egybeeső irányban mérve általában lényegesen alacsonyabbak. És elsősorban ezeket a frekvenciákat kell figyelembe venni a gépen kiegyensúlyozott forgó rotorok működési frekvenciatartományának felső határának meghatározásakor. Mint fentebb említettük, e frekvenciák meghatározása a 3.1. szakaszban ismertetett ütésgerjesztési módszerrel végezhető el.
3.2. Kiegyensúlyozó gépek tartószerkezetei 3.2.1. A tartószerkezetek fő típusai Mind a keménycsapágyas, mind a lágycsapágyas kiegyensúlyozó gépek gyártása során a kiegyensúlyozott forgórészek tartószerkezetekre történő felszereléséhez és forgatásához a következő jól ismert tartószerkezet-típusok ajánlhatók:

3.13. A prizmatikus tartószerkezet kiviteli változata, amelyet egy autóipari turbinák kiegyensúlyozó gépénél használnak
Hasonló tartószerkezeteket (lásd a fenti 3.8. ábrát) valósított meg például G. Glazov a gépében, amelyet szintén autóturbinák kiegyensúlyozására szánt. A fluorműanyagból készült prizmatikus tartószerkezet eredeti műszaki megoldását (lásd a 3.14. ábrát) az LLC "Technobalance" javasolta.

3.14. ábra. Az LLC "Technobalance" prizmatikus tartószerelvénye
Ez a különleges tartószerkezet két hengeres hüvely 1 és 2 felhasználásával készül, amelyek egymáshoz képest szögben vannak elhelyezve és tartótengelyekre vannak rögzítve. A kiegyensúlyozott rotor a hengerek generáló vonalai mentén érintkezik a hüvelyek felületeivel, ami minimalizálja a rotortengely és a tartó közötti érintkezési felületet, következésképpen csökkenti a súrlódási erőt a tartóban. Szükség esetén, ha a rotortengellyel való érintkezés területén a tartó felülete elhasználódik vagy megsérül, a kopás kompenzálására a hüvely tengelye körüli bizonyos szögben történő elforgatásával van lehetőség. Meg kell jegyezni, hogy nem fémes anyagból készült tartószerkezetek használata esetén gondoskodni kell a kiegyensúlyozott rotor géptesthez való földelésének szerkezeti lehetőségéről, ami kiküszöböli a működés közben fellépő erős statikus elektromos töltések kockázatát. Ez egyrészt segít csökkenteni az elektromos interferenciát és zavarokat, amelyek befolyásolhatják a gép mérőrendszerének teljesítményét, másrészt pedig kiküszöböli a statikus elektromosság hatása által a személyzetre gyakorolt hatás kockázatát.
3.2.1.2. Görgőtartó szerelvények Ezeket a szerelvényeket jellemzően az 50 kilogrammnál nagyobb tömegű vagy nagyobb tömegű rotorok kiegyensúlyozására tervezett gépek tartóira szerelik. Használatuk jelentősen csökkenti a súrlódási erőket a támaszokban a prizmatikus támaszokhoz képest, megkönnyítve ezzel a kiegyensúlyozott rotor forgását. A 3.15. ábra példaként egy olyan tartószerkezet tervezési változatát mutatja be, ahol a termék pozicionálásához görgőket használnak. Ebben a konstrukcióban az 1. és 2. görgőként szabványos gördülőcsapágyakat használnak, amelyek külső gyűrűi a gép 3. tartótestében rögzített, helyhez kötött tengelyeken forognak. A 3.16. ábra egy bonyolultabb görgős tartószerkezet vázlatát ábrázolja, amelyet az egyik saját gyártású kiegyensúlyozógép-gyártó valósított meg a projektjében. Amint a rajzból látható, a görgő (és következésképpen a tartószerkezet egésze) teherbírásának növelése érdekében a görgőtestbe (3) egy gördülőcsapágypárt (1 és 2) építettek be. Ennek a konstrukciónak a gyakorlati megvalósítása, minden nyilvánvaló előnye ellenére, meglehetősen bonyolult feladatnak tűnik, amely a görgőtest 3 önálló gyártásának szükségességével függ össze, amelyhez nagyon magas követelményeket támasztanak a geometriai pontosság és az anyag mechanikai jellemzői tekintetében.

3.15. ábra. Példa a görgőtartó szerelvény kialakítására
3.16. ábra. Példa görgős tartószerkezet kialakítására két gördülőcsapággyal
A 3.17. ábra a "Technobalance" LLC szakemberei által kifejlesztett önbeálló görgős tartószerkezet tervezési változatát mutatja be. Ebben a konstrukcióban a görgők önbeállító képességét úgy érik el, hogy két további szabadsági fokot biztosítanak számukra, ami lehetővé teszi, hogy a görgők kis szögmozgásokat végezzenek az X és Y tengely körül. Az ilyen tartószerkezeteket, amelyek nagy pontosságot biztosítanak a kiegyensúlyozott rotorok felszerelésében, általában a nehéz kiegyensúlyozó gépek támasztékaira ajánlják.

3.17. ábra. Példa az önbeálló görgőtartó szerelvény kialakítására
Amint korábban említettük, a görgős tartószerkezetek általában meglehetősen magas követelményeket támasztanak a precíziós gyártás és a merevség tekintetében. Különösen a görgők radiális kifutására vonatkozó tűréshatárok nem haladhatják meg a 3-5 mikron értéket.
A gyakorlatban ezt még a jól ismert gyártók sem mindig érik el. Például a szerző által a "K. Shenk" márkájú, H8V típusú kiegyensúlyozó géphez alkatrészként vásárolt új görgőtartók radiális futásvizsgálata során a görgők radiális futása elérte a 10-11 mikron értéket.
3.2.1.3. Orsótartó szerelvények
A karimás rögzítésű rotorok (például kardántengelyek) kiegyensúlyozó gépeken történő kiegyensúlyozásakor a kiegyensúlyozott termékek pozicionálásához, rögzítéséhez és forgatásához tartószerkezetként orsókat használnak.
Az orsók a kiegyensúlyozó gépek egyik legösszetettebb és legkritikusabb alkatrészei, amelyek nagymértékben felelősek az előírt kiegyensúlyozási minőség eléréséért.
Az orsók tervezésének és gyártásának elmélete és gyakorlata meglehetősen jól kidolgozott, és számos publikációban tükröződik, köztük a "Details and Mechanisms of Metal-Cutting Machine Tools" [1] című monográfiában, amelyet Dr. Eng. D.N. Reshetov által szerkesztett, a fejlesztők számára leghasznosabb és legkönnyebben hozzáférhető mű.
A kiegyensúlyozó géporsók tervezése és gyártása során figyelembe veendő fő követelmények közül a következőket kell kiemelni:
a) Az orsószerkezet nagy merevségének biztosítása, amely elegendő ahhoz, hogy megakadályozza a kiegyensúlyozott rotor kiegyensúlyozatlan erőinek hatására fellépő elfogadhatatlan deformációkat;
b) Az orsó forgástengely pozíciójának stabilitásának biztosítása, amelyet az orsó radiális, axiális és tengelyirányú kifutásának megengedett értékei jellemeznek;
c) Az orsócsapok, valamint a kiegyensúlyozott termékek rögzítéséhez használt ülő- és tartófelületek megfelelő kopásállóságának biztosítása.
E követelmények gyakorlati megvalósítását az [1] munka VI. szakasza "Orsók és támaszaik" részletesen ismerteti.
Különösen az orsók merevségének és forgáspontosságának ellenőrzésére szolgáló módszerek, a csapágyak kiválasztására vonatkozó ajánlások, az orsó anyagának kiválasztása és edzési módszerei, valamint sok más hasznos információ található ebben a témában.
A munka [1] megállapítja, hogy a legtöbb fémforgácsoló szerszámgép-típusnál az orsók tervezése során főként kétcsapágyas rendszert alkalmaznak.
A 3.18. ábra egy példát mutat egy ilyen kétcsapágyas konstrukcióra, amelyet marógép-orsókban használnak (részletek az [1] munkában találhatók).
Ez a séma nagyon alkalmas kiegyensúlyozó géptengelyek gyártására, amelyek tervezési változatainak példáit az alábbi 3.19-3.22. ábrák mutatják.
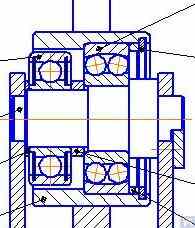
A 3.19. ábra egy kiegyensúlyozó gép vezető orsóegységének egyik konstrukciós változatát mutatja, amely két radiális nyomócsapágyon forog, amelyek mindegyike saját, független 1. és 2. házzal rendelkezik. Az orsó tengelyére (3) egy kardántengely karimás rögzítésére szolgáló karima (4) és egy szíjtárcsa (5) van felszerelve, amely a forgást a villanymotorból egy ékszíjhajtás segítségével továbbítja az orsóra.
3.18. ábra. Egy kétcsapágyas marógéporsó vázlata

3.19. ábra. Példa a két független csapágyazású tengely kialakítására
3.20. és 3.21. ábra két, egymással szorosan összefüggő, vezető orsószerkezetet mutatnak. Mindkét esetben az orsócsapágyak egy közös házba (1) vannak beépítve, amely rendelkezik az orsótengely beépítéséhez szükséges átmenő axiális furattal. Ennek a furatnak a be- és kijáratánál a házban speciális furatok vannak (az ábrákon nem láthatóak), amelyeket a radiális tolócsapágyak (görgős vagy golyós) és a csapágyak külső gyűrűinek rögzítésére szolgáló speciális peremfedelek 5 befogadására terveztek.
Az előző változathoz hasonlóan (lásd a 3.19. ábrát) az orsó tengelyére egy, a hajtótengely karimás rögzítésére szolgáló előlapot 2, valamint egy, a villanymotorból a forgás átvitelére szolgáló szíjhajtáson keresztül a tengelyre egy szíjtárcsát 3 szerelnek fel. Az orsótengelyhez egy 4-es végtag is rögzítve van, amely az orsó szöghelyzetének meghatározására szolgál, és amelyet akkor használnak, amikor a kiegyensúlyozás során teszt- és korrekciós súlyokat szerelnek a rotorra.

3.20. ábra. Példa 1. példa egy közös házba szerelt két csapágytartóra szerelt vezetőorsó kialakítására

3.21. ábra. Példa 2. példa a vezetőorsó kialakítására két, közös házba szerelt csapágytartón
 \
\
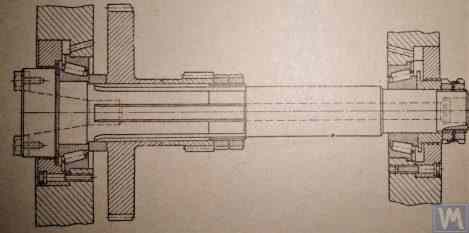
3.22. ábra. Példa a meghajtott (hátsó) orsó kialakítására
3.22. ábra egy gép hajtott (hátsó) orsószerkezetének egy konstrukciós változatát mutatja, amely csak abban különbözik a vezető orsótól, hogy nincs rajta a hajtócsiga és a végtag, mivel ezekre nincs szükség.
Ahogyan a 3.20-3.22. ábra, a fent tárgyalt orsóegységeket speciális bilincsek (hevederek) 6 segítségével rögzítik a kiegyensúlyozó gépek lágycsapágyas tartóira. Szükség esetén más rögzítési módszerek is alkalmazhatók, biztosítva a megfelelő merevséget és pontosságot az orsóegységnek a támaszon való elhelyezéséhez.
3.23. ábra az említett orsóhoz hasonló karimás rögzítés kialakítását szemlélteti, amely egy kiegyensúlyozó gép kemény csapágyazású tartójára történő felszereléshez használható.

3.22. ábra. Példa egy meghajtott (hátsó) orsó tervezési végrehajtására
3.22. ábra egy gép hajtott (hátsó) orsóegységének egy konstrukciós változatát mutatja be, amely csak abban különbözik a vezető orsótól, hogy hiányzik belőle a hajtócsiga és a végtag, mivel nincs rá szükség.
Ahogyan a 3.20-3.22. ábra, a tárgyalt orsóegységeket speciális bilincsek (hevederek) segítségével rögzítik a kiegyensúlyozó gépek lágy csapágytartóihoz 6. Szükség esetén más rögzítési módszerek is alkalmazhatók, amelyek biztosítják a megfelelő merevséget és pontosságot az orsóegységnek a támaszon való elhelyezéséhez.
3.23. ábra egy ilyen orsó karimás rögzítésének kialakítását mutatja be, amely egy kiegyensúlyozó gép kemény csapágyazású tartójára történő felszereléshez használható.
3.1.4.3. Hengeres rugókkal készült lágy csapágyazású géptámaszok
A Soft Bearing kiegyensúlyozó gép példája, amelyben a tartók kialakításánál hengeres nyomórugókat használnak, az alábbiakban látható. 3.9. ábra. Ennek a konstrukciós megoldásnak a fő hátránya az első és a hátsó támaszok eltérő mértékű rugódeformációjához kapcsolódik, amely aszimmetrikus rotorok kiegyensúlyozásakor a támaszokra ható egyenlőtlen terhelés esetén jelentkezik. Ez természetesen a támaszok helytelen igazodásához és a rotor tengelyének függőleges síkban történő elferdüléséhez vezet. E hiba egyik negatív következménye lehet olyan erők fellépése, amelyek a forgás során a rotor tengelyirányú elmozdulását okozzák.
3.24. ábra. Az orsó merevségének és radiális kifutásának meghatározásához használt számítási séma (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], fig (3.4)
ahol:
A 3.4. képlet átalakításával az orsószerelvény merevségének kívánt számított értéke jшп meghatározható: jшп = P / Y, kg/cm (3.5)
Figyelembe véve a [1] munkában a közepes méretű kiegyensúlyozó gépekre vonatkozó ajánlásokat, ez az érték nem lehet 50 kg/µm alatt.
Korábban megjegyeztük, hogy az orsószerkezet radiális merevségére a fő hatást a tengely átmérője gyakorolja, amelynek növekedésével a J1 és J2 tehetetlenségi nyomatékok négyzetesen nőnek, és ennek megfelelően (lásd a 3.4. egyenletet) az orsó terhelés alatti Y rugalmas elmozdulásának mértéke csökken.
Amint a 3.4. egyenletből látható, az orsó merevségét a támaszok közötti távolság is befolyásolja. c és a konzol hossza g, amelynek a tervezés során történő optimalizálása szintén jelentősen javítja az orsószerelvény minőségét.
Meg kell jegyezni, hogy az orsók tervezésekor figyelmet kell fordítani a tengelymerevség biztosítására is, amely elsősorban az orsócsapágyak tengelymerevségétől és a ház merevségétől függ.
Az orsórezgések saját frekvenciája, amely nem lehet 500-600 Hz alatt, közvetlenül az orsószerkezetek merevségével függ össze. Ez a paraméter kísérletileg meghatározható a "Balanset" sorozatú eszközökkel, a 3.1.3.1. szakaszban tárgyalt ütésgerjesztési módszer alkalmazásával.
Tekintettel arra, hogy az orsószerelvények paramétereinek meghatározása sok fejlesztő számára jelentős kihívást jelent, ajánlatos az [1] és [2] munkákban bemutatott, nomogramok használatán alapuló grafikus számítási módszer alkalmazása, amely jelentősen leegyszerűsíti e feladat megoldását és csökkenti a teljesítéshez szükséges időt.
3.2.1.3.4. Az orsó forgására vonatkozó pontossági követelmények biztosítása
A forgási pontosság a fent tárgyalt merevséggel együtt a kiegyensúlyozó gép orsóegységének kritikus jellemzője, amely jelentősen befolyásolhatja a kiegyensúlyozás minőségét. A gyakorlat azt mutatja, hogy az orsó forgási pontossága közvetlenül függ számos tényezőtől, többek között:
Először is, a gyártóknak az általuk használt csapágyak pontosságára kell összpontosítaniuk, mivel ezek hatása a kétcsapágyas orsó forgási pontosságára (radiális futás) (lásd a számítási sémát a 3.24. ábra) megközelítőleg megbecsülhető a 3.5. képlet alapján végzett ellenőrző számítással.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
ahol:
3.2.1.3.5. Az orsó egyensúlyi követelményeinek biztosítása
A kiegyensúlyozó gépek orsószerelvényeinek jól kiegyensúlyozottnak kell lenniük, mivel minden tényleges kiegyensúlyozatlanság további hibaként áttevődik a kiegyensúlyozandó rotorra. Az orsó maradék kiegyensúlyozatlanságának technológiai tűréshatárainak beállításakor általában azt tanácsolják, hogy a kiegyensúlyozás pontossági osztálya legalább 1-2 osztállyal magasabb legyen, mint a gépen kiegyensúlyozandó terméké.
Figyelembe véve az orsók fent tárgyalt tervezési jellemzőit, kiegyensúlyozásukat két síkban kell elvégezni.
3.2.1.3.6. Az orsócsapágyak teherbírásának és tartóssági követelményeinek biztosítása
Az orsók tervezésekor és a csapágyméretek kiválasztásakor célszerű előzetesen felmérni a csapágyak tartósságát és terhelhetőségét. E számítások elvégzésének módszertana részletesen megtalálható az ISO 18855-94 (ISO 281-89) "Gördülőcsapágyak - Dinamikus terhelhetőségi értékek és névleges élettartam" [3], valamint számos (köztük digitális) gördülőcsapágy kézikönyvben.
3.2.1.3.7. Az orsócsapágyak elfogadható fűtésére vonatkozó követelmények biztosítása
A [1] ajánlásai szerint az orsócsapágyak külső gyűrűinek megengedett legnagyobb felmelegedése nem haladhatja meg a 70 °C-ot. A jó minőségű kiegyensúlyozás biztosítása érdekében azonban a külső gyűrűk ajánlott fűtése nem haladhatja meg a 40-45°C-ot.
3.2.1.3.8. A szíjhajtás típusának kiválasztása és az orsó meghajtó tárcsájának kialakítása
A kiegyensúlyozó gép hajtóorsójának kialakításakor ajánlott, hogy annak forgását laposszíjhajtással biztosítsák. Egy példa az ilyen hajtás megfelelő használatára az orsó működtetéséhez a következő dokumentumban található 3.20. és 3.23. ábra. Az ékszíj- vagy fogazott szíjhajtások használata nem kívánatos, mivel ezek a szíjak és a szíjtárcsák geometriai pontatlanságai miatt további dinamikus terhelést jelenthetnek az orsóra, ami viszont további mérési hibákhoz vezethet a kiegyensúlyozás során. A lapos meghajtószíjakhoz használt szíjtárcsákra vonatkozó ajánlott követelményeket az ISO 17383- 73 "Csigák lapos meghajtószíjakhoz" című szabvány tartalmazza [4].
A hajtószíjtárcsát az orsó hátsó végén kell elhelyezni, a lehető legközelebb a csapágyegységhez (a lehető legkisebb túlnyúlással). A szíjtárcsa túlnyúló elhelyezésére vonatkozó tervezési döntés, amelyet az alábbiakban bemutatott orsó gyártása során hoztak meg 3.19. ábra, sikertelennek tekinthető, mivel jelentősen növeli az orsótartókra ható dinamikus hajtóerő pillanatát.
E konstrukció másik jelentős hátránya az ékszíjhajtás használata, amelynek gyártási és szerelési pontatlanságai szintén az orsó nemkívánatos többletterhelésének forrása lehet.
3.3. Ágy (keret)
Az ágy a kiegyensúlyozó gép fő tartószerkezete, amelyen a fő elemei alapulnak, beleértve a tartóoszlopokat és a hajtómotort. A kiegyensúlyozó gép ágyának kiválasztásakor vagy gyártásakor biztosítani kell, hogy az ágy számos követelménynek megfeleljen, beleértve a szükséges merevséget, a geometriai pontosságot, a rezgésállóságot és a vezetők kopásállóságát.
A gyakorlat azt mutatja, hogy a saját igényeiknek megfelelő gépek gyártásakor leggyakrabban a következő ágyazási lehetőségeket használják:
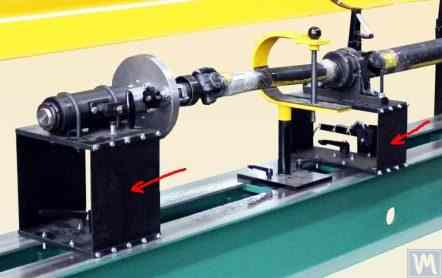
3.25. ábra egy famegmunkáló gép ágyát mutatja, amelyet sikeresen használtak egy kardántengelyek kiegyensúlyozására tervezett gép gyártásához.

3.25. ábra. Példa egy használt faipari gépágy felhasználására egy kardántengelyek kiegyensúlyozására szolgáló gép gyártásához.
3.26. és 3.27. ábra példákat mutatnak az esztergapadok használatára, amelyek alapján egy speciális Keménycsapágyas gépet gyártottak csigák kiegyensúlyozására és egy univerzális Lágycsapágyas kiegyensúlyozó gépet hengeres forgórészekhez. A barkácsolók számára az ilyen megoldások lehetővé teszik, hogy minimális idő- és költségráfordítással létrehozzák a kiegyensúlyozó gép merev tartórendszerét, amelyre különböző típusú (Hard Bearing és Soft Bearing) tartóállványok szerelhetők. A gyártó fő feladata ebben az esetben az, hogy biztosítsa (és szükség esetén helyreállítsa) a gépvezetékek geometriai pontosságát, amelyekre a tartóállványok épülnek. A barkácsgyártás körülményei között általában finom kaparást alkalmaznak a vezetők előírt geometriai pontosságának visszaállítására.

3.26. ábra. Példa egy használt esztergapad használatára egy keménycsapágyas gép gyártásához a csigák kiegyensúlyozásához.

3.27. ábra. Példa egy használt esztergapad használatára egy lágycsapágyas gép gyártásához tengelyek kiegyensúlyozására.
3.28. ábra a két csatornából összeállított ágy egy változatát mutatja. Ennek az ágynak a gyártása során levehető csavaros kapcsolatokat alkalmaznak, amelyek lehetővé teszik, hogy az ágy deformációja az összeszerelés során további technológiai műveletek nélkül minimalizálható vagy teljesen kiküszöbölhető legyen. A meghatározott ágy vezetőinek megfelelő geometriai pontossága érdekében a felhasznált csatornák felső karimáinak mechanikai megmunkálására (csiszolás, finommarás) lehet szükség.

3.28. ábra. Példa összeszerelt ágy gyártására csatornákból
3.29. és 3.30. ábra a hegesztett ágyak változatai, amelyek szintén két csatornából készülnek. Az ilyen ágyak gyártástechnológiája egy sor további műveletet igényelhet, például hőkezelést a hegesztés során fellépő belső feszültségek enyhítésére. Az összeszerelt ágyakhoz hasonlóan a hegesztett ágyak vezetőinek megfelelő geometriai pontossága érdekében a felhasznált csatornák felső karimáinak mechanikai megmunkálását (csiszolás, finommarás) kell tervezni.

3.29. ábra. Példa hegesztett ágy gyártására csatornákból
3.30. ábra. Példa hegesztett ágy gyártására csatornákból
A közelmúltban széles körben elterjedtek a rezgéscsillapító bevonattal ellátott polimerbetonból készült ágyak. Az ágyak gyártásának ez a technológiája jól leírható az interneten, és a barkácsolók könnyen megvalósíthatják. A viszonylagos egyszerűség és az alacsony előállítási költség miatt ezek az ágyak számos kulcsfontosságú előnnyel rendelkeznek fém társaikkal szemben:
Az ilyen ágyak gyártásakor jellemzően a felső részüket acélbetétekkel erősítik meg, amelyeket vezetőként használnak, és amelyekre a kiegyensúlyozó gép tartóállványai épülnek. A 3.31. ábra például egy, a "Technobalance" LLC által gyártott kardántengelyek kiegyensúlyozására szolgáló gép fényképét mutatja, amelynek ágya polimerbetonból készült.

3.31. ábra. Példa egy polimerbetonból készült kiegyensúlyozó gépágyra
3.4. Kiegyensúlyozó gépek hajtásai
Amint az ügyfeleink által a kiegyensúlyozó gépek gyártása során alkalmazott tervezési megoldások elemzése mutatja, a hajtások tervezése során főként a változó frekvenciájú hajtásokkal felszerelt váltakozóáramú motorok használatára összpontosítanak. Ez a megközelítés lehetővé teszi a kiegyensúlyozott rotorok széles körűen állítható fordulatszámát minimális költséggel. A kiegyensúlyozott rotorok forgatásához használt főhajtómotorok teljesítményét általában e rotorok tömege alapján választják ki, és megközelítőleg ez lehet:
Ezeket a motorokat mereven fel kell szerelni a gépágyra vagy annak alapzatára. A gépre (vagy a telepítés helyszínére) történő felszerelés előtt a főhajtómotort a kimeneti tengelyére szerelt szíjtárcsával együtt gondosan ki kell kiegyensúlyozni. A változtatható frekvenciájú meghajtó által okozott elektromágneses zavarok csökkentése érdekében ajánlott hálózati szűrőket telepíteni a bemenetére és a kimenetére. Ezek lehetnek a hajtások gyártói által szállított szabványos, készleten lévő termékek vagy ferritgyűrűk felhasználásával készült házi készítésű szűrők.