






3. Eisen voor de constructie van basiseenheden en mechanismen van balanceermachines 3.1. Lagers 3.1.1. Theoretische grondslagen van lagerontwerp
In het vorige hoofdstuk werden de belangrijkste ontwerpuitvoeringen van zachte en harde lagersteunen voor balanceermachines in detail besproken. Een cruciale parameter waar ontwerpers rekening mee moeten houden bij het ontwerpen en produceren van deze steunen is hun natuurlijke oscillatiefrequentie. Dit is belangrijk omdat de meting van niet alleen de trillingsamplitude (cyclische vervorming) van de steunen, maar ook de trillingsfase nodig is voor de berekening van de parameters van correctiegewichten door de meet- en rekensystemen van de machine.
Als de natuurlijke frequentie van een ondersteuning samenvalt met de rotatiefrequentie van de gebalanceerde rotor (ondersteuningsresonantie), is nauwkeurige meting van amplitude en fase van trillingen praktisch onmogelijk. Dit wordt duidelijk geïllustreerd in de grafieken die veranderingen in amplitude en fase van de trillingen van het support als functie van de rotatiefrequentie van de gebalanceerde rotor laten zien (zie Fig. 3.1).
Uit deze grafieken volgt dat wanneer de rotatiefrequentie van de gebalanceerde rotor de natuurlijke frequentie van de trillingen van de ondersteuning nadert (d.w.z. wanneer de verhouding fp/fo dicht bij 1 ligt), er een aanzienlijke toename in amplitude is die samenhangt met de resonantie-oscillaties van de ondersteuning (zie Fig. 3.1.a). Tegelijkertijd laat grafiek 3.1.b zien dat er in de resonantiezone een scherpe verandering is in de fasehoek ∆F°, die kan oplopen tot 180°.
Met andere woorden, bij het balanceren van een mechanisme in de resonantiezone kunnen zelfs kleine veranderingen in de rotatiefrequentie leiden tot aanzienlijke instabiliteit in de meetresultaten van amplitude en fase van de trilling, wat leidt tot fouten bij het berekenen van de parameters van correctiegewichten en de kwaliteit van het balanceren negatief beïnvloedt.
De bovenstaande grafieken bevestigen eerdere aanbevelingen dat voor machines met een harde lagering de bovengrens van de operationele frequenties van de rotor (minstens) 2 tot 3 keer lager moet liggen dan de natuurlijke frequentie van de ondersteuning. Voor machines met een zachte lagering moet de ondergrens van de toelaatbare operationele frequenties van de gebalanceerde rotor (minstens) 2 tot 3 keer hoger liggen dan de natuurlijke frequentie van de ondersteuning.
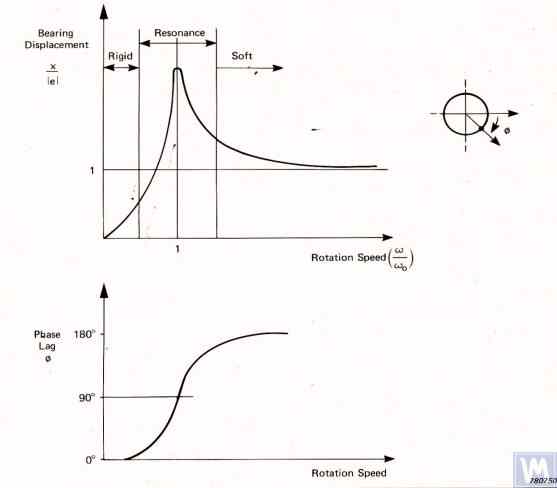
Afbeelding 3.1. Grafieken met veranderingen in de relatieve amplitude en fase van trillingen van de balanceermachineondersteuning als functie van veranderingen in de rotatiefrequentie.
Gezien de gepresenteerde informatie wordt het gebruik van de machine in het resonantiegebied van de steunen (rood gemarkeerd in Fig. 3.1) afgeraden. De grafieken in Fig. 3.1 tonen ook aan dat voor dezelfde onbalans van de rotor de werkelijke trillingen van de machine op de Soft Bearing-machineondersteuningen aanzienlijk lager zijn dan de trillingen op de Soft Bearing-machineondersteuningen.
Hieruit volgt dat sensoren voor het meten van trillingen van steunen in machines met harde lagers een hogere gevoeligheid moeten hebben dan die in machines met zachte lagers. Deze conclusie wordt goed ondersteund door de praktijk van het gebruik van sensoren, waaruit blijkt dat absolute trillingssensoren (vibro-accelerometers en/of vibrosnelheidssensoren), die met succes worden gebruikt in balanceermachines met zachte lagers, vaak niet de vereiste balanceerkwaliteit kunnen bereiken op machines met harde lagers.
Op deze machines is het aan te raden om relatieve trillingssensoren te gebruiken, zoals krachtsensoren of zeer gevoelige verplaatsingssensoren.
3.1.2. Schatting van natuurlijke frequenties van ondersteuningen met berekeningsmethoden
Een ontwerper kan een benaderende (schattings)berekening van de eigenfrequentie van een steunschijf uitvoeren met formule 3.1, door het simplistisch te behandelen als een trillingssysteem met één vrijheidsgraad, die (zie Fig. 2.19.a) wordt voorgesteld door een massa M, oscillerend op een veer met stijfheid K.
fo=2π1MK(3.1)
De massa M die in de berekening voor een symmetrische rotor met tussenlagers wordt gebruikt, kan worden benaderd met formule 3.2.
M=Mo+nMr(3.2) waarbij Mo de massa van het bewegende deel van de steun in kg is; Mr de massa van de gebalanceerde rotor in kg is; n het aantal machinesteunen is dat bij het balanceren betrokken is.
De stijfheid K van de ondersteuning wordt berekend met formule 3.3 op basis van de resultaten van experimenteel onderzoek waarbij de vervorming ΔL van de ondersteuning wordt gemeten wanneer deze wordt belast met een statische kracht P (zie Fig. 3.2.a en 3.2.b).
K=ΔLP(3.3) waarbij ΔL de vervorming van de steun in meters is; P de statische kracht in Newton.
De grootte van de belastingkracht P kan worden gemeten met een krachtmeetinstrument (bijvoorbeeld een dynamometer). De verplaatsing van de steun ΔL wordt bepaald met een apparaat voor het meten van lineaire verplaatsingen (bijvoorbeeld een meetklok).
3. Eisen voor de constructie van basiseenheden en mechanismen van balanceermachines 3.1. Lagers 3.1.2. Berekening van natuurlijke frequenties van ondersteuningen met rekenmethoden
Berekeningen van de eigenfrequenties van steunen met behulp van het hierboven besproken berekeningsschema kunnen in twee richtingen worden uitgevoerd:
Het berekenen van de eigenfrequenties van steunen in verticale richting vereist het gebruik van een complexere berekeningstechniek, die (naast de parameters van de steun en de gebalanceerde rotor zelf) rekening moet houden met de parameters van het frame en de specifieke installatie van de machine op de fundering. Deze methode wordt niet besproken in deze publicatie. De analyse van formule 3.1 maakt enkele eenvoudige aanbevelingen mogelijk die machineontwerpers in overweging moeten nemen bij hun praktische activiteiten. In het bijzonder kan de eigenfrequentie van een steun worden veranderd door de stijfheid en/of massa te veranderen. Het verhogen van de stijfheid verhoogt de eigenfrequentie van de steun, terwijl het verhogen van de massa deze verlaagt. Deze veranderingen hebben een niet-lineaire, kwadratisch-inverse relatie. Bijvoorbeeld, een verdubbeling van de stijfheid van de steun verhoogt de eigenfrequentie slechts met een factor 1,4. Op dezelfde manier verlaagt een verdubbeling van de massa van het bewegende deel van de steun de eigenfrequentie slechts met een factor 1,4.
3.1.3. Experimentele methoden voor het bepalen van natuurlijke frequenties van steunen
Aangezien de hierboven besproken berekening van natuurlijke frequenties van steunen, uitgevoerd met een vereenvoudigde methode, tot aanzienlijke fouten kan leiden, geven de meeste amateur-ontwikkelaars er de voorkeur aan om deze parameters te bepalen met behulp van experimentele methoden. Hiervoor maken ze gebruik van de mogelijkheden van moderne trillingsmeetsystemen van balanceermachines, waaronder de instrumenten uit de "Balanset" serie.
3.1.3.1. Bepaling van de eigenfrequenties van dragers met de botsingsopwekkingsmethode
De schokopwekkingsmethode is de eenvoudigste en meest gebruikte manier om de natuurlijke trillingsfrequentie van een ondersteuning of een ander machineonderdeel te bepalen. Deze methode is gebaseerd op het feit dat wanneer een voorwerp, zoals een bel (zie Fig. 3.3), door een schok wordt opgewekt, de reactie zich manifesteert als een geleidelijk afnemende trillingsreactie. De frequentie van het trillingssignaal wordt bepaald door de structurele eigenschappen van het object en komt overeen met de frequentie van de natuurlijke trillingen. Voor het opwekken van trillingen door impact kan elk zwaar gereedschap gebruikt worden, zoals een rubberen hamer of een gewone hamer.
Figuur 3.3. Diagram van botsingsprikkeling gebruikt om de natuurlijke frequenties van een voorwerp te bepalen
De massa van de hamer moet ongeveer 10% bedragen van de massa van het voorwerp dat wordt geëxciteerd. Om de trillingsreactie vast te leggen, moet een trillingssensor op het te onderzoeken voorwerp worden geïnstalleerd, waarbij de meetas is uitgelijnd met de richting van de schokexcitatie. In sommige gevallen kan een microfoon van een geluidsmeettoestel als sensor worden gebruikt om de trillingsrespons van het voorwerp waar te nemen.
De trillingen van het object worden door de sensor omgezet in een elektrisch signaal, dat vervolgens naar een meetinstrument wordt gestuurd, zoals de ingang van een spectrum analyzer. Dit instrument registreert de tijdfunctie en het spectrum van het afnemende trillingsproces (zie Fig. 3.4), waarvan de analyse het mogelijk maakt om de frequentie (frequenties) van de natuurlijke trillingen van het object te bepalen.
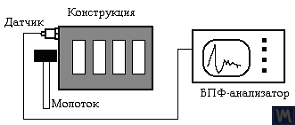
Figuur 3.4. Schema van meting en registratie van de natuurlijke trillingen van een object
Zoals de meeste moderne trillingsmeetinstrumenten kunnen de meetsystemen van de "Balanset"-serie worden gebruikt om de natuurlijke frequenties van een object (bijv. steunen van een balanceermachine) te bepalen wanneer de trillingen worden opgewekt door impact. Deze procedure op apparaten uit de "Balanset"-serie kan worden uitgevoerd in de modus Extra functies van het apparaat "Grafieken. Spectrum" of in een gespecialiseerde modus "Graphs. Impact", die is opgenomen in de nieuwste versies van de 'Balanset 1'-software.
Als resultaat van deze procedure wordt op het computerscherm een werkvenster weergegeven met grafieken van de tijdfunctie en het spectrum van afnemende trillingen, die optreden in de onderzochte constructie bij botsingsprikkeling. Een voorbeeld van zo'n grafiek wordt getoond in figuur 3.5.

Figuur 3.5. Programma-interface met tijdfunctiegrafieken en spectrum van afnemende impacttrillingen van de onderzochte structuur
De analyse van de spectrumgrafiek in figuur 3.5 (zie het onderste deel van het werkvenster) laat zien dat de hoofdcomponent van de natuurlijke trillingen van de onderzochte constructie, bepaald met betrekking tot de abscis-as van de grafiek, optreedt bij een frequentie van 9,5 Hz. Deze methode kan worden aanbevolen voor studies van de natuurlijke trillingen van zowel zacht- als hardgelagerde balanceermachineondersteuningen.
3.1.3.2. Bepaling van de natuurlijke frequenties van steunen in de uitwijkmodus
In sommige gevallen kunnen de natuurlijke frequenties van steunen worden bepaald door cyclisch de amplitude en fase van trillingen "op de kust" te meten. Bij het uitvoeren van deze methode wordt de rotor die op de onderzochte machine is geïnstalleerd aanvankelijk versneld tot zijn maximale rotatiesnelheid, waarna de aandrijving wordt losgekoppeld en de frequentie van de storende kracht die verband houdt met de onbalans van de rotor geleidelijk afneemt van het maximum tot het punt van stopzetting.
In dit geval kunnen de eigenfrequenties van steunen worden bepaald door twee kenmerken:
In de toestellen van de serie "Balanset" kan de modus "Vibrometer" ("Balanset 1") of de modus "Balancing. Monitoring"-modus ("Balanset 2C" en "Balanset 4") worden gebruikt om de natuurlijke frequenties van objecten "op de kust" te detecteren, waardoor cyclische metingen van amplitude en fase van de trilling op de rotatiefrequentie van de rotor mogelijk zijn.
Bovendien bevat de "Balanset 1" software een speciale modus "Grafieken. Hiermee kunnen grafieken worden uitgezet van de veranderingen in amplitude en fase van de steuntrillingen op de kust als functie van de veranderende rotatiefrequentie, wat de diagnose van resonanties aanzienlijk vergemakkelijkt.
Opgemerkt moet worden dat, om voor de hand liggende redenen (zie paragraaf 3.1.1), de methode voor het identificeren van natuurlijke frequenties van steunen op de kust alleen kan worden gebruikt in het geval van het bestuderen van balansmachines met zachte lagers, waarbij de werkfrequenties van rotatie van de rotor aanzienlijk hoger zijn dan de natuurlijke frequenties van steunen in de dwarsrichting.
In het geval van machines met harde lagers, waarbij de werkfrequenties van de rotatie van de rotor de trillingen van de steunen op de kust aanzienlijk lager zijn dan de natuurlijke frequenties van de steunen, is het gebruik van deze methode praktisch onmogelijk.
3.1.4. Praktische aanbevelingen voor het ontwerpen en produceren van steunen voor balanceermachines 3.1.4.1. Zacht gelagerde machines met vlakke plaatveren
Verschillende ontwerpvarianten van balanceermachineondersteuningen met vlakke veren zijn hierboven in punt 2.1 besproken en in de figuren 2.7 - 2.9 afgebeeld. Volgens onze informatie worden dergelijke ontwerpen het meest gebruikt in machines die bedoeld zijn voor het balanceren van aandrijfassen.
Als voorbeeld nemen we de veerparameters die een van onze klanten (LLC "Rost-Service", St. Petersburg) gebruikte bij de productie van hun eigen machinesteunen. Deze machine was bedoeld voor het balanceren van aandrijfassen met 2, 3 en 4 steunen, met een massa van maximaal 200 kg. De geometrische afmetingen van de veren (hoogte * breedte * dikte) die gebruikt worden in de steunen van de leidende en aangedreven assen van de machine, gekozen door de klant, waren respectievelijk 3002003 mm.
De natuurlijke frequentie van de onbelaste steun, experimenteel bepaald met de botsingsprikkelmethode met behulp van het standaardmeetsysteem van de "Balanset 4"-machine, bleek 11 - 12 Hz te zijn. Bij een dergelijke natuurlijke trillingsfrequentie van de steunen mag de aanbevolen rotatiefrequentie van de gebalanceerde rotor tijdens het balanceren niet lager zijn dan 22-24 Hz (1320 - 1440 tpm).
De geometrische afmetingen van de vlakke veren die door dezelfde fabrikant op de tussensteunen werden gebruikt, waren respectievelijk 2002003 mm. Bovendien bleek uit het onderzoek dat de natuurlijke frequenties van deze steunen hoger waren, namelijk 13-14 Hz.
Op basis van de testresultaten kregen de machinefabrikanten het advies om de eigenfrequenties van de spindel en de tussensteunen op elkaar af te stemmen (gelijk te maken). Dit moet de selectie van het bereik van de operationele rotatiefrequenties van de aandrijfassen tijdens het balanceren vergemakkelijken en mogelijke instabiliteit van de meetwaarden van het meetsysteem voorkomen doordat de steunen in het gebied van resonantietrillingen komen.
De methoden voor het aanpassen van de eigenfrequenties van trillingen van steunen op platte veren liggen voor de hand. Deze aanpassing kan worden bereikt door de geometrische afmetingen of vorm van de vlakke veren te veranderen, bijvoorbeeld door in de lengte of breedte gleuven te frezen die de stijfheid verminderen.
Zoals eerder vermeld, kunnen de resultaten van een dergelijke afstelling worden gecontroleerd door de natuurlijke trillingsfrequenties van de steunen te bepalen met behulp van de methoden die zijn beschreven in de punten 3.1.3.1 en 3.1.3.2.
Afbeelding 3.6 presenteert een klassieke versie van het steunontwerp op platte veren, gebruikt in een van zijn machines door A. Sinitsyn. Zoals de afbeelding laat zien, bestaat de steun uit de volgende onderdelen:

Afbeelding 3.6. Ontwerpvariatie van een steun op vlakke veren
De bovenste plaat 1 van de steun kan worden gebruikt om de spindel of een tussenlager te monteren. Afhankelijk van het doel van de steun kan de onderste plaat 4 stevig aan de machinegeleiders worden bevestigd of op beweegbare geleiders worden geïnstalleerd, zodat de steun langs de geleiders kan bewegen. Steun 5 wordt gebruikt om een vergrendelingsmechanisme voor de steun te installeren, zodat deze stevig kan worden vastgezet tijdens het versnellen en vertragen van de gebalanceerde rotor.
Vlakke veren voor Soft Bearing machineondersteuningen moeten worden gemaakt van bladveren of hoogwaardig gelegeerd staal. Het gebruik van gewone constructiestaalsoorten met een lage rekgrens is niet aan te raden, omdat deze onder statische en dynamische belastingen tijdens bedrijf restvervorming kunnen ontwikkelen, wat kan leiden tot een vermindering van de geometrische nauwkeurigheid van de machine en zelfs tot verlies van de stabiliteit van de ondersteuning.
3.1.4.2. Zacht gelagerde machineondersteuningen met ophanging op stripveren
Bij het ontwerp van stripveren voor ondersteunende ophangingen moet aandacht worden besteed aan de keuze van de dikte en breedte van de stripveer, die enerzijds bestand moet zijn tegen de statische en dynamische belasting van de rotor op de ondersteuning en anderzijds de mogelijkheid van torsietrillingen van de ondersteunende ophanging, die zich manifesteren als axiale uitloop, moet voorkomen.
Voorbeelden van de structurele uitvoering van balanceermachines met bandveerophangingen worden getoond in de figuren 2.1 - 2.5 (zie hoofdstuk 2.1) en in de figuren 3.7 en 3.8 van dit hoofdstuk.

Afbeelding 3.7. Machine voor het uitbalanceren van rotoren van elektromotoren, gemonteerd, ontwikkeld door A. Mokhov.

Afbeelding 3.8. Machine voor het uitbalanceren van turbopomprotors, ontwikkeld door G. Glazov (Bishkek)
3.1.4.3. Zacht gelagerde machineondersteuningen met cilindrische veren
Een voorbeeld van een Soft Bearing balanceermachine, waarbij cilindrische drukveren worden gebruikt in het ontwerp van de steunen, wordt getoond in afbeelding 3.9. Het belangrijkste nadeel van deze ontwerpoplossing heeft te maken met de verschillende mate van veervervorming in de voorste en achterste steunen, die optreedt als de belasting op de steunen ongelijk is tijdens het balanceren van asymmetrische rotoren. Dit leidt natuurlijk tot een verkeerde uitlijning van de steunen en een scheefstand van de rotoras in het verticale vlak. Een van de negatieve gevolgen van dit defect kan het ontstaan van krachten zijn die ervoor zorgen dat de rotor axiaal verschuift tijdens rotatie.

Fig. 3.9. Constructievariant voor zachte lagersteunen voor balanceermachines met cilindrische veren.
3.1.4.4. Harde lagersteunen voor machines Uit onze uitgebreide ervaring met klanten blijkt dat een aanzienlijk deel van de fabrikanten van zelfgemaakte balansmachines de laatste tijd de voorkeur geeft aan harde lagermachines met stijve steunen. In hoofdstuk 2.2 tonen de figuren 2.16 - 2.18 foto's van verschillende structurele ontwerpen van machines die dergelijke steunen gebruiken. Een typische schets van een stijve steun, ontwikkeld door een van onze klanten voor hun machineconstructie, wordt getoond in Fig. 3.10. Deze steun bestaat uit een vlakke stalen plaat. Deze steun bestaat uit een vlakke stalen plaat met een P-vormige groef, die de steun conventioneel verdeelt in "stijve" en "flexibele" delen. Onder invloed van een onbalanskracht kan het "flexibele" deel van de steun vervormen ten opzichte van het "stijve" deel. De grootte van deze vervorming, bepaald door de dikte van de steun, de diepte van de groeven en de breedte van de brug die de "flexibele" en "stijve" delen van de steun verbindt, kan worden gemeten met geschikte sensoren van het meetsysteem van de machine. Bij gebrek aan een methode om de dwarsstijfheid van dergelijke steunen te berekenen, rekening houdend met de diepte h van de P-vormige groef, de breedte t van de brug en de dikte van de steun r (zie Fig. 3.10), worden deze ontwerpparameters meestal experimenteel bepaald door ontwikkelaars.
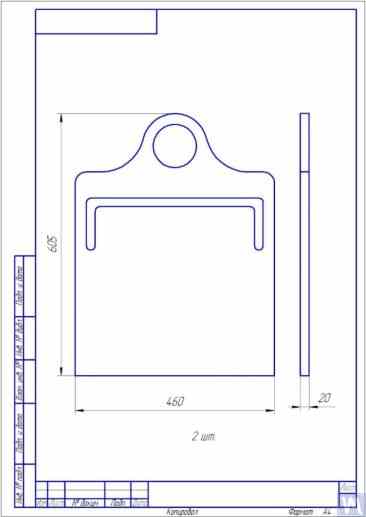
Fig. 3.10. Schets van harde lagersteun voor balanceermachine
Figuren 3.11 en 3.12 tonen verschillende implementaties van dergelijke steunen, vervaardigd voor de eigen machines van onze klanten. Op basis van de gegevens van verschillende van onze klanten die machinefabrikanten zijn, kunnen eisen worden geformuleerd voor de dikte van steunen voor machines van verschillende afmetingen en belastingscapaciteiten. Bijvoorbeeld, voor machines bedoeld om rotoren met een gewicht van 0,1 tot 50-100 kg te balanceren, kan de dikte van de steun 20 mm zijn.

Afb. 3.11. Harde lagersteunen voor balanceermachine, gemaakt door A. Sinitsyn

Afb. 3.12. Harde lagersteun voor balanceermachine, gemaakt door D. Krasilnikov
Voor machines met een uitgebalanceerde rotormassa van niet meer dan 300 - 500 kg kan de dikte van de steun worden vergroot tot 30 - 40 mm, en voor machines die zijn ontworpen voor het uitbalanceren van rotoren met een maximale massa variërend van 1000 tot 3000 kg kan de dikte van de steun 50 - 60 mm of meer bedragen. Zoals blijkt uit de analyse van de dynamische eigenschappen van bovengenoemde steunen, overschrijden hun natuurlijke trillingsfrequenties, gemeten in het dwarsvlak (het vlak waarin de relatieve vervormingen van de "flexibele" en "stijve" delen worden gemeten), gewoonlijk 100 Hz of meer. De natuurlijke trillingsfrequenties van Hard Bearing steunen in het frontale vlak, gemeten in de richting die samenvalt met de rotatieas van de gebalanceerde rotor, zijn meestal aanzienlijk lager. En het zijn deze frequenties die in de eerste plaats in aanmerking moeten worden genomen bij het bepalen van de bovengrens van het werkingsfrequentiebereik voor draaiende rotoren die op de machine zijn uitgebalanceerd. Zoals hierboven vermeld, kan de bepaling van deze frequenties worden uitgevoerd met de botsingsopwekkingsmethode die in paragraaf 3.1 wordt beschreven.
3.2. Ondersteunende assemblages van balanceermachines 3.2.1. Belangrijkste typen ondersteunende constructies Bij de productie van zowel balanceermachines met harde lagers als balanceermachines met zachte lagers kunnen de volgende bekende typen ondersteuningsconstructies worden aanbevolen, die worden gebruikt voor de installatie en rotatie van gebalanceerde rotors op steunen:

3.13. Uitvoeringsvariant van prismatische ondersteuningsconstructie, gebruikt op een balanceermachine voor autoturbines
Vergelijkbare ondersteunende assemblages (zie afbeelding 3.8 hierboven) zijn bijvoorbeeld geïmplementeerd door G. Glazov in zijn machine, ook bedoeld voor het balanceren van autoturbines. De originele technische oplossing van de prismatische ondersteunende assemblage, gemaakt van fluoroplastic (zie afbeelding 3.14), is voorgesteld door LLC "Technobalance".

Fig. 3.14. Prismatische steun door LLC "Technobalance".
Deze specifieke ondersteunende assemblage wordt gevormd door twee cilindrische hulzen 1 en 2, die in een hoek ten opzichte van elkaar zijn geïnstalleerd en op ondersteunende assen zijn bevestigd. De gebalanceerde rotor komt in contact met de oppervlakken van de hulzen langs de generatielijnen van de cilinders, waardoor het contactoppervlak tussen de rotoras en de steun wordt geminimaliseerd, waardoor de wrijvingskracht in de steun wordt verminderd. Indien nodig, in geval van slijtage of beschadiging van het steunoppervlak in het gebied van het contact met de rotoras, wordt de mogelijkheid van slijtagecompensatie geboden door de huls onder een bepaalde hoek om zijn as te draaien. Opgemerkt moet worden dat bij gebruik van ondersteunende assemblages van niet-metalen materialen, het noodzakelijk is om te voorzien in de structurele mogelijkheid om de gebalanceerde rotor te aarden aan de behuizing van de machine, waardoor het risico van krachtige statische elektriciteitsladingen tijdens bedrijf wordt geëlimineerd. Dit helpt ten eerste bij het verminderen van elektrische interferentie en storingen die de prestaties van het meetsysteem van de machine kunnen beïnvloeden, en ten tweede elimineert het het risico dat personeel wordt beïnvloed door de werking van statische elektriciteit.
3.2.1.2. Rolsteunen Deze assemblages worden meestal geïnstalleerd op steunen van machines die ontworpen zijn voor het uitbalanceren van rotors met een massa van meer dan 50 kilogram en meer. Het gebruik ervan vermindert de wrijvingskrachten in de steunen aanzienlijk in vergelijking met prismatische steunen, wat de rotatie van de gebalanceerde rotor vergemakkelijkt. Als voorbeeld toont afbeelding 3.15 een ontwerpvariant van een ondersteunende assemblage waarbij rollen worden gebruikt voor het positioneren van het product. In dit ontwerp worden standaard rollagers gebruikt als rollen 1 en 2, waarvan de buitenste ringen draaien op stationaire assen die zijn bevestigd in het huis van de machineondersteuning 3. Afbeelding 3.16 toont een schets van een complexer ontwerp van een rollenbank die in hun project is geïmplementeerd door een van de zelfgemaakte fabrikanten van balanceermachines. Zoals te zien is op de tekening, is er om het draagvermogen van de rol (en dus de ondersteuningsconstructie als geheel) te vergroten, een paar rollagers 1 en 2 geïnstalleerd in het rollichaam 3. De praktische uitvoering van dit ontwerp is, ondanks het feit dat de rollagers 1 en 2 in het rollichaam zijn ingebouwd, niet eenvoudig. De praktische uitvoering van dit ontwerp blijkt, ondanks alle duidelijke voordelen, een vrij complexe taak te zijn, die samenhangt met de noodzaak van onafhankelijke fabricage van het walslichaam 3, waaraan zeer hoge eisen worden gesteld op het gebied van geometrische nauwkeurigheid en mechanische eigenschappen van het materiaal.

Fig. 3.15. Voorbeeld van het ontwerp van een rolhouder
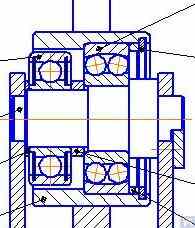
Fig. 3.16. Voorbeeld van een rollagerontwerp met twee rollagers
Afbeelding 3.17 toont een ontwerpvariant van een zelfuitlijnende rollen ondersteunende assemblage ontwikkeld door de specialisten van LLC "Technobalance". In dit ontwerp wordt het zelfuitlijnend vermogen van de rollen bereikt door ze te voorzien van twee extra vrijheidsgraden, waardoor de rollen kleine hoekbewegingen rond de X- en Y-as kunnen maken. Dergelijke ondersteunende assemblages, die een hoge precisie garanderen bij de installatie van gebalanceerde rotors, worden meestal aanbevolen voor gebruik op steunen van zware balanceermachines.

Fig. 3.17. Voorbeeld van een zelfuitlijnende rolondersteunende assemblage
Zoals eerder vermeld, worden voor rolondersteuningen doorgaans vrij hoge eisen gesteld aan precisieproductie en stijfheid. In het bijzonder mogen de toleranties voor de radiale uitloop van de rollen niet groter zijn dan 3-5 micron.
In de praktijk wordt dit niet altijd bereikt, zelfs niet door bekende fabrikanten. Tijdens het testen door de auteur van de radiale uitloop van een set nieuwe rollensteunen, gekocht als reserveonderdelen voor de balanceermachine model H8V, merk "K. Shenk", bereikte de radiale uitloop van de rollen bijvoorbeeld 10-11 micron.
3.2.1.3. Spindel ondersteunende assemblages
Bij het balanceren van rotoren met flensmontage (bijvoorbeeld cardanassen) op balanceermachines worden spindels gebruikt als ondersteunende assemblages voor het positioneren, monteren en roteren van de gebalanceerde producten.
Spindels zijn een van de meest complexe en kritische onderdelen van balanceermachines en grotendeels verantwoordelijk voor het bereiken van de vereiste balanceerkwaliteit.
De theorie en praktijk van het ontwerpen en vervaardigen van spindels zijn vrij goed ontwikkeld en worden weerspiegeld in een groot aantal publicaties, waaronder de monografie "Details and Mechanisms of Metal-Cutting Machine Tools" [1], geredigeerd door Dr. Eng. D.N. Reshetov, eruit springt als de meest nuttige en toegankelijke voor ontwikkelaars.
Van de belangrijkste eisen waarmee rekening moet worden gehouden bij het ontwerp en de productie van balanceermachinespindels, moeten de volgende prioriteit krijgen:
a) Zorgen voor een hoge stijfheid van de asconstructie die voldoende is om onaanvaardbare vervormingen te voorkomen die kunnen optreden onder invloed van onbalanskrachten van de gebalanceerde rotor;
b) Zorgen voor stabiliteit van de positie van de rotatieas van de spindel, gekenmerkt door toelaatbare waarden voor radiale, axiale en axiale uitloop van de spindel;
c) Zorgen voor de juiste slijtvastheid van de spindeltappen en de zitting- en steunvlakken die worden gebruikt voor het monteren van gebalanceerde producten.
De praktische implementatie van deze eisen wordt beschreven in hoofdstuk VI "Spindels en hun ondersteuningen" van het werk [1].
In het bijzonder zijn er methodes voor het controleren van de stijfheid en rotatienauwkeurigheid van spindels, aanbevelingen voor het kiezen van lagers, het kiezen van spindelmateriaal en methoden voor het harden ervan, en veel andere nuttige informatie over dit onderwerp.
In [1] wordt opgemerkt dat bij het ontwerp van spindels voor de meeste soorten verspanende bewerkingsmachines voornamelijk een tweelagerschema wordt gebruikt.
Een voorbeeld van de ontwerpvariant van een dergelijk tweelagerschema dat gebruikt wordt in freesmachinespindels (details zijn te vinden in werk [1]) is te zien in Fig. 3.18.
Dit schema is zeer geschikt voor de productie van balanceermachinespindels, waarvan in de figuren 3.19-3.22 voorbeelden van ontwerpvarianten worden getoond.
Afbeelding 3.19 toont een van de ontwerpvarianten van de hoofdspil van een balanceermachine, die draait op twee radiale druklagers, die elk een eigen onafhankelijke behuizing 1 en 2 hebben. Een flens 4, bedoeld voor flensmontage van een cardanas, en een poelie 5, gebruikt om rotatie over te brengen naar de spindel vanaf de elektromotor met behulp van een V-riemaandrijving, zijn op de spindelas 3 gemonteerd.
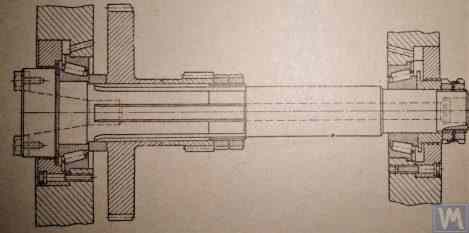
Fig. 3.18. Schets van een freesas met twee lagers

Afbeelding 3.19. Voorbeeld van asontwerp op twee onafhankelijke lagersteunen
Figuren 3.20 en 3.21 tonen twee nauw verwante ontwerpen van hoofdspilassemblages. In beide gevallen zijn de spindellagers geïnstalleerd in een gemeenschappelijke behuizing 1, die een doorgaand axiaal gat heeft dat nodig is voor het installeren van de spindelas. Bij de ingang en uitgang van dit gat, heeft de behuizing speciale boringen (niet getoond in de figuren), ontworpen om radiale druklagers (rol of bal) en speciale flensdeksels 5, gebruikt om de buitenste ringen van de lagers te beveiligen.
Net als in de vorige versie (zie Fig. 3.19) is er een frontplaat 2 geïnstalleerd op de spindelas, bedoeld voor flensmontage van de aandrijfas, en een poelie 3, die wordt gebruikt om rotatie over te brengen naar de spindel vanaf de elektromotor via een riemaandrijving. Er is ook een ledemaat 4 op de spindelas bevestigd, dat wordt gebruikt om de hoekpositie van de spindel te bepalen, wat wordt gebruikt bij het installeren van test- en correctiegewichten op de rotor tijdens het balanceren.

Afbeelding 3.20. Voorbeeld 1 van een hoofdspilontwerp op twee lagersteunen geïnstalleerd in een gemeenschappelijke behuizing

Afbeelding 3.21. Voorbeeld 2 van een ontwerp met een hoofdspil op twee lagersteunen geïnstalleerd in een gemeenschappelijke behuizing
 \
\
Afbeelding 3.22. Voorbeeld van een ontwerp van een aangedreven (achter)as
Afbeelding 3.22 toont een ontwerpvariant van de aangedreven (achterste) spil van een machine, die alleen verschilt van de hoofdspil door de afwezigheid van de aandrijfriemschijf en de spil, omdat die niet nodig zijn.
Gezien in Figuren 3.20 - 3.22De hierboven besproken spilassemblages worden met speciale klemmen (riemen) 6 aan de zachte lagers van balanceermachines bevestigd. Indien nodig kunnen ook andere bevestigingsmethoden worden gebruikt, waarbij de juiste stijfheid en precisie bij het positioneren van de spindelassemblage op de steun worden gewaarborgd.
Afbeelding 3.23 illustreert een ontwerp van flensmontage vergelijkbaar met die van de spindel, die kan worden gebruikt voor montage op een harde lagersteun van een balanceermachine.

Afbeelding 3.22. Voorbeeld van uitvoering van het ontwerp van een aangedreven (achter)as
Afbeelding 3.22 presenteert een ontwerpvariant van de aangedreven (achterste) spilassemblage van een machine, die alleen verschilt van de leidende spil doordat de aandrijfpoelie en ledemaat ontbreken omdat ze niet nodig zijn.
Gezien in Figuren 3.20 - 3.22De besproken spilassemblages worden met speciale klemmen (riemen) 6 aan de zachte lagers van balanceermachines bevestigd. Indien nodig kunnen ook andere bevestigingsmethoden worden gebruikt die de juiste stijfheid en nauwkeurigheid bieden voor het positioneren van de spindelassemblage op de steun.
Afbeelding 3.23 toont het ontwerp van een flensbevestiging voor een dergelijke spindel, die kan worden gebruikt voor montage op een harde lagersteun van een balanceermachine.
3.1.4.3. Zacht gelagerde machineondersteuningen met cilindrische veren
Een voorbeeld van een Soft Bearing balanceermachine, waarbij cilindrische drukveren worden gebruikt in het ontwerp van de steunen, wordt getoond in Afbeelding 3.9. Het belangrijkste nadeel van deze ontwerpoplossing heeft te maken met de verschillende hoeveelheden veervervorming aan de voorste en achterste steunen, die optreedt bij ongelijke belastingen op de steunen bij het balanceren van asymmetrische rotoren. Dit leidt natuurlijk tot een verkeerde uitlijning van de steunen en een scheefstand van de rotoras in het verticale vlak. Een van de negatieve gevolgen van dit defect kan het optreden van krachten zijn die ervoor zorgen dat de rotor axiaal verschuift tijdens rotatie.
Figuur 3.24. Berekeningsschema voor het bepalen van de stijfheid van de spindel en zijn radiale uitloop (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], afb (3.4)
waar:
Door formule 3.4 te transformeren, wordt de gewenste berekende waarde van de stijfheid van de spindelassemblage jшп kan worden bepaald: jшп = P / Ykg/cm (3.5)
Gezien de aanbevelingen in werk [1] voor middelgrote balanceermachines mag deze waarde niet lager zijn dan 50 kg/µm.
Het is al eerder opgemerkt dat de belangrijkste invloed op de radiale stijfheid van de spindelassemblage wordt uitgeoefend door de diameter van de as, met een toename waarvan de traagheidsmomenten J1 en J2 kwadratisch toenemen en dienovereenkomstig (zie vergelijking 3.4) de hoeveelheid elastische verplaatsing Y van de spindel onder belasting afneemt.
Zoals blijkt uit vergelijking 3.4 wordt de stijfheid van de spindel ook beïnvloed door de afstand tussen de steunen c en de lengte van de console gwaarvan de optimalisatie tijdens het ontwerp ook de kwaliteit van de spindelassemblage aanzienlijk verbetert.
Bij het ontwerpen van spindels moet ook aandacht worden besteed aan de axiale stijfheid, die voornamelijk afhangt van de axiale stijfheid van de spindellagers en de stijfheid van de behuizing.
De inherente frequentie van de spiltrillingen, die niet lager mag zijn dan 500-600 Hz, is direct gerelateerd aan de stijfheid van de spindelassemblages. Deze parameter kan experimenteel worden bepaald met apparaten uit de "Balanset"-serie door gebruik te maken van de botsingsopwekkingsmethode die eerder is besproken in punt 3.1.3.1.
Aangezien het bepalen van de parameters van spindelsamenstellen voor veel ontwikkelaars een grote uitdaging is, wordt hen geadviseerd om de grafische berekeningsmethode te gebruiken die wordt gepresenteerd in de werken [1] en [2], gebaseerd op het gebruik van nomogrammen, die de oplossing van deze taak aanzienlijk vereenvoudigt en de tijd die het kost om te voltooien verkort.
3.2.1.3.4. Nauwkeurigheidseisen voor spindelomwenteling waarborgen
De rotatienauwkeurigheid is, samen met de hierboven besproken stijfheid, een kritische eigenschap van de spindelassemblage van een balanceermachine, die de kwaliteit van het balanceren aanzienlijk kan beïnvloeden. De praktijk wijst uit dat de rotatienauwkeurigheid van een spindel direct afhangt van verschillende factoren, waaronder:
Ten eerste moeten fabrikanten zich richten op de nauwkeurigheid van de lagers die ze gebruiken, aangezien hun invloed op de rotatienauwkeurigheid (radiale uitloop) van een spindel met twee lagers (zie rekenschema in Afbeelding 3.24) kan bij benadering worden geschat door een controleberekening met formule 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
waar:
3.2.1.3.5. Waarborging van spindelbalansvereisten
Spilassemblages van balanceermachines moeten goed gebalanceerd zijn, omdat elke werkelijke onbalans als extra fout wordt overgedragen op de rotor die wordt gebalanceerd. Bij het instellen van technologische toleranties voor de resterende onbalans van de spindel, wordt over het algemeen geadviseerd dat de nauwkeurigheidsklasse van het balanceren minstens 1 - 2 klassen hoger moet zijn dan die van het product dat op de machine wordt gebalanceerd.
Gezien de ontwerpkenmerken van de spindels die hierboven zijn besproken, moet het balanceren in twee vlakken worden uitgevoerd.
3.2.1.3.6. Garanderen van draagvermogen en duurzaamheidseisen voor aslagers
Bij het ontwerpen van spindels en het selecteren van lagerafmetingen is het raadzaam om eerst de duurzaamheid en belastbaarheid van de lagers te beoordelen. De methodologie voor het uitvoeren van deze berekeningen wordt beschreven in ISO 18855-94 (ISO 281-89) "Rolling Bearings - Dynamic Load Ratings and Rating Life" [3] en in talrijke (ook digitale) handboeken over wentellagers.
3.2.1.3.7. Waarborging van eisen voor aanvaardbare verwarming van spindellagers
Volgens aanbevelingen uit het werk [1] mag de maximaal toelaatbare verwarming van de buitenringen van spindellagers niet hoger zijn dan 70°C. Om een hoogwaardige uitbalancering te garanderen, mag de aanbevolen verwarming van de buitenringen echter niet hoger zijn dan 40 - 45°C.
3.2.1.3.8. Het type riemaandrijving en het ontwerp van de aandrijfschijf voor de spindel kiezen
Bij het ontwerp van de aandrijfspil van een balanceermachine wordt aanbevolen om de rotatie ervan te waarborgen met behulp van een vlakke riemaandrijving. Een voorbeeld van het juiste gebruik van zo'n aandrijving voor spindelwerking wordt gegeven in Figuren 3.20 en 3.23. Het gebruik van aandrijvingen met v-snaren of tandriemen is ongewenst, omdat deze extra dynamische belastingen op de spindel kunnen uitoefenen door geometrische onnauwkeurigheden in de riemen en riemschijven, wat weer kan leiden tot extra meetfouten tijdens het balanceren. Aanbevolen eisen voor riemschijven voor vlakke aandrijfriemen staan in ISO 17383- 73 "Schijven voor vlakke aandrijfriemen" [4].
De aandrijfschijf moet aan de achterkant van de spindel worden geplaatst, zo dicht mogelijk bij de lagerconstructie (met zo min mogelijk overhang). De ontwerpbeslissing voor de overhangende plaatsing van de poelie, genomen tijdens de fabricage van de spindel getoond in Afbeelding 3.19kan als onsuccesvol worden beschouwd, omdat het het moment van dynamische aandrijfbelasting op de spindelsteunen aanzienlijk verhoogt.
Een ander belangrijk nadeel van dit ontwerp is het gebruik van een v-snaar aandrijving, waarvan de fabricage- en montagenauwkeurigheden ook een bron kunnen zijn van ongewenste extra belasting op de spindel.
3.3. Bed (frame)
Het bed is de belangrijkste ondersteunende structuur van de balanceermachine, waarop de belangrijkste elementen zijn gebaseerd, waaronder de steunpalen en de aandrijfmotor. Bij het selecteren of vervaardigen van het bed van een balanceermachine moet ervoor gezorgd worden dat het aan verschillende eisen voldoet, waaronder de nodige stijfheid, geometrische precisie, trillingsbestendigheid en slijtvastheid van de geleiders.
De praktijk wijst uit dat bij de productie van machines voor eigen gebruik de volgende bedopties het meest worden gebruikt:
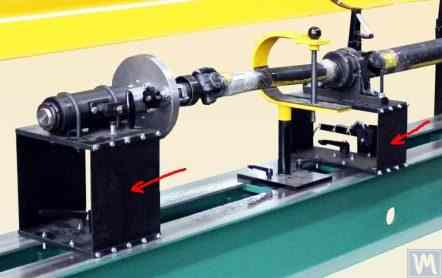
Afbeelding 3.25 toont het bed van een houtbewerkingsmachine dat met succes werd gebruikt voor de productie van een machine die is ontworpen voor het balanceren van cardanassen.

Figuur 3.25. Voorbeeld van het gebruik van een gebruikt machinebed voor houtbewerking voor het maken van een machine voor het balanceren van cardanassen.
Figuren 3.26 en 3.27 laten voorbeelden zien van het gebruik van draaibanken, op basis waarvan een speciale Hard Bearing machine voor het balanceren van vijzels en een universele Soft Bearing balanceermachine voor cilindrische rotoren werden vervaardigd. Voor doe-het-zelf-fabrikanten maken dergelijke oplossingen het mogelijk om met minimale tijd en kosten een stevig ondersteuningssysteem voor de balanceermachine te maken, waarop steunbokken van verschillende typen (zowel met harde lagers als met zachte lagers) kunnen worden gemonteerd. De belangrijkste taak voor de fabrikant is in dit geval om de geometrische precisie van de machinegeleiders waarop de steunbokken gebaseerd worden te garanderen (en indien nodig te herstellen). In doe-het-zelf productieomstandigheden wordt meestal fijn schraapwerk gebruikt om de vereiste geometrische nauwkeurigheid van de geleidingen te herstellen.

Afbeelding 3.26. Voorbeeld van het gebruik van een gebruikt draaibankbed voor de vervaardiging van een harde lagermachine voor het balanceren van vijzels.

Afbeelding 3.27. Voorbeeld van het gebruik van een gebruikt draaibankbed voor de productie van een zachte lagermachine voor het balanceren van assen.
Afbeelding 3.28 toont een versie van een gemonteerd bed uit twee kanalen. Bij de productie van dit bed worden afneembare boutverbindingen gebruikt, waardoor de vervorming van het bed tijdens de assemblage geminimaliseerd of volledig geëlimineerd kan worden zonder extra technologische bewerkingen. Om de juiste geometrische nauwkeurigheid van de geleiders van het gespecificeerde bed te garanderen, kan een mechanische bewerking (slijpen, fijnfrezen) van de bovenste flenzen van de gebruikte kanalen nodig zijn.

Afbeelding 3.28. Voorbeeld van het maken van een geassembleerd bed van kanalen
Figuren 3.29 en 3.30 presenteren variaties van gelaste bedden, ook gemaakt van twee kanalen. De fabricagetechnologie voor dergelijke bedden kan een reeks extra bewerkingen vereisen, zoals een warmtebehandeling om de interne spanningen die tijdens het lassen ontstaan te verlichten. Om de geometrische nauwkeurigheid van de geleiders van gelaste bedden te garanderen, moeten, net als bij geassembleerde bedden, mechanische bewerkingen (slijpen, fijnfrezen) van de bovenste flenzen van de gebruikte kanalen worden gepland.

Afbeelding 3.29. Voorbeeld van het maken van een gelast bed van kanalen
Afbeelding 3.30. Voorbeeld van vervaardiging van een gelast bed uit kanalen
Bedden van polymeerbeton met trillingsdempende coatings worden sinds kort veel gebruikt. Deze technologie voor de productie van bedden is online goed beschreven en kan eenvoudig worden geïmplementeerd door doe-het-zelf fabrikanten. Door de relatieve eenvoud en lage productiekosten hebben deze bedden een aantal belangrijke voordelen ten opzichte van hun metalen tegenhangers:
Gewoonlijk wordt bij de vervaardiging van dergelijke bedden het bovenste deel versterkt met stalen inzetstukken die worden gebruikt als geleiders waarop de steunbokken van de balanceermachine zijn gebaseerd. Als voorbeeld toont afbeelding 3.31 een foto van een machine voor het balanceren van cardanassen, vervaardigd door LLC "Technobalance", waarvan het bed is gemaakt van polymeerbeton.

Afbeelding 3.31. Voorbeeld van een balanceermachinebed van polymeerbeton
3.4. Aandrijvingen voor balanceermachines
Zoals blijkt uit de analyse van de ontwerpoplossingen die onze klanten gebruiken bij de productie van balanceermachines, richten ze zich bij het ontwerp van aandrijvingen voornamelijk op het gebruik van wisselstroommotoren uitgerust met frequentieregelaars. Deze aanpak maakt een breed scala aan instelbare rotatiesnelheden mogelijk voor de gebalanceerde rotoren met minimale kosten. Het vermogen van de hoofdaandrijfmotoren die gebruikt worden om de gebalanceerde rotors te laten draaien, wordt meestal gekozen op basis van de massa van deze rotors en kan ongeveer zijn:
Deze motoren moeten stevig worden gemonteerd op het machinebed of de fundering ervan. Voor de installatie op de machine (of op de installatieplaats) moet de hoofdaandrijfmotor samen met de poelie op de uitgaande as zorgvuldig uitgebalanceerd worden. Om elektromagnetische interferentie veroorzaakt door de frequentieregelaar te verminderen, is het aanbevolen om netwerkfilters te installeren aan de ingang en uitgang. Dit kunnen standaardproducten zijn die geleverd worden door de fabrikanten van de frequentieregelaars of zelfgemaakte filters met ferrietringen.