






3. Balans Makinelerinin Temel Ünitelerinin ve Mekanizmalarının Yapımına İlişkin Gereklilikler 3.1. Rulmanlar 3.1.1. Rulman Tasarımının Teorik Temelleri
Bir önceki bölümde, dengeleme makineleri için Yumuşak Yatak ve Sert Yatak desteklerinin ana tasarım uygulamaları ayrıntılı olarak ele alınmıştır. Tasarımcıların bu destekleri tasarlarken ve üretirken göz önünde bulundurmaları gereken önemli bir parametre, doğal salınım frekanslarıdır. Bu önemlidir çünkü makinenin ölçüm ve hesaplama sistemleri tarafından düzeltici ağırlıkların parametrelerinin hesaplanması için desteklerin sadece titreşim genliğinin (döngüsel deformasyon) değil aynı zamanda titreşim fazının da ölçülmesi gerekir.
Bir desteğin doğal frekansı dengeli rotorun dönme frekansı ile çakışırsa (destek rezonansı), titreşimin genlik ve fazının doğru ölçümü pratikte imkansızdır. Bu durum, dengeli rotorun dönme frekansının bir fonksiyonu olarak desteğin salınımlarının genlik ve fazındaki değişiklikleri gösteren grafiklerde açıkça gösterilmektedir (bkz. Şekil 3.1).
Bu grafiklerden, dengeli rotorun dönme frekansı destek salınımlarının doğal frekansına yaklaştıkça (yani, fp/fo oranı 1'e yakın olduğunda), desteğin rezonans salınımlarıyla ilişkili genlikte önemli bir artış olduğu anlaşılmaktadır (bkz. Şekil 3.1.a). Aynı zamanda, grafik 3.1.b rezonans bölgesinde ∆F° faz açısında 180°'ye kadar ulaşabilen keskin bir değişim olduğunu göstermektedir.
Başka bir deyişle, rezonans bölgesindeki herhangi bir mekanizmayı dengelerken, dönme frekansındaki küçük değişiklikler bile titreşiminin genlik ve faz ölçüm sonuçlarında önemli dengesizliklere yol açabilir, bu da düzeltici ağırlıkların parametrelerinin hesaplanmasında hatalara yol açar ve dengeleme kalitesini olumsuz etkiler.
Yukarıdaki grafikler, Sert Yataklı makineler için rotorun çalışma frekanslarının üst sınırının desteğin doğal frekansından (en az) 2-3 kat daha düşük olması gerektiği yönündeki önceki tavsiyeleri doğrulamaktadır. Yumuşak Yataklı makineler için, dengeli rotorun izin verilen çalışma frekanslarının alt sınırı (en azından) desteğin doğal frekansından 2-3 kat daha yüksek olmalıdır.
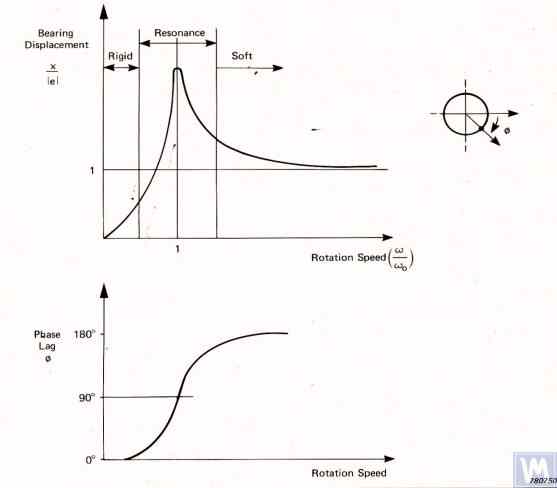
Şekil 3.1. Dönme frekansı değişikliklerinin bir fonksiyonu olarak dengeleme makinesi desteğinin titreşimlerinin bağıl genlik ve fazındaki değişiklikleri gösteren grafikler.
Sunulan bilgiler göz önüne alındığında, makinenin desteklerinin rezonans alanında (Şekil 3.1'de kırmızı ile vurgulanmıştır) çalıştırılması önerilmemektedir. Şekil 3.1'de gösterilen grafikler ayrıca rotorun aynı dengesizlikleri için Yumuşak Rulmanlı makine desteklerinin gerçek titreşimlerinin Yumuşak Rulmanlı makine desteklerinde meydana gelenlerden önemli ölçüde daha düşük olduğunu göstermektedir.
Buradan, Sert Yatak makinelerindeki desteklerin titreşimlerini ölçmek için kullanılan sensörlerin Yumuşak Yatak makinelerindekilerden daha yüksek hassasiyete sahip olması gerektiği sonucu çıkmaktadır. Bu sonuç, Yumuşak Rulmanlı balans makinelerinde başarıyla kullanılan mutlak titreşim sensörlerinin (vibro-ivmeölçerler ve/veya vibro-hız sensörleri) Sert Rulmanlı makinelerde genellikle gerekli balans kalitesini sağlayamadığını gösteren gerçek sensör kullanım pratiğiyle de desteklenmektedir.
Bu makinelerde, kuvvet sensörleri veya yüksek hassasiyetli yer değiştirme sensörleri gibi göreceli titreşim sensörlerinin kullanılması önerilir.
3.1.2. Hesaplama Yöntemleri Kullanılarak Desteklerin Doğal Frekanslarının Tahmin Edilmesi
Bir tasarımcı, formül 3.1'i kullanarak bir destek fo'sunun doğal frekansının yaklaşık (tahmini) hesaplamasını, basitçe bir serbestlik derecesine sahip bir titreşim sistemi olarak ele alarak gerçekleştirebilir; bu sistem (bkz. Şekil 2.19.a) K sertliğine sahip bir yay üzerinde salınan bir M kütlesi ile temsil edilir.
fo=2π1MK(3.1)
Simetrik bir rulmanlar arası rotor için hesaplamada kullanılan M kütlesi formül 3.2 ile yaklaşık olarak hesaplanabilir.
M=Mo+nMr(3.2) Burada Mo, desteğin hareketli kısmının kg cinsinden kütlesidir; Mr, dengelenmiş rotorun kg cinsinden kütlesidir; n, dengelemeye dahil olan makine desteklerinin sayısıdır.
Desteğin K rijitliği, statik bir P kuvveti ile yüklendiğinde desteğin ΔL deformasyonunun ölçülmesini içeren deneysel çalışmaların sonuçlarına dayalı olarak formül 3.3 kullanılarak hesaplanır (bkz. Şekil 3.2.a ve 3.2.b).
K=ΔLP(3.3) Burada ΔL desteğin metre cinsinden deformasyonu; P ise Newton cinsinden statik kuvvettir.
Yükleme kuvveti P'nin büyüklüğü bir kuvvet ölçme aleti (örneğin bir dinamometre) kullanılarak ölçülebilir. Desteğin ΔL yer değiştirmesi, doğrusal yer değiştirmeleri ölçmek için bir cihaz (örn. bir kadranlı gösterge) kullanılarak belirlenir.
3. Balans Makinelerinin Temel Ünitelerinin ve Mekanizmalarının Yapımına İlişkin Gereklilikler 3.1. Rulmanlar 3.1.2. Desteklerin Doğal Frekanslarının Hesaplama Yöntemleri ile Hesaplanması
Yukarıda tartışılan hesaplama şeması kullanılarak desteklerin doğal frekanslarının hesaplanması iki yönde gerçekleştirilebilir:
Dikey yöndeki desteklerin doğal frekanslarının hesaplanması, (desteğin ve dengeli rotorun parametrelerine ek olarak) çerçevenin parametrelerini ve makinenin temel üzerindeki kurulumunun özelliklerini dikkate alması gereken daha karmaşık bir hesaplama tekniğinin kullanılmasını gerektirir. Bu yöntem bu yayında tartışılmamaktadır. Formül 3.1'in analizi, makine tasarımcıları tarafından pratik faaliyetlerinde dikkate alınması gereken bazı basit önerilere izin verir. Özellikle, bir desteğin doğal frekansı, sertliği ve/veya kütlesi değiştirilerek değiştirilebilir. Sertliğin artırılması desteğin doğal frekansını artırırken, kütlenin artırılması frekansı azaltır. Bu değişiklikler doğrusal olmayan, kare-ters bir ilişkiye sahiptir. Örneğin, desteğin sertliğinin iki katına çıkarılması doğal frekansını yalnızca 1,4 kat artırır. Benzer şekilde, desteğin hareketli kısmının kütlesinin iki katına çıkarılması doğal frekansını sadece 1,4 kat azaltır.
3.1.3. Desteklerin Doğal Frekanslarının Belirlenmesi için Deneysel Yöntemler
Yukarıda tartışılan, basitleştirilmiş bir yöntem kullanılarak yapılan desteklerin doğal frekanslarının hesaplanmasının önemli hatalara yol açabileceği göz önüne alındığında, çoğu amatör geliştirici bu parametreleri deneysel yöntemlerle belirlemeyi tercih etmektedir. Bunun için, "Balanset" serisi cihazlar da dahil olmak üzere, dengeleme makinelerinin modern titreşim ölçüm sistemleri tarafından sağlanan yetenekleri kullanırlar.
3.1.3.1. Darbe Uyarımı Yöntemiyle Desteklerin Doğal Frekanslarının Belirlenmesi
Darbe uyarımı yöntemi, bir desteğin veya başka bir makine bileşeninin doğal titreşim frekansını belirlemenin en basit ve en yaygın yoludur. Çan gibi herhangi bir nesne (bkz. Şekil 3.3) darbeyle uyarıldığında, tepkisinin kademeli olarak azalan bir titreşim tepkisi olarak ortaya çıkması gerçeğine dayanır. Titreşim sinyalinin frekansı nesnenin yapısal özellikleri tarafından belirlenir ve doğal titreşimlerinin frekansına karşılık gelir. Titreşimlerin darbeyle uyarılması için lastik tokmak veya normal tokmak gibi herhangi bir ağır alet kullanılabilir.
Şekil 3.3. Bir Nesnenin Doğal Frekanslarını Belirlemek için Kullanılan Darbe Uyarımı Diyagramı
Çekicin kütlesi, uyarılan nesnenin kütlesinin yaklaşık 10%'si kadar olmalıdır. Titreşimsel tepkiyi yakalamak için, incelenen nesneye, ölçüm ekseni darbe uyarımının yönü ile aynı hizada olacak şekilde bir titreşim sensörü takılmalıdır. Bazı durumlarda, nesnenin titreşim tepkisini algılamak için gürültü ölçüm cihazındaki bir mikrofon sensör olarak kullanılabilir.
Nesnenin titreşimleri sensör tarafından bir elektrik sinyaline dönüştürülür ve bu sinyal daha sonra spektrum analizörünün girişi gibi bir ölçüm cihazına gönderilir. Bu cihaz zaman fonksiyonunu ve azalan titreşim sürecinin spektrumunu kaydeder (bkz. Şekil 3.4), bunların analizi nesnenin doğal titreşimlerinin frekansının (frekanslarının) belirlenmesini sağlar.
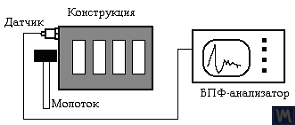
Şekil 3.4. Bir Nesnenin Doğal Titreşimlerinin Ölçülmesi ve Kaydedilmesi Diyagramı
Çoğu modern titreşim ölçüm cihazında olduğu gibi, "Balanset" serisi ölçüm sistemleri, titreşimleri darbeyle uyarıldığında bir nesnenin (örneğin, bir dengeleme makinesinin destekleri) doğal frekanslarını belirlemek için kullanılabilir. "Balanset" serisi cihazlarda bu prosedür ya cihazın ek fonksiyonlar modunda "Grafikler. Spectrum" modunda veya özel bir mod olan "Graphs. Impact" modunda gerçekleştirilebilir; bu mod "Balanset 1" yazılımının en son sürümlerinde yer almaktadır.
Bu prosedürün bir sonucu olarak, bilgisayar ekranında, darbe uyarımı üzerine incelenen yapıda meydana gelen bozunma titreşimlerinin zaman fonksiyonu ve spektrumunun grafiklerini içeren bir çalışma penceresi görüntülenir. Bu grafiklerin bir örneği Şekil 3.5'te gösterilmektedir.

Şekil 3.5. İncelenen Yapının Azalan Darbe Titreşimlerinin Zaman Fonksiyonu Grafiklerini ve Spektrumunu Gösteren Program Arayüzü
Şekil 3.5'te sunulan spektrum grafiğinin analizi (çalışma penceresinin alt kısmına bakınız), incelenen yapının doğal titreşimlerinin ana bileşeninin, grafiğin apsis ekseni referans alınarak belirlenen 9,5 Hz frekansında meydana geldiğini göstermektedir. Bu yöntem, hem Yumuşak Yataklı hem de Sert Yataklı dengeleme makinesi desteklerinin doğal titreşimlerinin incelenmesi için tavsiye edilebilir.
3.1.3.2. Desteklerin Sahil Modundaki Doğal Frekanslarının Belirlenmesi
Bazı durumlarda, desteklerin doğal frekansları "kıyıda" titreşimin genliği ve fazı döngüsel olarak ölçülerek belirlenebilir. Bu yöntemin uygulanmasında, incelenen makineye monte edilen rotor başlangıçta maksimum dönüş hızına kadar hızlandırılır, ardından tahriki kesilir ve rotorun dengesizliği ile ilişkili bozucu kuvvetin frekansı maksimumdan durma noktasına kadar kademeli olarak azalır.
Bu durumda, desteklerin doğal frekansları iki özellik ile belirlenebilir:
"Balanset" serisi cihazlarda, "Vibrometre" modu ("Balanset 1") veya "Dengeleme. İzleme" modu ("Balanset 2C" ve "Balanset 4"), "kıyıdaki" nesnelerin doğal frekanslarını tespit etmek için kullanılabilir ve rotorun dönme frekansında titreşimin genlik ve fazının döngüsel ölçümlerine izin verir.
Ayrıca, "Balanset 1" yazılımı ek olarak özel bir "Grafikler. Coasting" modunu da içermektedir; bu mod, değişen dönüş frekansının bir fonksiyonu olarak kıyıdaki destek titreşimlerinin genlik ve fazındaki değişikliklerin grafiklerinin çizilmesine olanak tanıyarak rezonansların teşhis sürecini önemli ölçüde kolaylaştırmaktadır.
Açık nedenlerden dolayı (bkz. Bölüm 3.1.1), kıyıdaki desteklerin doğal frekanslarını belirleme yönteminin yalnızca rotor dönüşünün çalışma frekanslarının enine yöndeki desteklerin doğal frekanslarını önemli ölçüde aştığı Yumuşak Yatak dengeleme makinelerinin incelenmesi durumunda kullanılabileceği unutulmamalıdır.
Rotor dönüşünün çalışma frekanslarının kıyıdaki desteklerin titreşimlerini heyecanlandırdığı Sert Yataklı makinelerde, desteklerin doğal frekanslarının önemli ölçüde altında olduğu durumlarda, bu yöntemin kullanılması pratik olarak imkansızdır.
3.1.4. Dengeleme Makineleri için Desteklerin Tasarlanması ve Üretilmesi için Pratik Öneriler 3.1.4.1. Düz Plakalı Yaylara Sahip Yumuşak Rulmanlı Makineler
Düz yaylarla yapılan balans makinesi desteklerinin çeşitli tasarım varyasyonları yukarıda bölüm 2.1'de tartışılmış ve Şekil 2.7 - 2.9'da gösterilmiştir. Bilgilerimize göre, bu tür tasarımlar en yaygın olarak tahrik millerini dengelemeye yönelik makinelerde kullanılmaktadır.
Örnek olarak, müşterilerimizden birinin (LLC "Rost-Service", St. Petersburg) kendi makine desteklerinin üretiminde kullandığı yay parametrelerini ele alalım. Bu makine, kütlesi 200 kg'ı aşmayan 2, 3 ve 4 destekli tahrik millerini dengelemek için tasarlanmıştır. Müşteri tarafından seçilen makinenin önde gelen ve tahrik edilen millerinin desteklerinde kullanılan yayların geometrik boyutları (yükseklik * genişlik * kalınlık) sırasıyla 3002003 mm.
"Balanset 4" makinesinin standart ölçüm sistemi kullanılarak darbe uyarma yöntemiyle deneysel olarak belirlenen yüksüz desteğin doğal frekansı 11 - 12 Hz olarak bulunmuştur. Desteklerin böyle bir doğal titreşim frekansında, dengeleme sırasında dengelenmiş rotorun önerilen dönme frekansı 22-24 Hz'den (1320 - 1440 RPM) düşük olmamalıdır.
Aynı üretici tarafından ara desteklerde kullanılan düz yayların geometrik boyutları sırasıyla 2002003 mm. Ayrıca, çalışmaların gösterdiği gibi, bu desteklerin doğal frekansları daha yüksek olup 13-14 Hz'e ulaşmaktadır.
Test sonuçlarına dayanarak, makine üreticilerine iş mili ve ara desteklerin doğal frekanslarını hizalamaları (eşitlemeleri) tavsiye edilmiştir. Bu, dengeleme sırasında tahrik millerinin çalışma dönme frekansları aralığının seçimini kolaylaştırmalı ve rezonans titreşimleri alanına giren destekler nedeniyle ölçüm sisteminin okumalarındaki olası kararsızlıkları önlemelidir.
Düz yaylar üzerindeki desteklerin titreşimlerinin doğal frekanslarını ayarlama yöntemleri açıktır. Bu ayarlama, düz yayların geometrik boyutlarını veya şeklini değiştirerek, örneğin sertliklerini azaltan uzunlamasına veya enine yarıklar açarak gerçekleştirilebilir.
Daha önce de belirtildiği gibi, bu tür bir ayarlamanın sonuçlarının doğrulanması, bölüm 3.1.3.1 ve 3.1.3.2'de açıklanan yöntemler kullanılarak desteklerin doğal titreşim frekanslarının belirlenmesiyle gerçekleştirilebilir.
Şekil 3.6 A. Sinitsyn tarafından makinelerinden birinde kullanılan düz yaylar üzerindeki destek tasarımının klasik bir versiyonunu sunmaktadır. Şekilde gösterildiği gibi, destek aşağıdaki bileşenleri içerir:

Şekil 3.6. Düz Yaylar Üzerindeki Bir Desteğin Tasarım Değişimi
Desteğin üst plakası 1, mili veya bir ara yatağı monte etmek için kullanılabilir. Desteğin amacına bağlı olarak, alt plaka 4 makine kılavuzlarına sabit bir şekilde tutturulabilir veya hareketli kızaklara takılarak desteğin kılavuzlar boyunca hareket etmesine izin verilebilir. Braket 5, desteğe bir kilitleme mekanizması takmak için kullanılır ve dengeli rotorun hızlanması ve yavaşlaması sırasında güvenli bir şekilde sabitlenmesini sağlar.
Yumuşak Rulmanlı makine destekleri için yassı yaylar yaprak yaylı veya yüksek kaliteli alaşımlı çelikten yapılmalıdır. Düşük akma dayanımına sahip sıradan yapısal çeliklerin kullanılması tavsiye edilmez, çünkü bunlar çalışma sırasında statik ve dinamik yükler altında artık deformasyon geliştirerek makinenin geometrik doğruluğunun azalmasına ve hatta destek stabilitesinin kaybolmasına neden olabilir.
3.1.4.2. Şerit Yaylar Üzerinde Süspansiyonlu Yumuşak Rulmanlı Makine Destekleri
Destek süspansiyonları için kullanılan şerit yayların tasarımında, bir yandan destek üzerindeki rotorun statik ve dinamik yüküne dayanması gereken ve diğer yandan destek süspansiyonunun eksenel salgı olarak ortaya çıkan burulma titreşimleri olasılığını önlemesi gereken yay şeridinin kalınlığının ve genişliğinin seçilmesine dikkat edilmelidir.
Şerit yaylı süspansiyonlar kullanan dengeleme makinelerinin yapısal uygulama örnekleri Şekil 2.1 - 2.5'te (bkz. Bölüm 2.1) ve bu bölümdeki Şekil 3.7 ve 3.8'de gösterilmektedir.

Şekil 3.7. Elektrik Motoru Rotorlarını Dengelemek için Makine, Montajlı, A. Mokhov tarafından geliştirilmiştir.

Şekil 3.8. G. Glazov (Bişkek) tarafından geliştirilen Türbopomp Rotorlarını Dengeleme Makinesi
3.1.4.3. Silindirik Yaylar Kullanılarak Yapılan Yumuşak Rulmanlı Makine Destekleri
Desteklerin tasarımında silindirik sıkıştırma yaylarının kullanıldığı bir Yumuşak Yatak dengeleme makinesi örneği Şekil 3.9'da gösterilmektedir. Bu tasarım çözümünün ana dezavantajı, asimetrik rotorların dengelenmesi sırasında destekler üzerindeki yüklerin eşit olmaması durumunda ortaya çıkan ön ve arka desteklerde değişen derecelerde yay deformasyonu ile ilgilidir. Bu durum doğal olarak desteklerin yanlış hizalanmasına ve rotor ekseninin dikey düzlemde eğrilmesine yol açar. Bu kusurun olumsuz sonuçlarından biri, rotorun dönme sırasında eksenel olarak kaymasına neden olan kuvvetlerin ortaya çıkması olabilir.

Şekil 3.9. Silindirik Yaylar Kullanan Balans Makineleri için Yumuşak Yatak Desteği Yapı Varyantı.
3.1.4.4. Makineler için Sert Rulman Destekleri Müşterilerimizle olan kapsamlı deneyimlerimizin gösterdiği gibi, kendi kendini imal eden dengeleyici üreticilerinin önemli bir kısmı son zamanlarda sert rulman destekli makineleri tercih etmeye başlamıştır. Bölüm 2.2'de, Şekil 2.16 - 2.18'de bu tür destekleri kullanan makinelerin çeşitli yapısal tasarımlarının fotoğrafları gösterilmektedir. Müşterilerimizden biri tarafından makine konstrüksiyonu için geliştirilen rijit bir desteğin tipik bir taslağı Şekil 3.10'da sunulmuştur. Bu destek, geleneksel olarak desteği "rijit" ve "esnek" parçalara bölen P şeklinde bir oluğa sahip düz bir çelik plakadan oluşmaktadır. Dengesizlik kuvvetinin etkisi altında, desteğin "esnek" kısmı "rijit" kısmına göre deforme olabilir. Desteğin kalınlığı, olukların derinliği ve desteğin "esnek" ve "sert" kısımlarını birbirine bağlayan köprünün genişliği ile belirlenen bu deformasyonun büyüklüğü, makinenin ölçüm sisteminin uygun sensörleri kullanılarak ölçülebilir. P şeklindeki oluğun derinliği h, köprünün genişliği t ve desteğin kalınlığı r (bkz. Şekil 3.10) dikkate alınarak bu tür desteklerin enine sertliğini hesaplamak için bir yöntem bulunmadığından, bu tasarım parametreleri genellikle geliştiriciler tarafından deneysel olarak belirlenir.
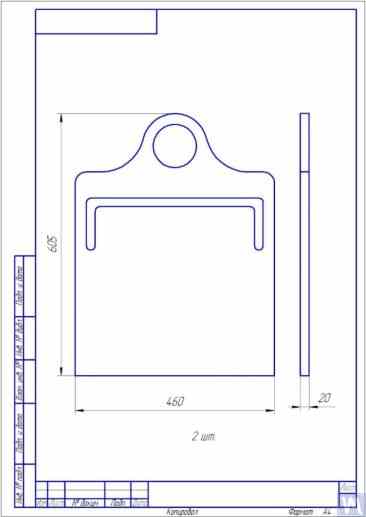
Şekil 3.10. Balans Makinesi için Sert Yatak Desteğinin Taslağı
Müşterilerimizin kendi makineleri için üretilen bu tür desteklerin çeşitli uygulamalarını gösteren fotoğraflar Şekil 3.11 ve 3.12'de sunulmuştur. Makine üreticisi olan bazı müşterilerimizden elde edilen veriler özetlenerek, çeşitli boyut ve yük kapasitelerindeki makineler için belirlenen destek kalınlığı gereksinimleri formüle edilebilir. Örneğin, 0,1 ila 50-100 kg ağırlığındaki rotorları dengelemeye yönelik makineler için destek kalınlığı 20 mm olabilir.

Şekil 3.11. Balans Makinesi için Sert Yatak Destekleri, A. Sinitsyn tarafından üretilmiştir

Şekil 3.12. D. Krasilnikov tarafından üretilen Balans Makinesi için Sert Yatak Desteği
Dengelenmiş rotor kütlesi 300 - 500 kg'ı aşmayan makineler için, desteğin kalınlığı 30 - 40 mm'ye çıkarılabilir ve maksimum kütleleri 1000 ila 3000 kg arasında değişen rotorları dengelemek için tasarlanan makineler için, desteğin kalınlığı 50 - 60 mm veya daha fazlasına ulaşabilir. Yukarıda belirtilen desteklerin dinamik özelliklerinin analizinin gösterdiği gibi, enine düzlemde ("esnek" ve "sert" parçaların göreceli deformasyonlarının ölçüm düzlemi) ölçülen doğal titreşim frekansları genellikle 100 Hz veya daha fazlasını aşmaktadır. Dengeli rotorun dönme ekseniyle çakışan yönde ölçülen ön düzlemdeki Sert Yatak destek sehpalarının doğal titreşim frekansları genellikle önemli ölçüde daha düşüktür. Makine üzerinde dengelenmiş dönen rotorlar için çalışma frekansı aralığının üst sınırını belirlerken öncelikle dikkate alınması gereken bu frekanslardır. Yukarıda belirtildiği gibi, bu frekansların belirlenmesi bölüm 3.1'de açıklanan darbe uyarma yöntemi ile gerçekleştirilebilir.
3.2. Dengeleme Makinelerinin Destek Tertibatları 3.2.1. Ana Destekleme Tertibatı Türleri Hem Sert Rulmanlı hem de Yumuşak Rulmanlı balans makinelerinin imalatında, balanslı rotorların desteklere takılması ve döndürülmesi için kullanılan aşağıdaki iyi bilinen destek tertibatı türleri önerilebilir:

3.13. Otomobil Türbinleri için Dengeleme Makinesinde Kullanılan Prizmatik Destekleme Düzeneğinin Uygulama Varyantı
Benzer destek tertibatları (bkz. yukarıdaki Şekil 3.8), örneğin G. Glazov tarafından otomobil türbinlerini dengelemek için tasarlanan makinesinde uygulanmıştır. Floroplastikten yapılmış prizmatik destek tertibatının orijinal teknik çözümü (bkz. Şekil 3.14) LLC "Technobalance" tarafından önerilmiştir.

Şekil 3.14. LLC "Technobalance" tarafından Prizmatik Destek Tertibatı
Bu özel destek tertibatı, birbirine açılı olarak monte edilmiş ve destek eksenlerine sabitlenmiş iki silindirik manşon 1 ve 2 kullanılarak oluşturulmuştur. Dengeli rotor, silindirlerin üretim hatları boyunca manşonların yüzeylerine temas eder, bu da rotor mili ile destek arasındaki temas alanını en aza indirir ve sonuç olarak destekteki sürtünme kuvvetini azaltır. Gerekirse, rotor şaftı ile temas alanında destek yüzeyinde aşınma veya hasar olması durumunda, manşonu kendi ekseni etrafında belirli bir açıyla döndürerek aşınma telafisi imkanı sağlanır. Metalik olmayan malzemelerden yapılmış destek tertibatları kullanıldığında, çalışma sırasında güçlü statik elektrik yüklerinin oluşma riskini ortadan kaldıran, dengeli rotorun makine gövdesine topraklanmasına yönelik yapısal olasılığın sağlanması gerektiği unutulmamalıdır. Bu, ilk olarak, makinenin ölçüm sisteminin performansını etkileyebilecek elektriksel parazit ve bozuklukların azaltılmasına yardımcı olur ve ikinci olarak, personelin statik elektrik etkisinden etkilenme riskini ortadan kaldırır.
3.2.1.2. Makara Destek Tertibatları Bu tertibatlar tipik olarak 50 kilogram ve daha fazla kütleye sahip rotorları dengelemek için tasarlanmış makinelerin desteklerine monte edilir. Bunların kullanımı, prizmatik desteklere kıyasla desteklerdeki sürtünme kuvvetlerini önemli ölçüde azaltarak dengelenmiş rotorun dönüşünü kolaylaştırır. Örnek olarak, Şekil 3.15'te ürünün konumlandırılması için makaraların kullanıldığı bir destek tertibatının tasarım varyantı gösterilmektedir. Bu tasarımda, dış bilezikleri makine desteğinin 3 gövdesine sabitlenmiş sabit eksenler üzerinde dönen makaralar 1 ve 2 olarak standart rulman yatakları kullanılmaktadır. Şekil 3.16'da, kendi balans makinesi üreticilerinden biri tarafından projelerinde uygulanan daha karmaşık bir makaralı destek tertibatı tasarımının bir taslağı gösterilmektedir. Çizimden de görüldüğü üzere, silindirin (ve dolayısıyla bir bütün olarak destek tertibatının) yük kapasitesini arttırmak için, silindir gövdesine 3 bir çift rulman 1 ve 2 yerleştirilmiştir. Bu tasarımın pratikte uygulanması, tüm bariz avantajlarına rağmen, geometrik doğruluk ve malzemenin mekanik özellikleri için çok yüksek gereksinimlerin dayatıldığı makara gövdesinin 3 bağımsız imalatına duyulan ihtiyaçla ilişkili olarak oldukça karmaşık bir görev gibi görünmektedir.

Şekil 3.15. Makara Destek Tertibatı Tasarımı Örneği
Şekil 3.16. İki Makaralı Rulmanlı Makaralı Destek Tertibatı Tasarımı Örneği
Şekil 3.17'de LLC "Technobalance" uzmanları tarafından geliştirilen kendinden hizalamalı makara destek tertibatının bir tasarım çeşidi sunulmaktadır. Bu tasarımda, makaraların kendiliğinden hizalanma kabiliyeti, makaraların X ve Y eksenleri etrafında küçük açısal hareketler yapmasına izin veren iki ek serbestlik derecesi sağlanarak elde edilir. Balanslı rotorların montajında yüksek hassasiyet sağlayan bu tür destek tertibatlarının genellikle ağır balans makinelerinin desteklerinde kullanılması tavsiye edilir.

Şekil 3.17. Kendinden Hizalamalı Makara Destekleme Tertibatı Tasarımı Örneği
Daha önce de belirtildiği gibi, makara destek tertibatları tipik olarak hassas üretim ve sağlamlık için oldukça yüksek gereksinimlere sahiptir. Özellikle, makaraların radyal salgısı için belirlenen toleranslar 3-5 mikronu geçmemelidir.
Uygulamada bu, tanınmış üreticiler tarafından bile her zaman başarılamamaktadır. Örneğin, yazarın "K. Shenk" marka H8V model balans makinesi için yedek parça olarak satın alınan bir dizi yeni silindir destek tertibatının radyal salgısını test etmesi sırasında, silindirlerinin radyal salgısı 10-11 mikrona ulaştı.
3.2.1.3. İş Mili Destekleme Tertibatları
Balans makinelerinde flanş montajlı rotorlar (örneğin kardan milleri) balanslanırken, miller balanslanan ürünlerin konumlandırılması, montajı ve döndürülmesi için destek tertibatları olarak kullanılır.
Mil, balans makinelerinin en karmaşık ve kritik bileşenlerinden biridir ve gerekli balans kalitesinin elde edilmesinden büyük ölçüde sorumludur.
İş mili tasarımı ve üretimi teorisi ve pratiği oldukça gelişmiştir ve çok çeşitli yayınlarda yansıtılmaktadır; bunlar arasında, Dr. Eng. tarafından düzenlenen "Metal Kesme Takım Tezgahlarının Ayrıntıları ve Mekanizmaları" [1] monografisi. D.N. Reshetov, geliştiriciler için en kullanışlı ve erişilebilir olanı olarak öne çıkmaktadır.
Balans makinesi millerinin tasarım ve imalatında göz önünde bulundurulması gereken temel gereksinimler arasında aşağıdakilere öncelik verilmelidir:
a) Dengeli rotorun balanssızlık kuvvetlerinin etkisi altında oluşabilecek kabul edilemez deformasyonları önlemeye yetecek kadar mil tertibatı yapısının yüksek rijitliğinin sağlanması;
b) İş milinin radyal, eksenel ve eksenel salgılarının izin verilen değerleri ile karakterize edilen iş mili dönüş ekseni konumunun stabilitesini sağlamak;
c) Mil muylularının yanı sıra dengeli ürünlerin montajı için kullanılan oturma ve destek yüzeylerinin uygun aşınma direncinin sağlanması.
Bu gerekliliklerin pratik uygulaması [1] çalışmasının Bölüm VI "İğler ve Destekleri" kısmında ayrıntılı olarak açıklanmıştır.
Özellikle, iş millerinin rijitliğini ve dönme doğruluğunu doğrulamak için metodolojiler, rulman seçimi için öneriler, iş mili malzemesi seçimi ve sertleştirme yöntemleri ve bu konuyla ilgili diğer birçok yararlı bilgi bulunmaktadır.
Çalışma [1], metal kesme takım tezgahlarının çoğu için iş mili tasarımında çoğunlukla iki yataklı bir şema kullanıldığını belirtmektedir.
Freze makinesi millerinde kullanılan bu tür bir iki yataklı şemanın tasarım varyantının bir örneği (ayrıntılar [1] çalışmasında bulunabilir) Şekil 3.18'de gösterilmektedir.
Bu şema, tasarım varyantlarının örnekleri aşağıda Şekil 3.19-3.22'de gösterilen dengeleme makinesi millerinin üretimi için oldukça uygundur.
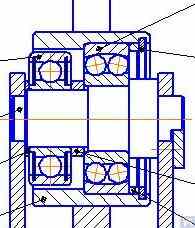
Şekil 3.19, her biri kendi bağımsız yuvasına 1 ve 2 sahip olan iki radyal baskı yatağı üzerinde dönen bir balans makinesinin önde gelen iş mili tertibatının tasarım varyantlarından birini göstermektedir. Bir kardan milinin flanş montajı için tasarlanmış bir flanş 4 ve bir V-kayışı tahriki kullanarak elektrik motorundan mile dönüşü iletmek için kullanılan bir kasnak 5, mil miline 3 monte edilmiştir.
Şekil 3.18. İki Yataklı Freze Tezgahı Milinin Çizimi

Şekil 3.19. İki Bağımsız Yatak Desteği Üzerinde Mil Tasarımı Örneği
Şekil 3.20 ve 3.21 önde gelen iş mili tertibatlarının birbiriyle yakından ilişkili iki tasarımını göstermektedir. Her iki durumda da mil yatakları, mil milinin takılması için gerekli bir eksenel deliğe sahip olan ortak bir muhafazaya 1 monte edilmiştir. Bu deliğin giriş ve çıkışında, yuvada radyal baskı rulmanlarını (makaralı veya bilyalı) yerleştirmek için tasarlanmış özel delikler (şekillerde gösterilmemiştir) ve rulmanların dış bileziklerini sabitlemek için kullanılan özel flanş kapakları 5 bulunmaktadır.
Önceki versiyonda olduğu gibi (bkz. Şekil 3.19), mil miline tahrik milinin flanş montajı için bir ön plaka 2 ve kayış tahriki aracılığıyla elektrik motorundan mile dönüşü iletmek için kullanılan bir kasnak 3 monte edilmiştir. Ayrıca, dengeleme sırasında rotora test ve düzeltici ağırlıklar takarken kullanılan ve milin açısal konumunu belirlemek için kullanılan bir uzuv 4 de mil miline sabitlenmiştir.

Şekil 3.20. Ortak Bir Muhafazaya Monte Edilmiş İki Yatak Desteği Üzerinde Öncü Mil Tasarımına Örnek 1

Şekil 3.21. Ortak Bir Muhafazaya Monte Edilmiş İki Yatak Desteği Üzerinde Öncü Mil Tasarımına Örnek 2
 \
\
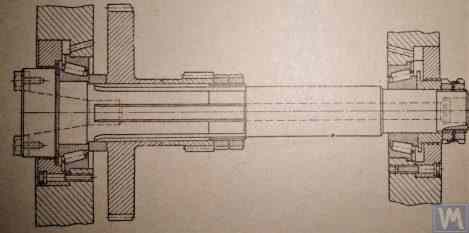
Şekil 3.22. Tahrikli (Arka) İş Mili Tasarım Örneği
Şekil 3.22 Bir makinenin tahrikli (arka) iş mili tertibatının tasarım varyantını gösterir; bu tertibat öndeki iş milinden sadece tahrik kasnağı ve uzvunun olmamasıyla ayrılır, çünkü bunlara ihtiyaç yoktur.
Görüldüğü gibi Şekil 3.20 - 3.22Yukarıda bahsedilen iş mili tertibatları, özel kelepçeler (kayışlar) 6 kullanılarak dengeleme makinelerinin Yumuşak Yatak desteklerine bağlanır. Gerekirse, mil tertibatının destek üzerinde konumlandırılmasında uygun sertlik ve hassasiyetin sağlanması için diğer bağlantı yöntemleri de kullanılabilir.
Şekil 3.23 bir dengeleme makinesinin Sert Yatak desteğine montajı için kullanılabilecek bu mile benzer bir flanş montajı tasarımını göstermektedir.

Şekil 3.22. Tahrikli (Arka) İş Mili Tasarım Uygulaması Örneği
Şekil 3.22 Bir makinenin tahrikli (arka) iş mili tertibatının bir tasarım varyantını sunar; bu tertibat, öndeki iş milinden sadece tahrik kasnağı ve uzuv gerekmediği için farklıdır.
Görüldüğü gibi Şekil 3.20 - 3.22ele alınan iş mili tertibatları, özel kelepçeler (kayışlar) 6 kullanılarak dengeleme makinelerinin Yumuşak Yatak desteklerine bağlanır. Gerektiğinde, iş mili tertibatının destek üzerinde konumlandırılması için uygun sertlik ve doğruluğu sağlayan diğer bağlantı yöntemleri de kullanılabilir.
Şekil 3.23 bir dengeleme makinesinin Sert Yatak desteğine montajı için kullanılabilecek böyle bir mil için bir flanş montajının tasarımını göstermektedir.
3.1.4.3. Silindirik Yaylar Kullanılarak Yapılan Yumuşak Rulmanlı Makine Destekleri
Desteklerin tasarımında silindirik sıkıştırma yaylarının kullanıldığı bir Yumuşak Yatak dengeleme makinesi örneği aşağıda gösterilmektedir Şekil 3.9. Bu tasarım çözümünün ana dezavantajı, asimetrik rotorların dengelenmesi sırasında destekler üzerinde eşit olmayan yükler olması durumunda ortaya çıkan ön ve arka desteklerde farklı miktarlarda yay deformasyonu ile ilgilidir. Bu durum doğal olarak desteklerin yanlış hizalanmasına ve rotor ekseninin dikey düzlemde eğrilmesine yol açar. Bu kusurun olumsuz sonuçlarından biri, dönme sırasında rotorun eksenel olarak kaymasına neden olan kuvvetlerin ortaya çıkması olabilir.
Şekil 3.24. İş Milinin Rijitliğini ve Radyal Salgısını Belirlemek için Kullanılan Hesaplama Şeması (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], incir (3.4)
Nerede?
Formül 3.4'ün dönüştürülmesiyle, iş mili tertibatı sertliğinin istenen hesaplanmış değeri jшп belirlenebilir: jшп = P / Y, kg/cm (3.5)
Orta ölçekli balans makineleri için çalışma [1] önerileri dikkate alındığında, bu değer 50 kg/µm'nin altında olmamalıdır.
İş mili tertibatının radyal sertliği üzerindeki ana etkinin, J1 ve J2 atalet momentlerinin dört kat arttığı ve buna bağlı olarak (bkz. denklem 3.4) yük altındaki iş milinin elastik yer değiştirme miktarı Y'nin azaldığı milin çapı tarafından uygulandığı daha önce belirtilmişti.
Denklem 3.4'ten görüldüğü gibi, milin sertliği destekler arasındaki mesafeden de etkilenir c ve konsolunun uzunluğu gTasarım sırasında optimizasyonu da iş mili tertibatının kalitesini önemli ölçüde artırır.
İş milleri tasarlanırken, öncelikle iş mili yataklarının eksenel sertliğine ve muhafazasının sertliğine bağlı olan eksenel sertliklerinin sağlanmasına da dikkat edilmelidir.
İş mili titreşimlerinin 500 - 600 Hz'in altında olmaması gereken doğal frekansı, doğrudan iş mili tertibatlarının sertliği ile ilgilidir. Bu parametre, bölüm 3.1.3.1'de daha önce tartışılan darbe uyarma yöntemi kullanılarak "Balanset" serisi cihazlar kullanılarak deneysel olarak belirlenebilir.
İş mili tertibatlarının parametrelerinin belirlenmesinin birçok geliştirici için önemli bir zorluk teşkil ettiği göz önüne alındığında, nomogramların kullanımına dayalı olarak [1] ve [2] numaralı çalışmalarda sunulan ve bu görevin çözümünü önemli ölçüde basitleştiren ve tamamlanması için gereken süreyi azaltan grafiksel hesaplama yöntemini kullanmaları tavsiye edilir.
3.2.1.3.4. İş Mili Dönüşü için Doğruluk Gereksinimlerinin Sağlanması
Dönme hassasiyeti, yukarıda tartışılan sertlikle birlikte, bir balans makinesinin mil tertibatının kritik bir özelliğidir ve balanslama kalitesini önemli ölçüde etkileyebilir. Uygulama, bir milin dönüş doğruluğunun doğrudan aşağıdakiler de dahil olmak üzere çeşitli faktörlere bağlı olduğunu göstermektedir:
İlk olarak, üreticilerin kullandıkları rulmanların hassasiyetine odaklanmaları gerekir, çünkü bunların iki rulmanlı bir iş milinin dönüş hassasiyeti (radyal salgı) üzerindeki etkisi (bkz. Şekil 3.24) formül 3.5 kullanılarak yapılan bir doğrulama hesaplamasıyla yaklaşık olarak tahmin edilebilir.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
Nerede?
3.2.1.3.5. İş Mili Denge Gereksinimlerinin Sağlanması
Dengeleme makinelerinin iş mili tertibatları iyi dengelenmiş olmalıdır, çünkü herhangi bir gerçek dengesizlik dengelenen rotora ek hata olarak aktarılacaktır. Milin artık dengesizliği için teknolojik toleranslar belirlenirken, genellikle balansının hassasiyet sınıfının makinede balanslanan ürününkinden en az 1 - 2 sınıf daha yüksek olması tavsiye edilir.
Yukarıda tartışılan millerin tasarım özellikleri göz önüne alındığında, dengelemeleri iki düzlemde yapılmalıdır.
3.2.1.3.6. İş Mili Rulmanları için Rulman Yük Kapasitesi ve Dayanıklılık Gerekliliklerinin Sağlanması
Milleri tasarlarken ve rulman boyutlarını seçerken, rulmanların dayanıklılığını ve yük kapasitesini önceden değerlendirmek tavsiye edilir. Bu hesaplamaların gerçekleştirilmesine yönelik metodoloji ISO 18855-94 (ISO 281-89) "Rulmanlar - Dinamik Yük Değerleri ve Değerlendirme Ömrü" [3] ve çok sayıda (dijital dahil) rulman el kitabında ayrıntılı olarak açıklanmaktadır.
3.2.1.3.7. İş Mili Yataklarının Kabul Edilebilir Şekilde Isıtılması için Gerekliliklerin Sağlanması
Çalışma [1] tavsiyelerine göre, iş mili rulmanlarının dış bileziklerinin izin verilen maksimum ısıtması 70°C'yi geçmemelidir. Bununla birlikte, yüksek kaliteli balanslama sağlamak için, dış bileziklerin önerilen ısıtması 40 - 45°C'yi geçmemelidir.
3.2.1.3.8. Kayış Tahrik Tipinin Seçilmesi ve İş Mili için Tahrik Kasnağının Tasarımı
Bir balans makinesinin tahrik milini tasarlarken, düz kayışlı bir tahrik kullanarak dönüşünün sağlanması tavsiye edilir. İş mili çalışması için böyle bir tahrikin doğru kullanımına ilişkin bir örnek şurada sunulmuştur Şekil 3.20 ve 3.23. V-kayışı veya dişli kayış tahriklerinin kullanılması, kayış ve kasnaklardaki geometrik yanlışlıklar nedeniyle iş miline ek dinamik yükler uygulayabileceğinden ve bu da dengeleme sırasında ek ölçüm hatalarına yol açabileceğinden istenmeyen bir durumdur. Düz tahrik kayışları için kasnaklar için önerilen gereksinimler ISO 17383- 73 "Düz tahrik kayışları için kasnaklar" [4]'te özetlenmiştir.
Tahrik kasnağı, milin arka ucunda, yatak tertibatına mümkün olduğunca yakın (mümkün olan en az çıkıntıyla) konumlandırılmalıdır. Kasnağın sarkık yerleştirilmesine ilişkin tasarım kararı, aşağıda gösterilen milin imalatında verilmiştir Şekil 3.19mil desteklerine etki eden dinamik tahrik yükü momentini önemli ölçüde artırdığı için başarısız olarak kabul edilebilir.
Bu tasarımın bir diğer önemli dezavantajı da, imalat ve montaj hataları nedeniyle iş mili üzerinde istenmeyen ek yük kaynağı olabilen bir v-kayışı tahrikinin kullanılmasıdır.
3.3. Yatak (Çerçeve)
Yatak, balans makinesinin destek direkleri ve tahrik motoru dahil olmak üzere ana unsurlarının dayandığı ana destek yapısıdır. Bir balans makinesinin yatağını seçerken veya üretirken, gerekli sertlik, geometrik hassasiyet, titreşim direnci ve kılavuzlarının aşınma direnci dahil olmak üzere çeşitli gereksinimleri karşıladığından emin olmak gerekir.
Uygulamalar, kendi ihtiyaçları için makine üretirken en yaygın olarak aşağıdaki yatak seçeneklerinin kullanıldığını göstermektedir:
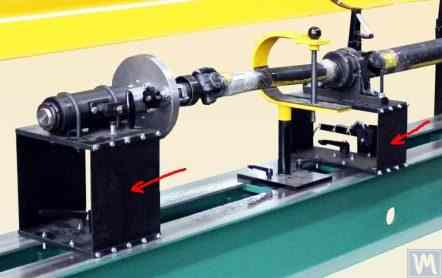
Şekil 3.25 kardan millerini dengelemek için tasarlanmış bir makinenin imalatında başarıyla kullanılan bir ağaç işleme makinesinin yatağını göstermektedir.

Şekil 3.25. Kardan Millerini Dengelemek İçin Bir Makine İmalatında Kullanılmış Bir Ağaç İşleme Makinesi Yatağının Kullanılması Örneği.
Şekil 3.26 ve 3.27 burguları dengelemek için özel bir Sert Rulmanlı makine ve silindirik rotorlar için evrensel bir Yumuşak Rulmanlı dengeleme makinesinin üretildiği torna yataklarının kullanım örneklerini göstermektedir. DIY üreticileri için bu tür çözümler, dengeleme makinesi için minimum zaman ve maliyetle, üzerine çeşitli tiplerde (hem Sert Rulmanlı hem de Yumuşak Rulmanlı) destek sehpalarının monte edilebileceği sağlam bir destek sistemi oluşturulmasına olanak tanır. Bu durumda üreticinin ana görevi, destek sehpalarının dayanacağı makine kılavuzlarının geometrik hassasiyetini sağlamaktır (ve gerekirse geri yüklemektir). DIY üretim koşullarında, kılavuzların gerekli geometrik doğruluğunu geri kazanmak için genellikle ince kazıma kullanılır.

Şekil 3.26. Burguları Dengelemek için Sert Yatak Makinesi İmalatında Kullanılmış Torna Yatağı Kullanımına Örnek.

Şekil 3.27. Şaftları Dengelemek için Yumuşak Yatak Makinesi İmalatında Kullanılmış Torna Yatağı Kullanımına Örnek.
Şekil 3.28 iki kanaldan yapılmış montajlı bir yatak versiyonunu göstermektedir. Bu yatağın üretiminde, ek teknolojik işlemler olmaksızın montaj sırasında yatağın deformasyonunun en aza indirilmesine veya tamamen ortadan kaldırılmasına olanak tanıyan sökülebilir cıvatalı bağlantılar kullanılmaktadır. Belirtilen yatağın kılavuzlarının uygun geometrik doğruluğunu sağlamak için, kullanılan kanalların üst flanşlarının mekanik olarak işlenmesi (taşlama, ince frezeleme) gerekebilir.

Şekil 3.28. Kanallardan Montajlı Yatak İmalatı Örneği
Şekil 3.29 ve 3.30 iki kanaldan yapılan kaynaklı yatakların varyasyonlarını da sunmaktadır. Bu tür yataklar için üretim teknolojisi, kaynak sırasında oluşan iç gerilimleri gidermek için ısıl işlem gibi bir dizi ek işlem gerektirebilir. Montajlı yataklarda olduğu gibi, kaynaklı yatakların kılavuzlarının uygun geometrik doğruluğunu sağlamak için, kullanılan kanalların üst flanşlarının mekanik olarak işlenmesi (taşlama, ince frezeleme) planlanmalıdır.

Şekil 3.29. Kanallardan Kaynaklı Yatak İmalatına Örnek
Şekil 3.30. Kanallardan Kaynaklı Yatak İmalatı Örneği
Son zamanlarda, titreşim sönümleyici kaplamalara sahip polimer betondan yapılan yataklar yaygın olarak kullanılmaya başlanmıştır. Yatak üretimine yönelik bu teknoloji internette iyi bir şekilde tanımlanmıştır ve DIY üreticileri tarafından kolayca uygulanabilir. Üretimin görece basitliği ve düşük maliyeti nedeniyle, bu yataklar metal muadillerine göre birçok önemli avantaja sahiptir:
Tipik olarak, bu tür yataklar üretilirken, üst kısımları dengeleme makinesinin destek ayaklarının dayandığı kılavuzlar olarak kullanılan çelik eklerle güçlendirilir. Örnek olarak, Şekil 3.31'de LLC "Technobalance" tarafından üretilen ve yatağı polimer betondan yapılmış olan kardan millerini dengelemek için kullanılan bir makinenin fotoğrafı gösterilmektedir.

Şekil 3.31. Polimer Betondan Yapılmış Dengeleme Makinesi Yatağı Örneği
3.4. Dengeleme Makineleri için Tahrikler
Müşterilerimizin balans makinelerinin üretiminde kullandıkları tasarım çözümlerinin analizinin gösterdiği gibi, tahriklerin tasarımı sırasında çoğunlukla değişken frekanslı sürücülerle donatılmış AC motorların kullanımına odaklanmaktadırlar. Bu yaklaşım, dengelenmiş rotorlar için minimum maliyetle çok çeşitli ayarlanabilir dönüş hızlarına olanak tanır. Dengelenmiş rotorları döndürmek için kullanılan ana tahrik motorlarının gücü genellikle bu rotorların kütlesine göre seçilir ve yaklaşık olarak şu şekilde olabilir:
Bu motorlar makine yatağına veya temeline sağlam bir şekilde monte edilmelidir. Makineye (veya kurulum sahasına) monte edilmeden önce, ana tahrik motoru, çıkış miline monte edilmiş kasnakla birlikte dikkatlice dengelenmelidir. Değişken frekanslı sürücünün neden olduğu elektromanyetik paraziti azaltmak için, giriş ve çıkışına ağ filtreleri takılması önerilir. Bunlar, sürücü üreticileri tarafından sağlanan standart hazır ürünler veya ferrit halkalar kullanılarak yapılan ev yapımı filtreler olabilir.