






3. Požiadavky na konštrukciu základných jednotiek a mechanizmov vyvažovacích strojov 3.1. Ložiská 3.1.1. Teoretické základy navrhovania ložísk
V predchádzajúcej časti boli podrobne rozobrané hlavné konštrukčné prevedenia podpier s mäkkými a tvrdými ložiskami pre vyvažovacie stroje. Rozhodujúcim parametrom, ktorý musia konštruktéri zohľadniť pri návrhu a výrobe týchto podpier, sú ich vlastné frekvencie kmitania. Je to dôležité, pretože meranie nielen amplitúdy kmitania (cyklickej deformácie) podpier, ale aj fázy kmitania je potrebné na výpočet parametrov korekčných závaží pomocou meracích a výpočtových systémov stroja.
Ak sa vlastná frekvencia podpery zhoduje s frekvenciou otáčania vyváženého rotora (rezonancia podpery), presné meranie amplitúdy a fázy vibrácií je prakticky nemožné. Jasne to ilustrujú grafy znázorňujúce zmeny amplitúdy a fázy kmitania podpery v závislosti od frekvencie otáčania vyváženého rotora (pozri obr. 3.1).
Z týchto grafov vyplýva, že keď sa frekvencia otáčania vyváženého rotora blíži k vlastnej frekvencii kmitania podpery (t. j. keď sa pomer fp/fo blíži k 1), dochádza k výraznému nárastu amplitúdy spojenej s rezonančným kmitaním podpery (pozri obr. 3.1.a). Súčasne z grafu 3.1.b vyplýva, že v rezonančnej zóne dochádza k prudkej zmene fázového uhla ∆F°, ktorý môže dosiahnuť až 180°.
Inými slovami, pri vyvažovaní akéhokoľvek mechanizmu v rezonančnej zóne môžu aj malé zmeny jeho frekvencie otáčania viesť k výraznej nestabilite výsledkov merania amplitúdy a fázy jeho kmitania, čo vedie k chybám pri výpočte parametrov korekčných závaží a negatívne ovplyvňuje kvalitu vyvažovania.
Uvedené grafy potvrdzujú predchádzajúce odporúčania, že v prípade strojov s tvrdými ložiskami by horná hranica prevádzkových frekvencií rotora mala byť (aspoň) 2 až 3-krát nižšia ako vlastná frekvencia podpery, fo. V prípade strojov s mäkkými ložiskami by dolná hranica prípustných prevádzkových frekvencií vyváženého rotora mala byť (aspoň) 2 - 3-krát vyššia ako vlastná frekvencia podpery.
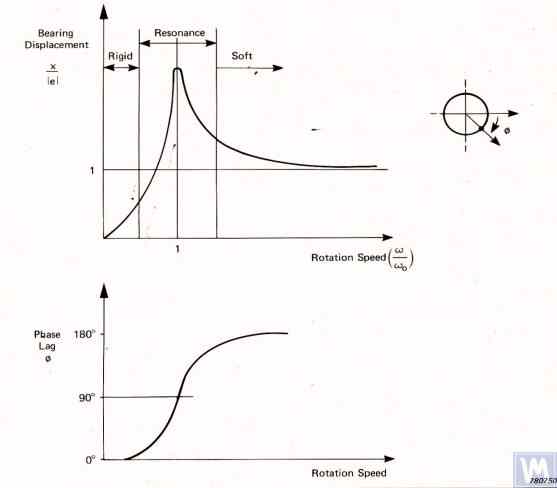
Obrázok 3.1. Grafy zobrazujúce zmeny relatívnej amplitúdy a fázy vibrácií podpery vyvažovacieho stroja v závislosti od zmien frekvencie otáčania.
Vzhľadom na uvedené informácie sa neodporúča prevádzkovať stroj v rezonančnej oblasti jeho podpier (na obr. 3.1 zvýraznené červenou farbou). Z grafov uvedených na obr. 3.1 tiež vyplýva, že pri rovnakých nerovnováhach rotora sú skutočné vibrácie podpier stroja s mäkkými ložiskami výrazne nižšie ako vibrácie vyskytujúce sa na podperách stroja s mäkkými ložiskami.
Z toho vyplýva, že snímače používané na meranie vibrácií podpier v strojoch s tvrdými ložiskami musia mať vyššiu citlivosť ako snímače v strojoch s mäkkými ložiskami. Tento záver dobre potvrdzuje skutočná prax používania snímačov, ktorá ukazuje, že absolútne snímače vibrácií (vibroakcelerometre a/alebo snímače rýchlosti vibrácií), ktoré sa úspešne používajú vo vyvažovacích strojoch Soft Bearing, často nedokážu dosiahnuť potrebnú kvalitu vyvažovania v strojoch Hard Bearing.
Na týchto strojoch sa odporúča používať snímače relatívnych vibrácií, ako sú snímače sily alebo vysoko citlivé snímače posunutia.
3.1.2. Odhad prirodzených frekvencií podpier pomocou výpočtových metód
Konštruktér môže vykonať približný (odhadovaný) výpočet vlastnej frekvencie podpery fo pomocou vzorca 3.1, ak ju zjednodušene považuje za kmitajúci systém s jedným stupňom voľnosti, ktorý (pozri obr. 2.19.a) predstavuje hmotnosť M kmitajúca na pružine s tuhosťou K.
fo=2π1MK(3.1)
Hmotnosť M použitú vo výpočte pre symetrický rotor s medzinápravovým ložiskom možno aproximovať vzorcom 3.2.
M=Mo+nMr(3.2) kde Mo je hmotnosť pohyblivej časti podpery v kg; Mr je hmotnosť vyvažovaného rotora v kg; n je počet podper stroja zapojených do vyvažovania.
Tuhosť K podpery sa vypočíta pomocou vzorca 3.3 na základe výsledkov experimentálnych štúdií, ktoré zahŕňajú meranie deformácie ΔL podpery pri jej zaťažení statickou silou P (pozri obr. 3.2.a a 3.2.b).
K=ΔLP(3.3) kde ΔL je deformácia podpery v metroch; P je statická sila v newtonoch.
Veľkosť zaťažujúcej sily P možno merať pomocou prístroja na meranie sily (napr. dynamometra). Posunutie podpery ΔL sa určí pomocou prístroja na meranie lineárnych posunutí (napr. číselníkového ukazovateľa).
3. Požiadavky na konštrukciu základných jednotiek a mechanizmov vyvažovacích strojov 3.1. Ložiská 3.1.2. Výpočet vlastných frekvencií podpier výpočtovými metódami
Výpočty vlastných frekvencií podpier pomocou vyššie diskutovanej výpočtovej schémy možno vykonať v dvoch smeroch:
Výpočet vlastných frekvencií podpier vo vertikálnom smere si vyžaduje použitie zložitejšej výpočtovej techniky, ktorá (okrem parametrov samotnej podpery a vyváženého rotora) musí zohľadňovať parametre rámu a špecifiká inštalácie stroja na základoch. Touto metódou sa táto publikácia nezaoberá. Analýza vzorca 3.1 umožňuje uviesť niekoľko jednoduchých odporúčaní, ktoré by mali konštruktéri strojov zohľadniť pri svojej praktickej činnosti. Vlastná frekvencia podpery sa môže meniť najmä zmenou jej tuhosti a/alebo hmotnosti. Zvýšením tuhosti sa vlastná frekvencia podpery zvýši, zatiaľ čo zvýšením hmotnosti sa zníži. Tieto zmeny majú nelineárny, kvadraticko-inverzný vzťah. Napríklad zdvojnásobenie tuhosti podpery zvýši jej vlastnú frekvenciu len 1,4-krát. Podobne zdvojnásobenie hmotnosti pohyblivej časti podpery zníži jej vlastnú frekvenciu len o faktor 1,4.
3.1.3. Experimentálne metódy na určenie vlastných frekvencií podpier
Vzhľadom na to, že vyššie uvedený výpočet vlastných frekvencií podpier, vykonaný zjednodušenou metódou, môže viesť k značným chybám, väčšina amatérskych vývojárov uprednostňuje stanovenie týchto parametrov experimentálnymi metódami. Na tento účel využívajú možnosti, ktoré poskytujú moderné systémy merania vibrácií vyvažovacích strojov vrátane prístrojov radu "Balanset".
3.1.3.1. Určenie vlastných frekvencií podpier metódou rázového budenia
Metóda rázového budenia je najjednoduchším a najbežnejším spôsobom určenia vlastnej frekvencie vibrácií podpery alebo iného komponentu stroja. Je založená na skutočnosti, že keď je akýkoľvek objekt, napríklad zvon (pozri obr. 3.3), rázovo budený, jeho odozva sa prejaví ako postupne sa znižujúca vibračná odozva. Frekvencia vibračného signálu je určená konštrukčnými charakteristikami objektu a zodpovedá frekvencii jeho vlastných vibrácií. Na nárazové budenie vibrácií sa môže použiť akýkoľvek ťažký nástroj, napríklad gumená palička alebo obyčajná palička.
Obrázok 3.3. Schéma nárazového budenia používaná na určenie vlastných frekvencií objektu
Hmotnosť kladiva by mala byť približne 10% hmotnosti budeného objektu. Na zachytenie vibračnej odozvy by sa mal na skúmaný objekt nainštalovať snímač vibrácií, ktorého meracia os by mala byť zarovnaná so smerom budenia nárazom. V niektorých prípadoch sa môže ako snímač na vnímanie vibračnej odozvy objektu použiť mikrofón zo zariadenia na meranie hluku.
Vibrácie objektu sa pomocou snímača premenia na elektrický signál, ktorý sa potom odošle do meracieho prístroja, napríklad na vstup spektrálneho analyzátora. Tento prístroj zaznamenáva časovú funkciu a spektrum doznievajúceho vibračného procesu (pozri obr. 3.4), ktorých analýza umožňuje určiť frekvenciu (frekvencie) vlastných vibrácií objektu.
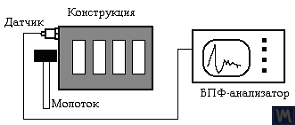
Obrázok 3.4. Schéma merania a zaznamenávania prirodzených vibrácií objektu
Podobne ako väčšina moderných prístrojov na meranie vibrácií, aj meracie systémy série "Balanset" možno použiť na určenie vlastných frekvencií objektu (napr. podpery vyvažovacieho stroja), keď sú jeho vibrácie vyvolané nárazom. Tento postup na prístrojoch radu "Balanset" možno vykonať buď v režime doplnkových funkcií prístroja "Grafy. Spektrum" alebo v špecializovanom režime "Graphs. Impact", ktorý je súčasťou najnovších verzií softvéru "Balanset 1".
Výsledkom tohto postupu je pracovné okno s grafmi časovej funkcie a spektra doznievajúcich vibrácií, ktoré sa vyskytujú v skúmanej štruktúre pri jej nárazovom budení, zobrazené na obrazovke počítača. Príklad takýchto grafov je znázornený na obrázku 3.5.

Obrázok 3.5. Rozhranie programu zobrazujúce grafy časových funkcií a spektrum doznievajúcich nárazových vibrácií skúmanej konštrukcie
Z analýzy grafu spektra uvedeného na obrázku 3.5 (pozri spodnú časť pracovného okna) vyplýva, že hlavná zložka vlastných kmitov skúmanej konštrukcie, určená vzhľadom na abscisovú os grafu, sa vyskytuje pri frekvencii 9,5 Hz. Túto metódu možno odporučiť na štúdium vlastných vibrácií nosičov vyvažovacích strojov s mäkkým aj tvrdým ložiskom.
3.1.3.2. Určenie prirodzených frekvencií podpier v režime vybočenia
V niektorých prípadoch možno vlastné frekvencie podpier určiť cyklickým meraním amplitúdy a fázy vibrácií "na pobreží". Pri realizácii tejto metódy sa rotor inštalovaný na skúmanom stroji najprv zrýchli na maximálnu rýchlosť otáčania, potom sa jeho pohon odpojí a frekvencia rušivej sily spojenej s nevyváženosťou rotora sa postupne znižuje od maxima až po bod zastavenia.
V tomto prípade možno vlastné frekvencie podpier určiť pomocou dvoch charakteristík:
V zariadeniach série "Balanset" je možné použiť režim "Vibrometer" ("Balanset 1") alebo "Balancing. Monitoring" ("Balanset 2C" a "Balanset 4") možno použiť na zisťovanie vlastných frekvencií objektov "na pobreží", čo umožňuje cyklické merania amplitúdy a fázy vibrácií pri frekvencii otáčania rotora.
Okrem toho softvér "Balanset 1" obsahuje aj špecializovanú aplikáciu "Grafy. Coasting", ktorý umožňuje vykresľovanie grafov zmien amplitúdy a fázy vibrácií podpier na pobreží v závislosti od meniacej sa frekvencie otáčania, čo výrazne uľahčuje proces diagnostiky rezonancií.
Treba poznamenať, že zo zrejmých dôvodov (pozri časť 3.1.1) možno metódu určenia vlastných frekvencií podpier na pobreží použiť len v prípade skúmania strojov s mäkkým vyvažovaním ložiska, kde pracovné frekvencie otáčania rotora výrazne prevyšujú vlastné frekvencie podpier v priečnom smere.
V prípade strojov s tvrdými ložiskami, kde sú pracovné frekvencie otáčania rotora vyvolávajúce vibrácie podpier na pobreží výrazne nižšie ako vlastné frekvencie podpier, je použitie tejto metódy prakticky nemožné.
3.1.4. Praktické odporúčania pre navrhovanie a výrobu podpier pre vyvažovacie stroje 3.1.4.1. Mäkké ložiskové stroje s plochými pružinami
Niekoľko konštrukčných variantov podpier vyvažovacích strojov s plochými pružinami bolo uvedených vyššie v časti 2.1 a znázornených na obrázkoch 2.7 až 2.9. Podľa našich informácií sa takéto konštrukcie najčastejšie používajú v strojoch určených na vyvažovanie hnacích hriadeľov.
Ako príklad uveďme parametre pružín, ktoré používa jeden z klientov (LLC "Rost-Service", Petrohrad) pri výrobe vlastných strojových podpier. Tento stroj bol určený na vyvažovanie hnacích hriadeľov s 2, 3 a 4 podperami, ktorých hmotnosť nepresahuje 200 kg. Geometrické rozmery pružín (výška * šírka * hrúbka) použitých v podperách vedúceho a hnaného vretena stroja, ktoré si zvolil zákazník, boli 300, resp.2003 mm.
Vlastná frekvencia nezaťaženej podpery, určená experimentálne metódou nárazového budenia pomocou štandardného meracieho systému stroja "Balanset 4", bola 11 - 12 Hz. Pri takejto vlastnej frekvencii vibrácií podpier by odporúčaná frekvencia otáčania vyvažovaného rotora počas vyvažovania nemala byť nižšia ako 22 - 24 Hz (1320 - 1440 ot./min.).
Geometrické rozmery plochých pružín použitých tým istým výrobcom na medzipodperách boli 2002003 mm. Okrem toho, ako ukázali štúdie, vlastné frekvencie týchto podpier boli vyššie a dosahovali 13-14 Hz.
Na základe výsledkov skúšok sa výrobcom stroja odporučilo, aby vyrovnali (vyrovnali) vlastné frekvencie vretena a medzipodpery. To by malo uľahčiť výber rozsahu prevádzkových frekvencií otáčania hnacích hriadeľov počas vyvažovania a zabrániť potenciálnej nestabilite údajov meracieho systému v dôsledku vstupu podpier do oblasti rezonančných vibrácií.
Metódy úpravy vlastných frekvencií kmitania podpier na plochých pružinách sú zrejmé. Túto úpravu možno dosiahnuť zmenou geometrických rozmerov alebo tvaru plochých pružín, čo sa dosiahne napríklad vyfrézovaním pozdĺžnych alebo priečnych drážok, ktoré znížia ich tuhosť.
Ako už bolo uvedené, overenie výsledkov takéhoto nastavenia sa môže vykonať určením vlastných frekvencií kmitania podpier pomocou metód opísaných v oddieloch 3.1.3.1 a 3.1.3.2.
Obrázok 3.6 predstavuje klasickú verziu konštrukcie podpery na plochých pružinách, ktorú v jednom zo svojich strojov použil A. Sinicyn. Ako je znázornené na obrázku, podpera obsahuje tieto komponenty:

Obrázok 3.6. Konštrukčná zmena podpery na plochých pružinách
Horná doska 1 podpery sa môže použiť na upevnenie vretena alebo medzinápravového ložiska. V závislosti od účelu podpery môže byť spodná doska 4 pevne pripevnená k vedeniam stroja alebo nainštalovaná na pohyblivých klzákoch, ktoré umožňujú pohyb podpery pozdĺž vedení. Konzola 5 sa používa na inštaláciu blokovacieho mechanizmu pre podperu, ktorý umožňuje jej bezpečné upevnenie počas zrýchľovania a spomaľovania vyváženého rotora.
Ploché pružiny pre podpery strojov Soft Bearing by mali byť vyrobené z listových pružín alebo vysokokvalitnej legovanej ocele. Použitie bežných konštrukčných ocelí s nízkou medzerou klzu sa neodporúča, pretože pri statickom a dynamickom zaťažení počas prevádzky môže dôjsť k ich zvyškovej deformácii, čo vedie k zníženiu geometrickej presnosti stroja a dokonca k strate stability podpery.
3.1.4.2. Mäkké ložiskové podpery strojov so zavesením na pásových pružinách
Pri navrhovaní pásových pružín používaných na podperné zavesenie je potrebné venovať pozornosť výberu hrúbky a šírky pásu pružiny, ktorý musí na jednej strane odolávať statickému a dynamickému zaťaženiu rotora na podperu a na druhej strane musí zabrániť možnosti vzniku torzných vibrácií podperného zavesenia, ktoré sa prejavujú ako axiálne vybiehanie.
Príklady konštrukčného vyhotovenia vyvažovacích strojov s použitím pásových pružín sú znázornené na obrázkoch 2.1 - 2.5 (pozri časť 2.1), ako aj na obrázkoch 3.7 a 3.8 tejto časti.

Obrázok 3.7. Stroj na vyvažovanie rotorov elektromotorov, zostavený, vyvinutý A. Mochovom.

Obrázok 3.8. Stroj na vyvažovanie rotorov turbopumpy, vyvinutý G. Glazovom (Biškek)
3.1.4.3. Mäkké ložiskové podpery strojov vyrobené pomocou valcových pružín
Príklad vyvažovacieho stroja s mäkkými ložiskami, v ktorom sa pri konštrukcii podpier používajú valcové tlačné pružiny, je znázornený na obrázku 3.9. Hlavná nevýhoda tohto konštrukčného riešenia súvisí s rôznym stupňom deformácie pružín v predných a zadných podperách, ku ktorej dochádza, ak sú zaťaženia na podpery počas vyvažovania asymetrických rotorov nerovnaké. To prirodzene vedie k nesúososti podpier a vychýleniu osi rotora vo vertikálnej rovine. Jedným z negatívnych dôsledkov tejto chyby môže byť vznik síl, ktoré spôsobujú axiálny posun rotora počas otáčania.

Obr. 3.9. Variant konštrukcie mäkkej ložiskovej opory pre vyvažovacie stroje s použitím valcových pružín.
3.1.4.4. Tvrdé ložiskové podpery pre stroje Ako ukazujú naše rozsiahle skúsenosti s klientmi, značná časť výrobcov samovyvažovacích strojov začala v poslednom čase uprednostňovať stroje s tvrdými ložiskovými podperami. Na obrázkoch 2.16 až 2.18 v časti 2.2 sú znázornené fotografie rôznych konštrukčných vyhotovení strojov využívajúcich takéto podpery. Typický náčrt tuhej podpery, ktorý vyvinul jeden z našich klientov pre svoju konštrukciu stroja, je uvedený na obr. 3.10. Táto podpera pozostáva z plochého oceľového plechu s drážkou v tvare P, ktorá konvenčne rozdeľuje podperu na "tuhú" a "ohybnú" časť. Pod vplyvom nerovnovážnej sily sa "pružná" časť podpery môže deformovať vzhľadom na jej "tuhú" časť. Veľkosť tejto deformácie, ktorá je určená hrúbkou podpery, hĺbkou drážok a šírkou mostíka spájajúceho "pružnú" a "tuhú" časť podpery, možno merať pomocou vhodných snímačov meracieho systému stroja. Vzhľadom na to, že neexistuje metóda výpočtu priečnej tuhosti takýchto podpier, ktorá by zohľadňovala hĺbku h drážky v tvare P, šírku t mostíka, ako aj hrúbku podpery r (pozri obr. 3.10), tieto konštrukčné parametre zvyčajne určujú vývojári experimentálne.
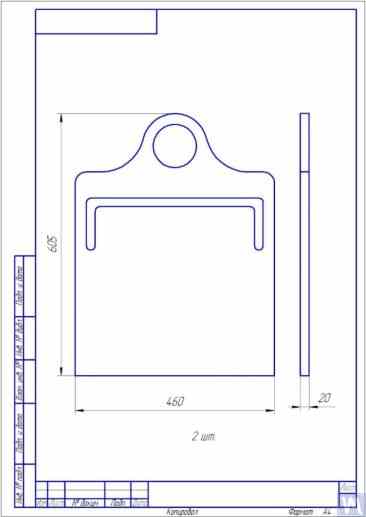
Obr. 3.10. Náčrt tvrdej ložiskovej podpery pre vyvažovací stroj
Na obrázkoch 3.11 a 3.12 sú zobrazené fotografie rôznych realizácií takýchto podpier vyrobených pre vlastné stroje našich klientov. Zhrnutím údajov získaných od niekoľkých našich klientov, ktorí sú výrobcami strojov, možno sformulovať požiadavky na hrúbku podpier stanovených pre stroje rôznych veľkostí a nosností. Napríklad pre stroje určené na vyvažovanie rotorov s hmotnosťou od 0,1 do 50 až 100 kg môže byť hrúbka podpery 20 mm.

Obr. 3.11. Tvrdé ložiskové podpery pre vyvažovací stroj, výrobca A. Sinitsyn

Obr. 3.12. Tvrdá ložisková opora pre vyvažovací stroj, výrobca D. Krasilnikov
Pri strojoch s hmotnosťou vyvažovaného rotora nepresahujúcou 300 - 500 kg sa hrúbka podpery môže zväčšiť na 30 - 40 mm a pri strojoch určených na vyvažovanie rotorov s maximálnou hmotnosťou od 1000 do 3000 kg môže hrúbka podpery dosiahnuť 50 - 60 mm alebo viac. Ako vyplýva z analýzy dynamických charakteristík uvedených podpier, ich vlastné frekvencie kmitania merané v priečnej rovine (rovina merania relatívnych deformácií "pružnej" a "tuhej" časti) zvyčajne presahujú 100 Hz alebo viac. Vlastné frekvencie vibrácií podperných stojanov Hard Bearing v čelnej rovine, merané v smere zhodnom s osou otáčania vyváženého rotora, sú zvyčajne výrazne nižšie. A práve tieto frekvencie by sa mali brať do úvahy predovšetkým pri určovaní hornej hranice rozsahu prevádzkových frekvencií rotujúcich rotorov vyvážených na stroji. Ako bolo uvedené vyššie, určenie týchto frekvencií možno vykonať metódou nárazového budenia opísanou v časti 3.1.
3.2. Nosné zostavy vyvažovacích strojov 3.2.1. Hlavné typy nosných zostáv Pri výrobe vyvažovacích strojov s tvrdými aj mäkkými ložiskami možno odporučiť nasledujúce známe typy nosných zostáv, ktoré sa používajú na inštaláciu a otáčanie vyvážených rotorov na podperách, vrátane:

3.13. Variant vyhotovenia prizmatickej nosnej zostavy používanej na vyvažovacom stroji pre automobilové turbíny
Podobné podporné zostavy (pozri obrázok 3.8) realizoval napríklad G. Glazov vo svojom stroji, ktorý je tiež určený na vyvažovanie automobilových turbín. Originálne technické riešenie hranolovej nosnej zostavy, vyrobenej z fluoroplastu (pozri obrázok 3.14), navrhuje spoločnosť LLC "Technobalance".

Obr. 3.14. Zostava prizmatickej podpery od spoločnosti LLC "Technobalance"
Táto konkrétna nosná zostava je vytvorená pomocou dvoch valcových puzdier 1 a 2, ktoré sú navzájom uložené pod uhlom a upevnené na nosných osiach. Vyvážený rotor sa dotýka povrchov puzdier pozdĺž generujúcich línií valcov, čím sa minimalizuje styčná plocha medzi hriadeľom rotora a podperou, čo následne znižuje treciu silu v podpere. V prípade potreby, v prípade opotrebovania alebo poškodenia povrchu podpery v oblasti jej kontaktu s hriadeľom rotora, je zabezpečená možnosť kompenzácie opotrebovania pootočením puzdra okolo jeho osi o určitý uhol. Je potrebné poznamenať, že pri použití podporných zostáv z nekovových materiálov je potrebné zabezpečiť konštrukčnú možnosť uzemnenia vyváženého rotora k telesu stroja, čím sa eliminuje riziko vzniku silných nábojov statickej elektriny počas prevádzky. To po prvé pomáha znižovať elektrické rušenie a poruchy, ktoré môžu ovplyvniť výkonnosť meracieho systému stroja, a po druhé eliminuje riziko ovplyvnenia personálu pôsobením statickej elektriny.
3.2.1.2. Nosné valčeky Tieto zostavy sa zvyčajne inštalujú na podpery strojov určených na vyvažovanie rotorov s hmotnosťou viac ako 50 kilogramov. Ich použitie výrazne znižuje trecie sily v podperách v porovnaní s prizmatickými podperami, čo uľahčuje otáčanie vyvažovaného rotora. Na obrázku 3.15 je ako príklad uvedený konštrukčný variant podpernej zostavy, kde sa na polohovanie výrobku používajú valčeky. V tejto konštrukcii sa ako valčeky 1 a 2 používajú štandardné valivé ložiská, ktorých vonkajšie krúžky sa otáčajú na stacionárnych osiach upevnených v telese podpery stroja 3. Na obrázku 3.16 je znázornený náčrt zložitejšej konštrukcie valčekovej nosnej zostavy, ktorú vo svojom projekte realizoval jeden zo samovýrobcov vyvažovacích strojov. Ako je z nákresu zrejmé, na zvýšenie nosnosti valca (a následne aj nosnej zostavy ako celku) je v telese valca 3 nainštalovaná dvojica valivých ložísk 1 a 2. Praktická realizácia tejto konštrukcie sa napriek všetkým jej zjavným výhodám javí ako pomerne zložitá úloha spojená s potrebou samostatnej výroby telesa valca 3, na ktoré sa kladú veľmi vysoké požiadavky na geometrickú presnosť a mechanické vlastnosti materiálu.

Obr. 3.15. Príklad konštrukcie valčekovej nosnej zostavy
Obr. 3.16. Príklad konštrukcie valčekovej nosnej zostavy s dvoma valivými ložiskami
Na obrázku 3.17 je znázornený konštrukčný variant samonastavovacej valčekovej nosnej zostavy, ktorý vyvinuli odborníci spoločnosti LLC "Technobalance". V tejto konštrukcii sa samovyrovnávacia schopnosť valčekov dosahuje tým, že sa im poskytnú ďalšie dva stupne voľnosti, ktoré umožňujú valčekom vykonávať malé uhlové pohyby okolo osí X a Y. Takéto nosné zostavy, ktoré zabezpečujú vysokú presnosť pri inštalácii vyvážených rotorov, sa zvyčajne odporúčajú na použitie na podperách ťažkých vyvažovacích strojov.

Obr. 3.17. Príklad konštrukcie samonastavovacej valčekovej podpernej zostavy
Ako už bolo spomenuté, na valčekové podpery sa zvyčajne kladú pomerne vysoké požiadavky na presnosť výroby a tuhosť. Najmä tolerancie stanovené pre radiálne hádzanie valčekov by nemali prekročiť 3 - 5 mikrónov.
V praxi sa to nie vždy podarí aj známym výrobcom. Napríklad počas autorovho testovania radiálnej hádzavosti sady nových nosných valčekov, zakúpených ako náhradné diely pre vyvažovačku model H8V, značky "K. Shenk", dosiahla radiálna hádzavosť ich valčekov 10 až 11 mikrónov.
3.2.1.3. Nosné zostavy vretena
Pri vyvažovaní rotorov s prírubovou montážou (napríklad kardanové hriadele) na vyvažovacích strojoch sa vretená používajú ako podporné zostavy na polohovanie, montáž a otáčanie vyvažovaných výrobkov.
Vretená sú jednou z najzložitejších a najkritickejších súčastí vyvažovacích strojov, ktoré sú do veľkej miery zodpovedné za dosiahnutie požadovanej kvality vyvažovania.
Teória a prax konštrukcie a výroby vretien sú pomerne dobre rozpracované a odrážajú sa v širokej škále publikácií, medzi ktorými je aj monografia "Detaily a mechanizmy kovoobrábacích strojov" [1], ktorej editorom je Dr. ing. D. N. Rešetova, vyniká ako najužitočnejšia a najprístupnejšia pre vývojárov.
Spomedzi hlavných požiadaviek, ktoré by sa mali zohľadniť pri návrhu a výrobe vyvažovacích vretien, by sa mali uprednostniť tieto:
a) Zabezpečenie vysokej tuhosti konštrukcie zostavy vretena, ktorá je dostatočná na to, aby sa zabránilo neprijateľným deformáciám, ku ktorým môže dôjsť vplyvom nevyvážených síl vyváženého rotora;
b) Zabezpečenie stability polohy osi otáčania vretena charakterizovanej prípustnými hodnotami radiálnych, axiálnych a axiálnych hádzaní vretena;
c) Zabezpečenie správnej odolnosti čapov vretena proti opotrebovaniu, ako aj jeho dosadacích a oporných plôch používaných na montáž vyvážených výrobkov.
Praktická realizácia týchto požiadaviek je podrobne opísaná v časti VI "Vretená a ich nosiče" práce [1].
Nájdete tu najmä metodiky overovania tuhosti a presnosti otáčania vretien, odporúčania pre výber ložísk, výber materiálu vretien a spôsoby ich kalenia, ako aj mnoho ďalších užitočných informácií na túto tému.
V práci [1] sa uvádza, že pri konštrukcii vretien pre väčšinu typov obrábacích strojov na rezanie kovov sa používa najmä schéma s dvoma ložiskami.
Príklad konštrukčného variantu takejto dvojnosníkovej schémy používanej vo vretenách frézovacích strojov (podrobnosti možno nájsť v práci [1]) je znázornený na obr. 3.18.
Táto schéma je celkom vhodná na výrobu vretien vyvažovacích strojov, ktorých príklady konštrukčných variantov sú uvedené na obrázkoch 3.19 až 3.22.
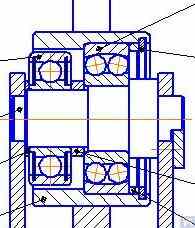
Na obrázku 3.19 je znázornený jeden z konštrukčných variantov zostavy vodiaceho vretena vyvažovacieho stroja, ktoré sa otáča na dvoch radiálnych axiálnych ložiskách, z ktorých každé má vlastné nezávislé puzdro 1 a 2. Na hriadeli vretena 3 je namontovaná príruba 4, určená na prírubovú montáž kardanového hriadeľa, a remenica 5, ktorá sa používa na prenos otáčok na vreteno z elektromotora pomocou pohonu klinovým remeňom.
Obr. 3.18. Náčrt vretena dvojnosníkovej frézky

Obrázok 3.19. Príklad konštrukcie vretena na dvoch nezávislých ložiskových podperách
Obrázky 3.20 a 3.21 Zobrazujú dve úzko súvisiace konštrukcie zostáv vedúcich vretien. V oboch prípadoch sú ložiská vretena inštalované v spoločnej skrini 1, ktorá má priechodný axiálny otvor potrebný na inštaláciu hriadeľa vretena. Na vstupe a výstupe z tohto otvoru má puzdro špeciálne otvory (na obrázkoch nie sú znázornené) určené na uloženie radiálnych axiálnych ložísk (valčekových alebo guľôčkových) a špeciálne prírubové kryty 5, ktoré sa používajú na upevnenie vonkajších krúžkov ložísk.
Rovnako ako v predchádzajúcej verzii (pozri obr. 3.19) je na hriadeli vretena nainštalovaná čelná doska 2, určená na montáž hnacieho hriadeľa na prírubu, a remenica 3, ktorá sa používa na prenos otáčok na vreteno z elektromotora prostredníctvom remeňového pohonu. Na hriadeli vretena je upevnená aj koncovka 4, ktorá sa používa na určenie uhlovej polohy vretena, využívaná pri inštalácii skúšobných a korekčných závaží na rotor počas vyvažovania.

Obrázok 3.20. Príklad 1 konštrukcie vedúceho vretena na dvoch ložiskových podperách inštalovaných v spoločnom puzdre

Obrázok 3.21. Príklad 2 konštrukcie vedúceho vretena na dvoch ložiskových podperách inštalovaných v spoločnom puzdre
 \
\
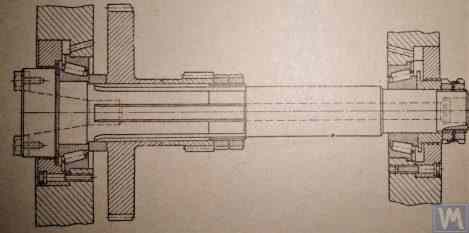
Obrázok 3.22. Príklad konštrukcie poháňaného (zadného) vretena
Obrázok 3.22 znázorňuje konštrukčný variant zostavy poháňaného (zadného) vretena stroja, ktorý sa od vedúceho vretena líši len tým, že neobsahuje hnaciu remenicu a končatinu, pretože nie sú potrebné.
Ako je vidieť v Obrázky 3.20 - 3.22, sú vyššie uvedené zostavy vretien pripevnené k mäkkým ložiskovým podperám vyvažovacích strojov pomocou špeciálnych svoriek (popruhov) 6. V prípade potreby sa môžu použiť aj iné spôsoby upevnenia, ktoré zabezpečia správnu tuhosť a presnosť umiestnenia zostavy vretena na podperu.
Obrázok 3.23 znázorňuje konštrukciu upevnenia príruby podobnú tomuto vretenu, ktorá sa môže použiť na jeho inštaláciu na podperu tvrdého ložiska vyvažovacieho stroja.

Obrázok 3.22. Príklad konštrukčného riešenia poháňaného (zadného) vretena
Obrázok 3.22 predstavuje konštrukčný variant zostavy poháňaného (zadného) vretena stroja, ktorý sa od vedúceho vretena líši len tým, že v ňom chýba hnacia remenica a končatina, pretože nie sú potrebné.
Ako je vidieť v Obrázky 3.20 - 3.22, sú diskutované zostavy vretien pripevnené k mäkkým ložiskovým podperám vyvažovacích strojov pomocou špeciálnych svoriek (popruhov) 6. V prípade potreby sa môžu použiť aj iné spôsoby pripevnenia, ktoré zabezpečia správnu tuhosť a presnosť umiestnenia zostavy vretena na podperu.
Obrázok 3.23 ukazuje konštrukciu prírubového upevnenia takéhoto vretena, ktoré sa môže použiť na jeho inštaláciu na tvrdú ložiskovú podperu vyvažovacieho stroja.
3.1.4.3. Mäkké ložiskové podpery strojov vyrobené pomocou valcových pružín
Príklad vyvažovacieho stroja s mäkkými ložiskami, v ktorom sa pri konštrukcii podpier používajú valcové tlačné pružiny, je uvedený na obrázku Obrázok 3.9. Hlavná nevýhoda tohto konštrukčného riešenia súvisí s rozdielnou veľkosťou deformácie pružín na predných a zadných podperách, ktorá vzniká v prípadoch nerovnakého zaťaženia podper pri vyvažovaní asymetrických rotorov. To prirodzene vedie k nesúososti podpier a vychýleniu osi rotora vo vertikálnej rovine. Jedným z negatívnych dôsledkov tejto chyby môže byť výskyt síl, ktoré spôsobujú axiálny posun rotora počas otáčania.
Obrázok 3.24. Výpočtová schéma použitá na určenie tuhosti vretena a jeho radiálneho hádzania (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], obr (3.4)
kde:
Transformáciou vzorca 3.4 získame požadovanú vypočítanú hodnotu tuhosti vretena jшп možno určiť: jшп = P / Y, kg/cm (3.5)
Vzhľadom na odporúčania práce [1] pre stredne veľké vyvažovacie stroje by táto hodnota nemala byť nižšia ako 50 kg/µm.
Už skôr bolo uvedené, že hlavný vplyv na radiálnu tuhosť sústavy vretena má priemer jeho hriadeľa, s ktorého zväčšením sa kvadraticky zväčšujú momenty zotrvačnosti J1 a J2, a preto (pozri rovnicu 3.4) sa zmenšuje veľkosť pružného posunu Y vretena pri zaťažení.
Ako vyplýva z rovnice 3.4, tuhosť vretena je ovplyvnená aj vzdialenosťou medzi podperami c a dĺžka jeho konzoly g, ktorej optimalizácia počas návrhu tiež výrazne zvyšuje kvalitu zostavy vretena.
Treba poznamenať, že pri návrhu vretien treba venovať pozornosť aj zabezpečeniu ich axiálnej tuhosti, ktorá závisí predovšetkým od axiálnej tuhosti ložísk vretena a tuhosti jeho puzdra.
Vlastná frekvencia vibrácií vretena, ktorá by nemala byť nižšia ako 500 - 600 Hz, priamo súvisí s tuhosťou zostáv vretena. Tento parameter možno experimentálne určiť pomocou zariadení radu "Balanset" použitím metódy nárazového budenia, o ktorej sa hovorilo skôr v časti 3.1.3.1.
Vzhľadom na to, že určenie parametrov zostáv vretena predstavuje pre mnohých vývojárov značnú výzvu, odporúča sa im použiť grafickú metódu výpočtu uvedenú v prácach [1] a [2], založenú na použití nomogramov, ktorá výrazne zjednodušuje riešenie tejto úlohy a skracuje čas potrebný na jej dokončenie.
3.2.1.3.4. Zabezpečenie požiadaviek na presnosť otáčania vretena
Presnosť otáčania je spolu s vyššie uvedenou tuhosťou kritickou vlastnosťou zostavy vretena vyvažovačky, ktorá môže výrazne ovplyvniť kvalitu vyvažovania. Prax ukazuje, že presnosť otáčania vretena priamo závisí od viacerých faktorov, vrátane:
Po prvé, výrobcovia sa musia zamerať na presnosť použitých ložísk, pretože ich vplyv na presnosť otáčania (radiálna hádzavosť) vretena s dvoma ložiskami (pozri schému výpočtu v Obrázok 3.24) možno približne odhadnúť overovacím výpočtom vykonaným podľa vzorca 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
kde:
3.2.1.3.5. Zabezpečenie požiadaviek na vyváženie vretena
Vretená vyvažovacích strojov musia byť dobre vyvážené, pretože akákoľvek skutočná nevyváženosť sa prenesie na vyvažovaný rotor ako dodatočná chyba. Pri stanovovaní technologických tolerancií pre zostatkovú nevyváženosť vretena sa všeobecne odporúča, aby trieda presnosti jeho vyvažovania bola aspoň o 1 - 2 triedy vyššia ako trieda presnosti výrobku vyvažovaného na stroji.
Vzhľadom na vyššie uvedené konštrukčné vlastnosti vretien by sa ich vyvažovanie malo vykonávať v dvoch rovinách.
3.2.1.3.6. Zabezpečenie požiadaviek na nosnosť a trvanlivosť ložísk vretena
Pri navrhovaní vretien a výbere veľkosti ložísk sa odporúča predbežne posúdiť životnosť a nosnosť ložísk. Metodiku na vykonanie týchto výpočtov možno podrobne nájsť v norme ISO 18855-94 (ISO 281-89) "Valivé ložiská - Dynamické zaťaženie a menovitá životnosť" [3], ako aj v mnohých (aj digitálnych) príručkách o valivých ložiskách.
3.2.1.3.7. Zabezpečenie požiadaviek na prijateľný ohrev ložísk vretena
Podľa odporúčaní z práce [1] by maximálne prípustné zahrievanie vonkajších krúžkov ložísk vretena nemalo presiahnuť 70 °C. Na zabezpečenie kvalitného vyváženia by však odporúčané zahrievanie vonkajších krúžkov nemalo prekročiť 40 - 45 °C.
3.2.1.3.8. Výber typu remeňového pohonu a konštrukcia hnacej remenice pre vreteno
Pri návrhu hnacieho vretena vyvažovačky sa odporúča zabezpečiť jeho otáčanie pomocou plochého remeňového pohonu. Príklad správneho použitia takéhoto pohonu na prevádzku vretena je uvedený v Obrázky 3.20 a 3.23. Používanie pohonov s klinovým alebo ozubeným remeňom je nežiaduce, pretože môžu na vreteno pôsobiť dodatočné dynamické zaťaženie v dôsledku geometrických nepresností remeňov a remeníc, čo môže viesť k ďalším chybám merania počas vyvažovania. Odporúčané požiadavky na kladky pre ploché hnacie remene sú uvedené v norme ISO 17383- 73 "Kladky pre ploché hnacie remene" [4].
Hnacia remenica by mala byť umiestnená na zadnom konci vretena, čo najbližšie k ložiskovej súprave (s čo najmenším presahom). Konštrukčné rozhodnutie o umiestnení remenice s presahom, prijaté pri výrobe vretena zobrazeného na obrázku Obrázok 3.19, možno považovať za neúspešný, pretože výrazne zvyšuje moment dynamického zaťaženia pohonu pôsobiaci na podpery vretena.
Ďalšou významnou nevýhodou tejto konštrukcie je použitie pohonu klinovým remeňom, ktorého výrobné a montážne nepresnosti môžu byť tiež zdrojom nežiaduceho dodatočného zaťaženia vretena.
3.3. Posteľ (rám)
Lôžko je hlavnou nosnou konštrukciou vyvažovačky, na ktorej sú založené jej hlavné prvky vrátane nosných stĺpikov a hnacieho motora. Pri výbere alebo výrobe lôžka vyvažovačky je potrebné zabezpečiť, aby spĺňalo niekoľko požiadaviek vrátane potrebnej tuhosti, geometrickej presnosti, odolnosti proti vibráciám a odolnosti jeho vedení proti opotrebovaniu.
Prax ukazuje, že pri výrobe strojov pre vlastné potreby sa najčastejšie používajú tieto možnosti lôžka:
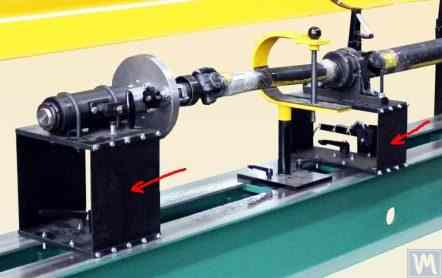
Obrázok 3.25 zobrazuje lôžko drevoobrábacieho stroja, ktorý bol úspešne použitý pri výrobe stroja určeného na vyvažovanie kardanových hriadeľov.

Obrázok 3.25. Príklad použitia použitého lôžka drevárskeho stroja na výrobu stroja na vyvažovanie kardanových hriadeľov.
Obrázky 3.26 a 3.27 ukazujú príklady použitia sústružníckych lôžok, na základe ktorých bol vyrobený špecializovaný stroj Hard Bearing na vyvažovanie šnekov a univerzálny stroj Soft Bearing na vyvažovanie valcových rotorov. Pre domácich výrobcov takéto riešenia umožňujú s minimálnymi časovými a finančnými nákladmi vytvoriť pevný nosný systém vyvažovačky, na ktorý možno namontovať nosné stojany rôznych typov (Hard Bearing aj Soft Bearing). Hlavnou úlohou výrobcu je v tomto prípade zabezpečiť (a v prípade potreby obnoviť) geometrickú presnosť vodiacich líšt stroja, na ktorých budú podperné stojany založené. V podmienkach kutilskej výroby sa na obnovenie požadovanej geometrickej presnosti vodidiel zvyčajne používa jemné škrabanie.

Obrázok 3.26. Príklad použitia použitého lôžka sústruhu na výrobu tvrdého ložiskového stroja na vyvažovanie šnekov.

Obrázok 3.27. Príklad použitia použitého lôžka sústruhu na výrobu mäkkého ložiskového stroja na vyvažovanie hriadeľov.
Obrázok 3.28 zobrazuje verziu zostavenej postele z dvoch kanálov. Pri výrobe tohto lôžka sa používajú rozoberateľné skrutkové spoje, ktoré umožňujú minimalizovať alebo úplne eliminovať deformácie lôžka počas montáže bez ďalších technologických operácií. Na zabezpečenie správnej geometrickej presnosti vodiacich líšt uvedeného lôžka môže byť potrebné mechanické opracovanie (brúsenie, jemné frézovanie) horných prírub použitých kanálov.

Obrázok 3.28. Príklad výroby zostaveného lôžka z kanálov
Obrázky 3.29 a 3.30 predstavujú varianty zváraných lôžok, ktoré sú tiež vyrobené z dvoch kanálov. Technológia výroby takýchto lôžok si môže vyžadovať sériu ďalších operácií, napríklad tepelné spracovanie na zmiernenie vnútorných napätí, ktoré vznikajú pri zváraní. Podobne ako pri montovaných lôžkach, na zabezpečenie správnej geometrickej presnosti vedení zváraných lôžok by sa malo naplánovať mechanické spracovanie (brúsenie, jemné frézovanie) horných prírub použitých kanálov.

Obrázok 3.29. Príklad výroby zváraného lôžka z kanálov
Obrázok 3.30. Príklad výroby zváraného lôžka z kanálov
V poslednom čase sa začali vo veľkej miere používať lôžka z polymérbetónu s povlakmi tlmiacimi vibrácie. Táto technológia výroby lôžok je dobre opísaná na internete a môžu ju ľahko implementovať domáci výrobcovia. Vzhľadom na relatívnu jednoduchosť a nízke náklady na výrobu majú tieto lôžka oproti svojim kovovým náprotivkom niekoľko kľúčových výhod:
Pri výrobe takýchto lôžok je ich horná časť zvyčajne vystužená oceľovými vložkami, ktoré sa používajú ako vodiace prvky, na ktorých sú založené podpery vyvažovacieho stroja. Na obrázku 3.31 je ako príklad uvedená fotografia stroja na vyvažovanie kardanových hriadeľov, ktorý vyrába spoločnosť LLC "Technobalance" a ktorého lôžko je vyrobené z polymérbetónu.

Obrázok 3.31. Príklad lôžka vyvažovacieho stroja z polymérbetónu
3.4. Pohony pre vyvažovacie stroje
Ako ukazuje analýza konštrukčných riešení, ktoré naši klienti používajú pri výrobe vyvažovacích strojov, pri návrhu pohonov sa zameriavajú najmä na použitie striedavých motorov vybavených frekvenčnými meničmi. Tento prístup umožňuje široký rozsah nastaviteľných rýchlostí otáčania vyvažovaných rotorov s minimálnymi nákladmi. Výkon hlavných hnacích motorov používaných na roztočenie vyvážených rotorov sa zvyčajne volí na základe hmotnosti týchto rotorov a môže byť približne:
Tieto motory by mali byť pevne namontované na lôžku stroja alebo na jeho základoch. Pred inštaláciou na stroj (alebo na mieste inštalácie) by sa mal hlavný hnací motor spolu s remenicou namontovanou na jeho výstupnom hriadeli starostlivo vyvážiť. Na zníženie elektromagnetického rušenia spôsobeného frekvenčným meničom sa odporúča nainštalovať na jeho vstup a výstup sieťové filtre. Môžu to byť štandardné hotové výrobky dodávané výrobcami pohonov alebo podomácky vyrobené filtre s použitím feritových krúžkov.