






3. Tasapainotuskoneiden perusyksiköiden ja mekanismien rakentamista koskevat vaatimukset. 3.1. Laakerit 3.1.1. Laakerisuunnittelun teoreettiset perusteet
Edellisessä jaksossa käsiteltiin yksityiskohtaisesti tasapainotuskoneiden pehmeän laakerin ja kovan laakerin tukien tärkeimpiä suunnittelutapoja. Ratkaiseva parametri, joka suunnittelijoiden on otettava huomioon näitä tukia suunniteltaessa ja valmistettaessa, on niiden ominaistaajuudet. Tämä on tärkeää, koska koneen mittaus- ja laskentajärjestelmät tarvitsevat paitsi tukien värähtelyn amplitudin (syklisen muodonmuutoksen) myös värähtelyn vaiheen mittaamista korjauspainojen parametrien laskemiseksi.
Jos tuen ominaistaajuus on sama kuin tasapainotetun roottorin pyörimistaajuus (tuen resonanssi), värähtelyn amplitudin ja vaiheen tarkka mittaaminen on käytännössä mahdotonta. Tämä käy selvästi ilmi kuvaajista, joissa esitetään tuen värähtelyn amplitudin ja vaiheen muutokset tasapainotetun roottorin pyörimistaajuuden funktiona (ks. kuva 3.1).
Näistä kuvaajista käy ilmi, että kun tasapainotetun roottorin pyörimisfrekvenssi lähestyy tuen värähtelyjen ominaistaajuutta (eli kun suhde fp/fo on lähellä 1), tuen resonanssivärähtelyihin liittyvä amplitudi kasvaa merkittävästi (ks. kuva 3.1.a). Samanaikaisesti kuvaajasta 3.1.b käy ilmi, että resonanssialueella vaihekulma ∆F° muuttuu jyrkästi ja voi olla jopa 180°.
Toisin sanoen tasapainotettaessa mitä tahansa mekanismia resonanssivyöhykkeellä pienetkin muutokset sen pyörimistaajuudessa voivat johtaa merkittävään epävakauteen sen värähtelyn amplitudin ja vaiheen mittaustuloksissa, mikä johtaa virheisiin korjaavien painojen parametrien laskennassa ja vaikuttaa kielteisesti tasapainotuksen laatuun.
Edellä esitetyt kuvaajat vahvistavat aiemmat suositukset, joiden mukaan kovalaakerikoneiden osalta roottorin käyttötaajuuksien ylärajan tulisi olla (vähintään) 2-3 kertaa pienempi kuin tuen ominaistaajuus fo. Pehmeästi laakeroitujen koneiden osalta tasapainotetun roottorin sallittujen toimintataajuuksien alarajan tulisi olla (vähintään) 2-3 kertaa suurempi kuin tuen ominaistaajuus.
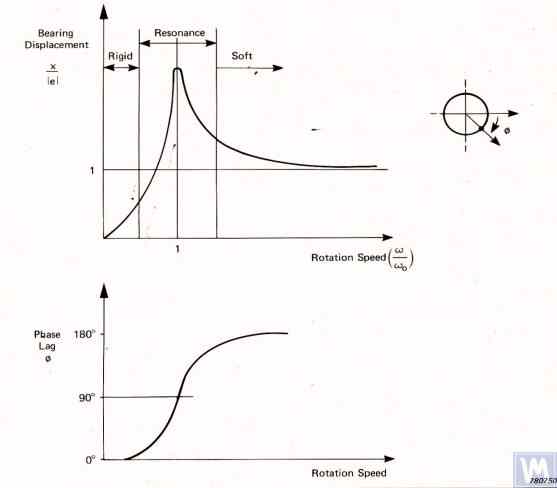
Kuva 3.1. Kaaviot, jotka osoittavat tasapainotuskoneen tuen värähtelyjen suhteellisen amplitudin ja vaiheen muutokset pyörimistaajuuden muutosten funktiona.
Esitettyjen tietojen perusteella ei ole suositeltavaa käyttää konetta sen tukien resonanssialueella (kuvassa 3.1 punaisella korostettuna). Kuvassa 3.1 esitetyt kuvaajat osoittavat myös, että samoilla roottorin epätasapainotiloilla todelliset värähtelyt ovat huomattavasti pienempiä kuin Soft Bearing -koneen tuilla esiintyvät värähtelyt.
Tästä seuraa, että kovalaakerikoneiden tukien värähtelyjen mittaamiseen käytettävien antureiden on oltava herkempiä kuin pehmeälaakerikoneiden antureiden. Tätä päätelmää tukee hyvin antureiden todellinen käyttökäytäntö, joka osoittaa, että pehmeälaakerisissa tasapainotuskoneissa menestyksekkäästi käytetyillä absoluuttisilla värähtelyantureilla (värähtelykiihtyvyys- ja/tai värähtelynopeusantureilla) ei useinkaan saavuteta tarvittavaa tasapainotuslaatua kovalaakerisissa koneissa.
Näissä koneissa suositellaan käytettäväksi suhteellisia tärinäantureita, kuten voima-antureita tai erittäin herkkiä siirtymäantureita.
3.1.2. Tukien ominaistaajuuksien arviointi laskentamenetelmien avulla
Suunnittelija voi suorittaa likimääräisen (arvioivan) laskelman tukipilarin ominaistaajuudesta kaavaa 3.1 käyttäen käsittelemällä sitä yksinkertaistetusti värähtelyjärjestelmänä, jolla on yksi vapausaste ja jota (ks. kuva 2.19.a) edustaa massa M, joka värähtelee jousen, jonka jäykkyys on K, päällä.
fo=2π1MK(3.1)
Symmetrisen laakereiden välisen roottorin laskennassa käytetty massa M voidaan arvioida kaavalla 3.2.
M=Mo+nMr(3.2) missä Mo on tuen liikkuvan osan massa kilogrammoina, Mr on tasapainotetun roottorin massa kilogrammoina ja n on tasapainotukseen osallistuvien koneen tukien lukumäärä.
Tuen jäykkyys K lasketaan kaavalla 3.3 sellaisten kokeellisten tutkimusten tulosten perusteella, joissa mitataan tuen muodonmuutos ΔL, kun sitä kuormitetaan staattisella voimalla P (ks. kuvat 3.2.a ja 3.2.b).
K=ΔLP(3.3) missä ΔL on tuen muodonmuutos metreinä; P on staattinen voima newtonseina.
Kuormitusvoiman P suuruus voidaan mitata voimanmittauslaitteella (esim. dynamometrillä). Tuen siirtymä ΔL määritetään lineaaristen siirtymien mittaamiseen tarkoitetulla laitteella (esim. mittatikulla).
3. Tasapainotuskoneiden perusyksiköiden ja mekanismien rakentamista koskevat vaatimukset. 3.1. Laakerit 3.1.2. Tukien ominaistaajuuksien laskeminen laskennallisin menetelmin
Tukien ominaistaajuuksien laskeminen edellä esitetyllä laskentakaavalla voidaan suorittaa kahteen suuntaan:
Pystysuuntaisten tukien ominaistaajuuksien laskeminen edellyttää monimutkaisempaa laskentatekniikkaa, jossa (itse tuen ja tasapainotetun roottorin parametrien lisäksi) on otettava huomioon rungon parametrit ja koneen perustukseen asennuksen erityispiirteet. Tätä menetelmää ei käsitellä tässä julkaisussa. Kaavan 3.1 analyysin perusteella voidaan antaa joitakin yksinkertaisia suosituksia, jotka koneen suunnittelijoiden olisi otettava huomioon käytännön toiminnassaan. Erityisesti tuen ominaistaajuutta voidaan muuttaa muuttamalla sen jäykkyyttä ja/tai massaa. Jäykkyyden lisääminen lisää tuen ominaistaajuutta, kun taas massan lisääminen pienentää sitä. Näillä muutoksilla on epälineaarinen, neliö-inversiosuhde. Esimerkiksi tuen jäykkyyden kaksinkertaistaminen lisää sen ominaistaajuutta vain 1,4-kertaisesti. Vastaavasti tuen liikkuvan osan massan kaksinkertaistaminen pienentää sen ominaistaajuutta vain 1,4-kertaisesti.
3.1.3. Kokeelliset menetelmät tukien ominaistaajuuksien määrittämiseen
Koska edellä käsitelty tukien ominaistaajuuksien laskeminen yksinkertaistetulla menetelmällä voi johtaa huomattaviin virheisiin, useimmat harrastajakehittäjät haluavat määrittää nämä parametrit mieluummin kokeellisin menetelmin. Tätä varten he käyttävät tasapainotuskoneiden nykyaikaisten tärinämittausjärjestelmien, kuten Balanset-sarjan laitteiden, tarjoamia mahdollisuuksia.
3.1.3.1. Tukien ominaistaajuuksien määrittäminen iskuherätemenetelmällä
Iskuherätysmenetelmä on yksinkertaisin ja yleisin tapa määrittää tuen tai minkä tahansa muun koneen osan värähtelyn ominaistaajuus. Se perustuu siihen, että kun mitä tahansa esinettä, kuten kelloa (ks. kuva 3.3), ärsytetään iskuilla, sen vaste ilmenee asteittain vähenevänä värähtelyvasteena. Värähtelysignaalin taajuus määräytyy kappaleen rakenteellisten ominaisuuksien mukaan ja vastaa sen ominaistärinän taajuutta. Värähtelyn herättämiseen iskulla voidaan käyttää mitä tahansa raskasta työkalua, kuten kumivasaraa tai tavallista vasaraa.
Kuva 3.3. Kaavio iskuärsytyksestä, jota käytetään esineen ominaistaajuuksien määrittämiseen.
Vasaran massan on oltava suunnilleen 10% herätettävän kappaleen massasta. Värähtelyvasteen tallentamiseksi tutkittavaan kohteeseen on asennettava värähtelyanturi, jonka mittausakseli on kohdistettu iskun herätteen suuntaan. Joissakin tapauksissa kohteen värähtelyvasteen havaitsemiseen voidaan käyttää anturina melunmittauslaitteen mikrofonia.
Anturi muuntaa kohteen värähtelyt sähköiseksi signaaliksi, joka lähetetään sitten mittauslaitteeseen, kuten spektrianalysaattorin tuloon. Tämä laite tallentaa hajoavan värähtelyprosessin ajan funktion ja spektrin (ks. kuva 3.4), joiden analysoinnin avulla voidaan määrittää kohteen luonnollisen värähtelyn taajuus (taajuudet).
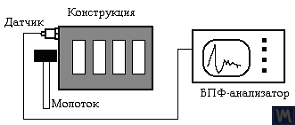
Kuva 3.4. Kaavio esineen luonnollisen värähtelyn mittaamisesta ja tallentamisesta.
Balanset-sarjan mittausjärjestelmiä voidaan käyttää useimpien nykyaikaisten värähtelymittauslaitteiden tapaan kohteen (esim. tasapainotuskoneen tuet) ominaistaajuuksien määrittämiseen, kun sen värähtelyt herätetään iskuilla. Tämä toimenpide "Balanset"-sarjan laitteilla voidaan suorittaa joko laitteen lisätoimintatilassa "Graphs. Spectrum" tai erikoistilassa "Graphs. Impact", joka sisältyy "Balanset 1" -ohjelmiston uusimpiin versioihin.
Tämän menettelyn tuloksena tietokoneen näytölle ilmestyy työikkuna, jossa on kuvaajat tutkitussa rakenteessa sen iskuherkistyksen yhteydessä esiintyvien värähtelyjen aikafunktiosta ja spektristä. Esimerkki tällaisista kuvaajista on esitetty kuvassa 3.5.

Kuva 3.5. Ohjelman käyttöliittymä, jossa näkyvät ajan funktion kuvaajat ja tutkittavan rakenteen iskuvärähtelyjen hajoamisspektri.
Kuvassa 3.5 (ks. työikkunan alaosa) esitetyn spektrikuvion analyysi osoittaa, että tutkittavan rakenteen ominaistärinän pääkomponentti, joka on määritetty kuvion abskissa-akselilla, esiintyy 9,5 Hz:n taajuudella. Tätä menetelmää voidaan suositella sekä pehmeä- että kovalaakeristen tasapainotuskoneiden tukien ominaistärinän tutkimiseen.
3.1.3.2. Tukien ominaistaajuuksien määrittäminen rantautumistilassa
Joissakin tapauksissa tukien ominaistaajuudet voidaan määrittää mittaamalla syklisesti värähtelyn amplitudi ja vaihe "rannikolla". Tätä menetelmää toteutettaessa tutkittuun koneeseen asennettu roottori kiihdytetään aluksi suurimpaan pyörimisnopeuteensa, minkä jälkeen sen käyttövoima kytketään pois päältä, ja roottorin epätasapainoon liittyvän häiritsevän voiman taajuus pienenee vähitellen maksimista pysähtymispisteeseen.
Tällöin tukien ominaistaajuudet voidaan määrittää kahden ominaisuuden avulla:
"Balanset"-sarjan laitteissa "Vibrometri"-tila ("Balanset 1") tai "Balancing. Seuranta"-tilaa ("Balanset 2C" ja "Balanset 4") voidaan käyttää "rannikolla" olevien kohteiden ominaistaajuuksien havaitsemiseen, mikä mahdollistaa sykliset mittaukset värähtelyn amplitudista ja vaiheesta roottorin pyörimistaajuudella.
Lisäksi "Balanset 1" -ohjelmisto sisältää lisäksi erikoistuneen "Graphs. Coasting"-tila, jonka avulla voidaan piirtää kuvaajia tukivärähtelyjen amplitudin ja vaiheen muutoksista rannikolla pyörimistaajuuden muuttuessa, mikä helpottaa huomattavasti resonanssien diagnosointia.
On huomattava, että ilmeisistä syistä (ks. 3.1.1 kohta) rannikolla sijaitsevien tukien ominaistaajuuksien tunnistamismenetelmää voidaan käyttää vain tutkittaessa pehmeälaakerisia tasapainotuskoneita, joissa roottorin pyörimisen työtaajuudet ylittävät huomattavasti tukien ominaistaajuudet poikittaissuunnassa.
Kovalaakeroiduissa koneissa, joissa roottorin pyörimisen työtaajuudet, jotka jännittävät rannikolla olevien tukien värähtelyjä, ovat huomattavasti alle tukien ominaistaajuuksien, tämän menetelmän käyttö on käytännössä mahdotonta.
3.1.4. Käytännön suositukset tasapainotuskoneiden tukien suunnittelua ja valmistusta varten. 3.1.4.1. Pehmeästi laakeroidut koneet, joissa on tasolevyjouset
Edellä 2.1 kohdassa käsiteltiin useita litteillä jousilla valmistettujen tasapainotuskoneiden tukien suunnitteluvaihtoehtoja, ja niitä on havainnollistettu kuvissa 2.7-2.9. Tietojemme mukaan tällaisia malleja käytetään yleisimmin koneissa, jotka on tarkoitettu vetoakselien tasapainottamiseen.
Tarkastellaan esimerkkinä jousiparametreja, joita eräs asiakkaista (LLC "Rost-Service", Pietari) käyttää omien konetukiensa valmistuksessa. Tämä kone oli tarkoitettu 2-, 3- ja 4-tukisten vetoakselien tasapainottamiseen, joiden massa oli enintään 200 kg. Asiakkaan valitsemien koneen etu- ja vetoakselien tuissa käytettävien jousien geometriset mitat (korkeus * leveys * paksuus) olivat vastaavasti 3002003 mm.
Kuormittamattoman tuen ominaistaajuus, joka määritettiin kokeellisesti iskuärsytysmenetelmällä käyttäen Balanset 4 -koneen vakiomittausjärjestelmää, oli 11-12 Hz. Tällaisella tukien värähtelyjen ominaistaajuudella tasapainotetun roottorin suositeltu pyörimistaajuus tasapainotuksen aikana ei saisi olla pienempi kuin 22-24 Hz (1320-1440 RPM).
Saman valmistajan välikannattimissa käyttämien litteiden jousien geometriset mitat olivat vastaavasti seuraavat: 2002003 mm. Lisäksi tutkimukset osoittivat, että näiden tukien ominaistaajuudet olivat korkeammat, 13-14 Hz.
Testitulosten perusteella koneen valmistajia kehotettiin yhdenmukaistamaan (tasaamaan) karan ja välitukien ominaistaajuudet. Tämän pitäisi helpottaa käyttöakselien käyttötaajuusalueen valintaa tasapainotuksen aikana ja välttää mittausjärjestelmän lukemien mahdolliset epävakaudet, jotka johtuvat tukien joutumisesta resonanssivärähtelyjen alueelle.
Menetelmät tasajousilla olevien tukien värähtelyjen ominaistaajuuksien säätämiseksi ovat ilmeisiä. Säätö voidaan toteuttaa muuttamalla litteiden jousien geometrisia mittoja tai muotoa esimerkiksi jyrsimällä pituussuuntaisia tai poikittaissuuntaisia uria, jotka vähentävät niiden jäykkyyttä.
Kuten aiemmin mainittiin, tällaisen säädön tulokset voidaan todentaa määrittämällä tukien värähtelyjen ominaistaajuudet 3.1.3.1 ja 3.1.3.2 kohdassa kuvatuilla menetelmillä.
Kuva 3.6 esittelee klassisen version litteisiin jousiin perustuvasta tukirakenteesta, jota A. Sinitsyn käytti yhdessä koneessaan. Kuten kuvasta käy ilmi, tuki sisältää seuraavat osat:

Kuva 3.6. Tasajousien varassa olevan tuen suunnitteluvaihtelu
Tuen ylälevyä 1 voidaan käyttää karan tai välilaakerin kiinnittämiseen. Tuen käyttötarkoituksesta riippuen alempi levy 4 voidaan kiinnittää jäykästi koneen ohjaimiin tai asentaa liikkuviin liukukiskoihin, jolloin tuki voi liikkua ohjaimia pitkin. Kannattimella 5 asennetaan tukeen lukitusmekanismi, jonka avulla tuki voidaan kiinnittää tukevasti tasapainotetun roottorin kiihdytyksen ja hidastuksen aikana.
Soft Bearing -laakerikoneiden tukien litteät jouset olisi valmistettava lehtijousista tai korkealaatuisesta seostetusta teräksestä. Tavallisten rakenneterästen, joiden myötölujuus on alhainen, käyttö ei ole suositeltavaa, koska niihin voi käytön aikana kehittyä staattisten ja dynaamisten kuormitusten alaisena jäännösmuodonmuutoksia, jotka johtavat koneen geometrisen tarkkuuden heikkenemiseen ja jopa tuen vakauden menettämiseen.
3.1.4.2. Pehmeästi laakeroidut konetuet, joissa on ripustus nauhajousiin
Tukiripustuksissa käytettäviä nauhajousia suunniteltaessa on kiinnitettävä huomiota jousinauhan paksuuden ja leveyden valintaan, sillä niiden on toisaalta kestettävä roottorin staattinen ja dynaaminen kuormitus tukeen ja toisaalta estettävä tukiripustuksen vääntövärähtelyt, jotka ilmenevät aksiaalisena ulosajona.
Esimerkkejä tasapainotuskoneiden rakenteellisesta toteuttamisesta liuskajousijousitusta käyttäen esitetään kuvissa 2.1-2.5 (ks. 2.1 kohta) sekä tämän jakson kuvissa 3.7 ja 3.8.

Kuva 3.7. Sähkömoottorin roottorien tasapainotuskone, koottu, A. Mokhovin kehittämä.

Kuva 3.8. G. Glazovin (Bishkek) kehittämä kone turbopumpun roottorien tasapainottamiseen.
3.1.4.3. Lieriöjousilla valmistetut pehmeät laakeroidut koneen tuet
Kuvassa 3.9 on esimerkki Soft Bearing -tasapainotuskoneesta, jossa tukien suunnittelussa käytetään sylinterimäisiä puristusjousia. Tämän suunnitteluratkaisun suurin haittapuoli liittyy etu- ja takatukien jousien eriasteisiin muodonmuutoksiin, joita esiintyy, jos tukiin kohdistuvat kuormat ovat epätasaisia epäsymmetristen roottorien tasapainotuksen aikana. Tämä johtaa luonnollisesti tukien virheelliseen linjaukseen ja roottorin akselin vinoutumiseen pystytasossa. Yksi tämän vian kielteisistä seurauksista voi olla sellaisten voimien syntyminen, jotka aiheuttavat roottorin aksiaalisen siirtymisen pyörimisen aikana.

Kuva 3.9. Pehmeän laakerituen rakennevaihtoehto lieriöjousia käyttäviä tasapainotuskoneita varten.
3.1.4.4. Koneiden kovat laakerituet Kuten laaja asiakaskokemuksemme osoittaa, merkittävä osa itse valmistettujen tasapainottimien valmistajista on viime aikoina alkanut suosia kovalaakerisia koneita, joissa on jäykät tuet. Kohdassa 2.2 olevissa kuvissa 2.16-2.18 esitetään valokuvia erilaisista rakenteellisista konemalleista, joissa käytetään tällaisia tukia. Kuvassa 3.10 esitetään tyypillinen luonnos jäykästä tuesta, jonka eräs asiakkaamme on kehittänyt konerakennettaan varten. Tuki koostuu litteästä teräslevystä, jossa on P-muotoinen ura, joka tavanomaisesti jakaa tuen "jäykkään" ja "joustavaan" osaan. Epätasapainovoiman vaikutuksesta tuen "joustava" osa voi deformoitua suhteessa "jäykkään" osaan. Tämän muodonmuutoksen suuruus, joka määräytyy tuen paksuuden, urien syvyyden ja tuen "joustavan" ja "jäykän" osan yhdistävän sillan leveyden perusteella, voidaan mitata koneen mittausjärjestelmän sopivilla antureilla. Koska tällaisten tukien poikittaisjäykkyyden laskentamenetelmää, jossa otetaan huomioon P-muotoisen uran syvyys h, sillan leveys t sekä tuen paksuus r (ks. kuva 3.10), ei ole, nämä suunnitteluparametrit määritetään tyypillisesti kokeellisesti kehittäjien toimesta.
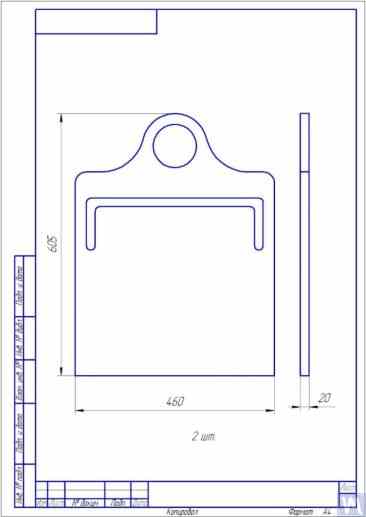
Kuva 3.10. Tasapainotuskoneen kovan laakerituen luonnos.
Kuvissa 3.11 ja 3.12 on esitetty valokuvia, joissa on esitetty tällaisia tukia, jotka on valmistettu asiakkaidemme omiin koneisiin. Useilta konevalmistajina toimivilta asiakkailtamme saatujen tietojen perusteella voidaan laatia yhteenveto erikokoisille ja eri kuormituskapasiteetin omaaville koneille asetetuista tukien paksuusvaatimuksista. Esimerkiksi koneissa, jotka on tarkoitettu tasapainottamaan 0,1-50-100 kg:n painoisia roottoreita, tuen paksuus voi olla 20 mm.

Kuva 3.11. A. Sinitsynin valmistaman tasapainotuskoneen kovat laakerituet.

Kuva 3.12. D. Krasilnikovin valmistama kova laakerituki tasapainotuskoneeseen.
Koneissa, joiden tasapainottavan roottorin massa on enintään 300-500 kg, tuen paksuus voi olla 30-40 mm, ja koneissa, jotka on suunniteltu tasapainottamaan roottoreita, joiden maksimimassat ovat 1000-3000 kg, tuen paksuus voi olla 50-60 mm tai enemmän. Kuten edellä mainittujen tukien dynaamisten ominaisuuksien analyysi osoittaa, niiden ominaistärinän taajuudet poikittaistasossa (joustavan ja jäykän osan suhteellisten muodonmuutosten mittaustaso) mitattuna ovat yleensä yli 100 Hz tai enemmän. Hard Bearing -tukien ominaistärinän taajuudet etutasossa, mitattuna tasapainotetun roottorin pyörimisakselin suuntaisesti, ovat yleensä huomattavasti pienemmät. Juuri nämä taajuudet olisi ensisijaisesti otettava huomioon määritettäessä koneessa tasapainotettujen pyörivien roottoreiden toimintataajuusalueen ylärajaa. Kuten edellä todettiin, nämä taajuudet voidaan määrittää 3.1 kohdassa kuvatulla iskuherätemenetelmällä.
3.2. Tasapainotuskoneiden tukikokoonpanot 3.2.1. Tukikokoonpanojen päätyypit Sekä kovalaakeristen että pehmeälaakeristen tasapainotuskoneiden valmistuksessa voidaan suositella seuraavia tunnettuja tukikokoonpanoja, joita käytetään tasapainotettujen roottoreiden asentamiseen ja pyörittämiseen tukien varaan:

3.13. Autoturbiinien tasapainotuskoneessa käytettävän prismaattisen tukikokoonpanon toteutusvaihtoehto.
Samankaltaisia tukirakenteita (ks. kuva 3.8 edellä) käyttää esimerkiksi G. Glazov koneessaan, joka on tarkoitettu myös autojen turbiinien tasapainottamiseen. Alkuperäisen teknisen ratkaisun fluorimuovista valmistettuun prismaattiseen tukirakenteeseen (ks. kuva 3.14) on esittänyt LLC "Technobalance".

Kuva 3.14. LLC "Technobalance" -yhtiön prismaattinen tukikokoonpano.
Tämä tukiasennelma muodostuu kahdesta sylinterimäisestä holkista 1 ja 2, jotka on asennettu kulmassa toisiinsa nähden ja kiinnitetty tukiasemiin. Tasapainotettu roottori koskettaa holkkien pintoja sylinterien muodostavien linjojen suuntaisesti, mikä minimoi roottorin akselin ja tuen välisen kosketuspinta-alan ja vähentää näin ollen kitkavoimaa tuessa. Jos tuen pinta kuluu tai vaurioituu alueella, jolla se koskettaa roottorin akselia, kulumista voidaan tarvittaessa kompensoida kääntämällä holkkia akselinsa ympäri tietyllä kulmalla. On huomattava, että käytettäessä ei-metallisista materiaaleista valmistettuja tukikokoonpanoja on tarpeen huolehtia rakenteellisesta mahdollisuudesta maadoittaa tasapainotettu roottori koneen runkoon, mikä eliminoi voimakkaiden staattisten sähkövarausten syntymisen riskin käytön aikana. Tämä ensinnäkin auttaa vähentämään sähköisiä häiriöitä ja häiriöitä, jotka voivat vaikuttaa koneen mittausjärjestelmän toimintaan, ja toiseksi poistaa riskin, että staattinen sähkö vaikuttaa henkilöstöön.
3.2.1.2. Rullien tukikokoonpanot Nämä kokoonpanot asennetaan tyypillisesti sellaisten koneiden kannattimiin, jotka on suunniteltu tasapainottamaan roottoreita, joiden massa on yli 50 kilogrammaa tai enemmän. Niiden käyttö vähentää merkittävästi tukien kitkavoimia verrattuna prismaattisiin tukiin, mikä helpottaa tasapainotetun roottorin pyörimistä. Kuvassa 3.15 esitetään esimerkkinä tukiasennelman rakennevaihtoehto, jossa tuotteen asemointiin käytetään rullia. Tässä mallissa rullana 1 ja 2 käytetään tavallisia vierintälaakereita, joiden ulkorenkaat pyörivät koneen tukirunkoon 3 kiinnitetyillä kiinteillä akseleilla. Kuvassa 3.16 on esitetty luonnos monimutkaisemmasta rullakantokokoonpanon rakenteesta, jonka eräs tasapainotuskoneiden omakustanteinen valmistaja toteutti hankkeessaan. Kuten piirroksesta käy ilmi, rullan (ja siten koko tukiryhmän) kuormituskapasiteetin lisäämiseksi rullan runkoon 3 on asennettu pari vierintälaakeria 1 ja 2. Nämä laakerit on asennettu rullan runkoon 3. Tämän rakenteen käytännön toteutus vaikuttaa kaikista sen ilmeisistä eduista huolimatta melko monimutkaiselta tehtävältä, joka liittyy tarpeeseen valmistaa rullarunko 3 itsenäisesti ja johon liittyy erittäin korkeita vaatimuksia geometrisen tarkkuuden ja materiaalin mekaanisten ominaisuuksien suhteen.

Kuva 3.15. Esimerkki rullan kannatinkokoonpanon suunnittelusta
Kuva 3.16. Esimerkki kahden vierintälaakerin rullakokoonpanon suunnittelusta.
Kuvassa 3.17 esitetään LLC "Technobalance" -yhtiön asiantuntijoiden kehittämä itsekohdistuvan rullan kannatinasennelman suunnitteluvaihtoehto. Tässä mallissa rullien itsesuuntautumiskyky saavutetaan antamalla niille kaksi ylimääräistä vapausastetta, jolloin rullat voivat tehdä pieniä kulmaliikkeitä X- ja Y-akselien ympäri. Tällaisia tukikokoonpanoja, jotka takaavat suuren tarkkuuden tasapainotettujen roottoreiden asennuksessa, suositellaan yleensä käytettäväksi raskaiden tasapainotuskoneiden kannattimissa.

Kuva 3.17. Esimerkki itsesuuntautuvan rullan kannatinkokoonpanon suunnittelusta
Kuten aiemmin mainittiin, rullakannakkeiden valmistustarkkuus- ja jäykkyysvaatimukset ovat yleensä melko korkeat. Erityisesti rullien säteittäiselle pyörimisliikkeelle asetetut toleranssit eivät saisi ylittää 3-5 mikronia.
Käytännössä tämä ei aina onnistu edes tunnetuilta valmistajilta. Esimerkiksi kun kirjoittaja testasi "K. Shenk" -merkkisen H8V-mallin tasapainotuskoneen varaosina hankittujen uusien telatukisarjojen säteittäistä vierintäpoikkeamaa, niiden telojen säteittäinen vierintäpoikkeama oli 10-11 mikronia.
3.2.1.3. Karan tukikokoonpanot
Kun tasapainotuskoneissa tasapainotetaan roottoreita, joissa on laippakiinnitys (esimerkiksi kardaaniakselit), karoja käytetään tukiasennelmina tasapainotettavien tuotteiden asemointiin, kiinnittämiseen ja pyörittämiseen.
Karat ovat yksi tasapainotuskoneiden monimutkaisimmista ja kriittisimmistä osista, jotka ovat suurelta osin vastuussa vaaditun tasapainotuslaadun saavuttamisesta.
Karojen suunnittelun ja valmistuksen teoria ja käytäntö ovat varsin pitkälle kehittyneitä ja ne näkyvät useissa julkaisuissa, joista mainittakoon monografia "Details and Mechanisms of Metal-Cutting Machine Tools" [1], jonka on toimittanut Dr. Eng. D.N. Reshetovin toimittama teos on hyödyllisin ja kehittäjille helppokäyttöisin.
Tasapainotuskoneiden karojen suunnittelussa ja valmistuksessa huomioon otettavista tärkeimmistä vaatimuksista seuraavat olisi asetettava etusijalle:
a) Karan kokoonpanorakenteen suuri jäykkyys, joka riittää estämään epätasapainoisen roottorin epätasapainovoimien vaikutuksesta mahdollisesti syntyvät muodonmuutokset, joita ei voida hyväksyä;
b) Karan pyörimisakselin asennon vakauden varmistaminen, jolle on ominaista karan radiaali-, aksiaali- ja aksiaalipoikkeamien sallitut arvot;
c) Varmistetaan karan nivelten sekä sen istukan ja tasapainotettujen tuotteiden kiinnittämiseen käytettävien tukipintojen asianmukainen kulumiskestävyys.
Näiden vaatimusten käytännön toteutusta käsitellään yksityiskohtaisesti työn [1] VI jaksossa "Karat ja niiden tuet".
Erityisesti esitetään menetelmiä karojen jäykkyyden ja pyörimistarkkuuden tarkistamiseksi, suosituksia laakereiden valinnasta, karamateriaalin valinnasta ja sen karkaisumenetelmistä sekä paljon muuta hyödyllistä tietoa tästä aiheesta.
Teoksessa [1] todetaan, että useimpien metallia leikkaavien työstökoneiden karojen suunnittelussa käytetään pääasiassa kahden laakerin järjestelmää.
Kuvassa 3.18 on esimerkki jyrsinkoneiden karoissa käytetystä kahden laakerin järjestelmästä (yksityiskohdat löytyvät teoksesta [1]).
Tämä järjestelmä soveltuu varsin hyvin tasapainotuskoneiden karojen valmistukseen, ja kuvissa 3.19-3.22 on esitetty esimerkkejä näiden koneiden suunnitteluvaihtoehdoista.
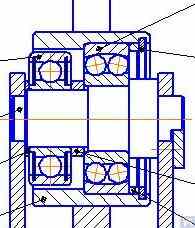
Kuvassa 3.19 esitetään yksi tasapainotuskoneen johtavan kara-asennelman rakennevaihtoehdoista, joka pyörii kahdella säteittäislukulaakerilla, joilla kummallakin on oma itsenäinen kotelo 1 ja 2. Tämä kotelo pyörii kahdella säteittäislukulaakerilla. Karan akselille 3 on asennettu laippa 4, joka on tarkoitettu kardaaniakselin laippakiinnitystä varten, ja hihnapyörä 5, jota käytetään pyörimisliikkeen välittämiseen karalle sähkömoottorista kiilahihnalla.
Kuva 3.18. Luonnos kaksilaakerisen jyrsinkoneen karasta

Kuva 3.19. Esimerkki karan rakenteesta kahdella erillisellä laakeripesällä.
Kuvat 3.20 ja 3.21 esitetään kaksi läheisesti toisiinsa liittyvää johtavan karan kokoonpanon mallia. Molemmissa tapauksissa karan laakerit on asennettu yhteiseen koteloon 1, jossa on karan aksiaalinen läpireikä, joka on välttämätön karan akselin asentamista varten. Tämän reiän sisään- ja ulostulon kohdalla kotelossa on erityiset reiät (joita ei ole esitetty kuvissa), jotka on suunniteltu radiaalisten työntölaakereiden (rulla- tai kuulalaakerit) ja erityisten laippakansistojen 5 asentamista varten, joita käytetään laakereiden ulkorenkaiden kiinnittämiseen.
Kuten edellisessä versiossa (ks. kuva 3.19), karan akselille asennetaan etulevy 2, joka on tarkoitettu vetoakselin laippakiinnitystä varten, ja hihnapyörä 3, jota käytetään siirtämään sähkömoottorilta tuleva pyörimisliike karaan hihnavetoisesti. Karan akseliin on myös kiinnitetty karan akselin kulma-asennon määrittämiseen käytettävä varsi 4, jota käytetään asennettaessa roottoriin testi- ja korjauspainoja tasapainotuksen aikana.

Kuva 3.20. Esimerkki 1 johtavan karan rakenteesta kahdella laakerituella, jotka on asennettu yhteiseen koteloon.

Kuva 3.21. Esimerkki 2 johtavan karan rakenteesta kahdella laakeripesällä, jotka on asennettu yhteiseen koteloon.
 \
\
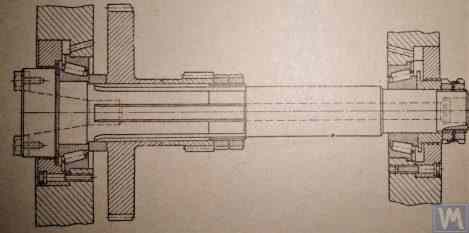
Kuva 3.22. Esimerkki vetävän (taka)karan rakenteesta.
Kuva 3.22 esittää koneen vetävän (taka)karan kokoonpanon rakennevaihtoehdon, joka eroaa johtavasta karasta ainoastaan siten, että vetohihnapyörä ja rauta puuttuvat, koska niitä ei tarvita.
As seen in Kuvat 3.20 - 3.22Edellä käsitellyt karakokoonpanot kiinnitetään tasapainotuskoneiden pehmeisiin laakeritukiin erityisillä kiinnittimillä (hihnoilla) 6. Tarvittaessa voidaan käyttää myös muita kiinnitystapoja, joilla varmistetaan, että kara-asennelma on riittävän jäykkä ja tarkasti sijoitettu tukeen.
Kuva 3.23 havainnollistaa kyseisen karan kaltaista laippakiinnitysmallia, jota voidaan käyttää sen asentamiseen tasapainotuskoneen Hard Bearing -tukeen.

Kuva 3.22. Esimerkki vetävän (taka)karan suunnittelun toteuttamisesta.
Kuva 3.22 esittelee koneen vetävän (taka)karan kokoonpanon suunnitteluvaihtoehdon, joka eroaa johtavasta karasta vain siten, että siitä puuttuu vetohihnapyörä ja rauta, koska niitä ei tarvita.
As seen in Kuvat 3.20 - 3.22käsiteltävät karakokoonpanot kiinnitetään tasapainotuskoneiden pehmeisiin laakeritukiin erityisten kiinnittimien (hihnojen) avulla 6. Tarvittaessa voidaan käyttää myös muita kiinnitysmenetelmiä, jotka takaavat riittävän jäykkyyden ja tarkkuuden kara-asennelman asettamisessa tukeen.
Kuva 3.23 esitetään tällaisen karan laippakiinnityksen rakenne, jota voidaan käyttää sen asentamiseen tasapainotuskoneen kovalaakeritukeen.
3.1.4.3. Lieriöjousilla valmistetut pehmeät laakeroidut koneen tuet
Esimerkki Soft Bearing -tasapainotuskoneesta, jossa tukien suunnittelussa käytetään sylinterimäisiä puristusjousia, on esitetty seuraavassa kuvassa Kuva 3.9. Tämän suunnitteluratkaisun suurin haittapuoli liittyy jousen eri suuruisiin muodonmuutoksiin etu- ja takatukien kohdalla, joita esiintyy, kun tukiin kohdistuu epätasaisia kuormia epäsymmetrisiä roottoreita tasapainotettaessa. Tämä johtaa luonnollisesti tukien virheelliseen linjaukseen ja roottorin akselin vinoutumiseen pystytasossa. Yksi tämän vian kielteisistä seurauksista voi olla sellaisten voimien esiintyminen, jotka aiheuttavat roottorin aksiaalisen siirtymisen pyörimisen aikana.
Kuva 3.24. Karan jäykkyyden ja sen radiaalipoikkeaman määrittämiseen käytetty laskentakaavio. (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], kuva (3.4)
missä:
Muuntamalla kaava 3.4 saadaan haluttu laskettu arvo karan kokoonpanon jäykkyydelle. jшп voidaan määrittää: jшп = P / Y, kg/cm (3.5)
Kun otetaan huomioon työn [1] suositukset keskikokoisia tasapainotuskoneita varten, tämä arvo ei saisi olla alle 50 kg/µm.
Aiemmin on todettu, että suurin vaikutus kara-asennelman säteittäiseen jäykkyyteen on sen akselin halkaisijalla, jonka kasvaessa inertiamomentit J1 ja J2 kasvavat neliöllisesti, ja vastaavasti (ks. yhtälö 3.4) karan kimmoinen siirtymä Y kuormituksen alaisena pienenee.
Kuten yhtälöstä 3.4 nähdään, myös tukien välinen etäisyys vaikuttaa karan jäykkyyteen. c ja sen konsolin pituus g, jonka optimointi suunnittelun aikana parantaa merkittävästi myös karan kokoonpanon laatua.
On huomattava, että karoja suunniteltaessa on kiinnitettävä huomiota myös niiden aksiaaliseen jäykkyyteen, joka riippuu ensisijaisesti karan laakereiden aksiaalisesta jäykkyydestä ja kotelon jäykkyydestä.
Karan värähtelyjen ominaistaajuus, joka ei saisi olla alle 500-600 Hz, on suoraan yhteydessä karan kokoonpanojen jäykkyyteen. Tämä parametri voidaan määrittää kokeellisesti Balanset-sarjan laitteilla käyttämällä aiemmin 3.1.3.1 kohdassa käsiteltyjä iskuherätysmenetelmiä.
Koska karakokoonpanojen parametrien määrittäminen on monille kehittäjille merkittävä haaste, kehotetaan heitä käyttämään teoksissa [1] ja [2] esitettyä graafista laskentamenetelmää, joka perustuu nomogrammien käyttöön, mikä yksinkertaistaa huomattavasti tämän tehtävän ratkaisemista ja lyhentää sen suorittamiseen kuluvaa aikaa.
3.2.1.3.4. Karan pyörimisen tarkkuusvaatimusten varmistaminen
Pyörimistarkkuus on edellä käsitellyn jäykkyyden ohella tasapainotuskoneen karakokoonpanon kriittinen ominaisuus, joka voi vaikuttaa merkittävästi tasapainotuksen laatuun. Käytäntö osoittaa, että karan pyörimistarkkuus riippuu suoraan useista tekijöistä, kuten seuraavista:
Valmistajien on ensinnäkin keskityttävä käyttämiensä laakereiden tarkkuuteen, sillä niiden vaikutus kahden laakerin karan pyörimistarkkuuteen (radiaalipoikkeama) (ks. laskentakaavio kohdassa Kuva 3.24) voidaan arvioida likimääräisesti kaavaa 3.5 käyttäen tehtävällä tarkistuslaskelmalla.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
missä:
3.2.1.3.5. Karan tasapainovaatimusten varmistaminen
Tasapainotuskoneiden karakokoonpanojen on oltava hyvin tasapainotettuja, koska mahdollinen todellinen epätasapaino siirtyy lisävirheenä tasapainotettavaan roottoriin. Kun karan jäännösepätasapainon teknologisia toleransseja asetetaan, on yleensä suositeltavaa, että sen tasapainotuksen tarkkuusluokan olisi oltava vähintään 1-2 luokkaa korkeampi kuin koneessa tasapainotettavan tuotteen tarkkuusluokka.
Kun otetaan huomioon edellä käsitellyt karojen rakennepiirteet, niiden tasapainotus olisi suoritettava kahdessa tasossa.
3.2.1.3.6. Karan laakereiden kantavuus- ja kestävyysvaatimusten varmistaminen
Karoja suunniteltaessa ja laakerikokoja valittaessa on suositeltavaa arvioida alustavasti laakereiden kestävyyttä ja kuormitettavuutta. Menetelmät näiden laskelmien suorittamiseksi esitetään yksityiskohtaisesti standardissa ISO 18855-94 (ISO 281-89) "Rolling Bearings - Dynamic Load Ratings and Rating Life" [3] sekä lukuisissa (myös digitaalisissa) vierintälaakerikäsikirjoissa.
3.2.1.3.7. Karalaakerien hyväksyttävää lämmittämistä koskevien vaatimusten varmistaminen
Työssä [1] annettujen suositusten mukaan karalaakerien ulkorenkaiden suurin sallittu lämpeneminen ei saisi ylittää 70 °C:n lämpötilaa. Laadukkaan tasapainotuksen varmistamiseksi ulkorenkaiden suositeltu lämmitys ei kuitenkaan saisi ylittää 40-45 °C:ta.
3.2.1.3.8. Hihnakäyttölaitteen tyypin valinta ja karan vetohihnapyörän rakenne
Tasapainotuskoneen käyttökaraa suunniteltaessa on suositeltavaa varmistaa sen pyöriminen tasahihnavetoisesti. Esimerkki tällaisen voimansiirron asianmukaisesta käytöstä karan toiminnassa on esitetty asiakirjassa Kuvat 3.20 ja 3.23. Kiila- tai hammashihnavetoisten käyttö ei ole toivottavaa, koska ne voivat aiheuttaa karaan dynaamista lisäkuormitusta hihnojen ja hihnapyörien geometristen epätarkkuuksien vuoksi, mikä puolestaan voi johtaa ylimääräisiin mittausvirheisiin tasapainotuksen aikana. Suositellut vaatimukset litteiden käyttöhihnojen hihnapyörien hihnapyörille on esitetty standardissa ISO 17383- 73 "Pulleys for flat drive beltts" [4].
Vetohihnapyörä on sijoitettava karan takapäähän mahdollisimman lähelle laakerikokoonpanoa (mahdollisimman pienellä ylityksellä). Suunnittelupäätös hihnapyörän ulkonevasta sijoittamisesta, joka on tehty valmistettaessa kohdassa Kuva 3.19voidaan pitää epäonnistuneena, koska se lisää merkittävästi karan tukiin vaikuttavaa dynaamisen käyttökuorman momenttia.
Toinen tämän rakenteen merkittävä haittapuoli on kiilahihnaveto, jonka valmistus- ja kokoonpanotarkkuudet voivat myös aiheuttaa ei-toivottua lisäkuormaa karalle.
3.3. Sänky (runko)
Sänky on tasapainotuskoneen tärkein tukirakenne, johon sen tärkeimmät osat, kuten tukipylväät ja käyttömoottori, perustuvat. Kun tasapainotuskoneen sänkyä valitaan tai valmistetaan, on varmistettava, että se täyttää useita vaatimuksia, kuten tarvittava jäykkyys, geometrinen tarkkuus, tärinänkestävyys ja ohjainten kulumiskestävyys.
Käytäntö osoittaa, että valmistettaessa koneita omiin tarpeisiin käytetään yleisimmin seuraavia sänkyvaihtoehtoja:
Kuva 3.25 näyttää puuntyöstökoneen sängyn, jota käytettiin onnistuneesti kardaaniakselien tasapainottamiseen tarkoitetun koneen valmistuksessa.

Kuva 3.25. Esimerkki käytetyn puuntyöstökoneen sängyn käyttämisestä kardaaniakselien tasapainotuskoneen valmistukseen.
Kuvat 3.26 ja 3.27 näyttää esimerkkejä sorvipenkkien käytöstä, joiden perusteella valmistettiin erikoistunut kovalaakeroiva kone tasapainotusruuvien tasapainottamiseen ja yleiskäyttöinen pehmeälaakeroiva tasapainotuskone lieriömäisille roottoreille. Tällaiset ratkaisut mahdollistavat DIY-valmistajille tasapainotuskoneen jäykän tukijärjestelmän luomisen minimaalisella ajalla ja minimaalisilla kustannuksilla, ja niihin voidaan asentaa erityyppisiä tukitelineitä (sekä Hard Bearing että Soft Bearing). Valmistajan päätehtävänä on tässä tapauksessa varmistaa (ja tarvittaessa palauttaa) niiden koneenohjainten geometrinen tarkkuus, joihin tukitelineet perustuvat. Itse tehdyissä tuotanto-olosuhteissa käytetään yleensä hienoraaputusta ohjainten vaaditun geometrisen tarkkuuden palauttamiseksi.

Kuva 3.26. Esimerkki käytetyn sorvin sängyn käyttämisestä kovan laakerikoneen valmistamiseen keernojen tasapainottamiseen.

Kuva 3.27. Esimerkki käytetyn sorvin sängyn käytöstä pehmeän laakerikoneen valmistukseen akselien tasapainottamista varten.
Kuva 3.28 näyttää kahdesta kanavasta kootun sängyn version. Tämän sängyn valmistuksessa käytetään irrotettavia ruuviliitoksia, joiden avulla sängyn muodonmuutokset voidaan minimoida tai poistaa kokonaan kokoonpanon aikana ilman teknisiä lisätoimenpiteitä. Määritellyn sängyn ohjainten geometrisen tarkkuuden varmistamiseksi voidaan tarvita kanavien ylälaippojen mekaanista käsittelyä (hionta, hienojyrsintä).

Kuva 3.28. Esimerkki kootun sängyn valmistamisesta kanavista.
Kuvat 3.29 ja 3.30 esittää myös kahdesta kanavasta valmistettujen hitsattujen sänkyjen muunnelmia. Tällaisten sänkyjen valmistustekniikka voi vaatia useita lisätoimintoja, kuten lämpökäsittelyä hitsauksen aikana syntyvien sisäisten jännitysten poistamiseksi. Kuten koottujen sänkyjen kohdalla, myös hitsattujen sänkyjen ohjainten geometrisen tarkkuuden varmistamiseksi olisi suunniteltava käytettävien kanavien ylälaippojen mekaanista käsittelyä (hionta, hienojyrsintä).

Kuva 3.29. Esimerkki hitsatun sängyn valmistamisesta kanavista.
Kuva 3.30. Esimerkki hitsatun sängyn valmistamisesta kanavista
Viime aikoina on alettu käyttää laajalti polymeeribetonista valmistettuja sänkyjä, joissa on tärinää vaimentavia pinnoitteita. Tämä sänkyjen valmistustekniikka on kuvattu hyvin verkossa, ja tee-se-itse-valmistajat voivat toteuttaa sen helposti. Suhteellisen yksinkertaisuuden ja edullisten tuotantokustannusten vuoksi näillä sängyillä on useita keskeisiä etuja verrattuna metallisiin vastineisiinsa:
Tyypillisesti tällaisia sänkyjä valmistettaessa niiden yläosa on vahvistettu teräslevyillä, joita käytetään ohjaimina, joihin tasapainotuskoneen tukijalat perustuvat. Esimerkkinä kuvassa 3.31 on valokuva LLC "Technobalance" -yhtiön valmistamasta kardaaniakselien tasapainotuskoneesta, jonka sänky on valmistettu polymeeribetonista.

Kuva 3.31. Esimerkki polymeeribetonista valmistetusta tasapainotuskoneen sängystä.
3.4. Tasapainotuskoneiden käyttölaitteet
Kuten asiakkaidemme tasapainotuskoneiden valmistuksessa käyttämien suunnitteluratkaisujen analyysi osoittaa, taajuusmuuttajien suunnittelussa keskitytään pääasiassa taajuusmuuttajilla varustettujen vaihtovirtamoottoreiden käyttöön. Tämä lähestymistapa mahdollistaa laajan valikoiman säädettäviä pyörimisnopeuksia tasapainotetuille roottoreille mahdollisimman pienin kustannuksin. Tasapainotusroottoreiden pyörittämiseen käytettävien pääkäyttömoottoreiden teho valitaan yleensä näiden roottoreiden massan perusteella, ja se voi olla noin:
Nämä moottorit on kiinnitettävä jäykästi koneen alustaan tai sen perustukseen. Ennen asennusta koneeseen (tai asennuspaikalla) pääkäyttömoottori ja sen ulostuloakselille asennettu hihnapyörä on tasapainotettava huolellisesti. Taajuusmuuttajan aiheuttamien sähkömagneettisten häiriöiden vähentämiseksi on suositeltavaa asentaa verkkosuodattimet sen tuloon ja lähtöön. Nämä voivat olla taajuusmuuttajien valmistajien toimittamia vakiotuotteita tai ferriittirenkaista valmistettuja kotitekoisia suodattimia.