






3. Požadavky na konstrukci základních jednotek a mechanismů vyvažovacích strojů 3.1. Ložiska 3.1.1. Teoretické základy navrhování ložisek
V předchozí části byly podrobně rozebrány hlavní konstrukční provedení měkkých a tvrdých ložiskových podpor pro vyvažovací stroje. Zásadním parametrem, který musí konstruktéři při návrhu a výrobě těchto podpěr zohlednit, jsou jejich vlastní frekvence kmitání. To je důležité, protože měření nejen amplitudy kmitání (cyklické deformace) podpěr, ale také fáze kmitání je nutné pro výpočet parametrů korekčních závaží měřicími a výpočetními systémy stroje.
Pokud se vlastní frekvence podpěry shoduje s frekvencí otáčení vyváženého rotoru (rezonance podpěry), je přesné měření amplitudy a fáze vibrací prakticky nemožné. To je zřetelně vidět na grafech znázorňujících změny amplitudy a fáze kmitání podpěry v závislosti na frekvenci otáčení vyváženého rotoru (viz obr. 3.1).
Z těchto grafů vyplývá, že jakmile se frekvence otáčení vyváženého rotoru přiblíží vlastní frekvenci kmitání nosiče (tj. když se poměr fp/fo blíží 1), dochází k výraznému nárůstu amplitudy spojené s rezonančními kmity nosiče (viz obr. 3.1.a). Současně graf 3.1.b ukazuje, že v rezonanční zóně dochází k prudké změně fázového úhlu ∆F°, který může dosáhnout až 180°.
Jinými slovy, při vyvažování jakéhokoli mechanismu v rezonanční zóně mohou i malé změny jeho frekvence otáčení vést k výrazné nestabilitě výsledků měření amplitudy a fáze jeho vibrací, což vede k chybám při výpočtu parametrů korekčních závaží a negativně ovlivňuje kvalitu vyvažování.
Výše uvedené grafy potvrzují dřívější doporučení, že u strojů s tvrdým ložiskem by horní hranice provozních frekvencí rotoru měla být (alespoň) 2-3krát nižší než vlastní frekvence podpěry, fo. U strojů s měkkými ložisky by dolní mez přípustných provozních frekvencí vyváženého rotoru měla být (alespoň) 2-3krát vyšší než vlastní frekvence podpěry.
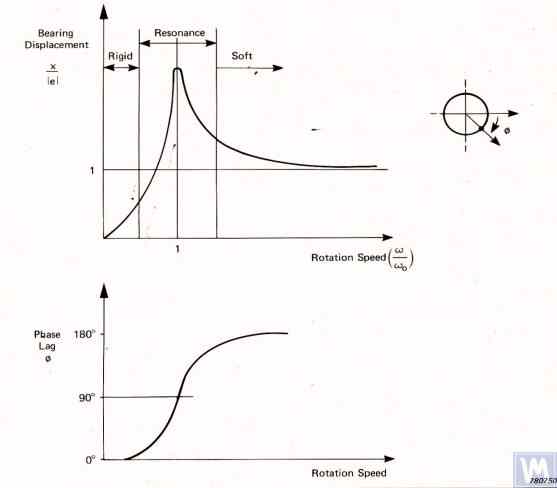
Obrázek 3.1. Grafy znázorňující změny relativní amplitudy a fáze vibrací podpěry vyvažovacího stroje v závislosti na změnách frekvence otáčení.
Vzhledem k uvedeným informacím se nedoporučuje provozovat stroj v rezonanční oblasti jeho podpěr (na obr. 3.1 zvýrazněno červeně). Grafy na obr. 3.1 také ukazují, že při stejných nevyváženostech rotoru jsou skutečné vibrace podpěr stroje s měkkými ložisky výrazně nižší než vibrace vyskytující se na podpěrách stroje s měkkými ložisky.
Z toho vyplývá, že senzory používané k měření vibrací podpěr ve strojích s tvrdými ložisky musí mít vyšší citlivost než senzory ve strojích s měkkými ložisky. Tento závěr je dobře podložen skutečnou praxí používání snímačů, která ukazuje, že absolutní snímače vibrací (vibroakcelerometry a/nebo snímače rychlosti vibrací), úspěšně používané ve vyvažovacích strojích Soft Bearing, často nemohou dosáhnout potřebné kvality vyvažování ve strojích Hard Bearing.
U těchto strojů se doporučuje používat snímače relativních vibrací, jako jsou snímače síly nebo vysoce citlivé snímače posunutí.
3.1.2. Odhad vlastních frekvencí podpor pomocí výpočtových metod
Konstruktér může provést přibližný (odhadovaný) výpočet vlastní frekvence podpěrné fólie pomocí vzorce 3.1 tak, že ji zjednodušeně považuje za kmitající systém s jedním stupněm volnosti, který (viz obr. 2.19.a) je reprezentován hmotou M, kmitající na pružině s tuhostí K.
fo=2π1MK(3.1)
Hmotnost M použitou ve výpočtu pro symetrický rotor s mezinápravovým ložiskem lze aproximovat vzorcem 3.2.
M=Mo+nMr(3.2) kde Mo je hmotnost pohyblivé části podpěry v kg; Mr je hmotnost vyváženého rotoru v kg; n je počet podpěr stroje zapojených do vyvažování.
Tuhost K podpory se vypočítá podle vzorce 3.3 na základě výsledků experimentálních studií, které zahrnují měření deformace ΔL podpory při zatížení statickou silou P (viz obr. 3.2.a a 3.2.b).
K=ΔLP(3.3) kde ΔL je deformace podpory v metrech; P je statická síla v newtonech.
Velikost zatěžující síly P lze měřit pomocí siloměru (např. dynamometru). Posunutí podpěry ΔL se určí pomocí přístroje pro měření lineárních posunů (např. číselníkového ukazatele).
3. Požadavky na konstrukci základních jednotek a mechanismů vyvažovacích strojů 3.1. Ložiska 3.1.2. Výpočet vlastních frekvencí podpor výpočetními metodami
Výpočty vlastních frekvencí podpor pomocí výše popsaného výpočetního schématu lze provádět ve dvou směrech:
Výpočet vlastních frekvencí podpěr ve svislém směru vyžaduje použití složitější výpočetní techniky, která (kromě parametrů samotné podpěry a vyváženého rotoru) musí zohlednit parametry rámu a specifika instalace stroje na základ. Touto metodou se tato publikace nezabývá. Z analýzy vzorce 3.1 lze vyvodit některá jednoduchá doporučení, která by měli konstruktéři strojů zohlednit při své praktické činnosti. Zejména lze změnit vlastní frekvenci podpěry změnou její tuhosti a/nebo hmotnosti. Zvýšením tuhosti se vlastní frekvence podpěry zvýší, zatímco zvýšením hmotnosti se sníží. Tyto změny mají nelineární, kvadraticko-inverzní vztah. Například zdvojnásobení tuhosti podpěry zvýší její vlastní frekvenci pouze 1,4krát. Podobně zdvojnásobení hmotnosti pohyblivé části podpěry sníží její vlastní frekvenci pouze o faktor 1,4.
3.1.3. Experimentální metody pro stanovení vlastních frekvencí podpěr
Vzhledem k tomu, že výše popsaný výpočet vlastních frekvencí podpor provedený zjednodušenou metodou může vést ke značným chybám, většina amatérských vývojářů dává přednost stanovení těchto parametrů experimentálními metodami. Využívají k tomu možnosti, které poskytují moderní systémy měření vibrací vyvažovacích strojů, včetně přístrojů řady "Balanset".
3.1.3.1. Určení vlastních frekvencí podpěr metodou rázového buzení
Metoda rázového buzení je nejjednodušší a nejběžnější způsob určení vlastní frekvence vibrací podpěry nebo jiné součásti stroje. Je založena na skutečnosti, že když je jakýkoli objekt, například zvon (viz obr. 3.3), vybuzen nárazem, projeví se jeho odezva jako postupně slábnoucí vibrační odezva. Frekvence vibračního signálu je určena konstrukčními vlastnostmi objektu a odpovídá frekvenci jeho vlastních kmitů. K rázovému buzení vibrací lze použít jakýkoli těžký nástroj, například gumovou paličku nebo obyčejnou paličku.
Obrázek 3.3. Schéma nárazového buzení používané k určení vlastních frekvencí objektu
Hmotnost kladiva by měla přibližně odpovídat 10% hmotnosti budícího předmětu. K zachycení vibrační odezvy by měl být na zkoumaný předmět nainstalován snímač vibrací, jehož měřicí osa by měla být zarovnána se směrem buzení nárazem. V některých případech lze jako snímač pro snímání vibrační odezvy předmětu použít mikrofon ze zařízení pro měření hluku.
Vibrace předmětu jsou snímačem převedeny na elektrický signál, který je následně odeslán do měřicího přístroje, například na vstup spektrálního analyzátoru. Tento přístroj zaznamenává časovou funkci a spektrum doznívajícího vibračního procesu (viz obr. 3.4), jejichž analýza umožňuje určit frekvenci (kmitočty) vlastních vibrací objektu.
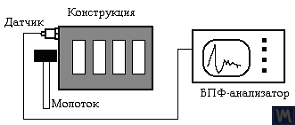
Obrázek 3.4. Schéma měření a záznamu vlastních vibrací objektu
Stejně jako většinu moderních přístrojů pro měření vibrací lze i měřicí systémy řady "Balanset" použít k určení vlastních frekvencí objektu (např. podpěr vyvažovacího stroje), pokud jsou jeho vibrace vyvolány nárazem. Tento postup lze na přístrojích řady "Balanset" provádět buď v režimu doplňkových funkcí přístroje "Grafy. Spectrum" nebo ve specializovaném režimu "Graphs. Impact", který je součástí nejnovějších verzí softwaru "Balanset 1".
Výsledkem tohoto postupu je pracovní okno s grafy časové funkce a spektra doznívajících vibrací, které se ve zkoumané konstrukci objevují při jejím nárazovém buzení, zobrazené na obrazovce počítače. Příklad takových grafů je uveden na obrázku 3.5.

Obrázek 3.5. Rozhraní programu zobrazující grafy časových funkcí a spektrum doznívajících rázových vibrací zkoumané konstrukce
Z analýzy grafu spektra uvedeného na obrázku 3.5 (viz spodní část pracovního okna) vyplývá, že hlavní složka vlastních kmitů zkoumané konstrukce, určená vzhledem k abscisové ose grafu, se vyskytuje při frekvenci 9,5 Hz. Tuto metodu lze doporučit pro studium vlastních vibrací vyvažovacích strojních podpěr s měkkým i tvrdým ložiskem.
3.1.3.2. Určení vlastních frekvencí podpěr v režimu vybíhání
V některých případech lze vlastní frekvence podpěr určit cyklickým měřením amplitudy a fáze vibrací "na pobřeží". Při provádění této metody se rotor instalovaný na zkoumaném stroji nejprve urychlí na maximální otáčky, poté se jeho pohon odpojí a frekvence rušivé síly spojené s nevyvážeností rotoru postupně klesá od maxima až do bodu zastavení.
V tomto případě lze vlastní frekvence podpor určit pomocí dvou charakteristik:
U přístrojů řady "Balanset" je možné použít režim "Vibrometr" ("Balanset 1") nebo "Vyvažování. Monitoring" ("Balanset 2C" a "Balanset 4") lze použít ke zjišťování vlastních frekvencí objektů "na pobřeží", což umožňuje cyklické měření amplitudy a fáze vibrací při frekvenci otáčení rotoru.
Software "Balanset 1" navíc obsahuje specializovanou aplikaci "Grafy. Coasting", který umožňuje vykreslit grafy změn amplitudy a fáze vibrací podpěr na pobřeží v závislosti na měnící se frekvenci otáčení, což výrazně usnadňuje proces diagnostiky rezonancí.
Je třeba poznamenat, že ze zřejmých důvodů (viz kapitola 3.1.1) lze metodu určení vlastních frekvencí podpor na pobřeží použít pouze v případě zkoumání strojů s měkkým ložiskovým vyvažováním, kde pracovní frekvence otáčení rotoru výrazně převyšují vlastní frekvence podpor v příčném směru.
V případě strojů s tvrdými ložisky, kde jsou pracovní frekvence otáčení rotoru vyvolávající vibrace podpěr na pobřeží výrazně nižší než vlastní frekvence podpěr, je použití této metody prakticky nemožné.
3.1.4. Praktická doporučení pro konstrukci a výrobu podpěr vyvažovacích strojů 3.1.4.1. Stroje s měkkými ložisky a plochými talířovými pružinami
Několik konstrukčních variant podpěr vyvažovacích strojů s plochými pružinami bylo popsáno výše v části 2.1 a znázorněno na obrázcích 2.7 až 2.9. Podle našich informací se tato provedení nejčastěji používají u strojů určených k vyvažování hnacích hřídelů.
Jako příklad uveďme parametry pružin, které používá jeden z klientů (společnost LLC "Rost-Service", Petrohrad) při výrobě vlastních strojních podpěr. Tento stroj byl určen k vyvažování hnacích hřídelí se 2, 3 a 4 podpěrami, jejichž hmotnost nepřesahovala 200 kg. Geometrické rozměry pružin (výška * šířka * tloušťka) použitých v podpěrách vedoucího a hnaného vřetena stroje, zvolené zákazníkem, činily 300, resp.2003 mm.
Vlastní frekvence nezatížené podpěry, stanovená experimentálně metodou rázového buzení pomocí standardního měřicího systému stroje "Balanset 4", byla zjištěna na 11 až 12 Hz. Při takové vlastní frekvenci kmitání podpěr by doporučená frekvence otáčení vyváženého rotoru při vyvažování neměla být nižší než 22-24 Hz (1320 - 1440 ot./min).
Geometrické rozměry plochých pružin použitých stejným výrobcem na mezilehlých podpěrách byly 200 resp.2003 mm. Jak navíc studie ukázaly, vlastní frekvence těchto podpěr byly vyšší a dosahovaly 13-14 Hz.
Na základě výsledků zkoušek bylo výrobcům stroje doporučeno, aby vyrovnali (vyrovnali) vlastní frekvence vřetena a mezipodpěr. To by mělo usnadnit výběr rozsahu provozních frekvencí otáčení hnacích hřídelů při vyvažování a zamezit případné nestabilitě údajů měřicího systému v důsledku vstupu podpěr do oblasti rezonančních vibrací.
Způsoby úpravy vlastních frekvencí kmitání podpěr na plochých pružinách jsou zřejmé. Této úpravy lze dosáhnout změnou geometrických rozměrů nebo tvaru plochých pružin, čehož se dosáhne například vyfrézováním podélných nebo příčných drážek, které sníží jejich tuhost.
Jak již bylo uvedeno, ověření výsledků takového seřízení lze provést určením vlastních frekvencí kmitání podpěr pomocí metod popsaných v oddílech 3.1.3.1 a 3.1.3.2.
Obrázek 3.6 představuje klasickou verzi podpěrné konstrukce na plochých pružinách, kterou použil v jednom ze svých strojů A. Sinicyn. Jak je znázorněno na obrázku, podpěra obsahuje následující součásti:

Obrázek 3.6. Varianta konstrukce podpěry na plochých pružinách
Horní deska 1 podpěry může být použita k upevnění vřetena nebo mezinápravového ložiska. V závislosti na účelu podpěry může být spodní deska 4 pevně připevněna k vodítkům stroje nebo může být instalována na pohyblivých kluzácích, které umožňují pohyb podpěry podél vodítek. Konzola 5 slouží k instalaci zajišťovacího mechanismu podpěry, který umožňuje její bezpečné upevnění během zrychlování a zpomalování vyváženého rotoru.
Ploché pružiny pro podpěry strojů Soft Bearing by měly být vyrobeny z listových pružin nebo vysoce kvalitní legované oceli. Použití běžných konstrukčních ocelí s nízkou mezí kluzu se nedoporučuje, protože u nich může při statickém a dynamickém zatížení během provozu dojít ke zbytkové deformaci, která vede ke snížení geometrické přesnosti stroje a dokonce ke ztrátě stability podpěr.
3.1.4.2. Podpěry strojů s měkkými ložisky a zavěšením na pásových pružinách
Při navrhování pásových pružin používaných pro podpěrná zavěšení je třeba věnovat pozornost volbě tloušťky a šířky pásu pružiny, který musí na jedné straně odolávat statickému a dynamickému zatížení rotoru na podpěru a na druhé straně musí zabránit možnosti torzního kmitání podpěrného zavěšení, které se projevuje jako axiální vybíhání.
Příklady konstrukčního provedení vyvažovacích strojů s použitím pásových pružinových závěsů jsou uvedeny na obrázcích 2.1 až 2.5 (viz oddíl 2.1) a na obrázcích 3.7 a 3.8 tohoto oddílu.

Obrázek 3.7. Stroj na vyvažování rotorů elektromotorů, sestavený, vyvinutý A. Mochovem.

Obrázek 3.8. Stroj pro vyvažování rotorů turbočerpadel, vyvinutý G. Glazovem (Biškek)
3.1.4.3. Měkké ložiskové podpěry strojů vyrobené pomocí válcových pružin
Příklad vyvažovacího stroje s měkkými ložisky, u něhož jsou při konstrukci podpěr použity válcové tlačné pružiny, je uveden na obrázku 3.9. Hlavní nevýhoda tohoto konstrukčního řešení souvisí s různým stupněm deformace pružin v předních a zadních podpěrách, k níž dochází, pokud jsou zatížení na podpěrách při vyvažování asymetrických rotorů nestejná. To přirozeně vede k nesouososti podpěr a vychýlení osy rotoru ve svislé rovině. Jedním z negativních důsledků této závady může být vznik sil, které způsobují axiální posun rotoru při otáčení.

Obr. 3.9. Varianta konstrukce měkké ložiskové podpory pro vyvažovací stroje s použitím válcových pružin.
3.1.4.4. Tvrdé ložiskové podpěry pro stroje Jak ukazují naše rozsáhlé zkušenosti se zákazníky, značná část výrobců vyvažovacích strojů vlastní výroby začala v poslední době dávat přednost strojům s tvrdými ložisky a pevnými podpěrami. Na obrázcích 2.16 až 2.18 v části 2.2 jsou vyobrazeny fotografie různých konstrukčních provedení strojů využívajících takové podpěry. Typický náčrt tuhé podpěry, který vyvinul jeden z našich zákazníků pro konstrukci svého stroje, je uveden na obr. 3.10. Tato podpěra se skládá z ploché ocelové desky s drážkou ve tvaru písmene P, která konvenčně rozděluje podpěru na "tuhou" a "pružnou" část. Vlivem nevyvážené síly se může "pružná" část podpěry deformovat vzhledem k její "tuhé" části. Velikost této deformace, která je určena tloušťkou podpěry, hloubkou drážek a šířkou můstku spojujícího "pružnou" a "tuhou" část podpěry, lze měřit pomocí vhodných snímačů měřicího systému stroje. Vzhledem k tomu, že neexistuje metoda výpočtu příčné tuhosti takových podpěr, která by zohledňovala hloubku drážky ve tvaru P, šířku t můstku a také tloušťku podpěry r (viz obr. 3.10), jsou tyto konstrukční parametry obvykle určovány experimentálně vývojáři.
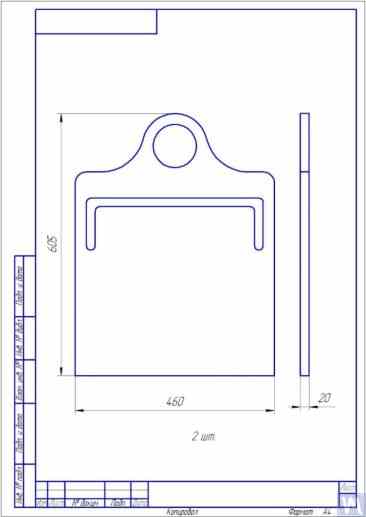
Obr. 3.10. Náčrt tvrdé ložiskové podpěry vyvažovacího stroje
Na obrázcích 3.11 a 3.12 jsou zobrazeny fotografie různých provedení těchto podpěr, které byly vyrobeny pro vlastní stroje našich klientů. Shrnutím údajů získaných od několika našich klientů, kteří jsou výrobci strojů, lze formulovat požadavky na tloušťku podpěr stanovených pro stroje různých velikostí a nosností. Například pro stroje určené k vyvažování rotorů o hmotnosti od 0,1 do 50-100 kg může být tloušťka podpěry 20 mm.

Obr. 3.11. Tvrdé ložiskové podpěry pro vyvažovací stroj, výrobce A. Sinicyn

Obr. 3.12. Tvrdá ložisková podpěra pro vyvažovací stroj, výrobce D. Krasilnikov
U strojů s vyvažovaným rotorem o hmotnosti do 300 až 500 kg lze tloušťku podpěry zvýšit na 30 až 40 mm a u strojů určených pro vyvažování rotorů o maximální hmotnosti od 1000 do 3000 kg může tloušťka podpěry dosáhnout 50 až 60 mm nebo více. Jak ukazuje analýza dynamických charakteristik výše uvedených podpěr, jejich vlastní frekvence kmitání, měřené v příčné rovině (rovina měření relativních deformací "pružných" a "tuhých" částí), obvykle přesahují 100 Hz nebo více. Vlastní frekvence vibrací stojanů Hard Bearing v čelní rovině, měřené ve směru shodném s osou otáčení vyváženého rotoru, jsou obvykle výrazně nižší. A právě tyto frekvence by se měly brát v úvahu především při určování horní hranice rozsahu provozních frekvencí rotujících rotorů vyvážených na stroji. Jak bylo uvedeno výše, určení těchto frekvencí lze provést metodou rázového buzení popsanou v oddíle 3.1.
3.2. Nosné sestavy vyvažovacích strojů 3.2.1. Hlavní typy nosných sestav Při výrobě vyvažovacích strojů s tvrdými i měkkými ložisky lze doporučit následující známé typy podpěrných sestav, které se používají pro instalaci a otáčení vyvážených rotorů na podpěrách, včetně:

3.13. Varianta provedení prizmatické podpěrné sestavy použité na vyvažovacím stroji pro automobilové turbíny
Podobné podpěrné sestavy (viz obrázek 3.8 výše) použil například G. Glazov ve svém stroji, rovněž určeném pro vyvažování automobilových turbín. Originální technické řešení hranolové nosné sestavy, vyrobené z fluoroplastu (viz obrázek 3.14), navrhuje společnost LLC "Technobalance".

Obr. 3.14. Sestava prizmatických podpěr od společnosti LLC "Technobalance"
Tato konkrétní nosná sestava je tvořena dvěma válcovými objímkami 1 a 2, které jsou vzájemně umístěny pod úhlem a upevněny na nosných osách. Vyvážený rotor se dotýká povrchů pouzder podél generujících linií válců, čímž se minimalizuje styčná plocha mezi hřídelí rotoru a opěrou a následně se snižuje třecí síla v opoře. V případě potřeby, v případě opotřebení nebo poškození povrchu podpěry v oblasti jejího kontaktu s rotorovým hřídelem, je zajištěna možnost kompenzace opotřebení pootočením pouzdra kolem jeho osy o určitý úhel. Je třeba poznamenat, že při použití podpěrných sestav z nekovových materiálů je nutné konstrukčně zajistit možnost uzemnění vyváženého rotoru k tělesu stroje, čímž se eliminuje riziko vzniku silných nábojů statické elektřiny během provozu. To jednak pomáhá omezit elektrické rušení a poruchy, které mohou ovlivnit výkonnost měřicího systému stroje, a jednak eliminuje riziko zasažení personálu působením statické elektřiny.
3.2.1.2. Nosné sestavy válečků Tyto sestavy se obvykle instalují na podpěry strojů určených k vyvažování rotorů s hmotností nad 50 kg. Jejich použití výrazně snižuje třecí síly v podpěrách ve srovnání s prizmatickými podpěrami, což usnadňuje otáčení vyvažovaného rotoru. Jako příklad je na obrázku 3.15 uvedena konstrukční varianta podpěrné sestavy, kde jsou pro polohování výrobku použity válečky. V tomto provedení jsou jako válečky 1 a 2 použita standardní valivá ložiska, jejichž vnější kroužky se otáčejí na stacionárních osách upevněných v tělese podpěry 3 stroje. Na obrázku 3.16 je znázorněn náčrt složitější konstrukce válečkové nosné sestavy, kterou ve svém projektu realizoval jeden ze samovýrobců vyvažovacích strojů. Jak je z výkresu patrné, za účelem zvýšení nosnosti válečku (a následně i celé nosné sestavy) je v tělese válečku 3 instalována dvojice valivých ložisek 1 a 2. Váleček je uložen v tělese válečku 2, které je v souladu s požadavky na nosnost válečku. Praktická realizace této konstrukce se přes všechny její zjevné výhody jeví jako poměrně složitý úkol spojený s nutností samostatné výroby tělesa válečku 3, na které jsou kladeny velmi vysoké požadavky na geometrickou přesnost a mechanické vlastnosti materiálu.

Obr. 3.15. Příklad konstrukce válečkové nosné sestavy
Obr. 3.16. Příklad konstrukce válečkové nosné sestavy se dvěma valivými ložisky
Na obrázku 3.17 je znázorněna konstrukční varianta samovyrovnávací válečkové podpěrné sestavy vyvinutá odborníky společnosti LLC "Technobalance". V této konstrukci je samovyrovnávací schopnost válečků dosažena tím, že jsou jim poskytnuty dva další stupně volnosti, které umožňují válečkům vykonávat malé úhlové pohyby kolem os X a Y. Takové nosné sestavy, které zajišťují vysokou přesnost při instalaci vyvážených rotorů, se obvykle doporučují pro použití na podpěrách těžkých vyvažovacích strojů.

Obr. 3.17. Příklad konstrukce samonivelační válečkové podpěry
Jak již bylo zmíněno, na válečkové podpěry jsou obvykle kladeny poměrně vysoké požadavky na přesnost výroby a tuhost. Zejména tolerance stanovené pro radiální házivost válečků by neměly překročit 3-5 mikronů.
V praxi se to ne vždy daří i známým výrobcům. Například při autorově testování radiální házivosti sady nových válečkových podpěr, zakoupených jako náhradní díly pro vyvažovací stroj model H8V značky "K. Shenk", dosáhla radiální házivost jejich válečků 10-11 mikronů.
3.2.1.3. Podpěrné sestavy vřetena
Při vyvažování rotorů s přírubovou montáží (například kardanových hřídelí) na vyvažovacích strojích se vřetena používají jako podpůrné sestavy pro polohování, montáž a otáčení vyvažovaných výrobků.
Vřetena jsou jednou z nejsložitějších a nejkritičtějších součástí vyvažovacích strojů, které jsou z velké části zodpovědné za dosažení požadované kvality vyvažování.
Teorie a praxe konstrukce a výroby vřeten je poměrně dobře propracovaná a odráží se v celé řadě publikací, z nichž monografie "Detaily a mechanismy kovoobráběcích strojů" [1], kterou vydal Dr. ing. D. N. Rešetovem, vyniká jako nejužitečnější a pro vývojáře nejpřístupnější.
Mezi hlavní požadavky, které by měly být zohledněny při návrhu a výrobě vřeten vyvažovacích strojů, by měly být upřednostněny následující:
a) Zajištění vysoké tuhosti konstrukce sestavy vřetena, která je dostatečná k tomu, aby se zabránilo nepřijatelným deformacím, k nimž může dojít vlivem nevyvážených sil vyváženého rotoru;
b) Zajištění stability polohy osy otáčení vřetena, charakterizované přípustnými hodnotami radiálních, axiálních a axiálních házení vřetena;
c) Zajištění správné odolnosti čepů vřetena proti opotřebení, jakož i jeho dosedacích a opěrných ploch používaných pro montáž vyvážených výrobků.
Praktická realizace těchto požadavků je podrobně popsána v kapitole VI "Vřetena a jejich podpěry" práce [1].
Zejména jsou zde uvedeny metodiky pro ověřování tuhosti a přesnosti otáčení vřeten, doporučení pro výběr ložisek, výběr materiálu vřeten a způsoby jejich kalení, jakož i mnoho dalších užitečných informací k tomuto tématu.
Práce [1] uvádí, že při konstrukci vřeten pro většinu typů obráběcích strojů na obrábění kovů se používá především schéma se dvěma ložisky.
Příklad konstrukční varianty takového dvounosníkového schématu používaného ve vřetenech frézek (podrobnosti lze nalézt v práci [1]) je uveden na obr. 3.18.
Toto schéma je zcela vhodné pro výrobu vřeten vyvažovacích strojů, jejichž příklady konstrukčních variant jsou uvedeny na obrázcích 3.19-3.22.
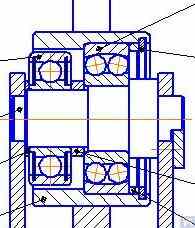
Na obrázku 3.19 je znázorněna jedna z konstrukčních variant sestavy vedoucího vřetena vyvažovacího stroje, které se otáčí na dvou radiálních axiálních ložiskách, z nichž každé má vlastní nezávislé pouzdro 1 a 2. Na hřídeli vřetena 3 je namontována příruba 4, určená k přírubové montáži kardanového hřídele, a řemenice 5, sloužící k přenosu otáček na vřeteno z elektromotoru pomocí pohonu klínovým řemenem.
Obr. 3.18. Náčrt vřetena dvounosníkové frézky

Obrázek 3.19. Příklad konstrukce vřetena na dvou nezávislých ložiskových podpěrách
Obrázky 3.20 a 3.21 ukazují dvě úzce související konstrukce předních vřeten. V obou případech jsou ložiska vřetena instalována ve společné skříni 1, která má průchozí axiální otvor nezbytný pro instalaci hřídele vřetena. Na vstupu a výstupu z tohoto otvoru má pouzdro speciální otvory (na obrázcích nejsou znázorněny), určené k uložení radiálních axiálních ložisek (válečkových nebo kuličkových), a speciální přírubové kryty 5, sloužící k upevnění vnějších kroužků ložisek.
Stejně jako v předchozím provedení (viz obr. 3.19) je na hřídeli vřetena namontována čelní deska 2, určená k přírubové montáži hnacího hřídele, a řemenice 3, sloužící k přenosu otáček na vřeteno z elektromotoru prostřednictvím řemenového pohonu. Na hřídeli vřetena je rovněž upevněna končetina 4, která slouží k určení úhlové polohy vřetena, využívané při instalaci zkušebních a korekčních závaží na rotor při vyvažování.

Obrázek 3.20. Příklad 1 konstrukce vedoucího vřetena na dvou ložiskových podpěrách instalovaných ve společné skříni

Obrázek 3.21. Příklad 2 konstrukce vedoucího vřetena na dvou ložiskových podpěrách instalovaných ve společné skříni
 \
\
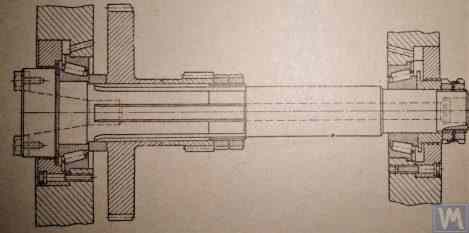
Obrázek 3.22. Příklad konstrukce hnaného (zadního) vřetena
Obrázek 3.22 ukazuje konstrukční variantu sestavy hnaného (zadního) vřetena stroje, která se od vedoucího vřetena liší pouze absencí hnací řemenice a končetiny, protože nejsou potřeba.
Jak je vidět v Obrázky 3.20 - 3.22, jsou výše popsané sestavy vřeten připevněny k měkkým ložiskovým podpěrám vyvažovacích strojů pomocí speciálních svorek (popruhů) 6. V případě potřeby lze použít i jiné způsoby upevnění, které zajistí náležitou tuhost a přesnost umístění sestavy vřetena na podpěře.
Obrázek 3.23 znázorňuje konstrukci přírubové montáže podobnou vřetenu, kterou lze použít pro jeho montáž na tvrdou ložiskovou podpěru vyvažovacího stroje.

Obrázek 3.22. Příklad konstrukčního provedení hnaného (zadního) vřetena
Obrázek 3.22 představuje konstrukční variantu sestavy hnaného (zadního) vřetena stroje, která se od vedoucího vřetena liší pouze tím, že postrádá hnací řemenici a končetinu, protože nejsou nutné.
Jak je vidět v Obrázky 3.20 - 3.22, jsou diskutované sestavy vřeten připevněny k měkkým ložiskovým podpěrám vyvažovacích strojů pomocí speciálních svorek (popruhů) 6. V případě potřeby lze použít i jiné způsoby upevnění, které zajišťují náležitou tuhost a přesnost umístění sestavy vřetena na podpěře.
Obrázek 3.23 ukazuje konstrukci přírubového uchycení takového vřetena, které lze použít pro jeho instalaci na tvrdou ložiskovou podpěru vyvažovacího stroje.
3.1.4.3. Měkké ložiskové podpěry strojů vyrobené pomocí válcových pružin
Příklad vyvažovacího stroje s měkkými ložisky, u něhož jsou v konstrukci podpěr použity válcové tlačné pružiny, je uveden na obrázku. Obrázek 3.9. Hlavní nevýhoda tohoto konstrukčního řešení souvisí s rozdílnou velikostí deformace pružin na předních a zadních podpěrách, ke které dochází v případech nerovnoměrného zatížení podpěr při vyvažování asymetrických rotorů. To přirozeně vede k nesouososti podpěr a vychýlení osy rotoru ve svislé rovině. Jedním z negativních důsledků této vady může být výskyt sil, které způsobují axiální posun rotoru při otáčení.
Obrázek 3.24. Výpočtové schéma použité pro stanovení tuhosti vřetena a jeho radiálního házení (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], obr. (3.4)
kde:
Transformací vzorce 3.4 získáme požadovanou vypočtenou hodnotu tuhosti vřetenové sestavy. jшп lze určit: jшп = P / Y, kg/cm (3.5)
S ohledem na doporučení práce [1] pro středně velké vyvažovací stroje by tato hodnota neměla být nižší než 50 kg/µm.
Již dříve bylo uvedeno, že hlavní vliv na radiální tuhost sestavy vřetena má průměr jeho hřídele, s jehož zvětšením se kvadraticky zvětšují momenty setrvačnosti J1 a J2, a v důsledku toho (viz rovnice 3.4) se zmenšuje velikost pružného posunu Y vřetena při zatížení.
Jak je patrné z rovnice 3.4, tuhost vřetena je ovlivněna také vzdáleností mezi podpěrami. c a délka jeho konzoly g, jejichž optimalizace při návrhu rovněž výrazně zvyšuje kvalitu sestavy vřetena.
Je třeba poznamenat, že při návrhu vřeten je třeba věnovat pozornost také zajištění jejich axiální tuhosti, která závisí především na axiální tuhosti ložisek vřetena a tuhosti jeho pouzdra.
Vlastní frekvence vibrací vřetena, která by neměla být nižší než 500 až 600 Hz, přímo souvisí s tuhostí vřetenových sestav. Tento parametr lze experimentálně stanovit pomocí zařízení řady "Balanset" s využitím metody rázového buzení, o níž bylo pojednáno dříve v oddíle 3.1.3.1.
Vzhledem k tomu, že stanovení parametrů vřetenových sestav představuje pro mnoho vývojářů značný problém, doporučujeme jim použít grafickou metodu výpočtu uvedenou v pracích [1] a [2], založenou na použití nomogramů, která řešení této úlohy výrazně zjednodušuje a zkracuje dobu jejího řešení.
3.2.1.3.4. Zajištění požadavků na přesnost otáčení vřetena
Přesnost otáčení je spolu s výše uvedenou tuhostí kritickou vlastností sestavy vřetena vyvažovacího stroje, která může významně ovlivnit kvalitu vyvažování. Praxe ukazuje, že přesnost otáčení vřetena přímo závisí na několika faktorech, mezi něž patří např:
Za prvé, výrobci se musí zaměřit na přesnost používaných ložisek, protože jejich vliv na přesnost otáčení (radiální házivost) vřetena se dvěma ložisky (viz výpočtové schéma v kapitole Obrázek 3.24) lze přibližně odhadnout ověřovacím výpočtem podle vzorce 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
kde:
3.2.1.3.5. Zajištění požadavků na vyvážení vřetena
Sestavy vřeten vyvažovacích strojů musí být dobře vyvážené, protože jakákoli skutečná nevyváženost se přenáší na vyvažovaný rotor jako dodatečná chyba. Při stanovení technologických tolerancí pro zbytkovou nevyváženost vřetena se obecně doporučuje, aby třída přesnosti jeho vyvažování byla alespoň o 1 až 2 třídy vyšší než třída přesnosti výrobku vyvažovaného na stroji.
Vzhledem k výše uvedeným konstrukčním vlastnostem vřeten by se jejich vyvažování mělo provádět ve dvou rovinách.
3.2.1.3.6. Zajištění požadavků na únosnost a trvanlivost ložisek vřetena
Při návrhu vřeten a výběru velikosti ložisek je vhodné předběžně posoudit životnost a únosnost ložisek. Metodiku pro provádění těchto výpočtů lze podrobně nalézt v normě ISO 18855-94 (ISO 281-89) "Valivá ložiska - Dynamické zatěžovací hodnoty a jmenovitá životnost" [3], jakož i v mnoha (včetně digitálních) příručkách o valivých ložiskách.
3.2.1.3.7. Zajištění požadavků na přijatelný ohřev ložisek vřetena
Podle doporučení z práce [1] by maximální přípustné zahřátí vnějších kroužků ložisek vřetena nemělo překročit 70 °C. Pro zajištění kvalitního vyvážení by však doporučený ohřev vnějších kroužků neměl překročit 40-45 °C.
3.2.1.3.8. Volba typu řemenového pohonu a konstrukce hnací řemenice pro vřeteno
Při konstrukci hnacího vřetena vyvažovacího stroje se doporučuje zajistit jeho otáčení pomocí pohonu plochým řemenem. Příklad správného použití takového pohonu pro provoz vřetena je uveden v článku Obrázky 3.20 a 3.23. Použití pohonů klínovými nebo ozubenými řemeny je nežádoucí, protože mohou na vřeteno působit dodatečné dynamické zatížení v důsledku geometrických nepřesností řemenů a řemenic, což může vést k dalším chybám měření při vyvažování. Doporučené požadavky na řemenice pro ploché hnací řemeny jsou uvedeny v normě ISO 17383- 73 "Řemenice pro ploché hnací řemeny" [4].
Hnací řemenice by měla být umístěna na zadním konci vřetena, co nejblíže ložiskovému tělesu (s co nejmenším přesahem). Konstrukční rozhodnutí o umístění řemenice s přesahem, učiněné při výrobě vřetena znázorněného na obrázku 1, je v souladu s pravidly pro umístění řemenice. Obrázek 3.19, lze považovat za neúspěšný, protože výrazně zvyšuje moment dynamického zatížení pohonu působícího na podpěry vřetena.
Další významnou nevýhodou této konstrukce je použití pohonu klínovým řemenem, jehož výrobní a montážní nepřesnosti mohou být rovněž zdrojem nežádoucího dodatečného zatížení vřetena.
3.3. Postel (rám)
Lože je hlavní nosnou konstrukcí vyvažovacího stroje, na níž jsou založeny jeho hlavní prvky, včetně podpěrných sloupků a hnacího motoru. Při výběru nebo výrobě lože vyvažovacího stroje je nutné zajistit, aby splňovalo několik požadavků, včetně potřebné tuhosti, geometrické přesnosti, odolnosti proti vibracím a odolnosti jeho vedení proti opotřebení.
Praxe ukazuje, že při výrobě strojů pro vlastní potřebu se nejčastěji používají následující varianty lůžek:
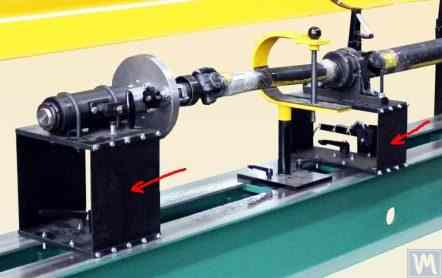
Obrázek 3.25 ukazuje lože dřevoobráběcího stroje, které bylo úspěšně použito při výrobě stroje určeného k vyvažování kardanových hřídelí.

Obrázek 3.25. Příklad použití použitého lože dřevoobráběcího stroje pro výrobu stroje na vyvažování kardanových hřídelí.
Obrázky 3.26 a 3.27 ukazují příklady použití soustružnických lůžek, na jejichž základě byl vyroben specializovaný stroj Hard Bearing pro vyvažování šneků a univerzální stroj Soft Bearing pro vyvažování válcových rotorů. Pro kutily taková řešení umožňují s minimálními časovými a finančními náklady vytvořit pevný podpěrný systém vyvažovacího stroje, na který lze namontovat podpěrné stojany různých typů (Hard Bearing i Soft Bearing). Hlavním úkolem výrobce je v tomto případě zajistit (a v případě potřeby obnovit) geometrickou přesnost vedení stroje, na kterém budou podpěrné stojany založeny. V podmínkách kutilské výroby se k obnovení požadované geometrické přesnosti vodítek obvykle používá jemné škrábání.

Obrázek 3.26. Příklad použití použitého soustružnického lože pro výrobu tvrdého ložiskového stroje pro vyvažování šneků.

Obrázek 3.27. Příklad použití použitého soustružnického lože pro výrobu stroje s měkkými ložisky pro vyvažování hřídelí.
Obrázek 3.28 ukazuje verzi sestaveného lůžka ze dvou kanálů. Při výrobě tohoto lůžka jsou použity rozebíratelné šroubové spoje, které umožňují minimalizovat nebo zcela vyloučit deformaci lůžka při montáži bez dalších technologických operací. Pro zajištění správné geometrické přesnosti vedení uvedeného lůžka může být nutné mechanické opracování (broušení, jemné frézování) horních přírub použitých kanálů.

Obrázek 3.28. Příklad výroby sestaveného lůžka z kanálů
Obrázky 3.29 a 3.30 představují varianty svařovaných lůžek, rovněž vyrobených ze dvou kanálů. Technologie výroby těchto lůžek může vyžadovat řadu dalších operací, jako je tepelné zpracování pro zmírnění vnitřních pnutí, která vznikají při svařování. Stejně jako u montovaných lůžek je třeba pro zajištění správné geometrické přesnosti vedení svařovaných lůžek naplánovat mechanické opracování (broušení, jemné frézování) horních přírub použitých kanálů.

Obrázek 3.29. Příklad výroby svařovaného lože z kanálů
Obrázek 3.30. Příklad výroby svařovaného lože z kanálů
V poslední době se hojně používají lože z polymerbetonu s povlakem tlumícím vibrace. Tato technologie výroby lůžek je dobře popsána na internetu a mohou ji snadno realizovat i kutilové. Vzhledem k relativní jednoduchosti a nízkým výrobním nákladům mají tato lůžka oproti svým kovovým protějškům několik klíčových výhod:
Při výrobě těchto lůžek je jejich horní část obvykle vyztužena ocelovými vložkami, které slouží jako vodítka, na nichž jsou založeny podpěry vyvažovacího stroje. Jako příklad je na obrázku 3.31 uvedena fotografie stroje na vyvažování kardanových hřídelí, vyráběného společností LLC "Technobalance", jehož lože je vyrobeno z polymerbetonu.

Obrázek 3.31. Příklad lože vyvažovacího stroje z polymerbetonu
3.4. Pohony pro vyvažovací stroje
Jak vyplývá z analýzy konstrukčních řešení používaných našimi klienty při výrobě vyvažovacích strojů, při návrhu pohonů se zaměřují především na použití střídavých motorů vybavených frekvenčními měniči. Tento přístup umožňuje široký rozsah nastavitelných otáček vyvažovaných rotorů s minimálními náklady. Výkon hlavních hnacích motorů používaných k roztáčení vyvážených rotorů se obvykle volí na základě hmotnosti těchto rotorů a může být přibližně:
Tyto motory by měly být pevně namontovány na loži stroje nebo jeho základu. Před instalací na stroj (nebo na místě instalace) by měl být hlavní hnací motor spolu s řemenicí namontovanou na jeho výstupním hřídeli pečlivě vyvážen. Pro snížení elektromagnetického rušení způsobeného frekvenčním měničem se doporučuje instalovat na jeho vstup a výstup síťové filtry. Mohou to být standardní hotové výrobky dodávané výrobci pohonů nebo podomácku vyrobené filtry s použitím feritových kroužků.