ダイナミックシャフトバランス調整手順: 静的 vs 動的, 、現場手順およびISO 21940グレード
現場エンジニアがローターを現場でバランス調整するために必要なすべて ― アンバランスの物理的性質から最終検証まで。7段階の手順、試運転重量の計算式、補正角度測定、ISO公差表。ファン、マルチャー、クラッシャー、シャフトなど、2,000台以上のローターでテスト済み。.
ダイナミックバランシングとは何ですか?
ダイナミックバランシング 回転体(ローター)が動作速度で回転している間に、その不均一な質量分布を測定し、修正するプロセスです。単一平面内の質量オフセットを修正する静的バランス調整とは異なり、動的バランス調整は、 2つ以上の飛行機を同時に, ベアリングの振動の原因となる遠心力とロッキングカップルを排除します。.
200kgの粉砕機ローターから5gの歯科用ドリルスピンドルに至るまで、あらゆる回転部品には残留アンバランスが存在します。製造公差、材料のばらつき、腐食、堆積物などにより、質量中心は幾何学的な回転軸からずれてしまいます。その結果、回転数の2乗に比例して遠心力が増加します。回転数が2倍になると、遠心力は4倍になります。.
半径150mmでわずか10gのアンバランスを持つローターが3,000rpmで回転すると、約150Nの回転力が発生します。これは、数週間でベアリングを破壊するのに十分な力です。ダイナミックバランシングは、この力を国際規格(ISO 21940-11、旧ISO 1940)で規定されたレベルまで低減し、ベアリング寿命を数か月から数年に延長し、振動によるダウンタイムを削減します。.
静的バランスと動的バランス
ローターの重心は回転軸からオフセットされており、 1機の飛行機. ナイフエッジサポートに置くと、重い側が下に転がります。回転しなくてもこれを検出できます。.
修正: 重心点の反対側の単一の角度位置で質量を追加または除去します。補正面は1つで十分です。.
適用対象: 直径が幅の 7 倍を超える狭い円盤状の部品 - フライホイール、研削ホイール、単板インペラ、鋸刃、ブレーキ ディスク。.
2つ(またはそれ以上)の質量オフセットが 異なる平面 ローターの長さに沿って振動する。静的には打ち消し合うかもしれないが(ローターはナイフエッジの上で静止している)、 揺れるカップル 回転時。回転なしではこの偶力を検出したり修正したりすることはできません。.
修正: 2つの別々の平面に2つの補正錘を配置します。この装置は、影響係数マトリックスから各平面の質量と角度を計算します。.
適用対象: 細長いローター - シャフト、幅広のインペラーを備えたファン、マルチャーローター、ローラー、多段ポンプインペラー、タービン。.
4つの不均衡の種類
ISO 21940‑11は、4つの基本的なアンバランスパターンを区別しています。どのパターンが支配的であるかを理解することで、適切なバランス調整戦略を選択するのに役立ちます。.
実際には、現場で遭遇するほぼすべてのローターは、力と偶力成分の組み合わせである動的アンバランスを抱えています。そのため、薄板状ではないローターでは、2面バランス調整がデフォルトの手順となります。.
単面バランスと二面バランスの使い分け
決定的な要因はローターの 形状比L/D (軸長さ対外径)とその動作速度を組み合わせたものです。.
| 基準 | シングルプレーン(1センサー) | 2平面(2つのセンサー) |
|---|---|---|
| L/D比 | L/D < 0.14 (直径 > 7×幅) | L/D ≥ 0.14 |
| 代表的な部品 | 研削ホイール、フライホイール、単板インペラ、プーリー、ブレーキディスク、鋸刃 | ファンローター、粉砕機、シャフト、ローラー、多段ポンプ、タービン、粉砕機 |
| アンバランスタイプの修正 | 静的のみ(力) | 静的 + 偶力 + 動的(力 + モーメント) |
| 修正面 | 1 | 2 |
| 測定実行 | 2(初回+1回トライアル) | 3 (初期 + 2 回の試行、飛行機ごとに 1 回) |
| 現場での時間 | 15~20分 | 30~45分 |
ISO 21940‑11 天びん品質等級
ISO 21940-11(ISO 1940-1の後継)は、回転機械の各クラスに バランス品質グレードG, は、ローターの重心の最大許容速度(mm/s)として定義されます。許容残留比不釣合いは、 eあたり (g·mm/kg)はグレードと動作速度から算出されます。
G — バランス品質等級(例:6.3は6.3 mm/sを意味します)
ω — 角速度、rad/s
回転数 — 動作速度、回転/分
| 学年 | e·ω, mm/s | 機械の種類 |
|---|---|---|
G 0.4 |
0.4 | ジャイロスコープ、精密研削盤のスピンドル |
G 1.0 |
1.0 | ターボチャージャー、ガスタービン、特殊要件を備えた小型電動アーマチュア |
G 2.5 |
2.5 | 電動モーター、発電機、中型/大型タービン、特殊要件のあるポンプ |
G 6.3 |
6.3 | ファン、ポンプ、プロセス機械、フライホイール、遠心分離機、一般産業機械 |
G 16 |
16 | 農業機械、破砕機、駆動軸(カルダン)、破砕機の部品 |
G 40 |
40 | 乗用車用ホイール、クランクシャフトアセンブリ(量産) |
G 100 |
100 | 大型低速船舶ディーゼルエンジンのクランクシャフトアセンブリ |
実例: ファンローター
遠心ファンローターの重量は80kg、回転速度は1,450rpm、補正半径は250mmです。必要な等級はG 6.3です。.
補正半径250 mmの場合:最大残留質量 = 3320 / 250 = 13.3グラム 飛行機あたり
つまり、各修正面のアンバランスは 13.3 g 以下、つまり M6 ワッシャー 3 個分の重さしか保持できないことになります。.
関連規格: ISO 21940‑11 (リジッドローター), ISO 21940‑12 (フレキシブルローター), ISO 10816‑3 (振動の厳しさの限界)、, ISO 1940 (レガシーの前身)。.
7段階のフィールドバランシング手順
これは、2平面フィールドバランスをとるための影響係数法であり、次のような携帯機器で適用されます。 バランスト1A. 同じロジックは、任意の 2 チャンネル バランシング アナライザーでも機能します。.

M t = M r × K / (R t × (N/100)²) ここでMr = ローター質量(g)、K = 支持剛性係数(1~5、平均には3を使用)、Rt = 設置半径(cm)、N = 回転数。または、 オンライン試用体重計算機 — ローターのパラメータを入力すると、推奨質量が即座に得られます。.

試験重量計算
試験荷重は、顕著な振動変化を生じさせるのに十分な重さでありながら、ベアリングに過負荷をかけたり危険な状態を引き起こしたりしない程度に軽くなければなりません。標準的な経験式は、ローター質量、補正半径、動作速度、支持剛性を考慮しています。
Mr — ローター質量、グラム
け — 支持剛性係数(1 = ソフトマウント、3 = 平均、5 = 剛性基礎)
Rt — 試験用重りの設置半径、cm
いいえ — 動作速度、RPM
手計算は面倒ですか? オンライン試用体重計算機 ↗ — ローターのパラメータ、サポート タイプ、振動レベルを入力すると、推奨質量が即座に得られます。.
実例(K = 3、平均剛性)
| 機械 | ローター質量 | 回転数 | 半径 | 試験重量(K = 3) |
|---|---|---|---|---|
| マルチャーローター | 120キロ | 2,200 | 30センチ | 360,000 / (30 × 484) ≈ 25グラム |
| 工業用ファン | 80キロ | 1,450 | 40センチメートル | 240,000 / (40 × 210.25) ≈ 29グラム |
| 遠心分離機ドラム | 45キロ | 3,000 | 15センチ | 135,000 / (15 × 900) = 10グラム |
| 破砕機シャフト | 250キロ | 900 | 25センチ | 750,000 / (25 × 81) ≈ 370グラム |
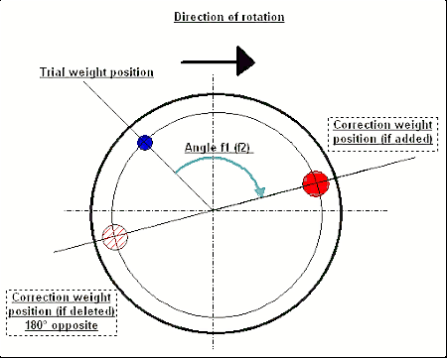
補正角度測定
バランス計は平面ごとに 2 つの数値を出力します。 質量 (重さはどれくらいか) 角度 (どこに置くか)。角度は常に試験用ウェイトの位置を基準にしています。.

角度の測り方
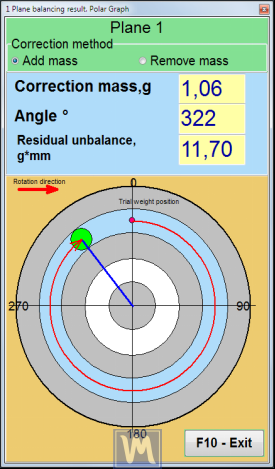
- 基準点(0°): 試運転前に、試運転用の重りを置いた角度位置をローターに明確に印を付けてください。.
- 測定方向: 常にローターの回転方向です。.
- 角度を読む: 計器は平面 1 の場合は角度 f₁ を、平面 2 の場合は角度 f₂ を表示します。試用重量マークから、回転方向にその角度を数えます。そこが修正重量が入る位置です。.
- 質量を除去する場合: 修正を、示された「追加」位置の 180° 反対に配置します。.
固定位置への重量分割
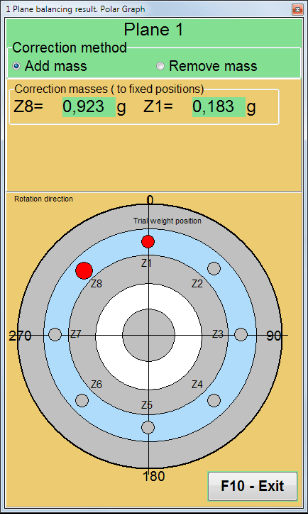
ローターにあらかじめ穴が開けられていたり、固定された取り付け位置(ファンブレードボルトなど)がある場合、計算された角度で正確にウェイトを配置できない場合があります。Balanset-1Aには、 重み分割機能: 最も近い2つの位置の角度を入力すると、ソフトウェアは単一の補正ベクトルをそれらの位置における2つの小さな重みに分解します。これらの重みを合わせた効果は、元のベクトルと一致します。.
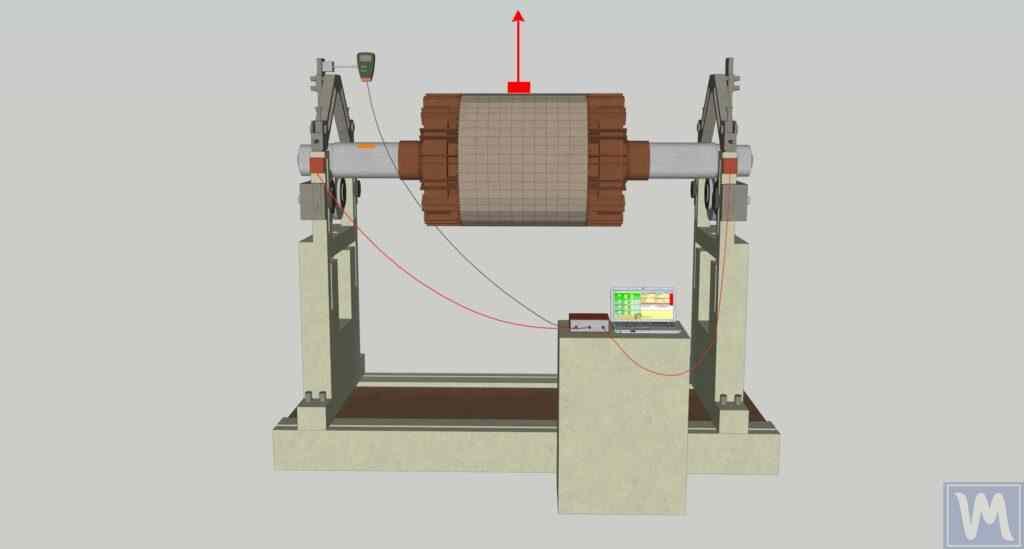
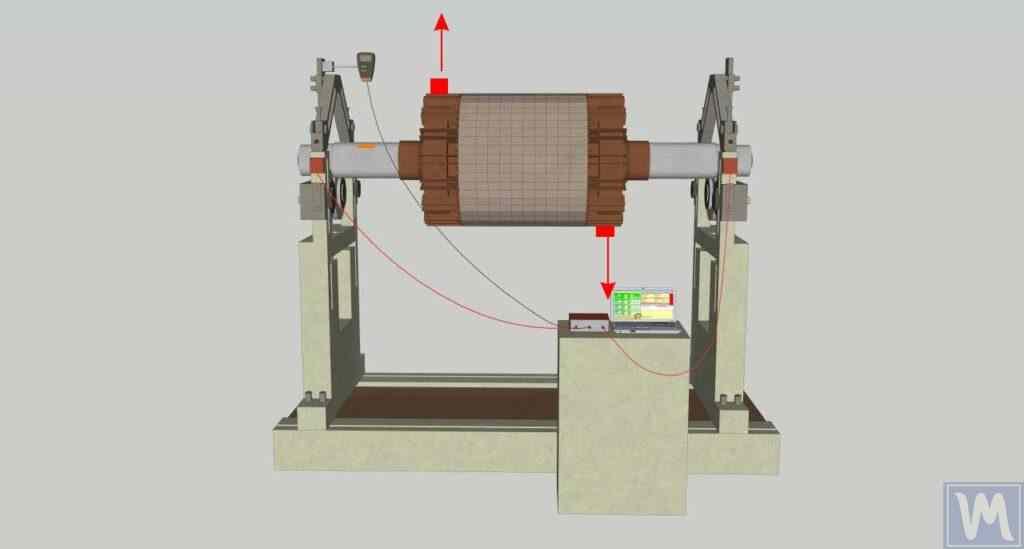
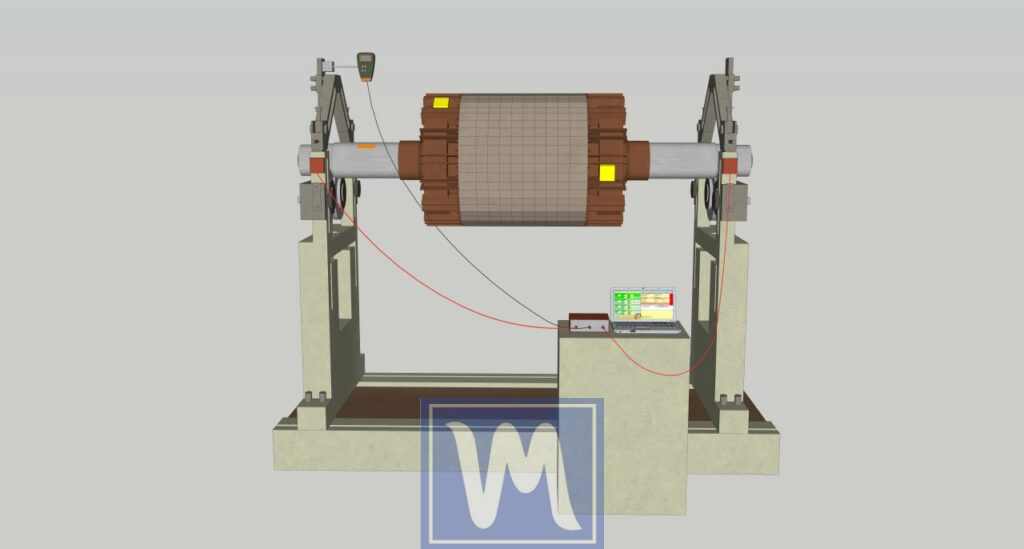
補正面とセンサーの配置
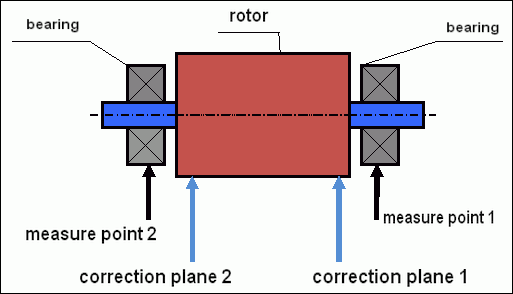
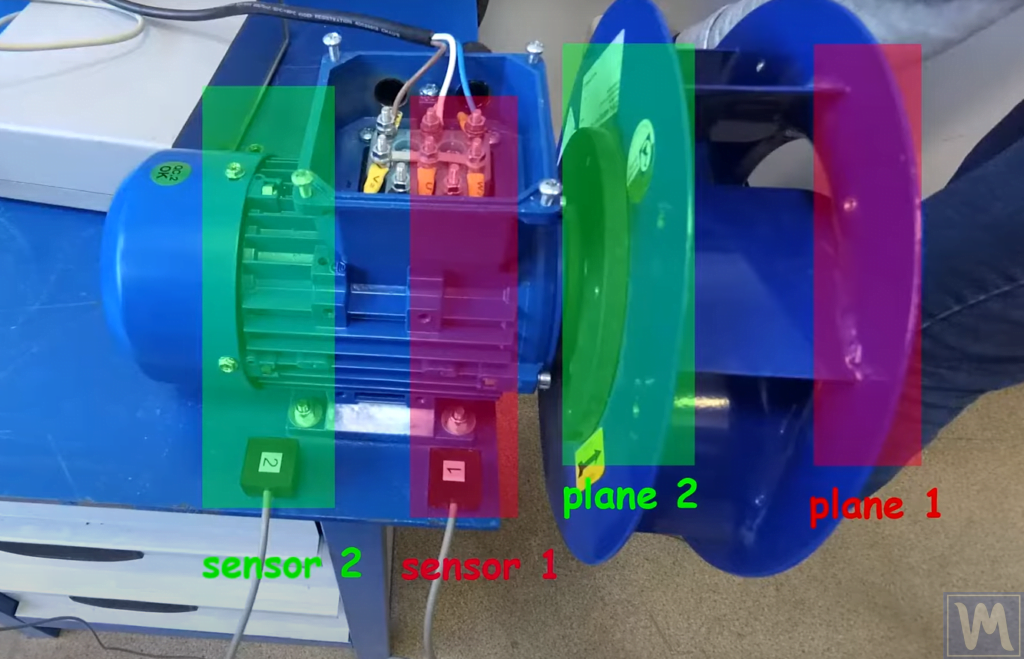
補正面とは、ローターの軸方向の位置で質量を追加または除去する位置です。センサーは最も近いベアリングで振動を測定します。いくつかの重要なルールがあります。
- センサーはベアリングハウジングに取り付けられます — ラジアル方向(水平が推奨)で、できるだけベアリングの中心線に近づけます。.
- 平面1はセンサー1に対応し、, 平面 2 からセンサー 2。番号付けを一定に保ってください。そうしないと、ソフトウェアが補正平面を入れ替えてしまいます。.
- 平面分離を最大化する: 2つの補正面が離れているほど、カップルの分解能は向上します。実用的な最小距離は、軸受スパンの1/3です。.
- アクセス可能な位置を選択してください: 補正面は、フランジ エッジ、ボルト サークル、リム、溶接面など、物理的に重量を取り付けられる場所にする必要があります。.

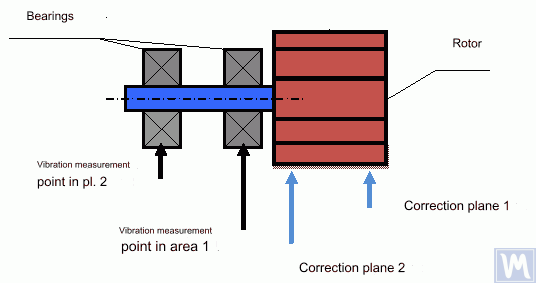
上の写真は、マルチャーローターを2面バランス調整の準備をしているところです。青いマーカー1と2は、ベアリングハウジング上のセンサーの位置を示しています。赤いマーカー1と2は補正面を示しており、この場合はローター本体のフランジ端で、ウェイトが溶接されます。.
カンチレバー(オーバーハング)ローター
片持ち式ローター(ファンインペラ、ベアリングスパンの外側に取り付けられたフライホイール、ポンプインペラなど)では、異なるセンサーと補正面の配置が必要です。補正面は両方ともベアリングの同じ側にあり、センサーの配置はオーバーハングした質量による偶力不均衡の増幅を考慮する必要があります。.
機械タイプ別のアプリケーション
ウェイト取り付け方法
| 方法 | 添付ファイル | 最適な用途 | 制限 |
|---|---|---|---|
| 溶接 | ローターリムに仮溶接された鋼製ワッシャーまたはプレート | 粉砕機、破砕機、重工業用ローター | 永久。専用ロッドなしではアルミニウムやステンレスには使用できません。 |
| ボルトとナット | ロックナット付きの予め開けられた穴にボルトで固定する | ファンインペラ、フライホイール、カップリングフランジ | 既存の穴または新しい穴あけが必要 |
| ホースクランプ | 重りを挟んだステンレス製ホースクランプ | 現場のシャフト、ローラー、円筒形ローター | 一時的または半永久的。クランプトルクを確認してください |
| セットスクリュークリップオン | 既製のクリップオンウェイト(タイヤウェイトなど) | ファンブレード、薄いリム、軽いローター | 質量範囲が限られている。高回転時にはスリップする可能性がある。 |
| 接着剤(エポキシ) | 表面に接着された重り | 精密ローター、クリーンな環境 | 清潔で乾燥した表面が必要です。耐熱温度は約120℃です。 |
| 材料除去 | 重い側から離れた場所で材料を掘削または研削する | ターボチャージャー、高速スピンドル、インペラー | 永久的で正確ですが、元に戻すことはできません。重量を追加することが安全でない場合に使用してください。 |
フィールドバランシングにおけるよくある間違い
| # | 間違い | 結果 | 修理 |
|---|---|---|---|
| 1 | ガードまたはカバーに取り付けられたセンサー | カバーの共振により振幅と位相の読み取りが歪む → 誤った補正 | 常にベアリングハウジングの金属面に取り付けてください |
| 2 | 試用重量が軽すぎる | 位相と振幅の変化はノイズの範囲内 → 影響係数は信頼できない | 少なくとも1つのセンサーで≥30%の振幅変化または≥30°の位相シフトを確保する |
| 3 | 走行間の速度変動 | 1倍の振動はRPM²に応じて変化します。5%の速度変化でもデータが破損します。 | 正確な回転数を追跡するにはタコメーターを使用してください。速度が安定するまで待ちます。 |
| 4 | 試し重りを外すのを忘れる | 補正計算に試験体重の影響が含まれる → 結果は無意味 | 厳格な手順に従う:修正用ウェイトを取り付ける前に、試用用ウェイトを取り外します |
| 5 | 平面1と平面2を混同する | 補正ウェイトが間違った平面に配置される→振動が増加する | センサーとプレーンにわかりやすいラベルを付けます。センサー1 → プレーン1、センサー2 → プレーン2 |
| 6 | 回転と反対の角度の測定 | 補正は360° − f ではなく f → ローターの反対側へ | 開始前に回転方向を確認してください。常に回転方向で測定してください。 |
| 7 | 走行中の熱膨張 | コールドスタート運転間のベアリングクリアランスの変化→ドリフト測定 | 実行 0 の前に定常状態までウォームアップするか、すべての実行を迅速に完了します(5 分間隔未満)。 |
| 8 | 長いローターに単面翼を使用する | カップルのアンバランスが未修正のまま → 遠位ベアリングで振動が増加する可能性があります | L/D ≥ 0.14またはプレーン分離が重要なローターには、2プレーンバランスを使用してください。 |
現場レポート:マルチャーローターのバランス調整
機械: Maschio Bisonte 280フレイルマルチャー、ローター重量165kg、PTO回転数2,100rpm。お客様より、フレイル8枚を交換後、激しい振動が発生したとの報告がありました。.
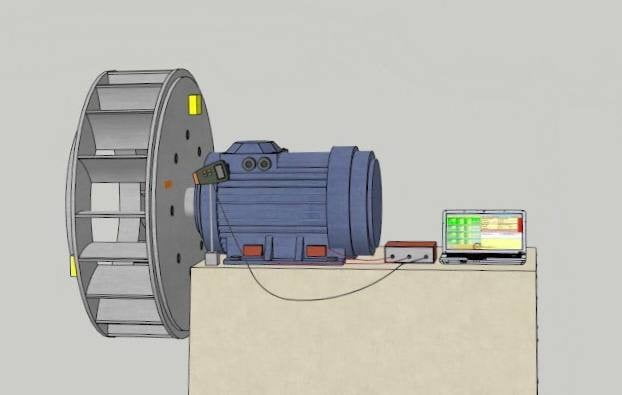
セットアップだ: ベアリングハウジングに2つの加速度計、PTOシャフトにレーザータコメーターを装備。Balanset-1A 2面モード。.
実行0: センサー1 = 12.4 mm/s @ 47°、センサー2 = 8.9 mm/s @ 213°。ISO 10816-3ゾーンD(危険)。.
試運転: 両平面で500gの試験用重りを使用。明確な応答 — 両センサーの振幅変化は60%以上。.
修正: 平面1:128°で溶接した場合の重量は340g。平面2:276°で溶接した場合の重量は215g。.
検証する: センサー1 = 0.8 mm/s、センサー2 = 0.6 mm/s。ISOゾーンA(良好)。トリムランは不要です。.
ファンの2面動的バランス
産業用ファン(遠心ファン、軸流ファン、斜流ファン)は、現場でローターバランス調整が行われる最も一般的なファンです。以下の手順では、Balanset-1Aを使用してラジアルファンの2面バランス調整を実際に行う手順を説明します。.
平面の決定とセンサーの設置
センサー取り付け面の汚れや油分をきれいに拭き取ってください。センサーはベアリングハウジングの金属面にぴったりとフィットする必要があります。カバー、ガード、または支えのない金属板の上には取り付けないでください。.
- センサー1(赤): ファンの前面(プレーン1側)近くに取り付けます。.
- センサー2(緑): ファンの後方(Plane 2側)近くに取り付けます。.
- 平面1(レッドゾーン): インペラ ディスク上の補正面。前方に近い位置にあります。.
- 平面2(緑色のゾーン): バックプレートまたはハブに近い補正面。.
振動センサーとレーザータコメーターの両方をBalanset-1Aに接続します。回転数(RPM)の目安として、シャフトまたはハブに反射テープを貼り付けます。.
バランシング・プロセス
ファンを始動し、初期振動測定(Run 0)を行います。質量既知の試験用重りを平面1の任意の点に設置し、ファンを始動させて振動の変化を記録します(Run 1)。試験用重りを平面2の任意の点に移動し、再びファンを始動させて振動の変化を記録します(Run 2)。Balanset-1Aソフトウェアは、これら3つの測定値すべてを使用して、各平面の補正質量と角度を計算します。.
ファン補正ウェイトの角度測定
角度は、試験用ウェイトの位置からファンの回転方向に沿って測定されます。 補正角度測定 上記のセクションを参照してください。試験用重りを置いた場所(0°基準)をマークし、回転方向に沿って示された角度を数えて、修正用重りの位置を見つけます。.

ソフトウェアによって計算された角度と質量に基づいて、平面1と平面2に補正ウェイトを設置します。ファンをもう一度運転し、振動が許容レベルまで低下したことを確認します。 ISO 21940‑11 (汎用ファンでは通常G 6.3)。残留振動が依然として目標値を超えている場合は、トリムランを1回実行してください。.
よくある質問
フィールドバランシング用機器
について バランスト1A は、単面および二面の動的バランス調整と振動解析(全体速度、スペクトル、波形)を行うことができる2チャンネルのポータブル計測器です。以下の内容を含むキットで出荷されます。
- 磁気マウント付き圧電振動センサー×2
- 反射テープ付きレーザータコメーター(非接触回転数センサー)
- USB 測定ユニット (あらゆる Windows ラップトップに接続可能)
- ソフトウェア: バランスウィザード、振動計、スペクトルアナライザー
- すべてのケーブルと付属品が入ったキャリングケース
回転数範囲:300~100,000rpm。振動範囲:0.5~80 mm/s RMS。位相精度:±1°。重量分割、トリム実行、公差チェック、レポート生成はソフトウェアに含まれています。フルキットの重量は3.5kgです。.


0件のコメント