






3. Вимоги до конструкції основних вузлів і механізмів балансувальних машин 3.1. Підшипники 3.1.1. Теоретичні основи проектування підшипників
У попередньому розділі були детально розглянуті основні конструктивні виконання м'яких і жорстких опор для балансувальних верстатів. Важливим параметром, який конструктори повинні враховувати при проектуванні та виготовленні цих опор, є їхні власні частоти коливань. Це важливо, оскільки для розрахунку параметрів коригувальних вантажів вимірювально-обчислювальними системами верстата необхідне вимірювання не тільки амплітуди коливань (циклічної деформації) опор, а й фази коливань.
Якщо власна частота опори збігається з частотою обертання зрівноваженого ротора (резонанс опори), то точне вимірювання амплітуди і фази коливань практично неможливе. Це наочно ілюструють графіки зміни амплітуди і фази коливань опори в залежності від частоти обертання зрівноваженого ротора (див. рис. 3.1).
З цих графіків випливає, що при наближенні частоти обертання зрівноваженого ротора до власної частоти коливань опори (тобто, коли відношення fp/fo наближається до 1) відбувається значне зростання амплітуди, пов'язане з резонансними коливаннями опори (див. рис. 3.1.а). Одночасно з цим, з рис. 3.1.б видно, що в зоні резонансу відбувається різка зміна фазового кута ∆F°, яка може досягати до 180°.
Іншими словами, при балансуванні будь-якого механізму в резонансній зоні навіть невеликі зміни частоти його обертання можуть призвести до значної нестабільності результатів вимірювання амплітуди і фази його коливань, що призводить до помилок в розрахунку параметрів коригувальних вантажів і негативно впливає на якість балансування.
Наведені вище графіки підтверджують попередні рекомендації про те, що для машин з жорсткими підшипниками верхня межа робочих частот ротора повинна бути (принаймні) в 2-3 рази нижчою за власну частоту опори, fo. Для машин з м'якими підшипниками нижня межа допустимих робочих частот збалансованого ротора повинна бути (щонайменше) в 2-3 рази вищою за власну частоту опори.
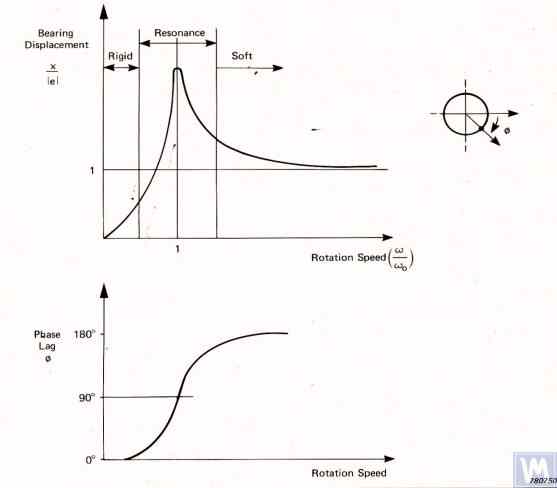
Рисунок 3.1. Графіки зміни відносної амплітуди та фази коливань опори балансувального верстата в залежності від зміни частоти обертання.
З огляду на представлену інформацію, експлуатація машини в резонансній зоні її опор (виділена червоним кольором на рис. 3.1) не рекомендується. Графіки, наведені на рис. 3.1, також демонструють, що при однакових дисбалансах ротора фактичні вібрації опор машини на м'яких підшипниках значно нижчі, ніж ті, що виникають на опорах машини на м'яких підшипниках.
З цього випливає, що датчики, які використовуються для вимірювання вібрацій опор в машинах з жорсткими підшипниками, повинні мати вищу чутливість, ніж в машинах з м'якими підшипниками. Цей висновок добре підтверджується реальною практикою використання датчиків, яка показує, що датчики абсолютної вібрації (віброакселерометри та/або датчики віброшвидкості), які успішно застосовуються в балансувальних верстатах з м'якими опорами, часто не можуть досягти необхідної якості балансування на верстатах з жорсткими опорами.
На цих машинах рекомендується використовувати датчики відносної вібрації, такі як датчики сили або високочутливі датчики переміщення.
3.1.2. Визначення власних частот опор за допомогою розрахункових методів
Проектувальник може виконати наближений (оціночний) розрахунок власної частоти опори fo за формулою 3.1, спрощено розглядаючи її як коливальну систему з одним ступенем вільності, яка (див. рис. 2.19.а) представлена масою M, що коливається на пружині з жорсткістю K.
fo=2π1MK(3.1)
Маса M, що використовується в розрахунках для симетричного міжопорного ротора, може бути апроксимована формулою 3.2.
M=Mo+nMr(3.2) де Mo - маса рухомої частини опори в кг; Mr - маса ротора, що балансується, в кг; n - кількість опор машини, що беруть участь у балансуванні.
Жорсткість K опори розраховується за формулою 3.3 на основі результатів експериментальних досліджень, які передбачають вимірювання деформації ΔL опори при навантаженні її статичною силою P (див. рис. 3.2.а і 3.2.б).
K=ΔLP(3.3), де ΔL - деформація опори в метрах; P - статична сила в Ньютонах.
Величину сили навантаження P можна виміряти за допомогою приладу для вимірювання сили (наприклад, динамометра). Переміщення опори ΔL визначається за допомогою приладу для вимірювання лінійних переміщень (наприклад, стрілочного індикатора).
3. Вимоги до конструкції основних вузлів і механізмів балансувальних машин 3.1. Підшипники 3.1.2. Обчислення власних частот опор розрахунковими методами
Розрахунки власних частот опор за розглянутою вище розрахунковою схемою можна виконувати у двох напрямках:
Розрахунок власних частот опор у вертикальному напрямку вимагає використання більш складної методики розрахунку, яка (крім параметрів самої опори і зрівноваженого ротора) повинна враховувати параметри рами і специфіку установки машини на фундамент. Цей метод не розглядається в даній публікації. Аналіз формули 3.1 дозволяє зробити кілька простих рекомендацій, які слід враховувати конструкторам машин у своїй практичній діяльності. Зокрема, частота власних коливань опори може бути змінена шляхом зміни її жорсткості та/або маси. Збільшення жорсткості збільшує власну частоту опори, тоді як збільшення маси зменшує її. Ці зміни мають нелінійну, квадратично обернену залежність. Наприклад, подвоєння жорсткості опори збільшує її власну частоту лише в 1,4 рази. Аналогічно, подвоєння маси рухомої частини опори зменшує її власну частоту лише в 1,4 рази.
3.1.3. Експериментальні методи визначення власних частот опор
З огляду на те, що розглянутий вище розрахунок власних частот опор, виконаний за спрощеною методикою, може призвести до значних похибок, більшість розробників-аматорів вважають за краще визначати ці параметри експериментальними методами. Для цього вони використовують можливості сучасних вібровимірювальних систем балансувальних верстатів, зокрема приладів серії "Балансет".
3.1.3.1. Визначення власних частот опор методом ударного збудження
Метод ударного збудження є найпростішим і найпоширенішим способом визначення власної частоти коливань опори або будь-якого іншого компонента машини. Він ґрунтується на тому, що при ударному збудженні будь-якого об'єкта, наприклад, дзвону (див. рис. 3.3), його реакція проявляється у вигляді поступово затухаючого вібраційного відгуку. Частота коливального сигналу визначається структурними характеристиками об'єкта і відповідає частоті його власних коливань. Для ударного збудження коливань можна використовувати будь-який важкий інструмент, наприклад, гумову киянку або звичайний молоток.
Рисунок 3.3. Схема ударного збудження для визначення власних частот об'єкта
Маса молотка повинна приблизно становити 10% маси об'єкта, що збуджується. Для фіксації вібраційного відгуку на досліджуваний об'єкт слід встановити датчик вібрації, вісь вимірювання якого повинна співпадати з напрямком ударного збудження. У деяких випадках в якості датчика для сприйняття вібраційного відгуку об'єкта може бути використаний мікрофон від шумоміра.
Коливання об'єкта перетворюються датчиком в електричний сигнал, який потім надходить на вимірювальний прилад, наприклад, на вхід аналізатора спектра. Цей прилад записує функцію часу і спектр затухаючого коливального процесу (див. рис. 3.4), аналіз якого дозволяє визначити частоту (частоти) власних коливань об'єкта.
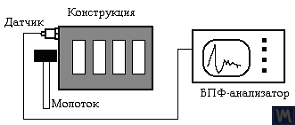
Рисунок 3.4. Схема вимірювання та реєстрації власних коливань об'єкта
Як і більшість сучасних вібровимірювальних приладів, вимірювальні системи серії "Balanset" можуть бути використані для визначення власних частот об'єкта (наприклад, опор балансувального верстата) при ударному збудженні його коливань. Ця процедура на приладах серії "Balanset" може бути виконана або в режимі додаткових функцій приладу "Графіки. Спектр" або в спеціалізованому режимі "Графіки. Удар", який входить в останні версії програмного забезпечення "Балансет 1".
В результаті цієї процедури на екран комп'ютера виводиться робоче вікно з графіками часової функції та спектру затухаючих коливань, які виникають в досліджуваній структурі при її ударному збудженні. Приклад таких графіків наведено на рис. 3.5.

Рисунок 3.5. Інтерфейс програми, що показує графіки часових функцій та спектр затухаючих ударних коливань досліджуваної конструкції
Аналіз спектрального графіка, представленого на рисунку 3.5 (див. нижню частину робочого вікна), показує, що основна складова власних коливань досліджуваної конструкції, визначена відносно осі абсцис графіка, відбувається на частоті 9,5 Гц. Цей метод можна рекомендувати для дослідження власних коливань опор балансувальних верстатів як з м'якими, так і з жорсткими підшипниками.
3.1.3.2. Визначення власних частот опор в режимі вибігу
У деяких випадках власні частоти опор можуть бути визначені шляхом циклічного вимірювання амплітуди і фази вібрації "на березі". При реалізації цього методу ротор, встановлений на досліджуваній машині, спочатку розганяється до максимальної швидкості обертання, після чого його привід відключається, а частота збурюючої сили, пов'язаної з дисбалансом ротора, поступово зменшується від максимальної до точки зупинки.
У цьому випадку власні частоти опор можна визначити за двома характеристиками:
У приладах серії "Balanset" режим "Віброметр" ("Balanset 1") або режим "Балансування. Моніторинг" ("Balanset 2C" і "Balanset 4") можуть бути використані для визначення власних частот об'єктів "на березі", що дозволяє проводити циклічні вимірювання амплітуди і фази вібрації на частоті обертання ротора.
Крім того, до складу програмного забезпечення "Balanset 1" додатково входить спеціалізований режим "Графіки. Coasting", який дозволяє будувати графіки зміни амплітуди і фази коливань опори на березі в залежності від зміни частоти обертання, що значно полегшує процес діагностики резонансів.
Слід зазначити, що зі зрозумілих причин (див. розділ 3.1.1) метод визначення власних частот опор на березі може бути використаний лише у випадку дослідження балансувальних машин з м'яким підшипником, де робочі частоти обертання ротора значно перевищують власні частоти опор в поперечному напрямку.
У випадку машин з жорстким підшипником, де робочі частоти обертання ротора, що збуджують коливання опор на березі, значно нижчі за власні частоти опор, використання цього методу практично неможливе.
3.1.4. Практичні рекомендації щодо проектування та виготовлення опор для балансувальних верстатів 3.1.4.1. Машини з м'якими підшипниками з плоскими пластинчастими пружинами
Кілька варіантів конструкцій опор балансувальних верстатів з плоскими пружинами були розглянуті вище в розділі 2.1 і проілюстровані на рисунках 2.7 - 2.9. За нашою інформацією, такі конструкції найчастіше використовуються у верстатах, призначених для балансування карданних валів.
Як приклад, розглянемо параметри пружин, які використовував один з клієнтів (ТОВ "Рост-Сервіс", Санкт-Петербург) при виготовленні власних опор верстатів. Цей верстат призначався для балансування 2-х, 3-х і 4-х опорних карданних валів, маса яких не перевищувала 200 кг. Геометричні розміри пружин (висота * ширина * товщина), що використовуються в опорах ведучого і веденого шпинделів верстата, обрані клієнтом, склали відповідно 3002003 мм.
Встановлено, що власна частота коливань ненавантаженої опори, визначена експериментально методом ударного збудження за допомогою стандартної вимірювальної системи машини "Balanset 4", становить 11 - 12 Гц. При такій власній частоті коливань опор рекомендована частота обертання збалансованого ротора при балансуванні повинна бути не нижче 22-24 Гц (1320 - 1440 об/хв).
Геометричні розміри плоских пружин того ж виробника на проміжних опорах становили відповідно 2002003 мм. Крім того, як показали дослідження, власні частоти цих опор були вищими, досягаючи 13-14 Гц.
За результатами випробувань виробникам верстата було рекомендовано вирівняти (зрівняти) власні частоти обертання шпинделя та проміжних опор. Це має полегшити вибір діапазону робочих частот обертання приводних валів при балансуванні та уникнути потенційної нестабільності показань вимірювальної системи через потрапляння опор в зону резонансних коливань.
Методи регулювання власних частот коливань опор на плоских пружинах очевидні. Такого регулювання можна досягти шляхом зміни геометричних розмірів або форми плоских пружин, що досягається, наприклад, фрезеруванням поздовжніх або поперечних прорізів, які зменшують їхню жорсткість.
Як зазначалося раніше, перевірка результатів такого регулювання може бути проведена шляхом визначення власних частот коливань опор за допомогою методів, описаних у розділах 3.1.3.1 та 3.1.3.2.
Рисунок 3.6 представлено класичний варіант конструкції опори на пласких пружинах, який використовував в одній зі своїх машин А. Синіцин. Як показано на рисунку, опора складається з наступних компонентів:

Рисунок 3.6. Варіант конструкції опори на плоских пружинах
Верхня плита 1 опори може бути використана для кріплення шпинделя або проміжного підшипника. Залежно від призначення опори, нижня плита 4 може бути жорстко закріплена на напрямних верстата або встановлена на рухомих напрямних, що дозволяє переміщати опору по напрямних. Кронштейн 5 служить для встановлення механізму фіксації опори, що дозволяє надійно зафіксувати її під час розгону і гальмування збалансованого ротора.
Плоскі пружини для опор верстатів з м'яким підшипником слід виготовляти з листової або високоякісної легованої сталі. Використання звичайних конструкційних сталей з низькою межею плинності не рекомендується, оскільки в них можуть виникати залишкові деформації при статичних і динамічних навантаженнях під час експлуатації, що призводить до зниження геометричної точності верстата і навіть до втрати стійкості опори.
3.1.4.2. М'які підшипникові опори верстатів з підвіскою на стрічкових пружинах
При проектуванні стрічкових пружин, що використовуються для опорних підвісок, слід звернути увагу на вибір товщини і ширини пружинної стрічки, яка, з одного боку, повинна витримувати статичне і динамічне навантаження ротора на опору, а з іншого боку, повинна запобігати можливості виникнення крутильних коливань опорної підвіски, що проявляються у вигляді осьового биття.
Приклади конструктивної реалізації балансувальних верстатів з використанням стрічкових пружинних підвісок показані на рисунках 2.1 - 2.5 (див. розділ 2.1), а також на рисунках 3.7 і 3.8 цього розділу.

Рисунок 3.7. Верстат для балансування роторів електродвигунів у зборі, розроблений А. Моховим.

Рисунок 3.8. Машина для балансування роторів турбонасосів, розроблена Г. Глазовим (м. Бішкек)
3.1.4.3. Опори верстатів з м'якими підшипниками, виготовлені з використанням циліндричних пружин
Приклад балансувального верстата Soft Bearing, в якому в конструкції опор застосовані циліндричні пружини стиснення, показаний на рисунку 3.9. Основний недолік цього конструктивного рішення пов'язаний з різним ступенем деформації пружин в передній і задній опорах, що виникає при неоднакових навантаженнях на опори під час балансування несиметричних роторів. Це закономірно призводить до перекосу опор і перекосу осі ротора у вертикальній площині. Одним з негативних наслідків цього дефекту може бути виникнення сил, що викликають осьовий зсув ротора під час обертання.

Рис. 3.9. Варіант конструкції м'якої підшипникової опори для балансувальних верстатів з використанням циліндричних пружин.
3.1.4.4. Жорсткі підшипникові опори для верстатів Як показує наш великий досвід роботи з клієнтами, значна частина виробників саморобних балансувальних верстатів останнім часом почала надавати перевагу верстатам з жорсткими підшипниками на жорстких опорах. У розділі 2.2 на рисунках 2.16 - 2.18 зображені фотографії різних конструктивних рішень верстатів з такими опорами. Типовий ескіз жорсткої опори, розроблений одним з наших клієнтів для свого верстатобудування, представлений на рис. 3.10. Ця опора складається з плоскої сталевої пластини з П-подібним пазом, який умовно розділяє опору на "жорстку" і "гнучку" частини. Під дією сили дисбалансу "гнучка" частина опори може деформуватися відносно її "жорсткої" частини. Величина цієї деформації, яка визначається товщиною опори, глибиною пазів і шириною перемички, що з'єднує "гнучку" і "жорстку" частини опори, може бути виміряна за допомогою відповідних датчиків вимірювальної системи верстата. Через відсутність методу розрахунку поперечної жорсткості таких опор з урахуванням глибини h П-подібного паза, ширини t перемички, а також товщини опори r (див. рис. 3.10), ці конструктивні параметри зазвичай визначаються розробниками експериментально.
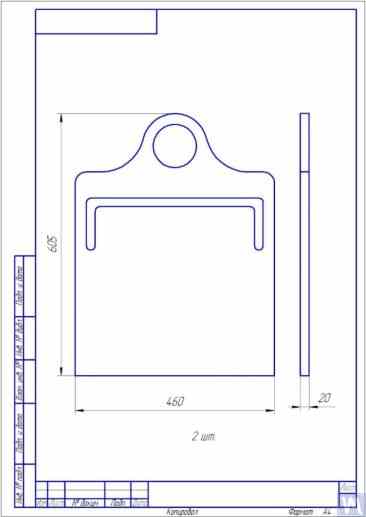
Рис. 3.10. Ескіз опори жорсткого підшипника для балансувального верстата
На рисунках 3.11 і 3.12 представлені фотографії, що демонструють різні варіанти реалізації таких опор, виготовлених для власних верстатів наших клієнтів. Узагальнюючи дані, отримані від кількох наших клієнтів - виробників верстатів, можна сформулювати вимоги до товщини опор, що встановлюються для верстатів різних розмірів і вантажопідйомності. Наприклад, для верстатів, призначених для балансування роторів масою від 0,1 до 50-100 кг, товщина опори може становити 20 мм.

Рис. 3.11. Жорсткі підшипникові опори для балансувального верстата, виготовлені А. Сініциним

Рис. 3.12. Жорстка підшипникова опора для балансувального верстата, виготовлена Д. Красильниковим
Для верстатів з масою врівноважуваного ротора, що не перевищує 300 - 500 кг, товщина опори може бути збільшена до 30 - 40 мм, а для верстатів, призначених для врівноваження роторів з максимальною масою в діапазоні від 1000 до 3000 кг, товщина опори може досягати 50 - 60 мм і більше. Як показує аналіз динамічних характеристик вищезгаданих опор, їх власні частоти коливань, виміряні в поперечній площині (площині вимірювання відносних деформацій "гнучкої" і "жорсткої" частин), зазвичай перевищують 100 Гц і більше. Частоти власних коливань опорних стійок з жорсткими підшипниками у фронтальній площині, виміряні в напрямку, що збігається з віссю обертання зрівноваженого ротора, зазвичай значно нижчі. І саме ці частоти слід в першу чергу враховувати при визначенні верхньої межі діапазону робочих частот для обертових роторів, що балансуються на верстаті. Як зазначалося вище, визначення цих частот може бути виконано методом ударного збудження, описаним в розділі 3.1.
3.2. Опорні вузли балансувальних верстатів 3.2.1. Основні типи допоміжних зборів При виготовленні балансувальних верстатів як з жорсткими, так і з м'якими підшипниками можна рекомендувати наступні відомі типи опорних вузлів, що використовуються для установки і обертання збалансованих роторів на опорах:

3.13. Варіант виконання призматичного опорного вузла, що використовується на балансувальному верстаті для автомобільних турбін
Подібні опорні вузли (див. рис. 3.8) реалізовані, наприклад, Г. Глазовим у його верстаті, також призначеному для балансування автомобільних турбін. Оригінальне технічне рішення призматичного опорного вузла, виготовленого з фторопласту (див. рис. 3.14), запропоновано ТОВ "Технобаланс".

Рис. 3.14. Призматична опора в зборі від ТОВ "Технобаланс"
Цей конкретний опорний вузол утворений за допомогою двох циліндричних втулок 1 і 2, встановлених під кутом одна до одної і закріплених на опорних осях. Збалансований ротор контактує з поверхнями втулок по твірних циліндрів, що мінімізує площу контакту між валом ротора і опорою, а отже, зменшує силу тертя в опорі. При необхідності, в разі зносу або пошкодження поверхні опори в зоні її контакту з валом ротора, передбачена можливість компенсації зносу шляхом повороту втулки навколо своєї осі на деякий кут. Слід зазначити, що при використанні опорних вузлів з неметалевих матеріалів необхідно передбачити конструктивну можливість заземлення збалансованого ротора на корпус машини, що виключає ризик виникнення потужних зарядів статичної електрики під час роботи. Це, по-перше, сприяє зменшенню електричних перешкод і збурень, які можуть впливати на працездатність вимірювальної системи машини, а по-друге, виключає ризик ураження персоналу дією статичної електрики.
3.2.1.2. Опорні вузли роликів Ці вузли зазвичай встановлюються на опори верстатів, призначених для балансування роторів масою понад 50 кілограмів і більше. Їх використання значно зменшує сили тертя в опорах у порівнянні з призматичними опорами, полегшуючи обертання збалансованого ротора. Як приклад, на рисунку 3.15 показано варіант конструкції опорного вузла, де для позиціонування виробу використовуються ролики. У цій конструкції в якості роликів 1 і 2 використовуються стандартні підшипники кочення, зовнішні кільця яких обертаються на нерухомих осях, закріплених в корпусі опори 3 верстата. На рисунку 3.16 зображено ескіз більш складної конструкції роликового опорного вузла, яку реалізував у своєму проекті один з саморобних виробників балансувальних верстатів. Як видно з креслення, для збільшення вантажопідйомності ролика (а отже, і опорного вузла в цілому) в корпусі ролика 3 встановлена пара підшипників кочення 1 і 2. Практична реалізація такої конструкції, незважаючи на всі її очевидні переваги, представляється досить складним завданням, пов'язаним з необхідністю самостійного виготовлення корпусу ролика 3, до якого пред'являються дуже високі вимоги до геометричної точності і механічних характеристик матеріалу.

Рис. 3.15. Приклад конструкції вузла опори ролика
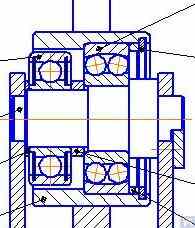
Рис. 3.16. Приклад конструкції роликоопорного вузла з двома підшипниками кочення
На рисунку 3.17 представлено варіант конструкції самовирівнюючого роликового опорного вузла, розроблений фахівцями ТОВ "Технобаланс". У цій конструкції можливість самовирівнювання роликів досягається за рахунок надання їм двох додаткових ступенів свободи, що дозволяє роликам здійснювати невеликі кутові переміщення навколо осей X і Y. Такі опорні вузли, що забезпечують високу точність установки збалансованих роторів, зазвичай рекомендуються для використання на опорах важких балансувальних верстатів.

Рис. 3.17. Приклад конструкції самовирівнювального роликового опорного вузла
Як згадувалося раніше, до роликових опорних вузлів зазвичай висуваються досить високі вимоги щодо точності виготовлення та жорсткості. Зокрема, допуски на радіальне биття роликів не повинні перевищувати 3-5 мкм.
На практиці цього не завжди вдається досягти навіть відомим виробникам. Наприклад, при проведенні автором випробувань радіального биття комплекту нових роликоопорних вузлів, придбаних як запасні частини до балансувального верстата моделі H8V марки "K. Shenk", радіальне биття їх роликів досягло 10-11 мкм.
3.2.1.3. Опорні вузли шпинделя
При балансуванні роторів з фланцевим кріпленням (наприклад, карданних валів) на балансувальних верстатах шпинделі використовуються як опорні вузли для позиціонування, кріплення і обертання виробів, що балансуються.
Шпинделі є одними з найскладніших і найвідповідальніших компонентів балансувальних верстатів, які значною мірою відповідають за досягнення необхідної якості балансування.
Теорія і практика проектування і виготовлення шпинделів досить добре розроблені і відображені в широкому колі публікацій, серед яких монографія "Деталі і механізми металорізальних верстатів" [1] під редакцією д-ра техн. наук, проф. Д.Н. Решетова, виділяється як найбільш корисна і доступна для розробників.
Серед основних вимог, які слід враховувати при проектуванні та виготовленні балансувальних шпинделів верстатів, слід виділити наступні:
a) Забезпечення високої жорсткості конструкції шпиндельного вузла, достатньої для запобігання неприпустимим деформаціям, які можуть виникнути під впливом сил дисбалансу збалансованого ротора;
б) Забезпечення стабільності положення осі обертання шпинделя, що характеризується допустимими значеннями радіального, осьового та осьового биття шпинделя;
c) Забезпечення належної зносостійкості шийок шпинделя, а також його посадочних і опорних поверхонь, що використовуються для кріплення збалансованих виробів.
Практична реалізація цих вимог детально описана в розділі VI "Шпинделі та їх опори" роботи [1].
Зокрема, є методики перевірки жорсткості і точності обертання шпинделів, рекомендації з підбору підшипників, вибору матеріалу шпинделя і методів його загартування, а також багато іншої корисної інформації на цю тему.
В роботі [1] зазначається, що в конструкції шпинделів для більшості типів металорізальних верстатів в основному використовується двопідшипникова схема.
Приклад конструктивного варіанту такої двопідшипникової схеми, що використовується в шпинделях фрезерних верстатів (докладніше можна ознайомитися в роботі [1]), показаний на рис. 3.18.
Ця схема цілком придатна для виготовлення балансувальних шпинделів верстатів, приклади варіантів конструкції яких наведені нижче на рисунках 3.19-3.22.
На рисунку 3.19 показаний один з варіантів конструкції ведучого шпинделя балансувального верстата, що обертається на двох радіально-упорних підшипниках, кожен з яких має свій незалежний корпус 1 і 2. На валу шпинделя 3 встановлені фланець 4, призначений для фланцевого кріплення карданного валу, і шків 5, що служить для передачі обертання на шпиндель від електродвигуна за допомогою клинопасової передачі.
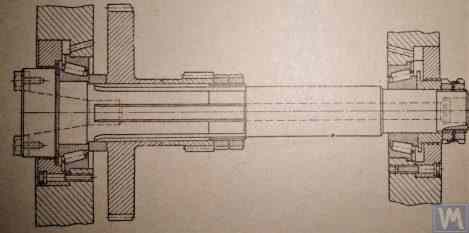
Рис. 3.18. Ескіз шпинделя двопідшипникового фрезерного верстата

Рисунок 3.19. Приклад конструкції шпинделя на двох незалежних підшипникових опорах
Рисунки 3.20 та 3.21 показано дві близькі конструкції провідних шпиндельних вузлів. В обох випадках підшипники шпинделя встановлені в загальному корпусі 1, який має наскрізний осьовий отвір, необхідний для встановлення вала шпинделя. На вході і виході з цього отвору в корпусі є спеціальні отвори (на рисунках не показані), призначені для розміщення радіальних упорних підшипників (роликових або кулькових) і спеціальні фланцеві кришки 5, що використовуються для закріплення зовнішніх кілець підшипників.
Як і в попередньому варіанті (див. рис. 3.19), на валу шпинделя встановлюється планшайба 2, призначена для фланцевого кріплення приводного вала, і шків 3, що служить для передачі обертання на шпиндель від електродвигуна за допомогою пасової передачі. На валу шпинделя також закріплений лімб 4, який служить для визначення кутового положення шпинделя, що використовується при установці контрольних і коригувальних вантажів на ротор під час балансування.

Рисунок 3.20. Приклад 1 конструкції ведучого шпинделя на двох підшипникових опорах, встановлених у спільному корпусі

Рисунок 3.21. Приклад 2 конструкції ведучого шпинделя на двох підшипникових опорах, встановлених у спільному корпусі
 \
\
Рисунок 3.22. Приклад конструкції приводного (заднього) шпинделя
Рисунок 3.22 показано варіант конструкції веденого (заднього) шпинделя верстата, який відрізняється від ведучого шпинделя лише відсутністю приводного шківа і лімба, оскільки вони не потрібні.
Як видно з Рисунки 3.20 - 3.22Описані вище шпиндельні вузли кріпляться до опор на м'яких підшипниках балансувальних верстатів за допомогою спеціальних затискачів (хомутів) 6. При необхідності можна використовувати й інші способи кріплення, що забезпечують належну жорсткість і точність позиціонування шпиндельного вузла на опорі.
Рисунок 3.23 ілюструє конструкцію фланцевого кріплення, подібного до шпинделя, яке може бути використане для його встановлення на опору з жорстким підшипником балансувального верстата.

Рисунок 3.22. Приклад виконання конструкції приводного (заднього) шпинделя
Рисунок 3.22 представлено варіант конструкції веденого (заднього) шпинделя верстата, який відрізняється від ведучого шпинделя лише відсутністю приводного шківа і лімба через непотрібність.
Як видно з Рисунки 3.20 - 3.22Шпиндельні вузли, що розглядаються, кріпляться до м'яких підшипникових опор балансувальних верстатів за допомогою спеціальних затискачів (хомутів) 6. При необхідності можуть бути використані й інші способи кріплення, що забезпечують належну жорсткість і точність позиціонування шпиндельного вузла на опорі.
Рисунок 3.23 показано конструкцію фланцевого кріплення для такого шпинделя, яке може бути використане для його встановлення на опору з жорстким підшипником балансувального верстата.
3.1.4.3. Опори верстатів з м'якими підшипниками, виготовлені з використанням циліндричних пружин
Приклад балансувального верстата для м'яких підшипників, в якому в конструкції опор використовуються циліндричні пружини стиснення, показаний в Рисунок 3.9. Основний недолік такого конструктивного рішення пов'язаний з різною величиною деформації пружин на передній і задній опорах, що виникає у випадках неоднакових навантажень на опори при балансуванні несиметричних роторів. Це закономірно призводить до перекосу опор і перекосу осі ротора у вертикальній площині. Одним з негативних наслідків цього дефекту може бути виникнення сил, що викликають осьовий зсув ротора під час обертання.
Рисунок 3.24. Розрахункова схема для визначення жорсткості шпинделя та його радіального биття (3.4)
Y=P∗ + 1jB * (c+g)2+jB/jAc² ], інжир (3.4)
де:
Перетворивши формулу 3.4, отримаємо потрібне розрахункове значення жорсткості шпиндельного вузла jшп можна визначити: jшп = P / Y, кг/см (3.5)
Враховуючи рекомендації роботи [1] для середніх балансувальних верстатів, це значення не повинно бути нижче 50 кг/мкм.
Раніше зазначалося, що основний вплив на радіальну жорсткість шпиндельного вузла має діаметр його вала, зі збільшенням якого квадратично зростають моменти інерції J1 і J2, і відповідно (див. рівняння 3.4) зменшується величина пружного переміщення Y шпинделя під навантаженням.
Як видно з рівняння 3.4, на жорсткість шпинделя також впливає відстань між опорами c і довжину його консолі gоптимізація яких під час проектування також значно підвищує якість шпиндельного вузла.
Слід зазначити, що при проектуванні шпинделів слід також приділяти увагу забезпеченню їх осьової жорсткості, яка в першу чергу залежить від осьової жорсткості підшипників шпинделя і жорсткості його корпусу.
Власна частота коливань шпинделя, яка не повинна бути нижче 500 - 600 Гц, безпосередньо пов'язана з жорсткістю шпиндельних вузлів. Цей параметр можна експериментально визначити за допомогою приладів серії "Balanset", використовуючи метод ударного збудження, описаний раніше в розділі 3.1.3.1.
Враховуючи, що визначення параметрів шпиндельних вузлів представляє значні труднощі для багатьох розробників, їм рекомендується використовувати графічний метод розрахунку, представлений в роботах [1] і [2], заснований на використанні номограм, що значно спрощує вирішення цієї задачі і скорочує час її виконання.
3.2.1.3.4. Забезпечення вимог до точності обертання шпинделя
Точність обертання, поряд з розглянутою вище жорсткістю, є критичною характеристикою шпиндельного вузла балансувального верстата, яка може істотно вплинути на якість балансування. Практика показує, що точність обертання шпинделя безпосередньо залежить від декількох факторів, серед яких:
По-перше, виробники повинні зосередитися на точності підшипників, які вони використовують, оскільки їх вплив на точність обертання (радіальне биття) двопідшипникового шпинделя (див. схему розрахунку в Рисунок 3.24) можна приблизно оцінити за допомогою перевірочного розрахунку, виконаного за формулою 3.5.
Δ = ∆B + gc * (∆B + ∆A) (3.5)
де:
3.2.1.3.5. Забезпечення вимог до балансування шпинделя
Шпиндельні вузли балансувальних верстатів повинні бути добре збалансовані, оскільки будь-який фактичний дисбаланс передається на ротор, що балансується, як додаткова похибка. При встановленні технологічних допусків на залишковий дисбаланс шпинделя зазвичай рекомендується, щоб клас точності його балансування був принаймні на 1 - 2 класи вище, ніж у виробу, який балансується на верстаті.
Враховуючи конструктивні особливості шпинделів, розглянуті вище, їх балансування слід виконувати в двох площинах.
3.2.1.3.6. Забезпечення вимог до вантажопідйомності та довговічності шпиндельних підшипників
При проектуванні шпинделів і виборі типорозмірів підшипників доцільно попередньо оцінити довговічність і вантажопідйомність підшипників. Методика виконання цих розрахунків може бути детально описана в ISO 18855-94 (ISO 281-89) "Підшипники кочення - динамічна вантажопідйомність і номінальний ресурс" [3], а також в численних (в тому числі цифрових) довідниках по підшипниках кочення.
3.2.1.3.7. Забезпечення вимог до допустимого нагріву підшипників шпинделя
Згідно з рекомендаціями з роботи [1], максимально допустимий нагрів зовнішніх кілець шпиндельних підшипників не повинен перевищувати 70°C. Однак для забезпечення якісного балансування рекомендований нагрів зовнішніх кілець не повинен перевищувати 40 - 45°C.
3.2.1.3.8. Вибір типу пасової передачі та конструкції приводного шківа шпинделя
При проектуванні ведучого шпинделя балансувального верстата рекомендується забезпечувати його обертання за допомогою плоскопасової передачі. Приклад правильного використання такого приводу для роботи шпинделя представлений в Рисунки 3.20 та 3.23. Використання клинопасових або зубчастих передач небажано, оскільки вони можуть створювати додаткові динамічні навантаження на шпиндель через геометричні неточності пасів і шківів, що, в свою чергу, може призвести до додаткових похибок вимірювання при балансуванні. Рекомендовані вимоги до шківів для плоских приводних пасів викладені в ISO 17383- 73 "Шківи для плоских приводних пасів" [4].
Приводний шків повинен розташовуватися на задньому кінці шпинделя, якомога ближче до підшипникового вузла (з мінімально можливим вильотом). Конструктивне рішення по висячому розміщенню шківа, прийняте при виготовленні шпинделя, показано на Рисунок 3.19можна вважати невдалим, оскільки він значно збільшує момент динамічного навантаження приводу, що діє на опори шпинделя.
Ще одним суттєвим недоліком такої конструкції є використання клинопасової передачі, неточності виготовлення та складання якої також можуть бути джерелом небажаного додаткового навантаження на шпиндель.
3.3. Ліжко (рама)
Станина є основною несучою конструкцією балансувального верстата, на якій базуються його основні елементи, включаючи опорні стійки і приводний двигун. При виборі або виготовленні станини балансувального верстата необхідно переконатися, що вона відповідає ряду вимог, включаючи необхідну жорсткість, геометричну точність, вібростійкість і зносостійкість її напрямних.
Практика показує, що при виготовленні верстатів для власних потреб найчастіше використовують такі варіанти станин:
Рисунок 3.25 показана станина деревообробного верстата, яка була успішно використана при виготовленні верстата, призначеного для балансування карданних валів.

Малюнок 3.25. Приклад використання станини вживаного деревообробного верстата для виготовлення верстата для балансування карданних валів.
Рисунки 3.26 та 3.27 показані приклади використання токарних столів, на базі яких були виготовлені спеціалізований верстат Hard Bearing для балансування шнеків і універсальний верстат Soft Bearing для балансування циліндричних роторів. Для виробників "зроби сам" такі рішення дозволяють з мінімальними витратами часу і коштів створити жорстку опорну систему для балансувального верстата, на яку можна змонтувати опорні стійки різних типів (як Hard Bearing, так і Soft Bearing). Основне завдання для виробника в цьому випадку - забезпечити (і відновити при необхідності) геометричну точність напрямних верстата, на яких будуть базуватися опорні стійки. В умовах кустарного виробництва для відновлення необхідної геометричної точності напрямних зазвичай використовують тонке шабрування.

Малюнок 3.26. Приклад використання вживаної токарної станини для виготовлення верстата з жорстким підшипником для балансування шнеків.

Малюнок 3.27. Приклад використання вживаної токарної станини для виготовлення верстата з м'яким підшипником для балансування валів.
Рисунок 3.28 показано варіант зібраного ліжка з двох швелерів. При виготовленні цієї станини використовуються роз'ємні болтові з'єднання, що дозволяє мінімізувати або повністю виключити деформацію станини при складанні без додаткових технологічних операцій. Для забезпечення належної геометричної точності напрямних зазначеної станини може знадобитися механічна обробка (шліфування, тонке фрезерування) верхніх фланців використовуваних швелерів.

Рисунок 3.28. Приклад виготовлення збірного ліжка з швелерів
Рисунки 3.29 та 3.30 представлені варіації зварних станин, також виготовлених з двох швелерів. Технологія виготовлення таких станин може вимагати ряду додаткових операцій, таких як термічна обробка для зняття внутрішніх напружень, що виникають під час зварювання. Як і у випадку зі збірними станинами, для забезпечення належної геометричної точності напрямних зварних станин слід передбачити механічну обробку (шліфування, тонке фрезерування) верхніх фланців швелерів, що використовуються.

Рисунок 3.29. Приклад виготовлення зварної станини з швелерів
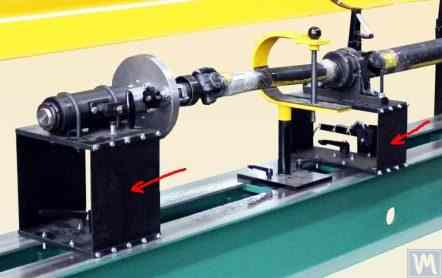
Рисунок 3.30. Приклад виготовлення зварного ложа з швелерів
Останнім часом широкого поширення набули ліжка з полімербетону з вібропоглинаючими покриттями. Ця технологія виготовлення ліжок добре описана в Інтернеті і може бути легко реалізована виробниками в домашніх умовах. Завдяки відносній простоті та низькій вартості виробництва, такі ліжка мають кілька ключових переваг перед металевими аналогами:
Зазвичай при виготовленні таких станин їх верхня частина армується сталевими вставками, які використовуються як напрямні, на які спираються опорні стійки балансувального верстата. Як приклад, на рис. 3.31 наведено фото верстата для балансування карданних валів виробництва ТОВ "Технобаланс", станина якого виготовлена з полімербетону.

Малюнок 3.31. Приклад станини балансувального верстата з полімербетону
3.4. Приводи для балансувальних верстатів
Як показує аналіз конструктивних рішень, які застосовують наші клієнти при виготовленні балансувальних верстатів, в основному при проектуванні приводів вони орієнтуються на використання двигунів змінного струму, оснащених частотно-регульованими електроприводами. Такий підхід дозволяє забезпечити широкий діапазон регульованих швидкостей обертання роторів, що балансуються, з мінімальними витратами. Потужність головних приводних двигунів, що використовуються для обертання врівноважених роторів, зазвичай вибирається виходячи з маси цих роторів і може бути приблизно такою:
Ці двигуни повинні бути жорстко закріплені на станині верстата або його фундаменті. Перед установкою на верстат (або на місці установки) головний приводний двигун разом зі шківом, встановленим на його вихідному валу, повинен бути ретельно збалансований. Для зменшення електромагнітних перешкод, спричинених частотно-регульованим приводом, рекомендується встановити мережеві фільтри на його вході та виході. Це можуть бути стандартні готові вироби, що поставляються виробниками приводів, або саморобні фільтри, виготовлені з використанням феритових кілець.
