Hướng dẫn cân bằng trục động: Tĩnh so với động, Quy trình thực địa & Tiêu chuẩn ISO 21940
Tất cả những gì một kỹ sư hiện trường cần để cân bằng rôto tại chỗ — từ vật lý của sự mất cân bằng đến quy trình kiểm tra cuối cùng. Quy trình bảy bước, công thức trọng lượng thử nghiệm, đo góc hiệu chỉnh và bảng dung sai ISO. Đã được thử nghiệm trên hơn 2000 rôto từ quạt, máy nghiền, máy đập và trục.
Cân bằng động là gì?
Cân bằng động Cân bằng động là quá trình đo lường và hiệu chỉnh sự phân bố khối lượng không đồng đều của một vật thể quay (rôto) trong khi nó quay ở tốc độ hoạt động. Không giống như cân bằng tĩnh, chỉ hiệu chỉnh sự lệch khối lượng trên một mặt phẳng duy nhất, cân bằng động giải quyết sự mất cân bằng trên nhiều mặt phẳng khác nhau. hai hoặc nhiều máy bay cùng lúc, loại bỏ cả lực ly tâm và mômen lắc gây ra rung động ổ trục.
Mọi bộ phận quay — từ rôto máy nghiền 200 kg đến trục chính máy khoan nha khoa 5 g — đều có một lượng mất cân bằng dư thừa nhất định. Dung sai sản xuất, sự không đồng nhất về vật liệu, ăn mòn và cặn tích tụ làm dịch chuyển tâm khối lượng ra khỏi trục quay hình học. Kết quả là một lực ly tâm tăng theo bình phương tốc độ: gấp đôi tốc độ quay (RPM) và lực tăng gấp bốn lần.
Một rôto quay ở tốc độ 3.000 vòng/phút với độ mất cân bằng chỉ 10 g ở bán kính 150 mm sẽ tạo ra lực quay khoảng 150 N — đủ để phá hủy ổ bi trong vài tuần. Cân bằng động giúp giảm lực này xuống mức được quy định bởi các tiêu chuẩn quốc tế (ISO 21940-11, trước đây là ISO 1940), kéo dài tuổi thọ ổ bi từ vài tháng lên vài năm và giảm thời gian ngừng hoạt động do rung động.
Cân bằng tĩnh so với cân bằng động
Tâm trọng lực của rôto lệch khỏi trục quay. một máy bay. Khi đặt trên giá đỡ có cạnh sắc, mặt nặng hơn sẽ lăn xuống đáy — bạn có thể nhận biết điều này mà không cần xoay.
Sửa lỗi: Thêm hoặc bớt khối lượng tại một vị trí góc duy nhất đối diện với điểm nặng. Chỉ cần một mặt phẳng hiệu chỉnh là đủ.
Áp dụng cho: Các chi tiết hình đĩa hẹp có đường kính > 7 lần chiều rộng — bánh đà, đá mài, cánh quạt một đĩa, lưỡi cưa, đĩa phanh.
Hai (hoặc nhiều hơn) khối lượng lệch nằm ở các mặt phẳng khác nhau dọc theo chiều dài rôto. Chúng có thể triệt tiêu lẫn nhau về mặt tĩnh học — rôto nằm yên trên các cạnh sắc — nhưng tạo ra một cặp đôi lắc lư Khi quay. Cặp lỗi này không thể phát hiện hoặc khắc phục nếu không có sự quay.
Sửa lỗi: Hai quả cân bù trừ nằm trên hai mặt phẳng riêng biệt. Thiết bị tính toán khối lượng và góc cho mỗi mặt phẳng từ ma trận hệ số ảnh hưởng.
Áp dụng cho: Rôto kéo dài — trục, quạt có cánh quạt rộng, rôto máy nghiền, con lăn, cánh quạt bơm nhiều tầng, tuabin.
Bốn loại mất cân bằng
Tiêu chuẩn ISO 21940-11 phân biệt bốn kiểu mất cân bằng cơ bản. Hiểu được kiểu nào chiếm ưu thế sẽ giúp lựa chọn chiến lược cân bằng phù hợp.
Trên thực tế, hầu hết mọi rôto mà bạn gặp trong thực tế đều có sự mất cân bằng động — sự kết hợp của các thành phần lực và mômen. Đó là lý do tại sao cân bằng hai mặt phẳng là quy trình mặc định cho bất kỳ rôto nào không phải là đĩa mỏng.
Khi nào nên sử dụng phương pháp cân bằng một mặt phẳng so với phương pháp cân bằng hai mặt phẳng?
Yếu tố quyết định là rôto. tỷ lệ hình học L/D (chiều dài trục đến đường kính ngoài) kết hợp với tốc độ hoạt động của nó.
| Tiêu chuẩn | Mặt phẳng đơn (1 cảm biến) | Hai mặt phẳng (2 cảm biến) |
|---|---|---|
| Tỷ lệ L/D | L/D < 0,14 (đường kính > 7 lần chiều rộng) | L/D ≥ 0,14 |
| Các bộ phận điển hình | Đá mài, bánh đà, cánh quạt một đĩa, ròng rọc, đĩa phanh, lưỡi cưa | Cánh quạt, máy nghiền, trục, con lăn, bơm nhiều tầng, tuabin, máy nghiền |
| Các loại mất cân bằng đã được điều chỉnh | Chỉ tĩnh (lực) | Tĩnh + mômen + động (lực + mômen) |
| Mặt phẳng hiệu chỉnh | 1 | 2 |
| Các lần đo | 2 (ban đầu + 1 lần thử) | 3 (lần thử ban đầu + 2 lần thử, mỗi lần một máy bay) |
| Thời gian tại chỗ | 15–20 phút | 30–45 phút |
Tiêu chuẩn ISO 21940-11 về các cấp chất lượng cân
Tiêu chuẩn ISO 21940-11 (phiên bản kế nhiệm của ISO 1940-1) quy định mỗi loại máy móc quay phải tuân theo một phân loại nhất định. chất lượng cân bằng cấp G, được định nghĩa là vận tốc tối đa cho phép của trọng tâm rôto tính bằng mm/s. Độ mất cân bằng riêng dư cho phép emỗi (tính bằng g·mm/kg) được tính toán dựa trên cấp độ và tốc độ vận hành:
G — cấp độ chất lượng cân bằng (ví dụ: 6.3 nghĩa là 6.3 mm/s)
ω — vận tốc góc, rad/s
vòng quay mỗi phút — tốc độ hoạt động, vòng/phút
| Cấp | e·ω, mm/s | Các loại máy |
|---|---|---|
G 0.4 |
0.4 | Con quay hồi chuyển, trục chính của máy mài chính xác |
G 1.0 |
1.0 | Bộ tăng áp, tuabin khí, rôto điện nhỏ với các yêu cầu đặc biệt |
G 2.5 |
2.5 | Động cơ điện, máy phát điện, tuabin cỡ trung/lớn, máy bơm có yêu cầu đặc biệt. |
G 6.3 |
6.3 | Quạt, máy bơm, máy móc chế biến, bánh đà, máy ly tâm, máy móc công nghiệp nói chung |
G 16 |
16 | Máy móc nông nghiệp, máy nghiền, trục truyền động (trục cardan), các bộ phận của máy nghiền. |
G 40 |
40 | Bánh xe ô tô chở khách, cụm trục khuỷu (sản xuất hàng loạt) |
G 100 |
100 | Các cụm trục khuỷu của động cơ diesel hàng hải cỡ lớn, tốc độ chậm. |
Ví dụ minh họa: Cánh quạt
Rôto quạt ly tâm nặng 80 kg, hoạt động ở tốc độ 1.450 vòng/phút, và bán kính hiệu chỉnh là 250 mm. Cấp độ yêu cầu: G 6.3.
Tại bán kính hiệu chỉnh 250 mm: khối lượng dư tối đa = 3320 / 250 = 13,3 g mỗi máy bay
Điều đó có nghĩa là mỗi mặt phẳng hiệu chỉnh không được giữ lại quá 13,3 g trọng lượng mất cân bằng — xấp xỉ trọng lượng của ba vòng đệm M6.
Các tiêu chuẩn liên quan: ISO 21940-11 (rôto cứng), ISO 21940-12 (rôto linh hoạt), ISO 10816-3 (giới hạn cường độ rung động), ISO 1940 (phiên bản tiền nhiệm).
Quy trình cân bằng trường bảy bước
Đây là phương pháp hệ số ảnh hưởng để cân bằng trường trên hai mặt phẳng, được áp dụng với một thiết bị cầm tay như... Balanset‑1A. Nguyên lý tương tự cũng áp dụng cho bất kỳ bộ phân tích cân bằng hai kênh nào.

M t = M r × K / (R t × (N/100)²) trong đó Mr = khối lượng rôto (g), K = hệ số độ cứng của giá đỡ (1–5, sử dụng 3 cho giá trị trung bình), Rt = bán kính lắp đặt (cm), N = vòng/phút. Hoặc sử dụng công cụ của chúng tôi. máy tính trọng lượng thử nghiệm trực tuyến — Nhập các thông số rôto của bạn và nhận ngay khối lượng khuyến nghị.

Tính toán trọng lượng thử nghiệm
Trọng lượng thử nghiệm phải đủ nặng để tạo ra sự thay đổi độ rung đáng kể, nhưng đủ nhẹ để không làm quá tải ổ trục hoặc tạo ra tình trạng nguy hiểm. Công thức thực nghiệm tiêu chuẩn tính đến khối lượng rôto, bán kính hiệu chỉnh, tốc độ hoạt động và độ cứng của giá đỡ:
Mr — Khối lượng rôto, gam
K — Hệ số độ cứng của giá đỡ (1 = giá đỡ mềm, 3 = trung bình, 5 = nền móng cứng)
Rt — bán kính lắp đặt trọng lượng thử nghiệm, cm
N — tốc độ hoạt động, vòng/phút
Không muốn tự tính toán? Hãy sử dụng công cụ của chúng tôi. công cụ tính toán cân nặng thử nghiệm trực tuyến ↗ — Nhập các thông số rôto, loại giá đỡ và mức độ rung, bạn sẽ nhận được khối lượng khuyến nghị ngay lập tức.
Ví dụ minh họa (K = 3, độ cứng trung bình)
| Máy móc | Khối lượng rôto | vòng quay mỗi phút | Bán kính | Trọng lượng thử nghiệm (K = 3) |
|---|---|---|---|---|
| rôto máy nghiền | 120 kg | 2,200 | 30 cm | 360.000 / (30 × 484) ≈ 25 g |
| Quạt công nghiệp | 80 kg | 1,450 | 40 cm | 240.000 / (40 × 210,25) ≈ 29 g |
| Trống ly tâm | 45 kg | 3,000 | 15 cm | 135.000 / (15 × 900) = 10 g |
| Trục máy nghiền | 250 kg | 900 | 25 cm | 750.000 / (25 × 81) ≈ 370 g |
Đo góc hiệu chỉnh
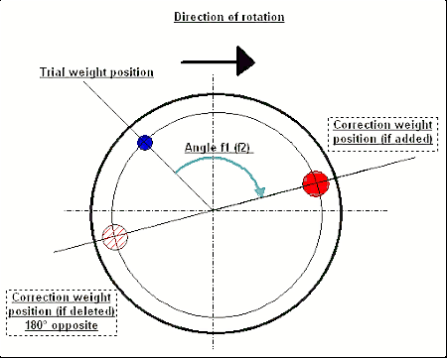
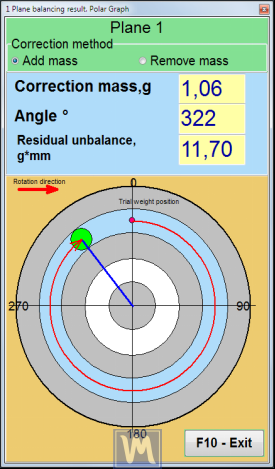
Thiết bị cân bằng xuất ra hai con số cho mỗi mặt phẳng: khối (trọng lượng bao nhiêu) và góc (vị trí đặt). Góc luôn được tham chiếu đến vị trí của quả cân thử nghiệm.

Cách đo góc
- Điểm tham chiếu (0°): Vị trí góc mà bạn đặt trọng lượng thử nghiệm. Hãy đánh dấu rõ ràng trên rôto trước khi chạy thử.
- Hướng đo: luôn theo chiều quay của rôto.
- Đọc góc độ: Dụng cụ hiển thị góc f₁ cho Mặt phẳng 1 và f₂ cho Mặt phẳng 2. Từ vạch đánh dấu trọng lượng thử, đếm số độ tương ứng theo hướng quay — đó là vị trí đặt trọng lượng hiệu chỉnh.
- Nếu cần loại bỏ khối lượng: Đặt điểm hiệu chỉnh ở vị trí 180° đối diện với vị trí "cộng" đã chỉ định.
Phân bổ trọng lượng vào các vị trí cố định
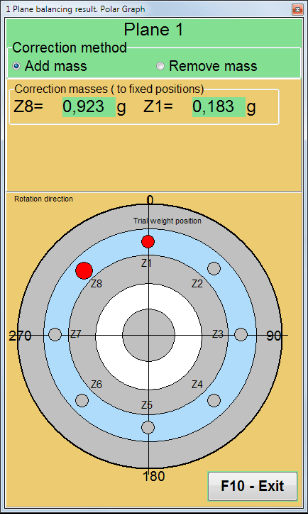
Khi rôto có các lỗ được khoan sẵn hoặc các vị trí lắp đặt cố định (ví dụ: bu lông cánh quạt), bạn có thể không đặt được quả cân ở góc độ chính xác đã tính toán. Bộ cân Balanset-1A bao gồm một chức năng phân chia trọng lượngBạn nhập góc của hai vị trí gần nhất có sẵn, và phần mềm sẽ phân tích vectơ hiệu chỉnh duy nhất thành hai trọng số nhỏ hơn tại các vị trí đó. Hiệu ứng kết hợp sẽ khớp với vectơ ban đầu.
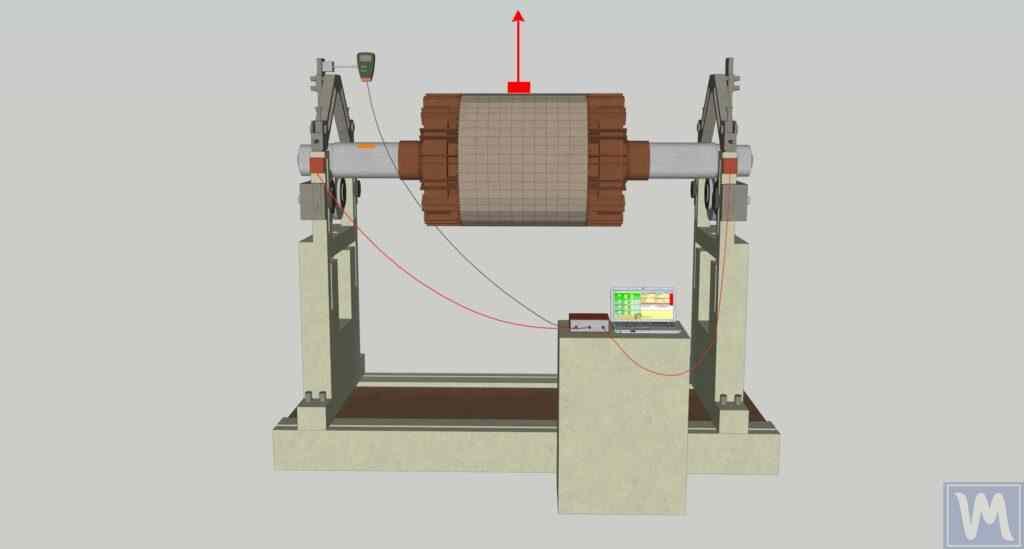
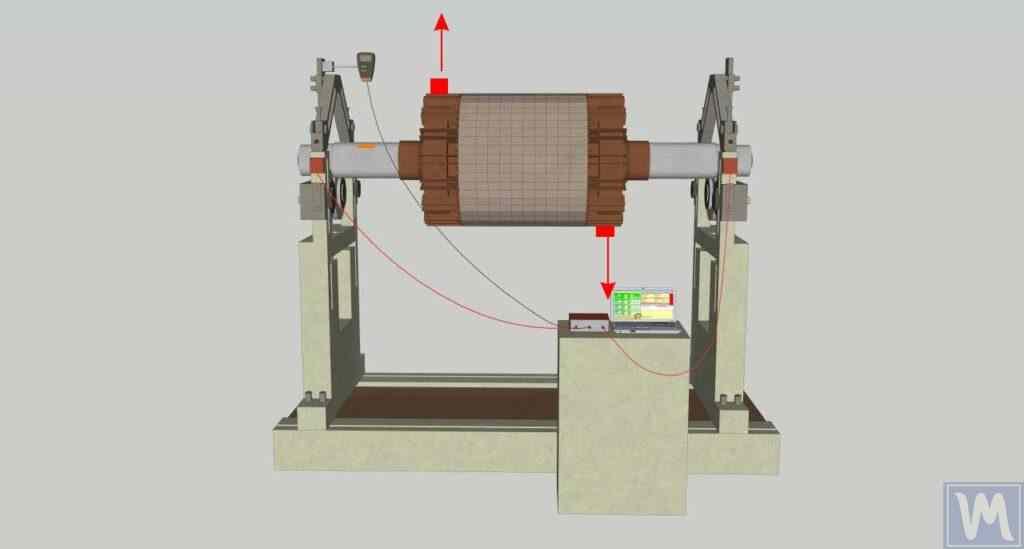
Mặt phẳng hiệu chỉnh và vị trí đặt cảm biến
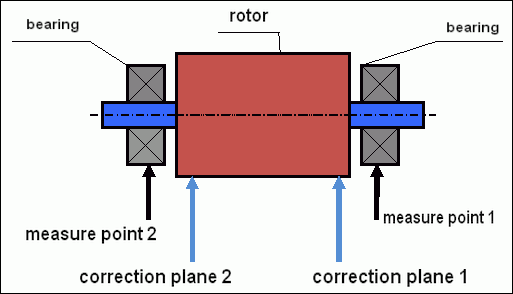
Mặt phẳng hiệu chỉnh là vị trí trục trên rôto nơi bạn thêm hoặc bớt khối lượng. Cảm biến đo độ rung tại ổ trục gần nhất. Một vài quy tắc quan trọng:
- Cảm biến được gắn trên vỏ ổ trục. — càng gần tâm trục ổ đỡ càng tốt, theo hướng xuyên tâm (ưu tiên hướng ngang).
- Mặt phẳng 1 tương ứng với Cảm biến 1, Kết nối mặt phẳng 2 với cảm biến 2. Hãy giữ nguyên thứ tự đánh số, nếu không phần mềm sẽ hoán đổi các mặt phẳng hiệu chỉnh.
- Tối đa hóa khoảng cách giữa các mặt phẳng: Hai mặt phẳng hiệu chỉnh càng cách xa nhau thì độ phân giải của cặp càng tốt. Khoảng cách tối thiểu thực tế là ⅓ chiều dài nhịp đỡ.
- Chọn các vị trí dễ tiếp cận: Mặt phẳng hiệu chỉnh phải là vị trí mà bạn có thể gắn các quả cân một cách vật lý — mép mặt bích, vòng bu lông, vành hoặc bề mặt hàn.

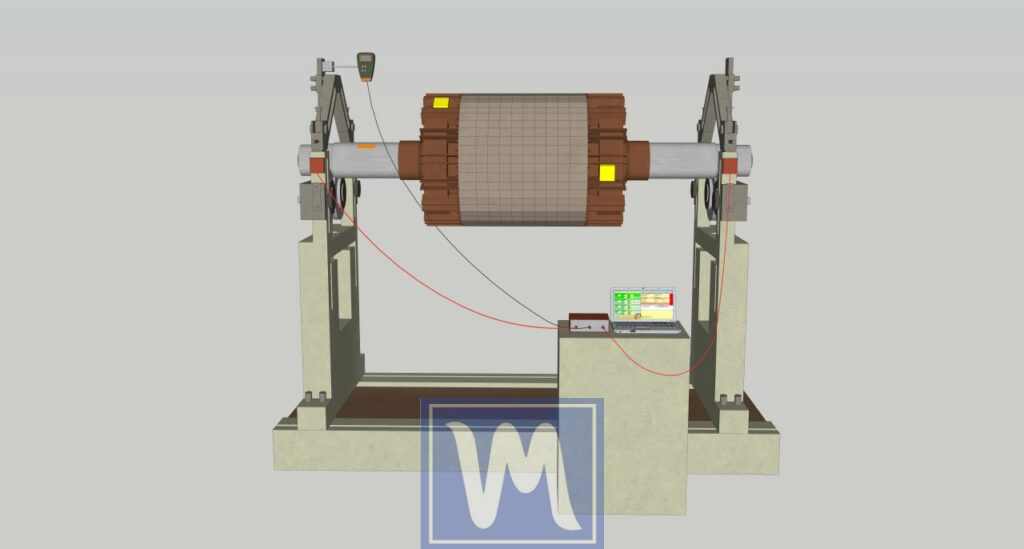
Trong ảnh trên, rôto máy nghiền được chuẩn bị để cân bằng hai mặt phẳng. Các điểm đánh dấu màu xanh lam 1 và 2 chỉ vị trí các cảm biến trên vỏ ổ trục. Các điểm đánh dấu màu đỏ 1 và 2 cho thấy các mặt phẳng hiệu chỉnh — trong trường hợp này, là các đầu có mặt bích của thân rôto nơi các quả cân sẽ được hàn vào.
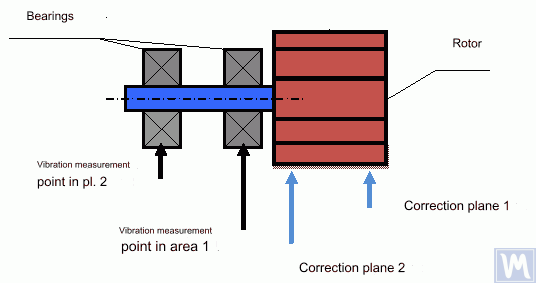
Rôto kiểu đòn bẩy (treo ngoài)
Các rôto kiểu công xôn — cánh quạt, bánh đà gắn bên ngoài phạm vi ổ trục, cánh bơm — đòi hỏi bố trí cảm biến và mặt phẳng khác. Cả hai mặt phẳng hiệu chỉnh đều nằm ở cùng một phía của ổ trục, và vị trí đặt cảm biến phải tính đến sự mất cân bằng mômen khuếch đại do khối lượng nhô ra.
Ứng dụng theo loại máy
Phương pháp gắn trọng lượng
| Phương pháp | Tệp đính kèm | Tốt nhất cho | Giới hạn |
|---|---|---|---|
| Hàn | Các vòng đệm hoặc tấm thép được hàn điểm vào vành rôto. | Máy nghiền, máy đập đá, rôto công nghiệp hạng nặng | Sử dụng vĩnh viễn. Không thể sử dụng trên nhôm hoặc thép không gỉ nếu không có que chuyên dụng. |
| Bu lông và đai ốc | Bu lông xuyên qua các lỗ đã được khoan sẵn với đai ốc khóa. | Cánh quạt, bánh đà, mặt bích nối | Yêu cầu sử dụng các lỗ hiện có hoặc khoan lỗ mới. |
| Kẹp ống | Kẹp ống bằng thép không gỉ có trọng lượng kẹp ở giữa. | Trục, con lăn, rôto hình trụ trong thực tế | Tạm thời hoặc bán vĩnh viễn. Kiểm tra mô-men xoắn của kẹp. |
| Kẹp vít định vị | Các loại tạ kẹp sẵn (như tạ lốp) | Cánh quạt, vành mỏng, rôto nhẹ | Phạm vi khối lượng hạn chế. Có thể bị trượt ở vòng tua cao. |
| Keo dán (epoxy) | Vật nặng được dán vào bề mặt | Rôto chính xác, môi trường sạch | Cần bề mặt sạch và khô. Giới hạn nhiệt độ ~120°C. |
| Loại bỏ vật liệu | Khoan hoặc mài vật liệu ở phía xa khối lượng lớn. | Bộ tăng áp, trục quay tốc độ cao, cánh quạt | Hiệu quả lâu dài và chính xác nhưng không thể đảo ngược. Chỉ sử dụng khi việc thêm trọng lượng không an toàn. |
Những lỗi thường gặp trong cân bằng trường
| # | Sai lầm | Kết quả | Sửa chữa |
|---|---|---|---|
| 1 | Cảm biến được gắn trên tấm chắn hoặc vỏ bảo vệ. | Hiện tượng cộng hưởng của lớp vỏ làm sai lệch các giá trị biên độ và pha → dẫn đến hiệu chỉnh sai. | Luôn lắp đặt trên bề mặt kim loại của vỏ ổ trục. |
| 2 | Trọng lượng thử nghiệm quá nhẹ | Sự thay đổi pha và biên độ nằm trong phạm vi nhiễu → hệ số ảnh hưởng không đáng tin cậy. | Đảm bảo biên độ thay đổi ≥30% hoặc độ lệch pha ≥30° tại ít nhất một cảm biến. |
| 3 | Tốc độ thay đổi giữa các lần chạy | Độ rung ở tốc độ 1× thay đổi theo RPM² — ngay cả việc thay đổi tốc độ 5% cũng làm hỏng dữ liệu | Sử dụng đồng hồ đo tốc độ vòng quay (tachometer) để theo dõi chính xác vòng quay mỗi phút (RPM). Chờ cho tốc độ ổn định. |
| 4 | Quên không lấy trọng lượng thử ra | Việc tính toán hiệu chỉnh bao gồm ảnh hưởng của trọng số thử nghiệm → kết quả không có ý nghĩa | Tuân thủ nghiêm ngặt quy trình: tháo bỏ tạ thử trước khi lắp tạ điều chỉnh. |
| 5 | Nhầm lẫn giữa Mặt phẳng 1 và Mặt phẳng 2 | Các quả cân hiệu chỉnh đặt sai vị trí → độ rung tăng lên | Ghi nhãn rõ ràng các cảm biến và mặt phẳng. Cảm biến 1 → Mặt phẳng 1, Cảm biến 2 → Mặt phẳng 2 |
| 6 | Đo góc ngược chiều quay | Hiệu chỉnh diễn ra theo hướng 360° − f thay vì f → phía đối diện của rôto | Xác định hướng quay trước khi bắt đầu. Luôn đo theo hướng quay. |
| 7 | Sự giãn nở nhiệt trong quá trình vận hành | Khe hở ổ trục thay đổi giữa các lần khởi động nguội → phép đo bị sai lệch | Hoặc khởi động đến khi đạt trạng thái ổn định trước khi chạy lượt 0, hoặc hoàn thành tất cả các lượt chạy nhanh chóng (cách nhau <5 phút). |
| 8 | Sử dụng mặt phẳng đơn trên rôto dài | Nếu không được khắc phục, sự mất cân bằng cặp lực có thể dẫn đến rung động tăng lên ở ổ trục phía xa. | Hãy sử dụng phương pháp cân bằng hai mặt phẳng cho bất kỳ rôto nào có L/D ≥ 0,14 hoặc khoảng cách giữa các mặt phẳng là đáng kể. |
Báo cáo thực địa: Cân bằng rôto máy nghiền rác
Máy móc: Máy nghiền cỏ Maschio Bisonte 280, rôto 165 kg, tốc độ PTO 2.100 vòng/phút. Khách hàng báo cáo rung lắc mạnh sau khi thay thế 8 lưỡi nghiền.
Setup: Hai gia tốc kế trên vỏ ổ trục, máy đo tốc độ laser trên trục PTO. Chế độ hai mặt phẳng Balanset-1A.
Lượt chạy 0: Cảm biến 1 = 12,4 mm/s @ 47°, Cảm biến 2 = 8,9 mm/s @ 213°. Khu vực D (nguy hiểm) theo tiêu chuẩn ISO 10816-3.
Chạy thử nghiệm: Đã sử dụng trọng lượng thử nghiệm 500 g ở cả hai mặt phẳng. Phản hồi rõ ràng — thay đổi biên độ >60% tại cả hai cảm biến.
Sửa lỗi: Mặt phẳng 1: 340 g hàn ở góc 128°. Mặt phẳng 2: 215 g hàn ở góc 276°.
Xác minh: Cảm biến 1 = 0,8 mm/s, Cảm biến 2 = 0,6 mm/s. Vùng ISO A (tốt). Không cần chạy hiệu chỉnh.
Cân bằng động hai mặt phẳng của quạt
Quạt công nghiệp — ly tâm, hướng trục và hỗn hợp — là một trong những loại cánh quạt phổ biến nhất được cân bằng trong thực tế. Quy trình dưới đây hướng dẫn thực hiện một công việc cân bằng hai mặt phẳng thực tế trên quạt hướng tâm bằng cách sử dụng Balanset-1A.
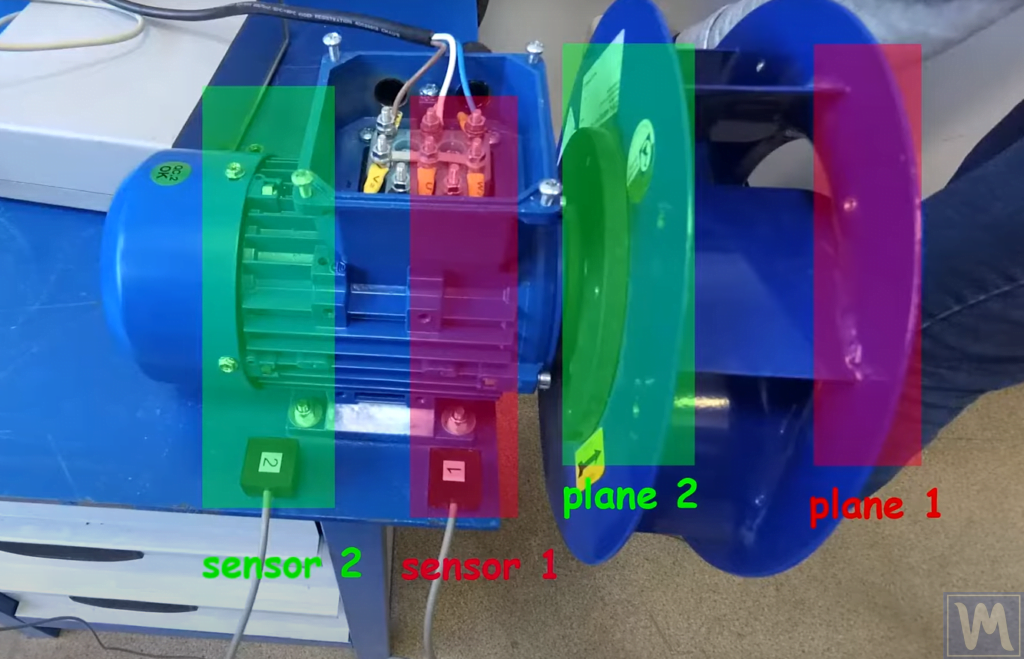
Determining Planes and Installing Sensors
Làm sạch bề mặt lắp đặt cảm biến khỏi bụi bẩn và dầu mỡ. Cảm biến phải khớp khít với bề mặt kim loại của vỏ ổ trục — tuyệt đối không được lắp đặt trên nắp đậy, tấm chắn hoặc các tấm kim loại không có giá đỡ.
- Cảm biến 1 (màu đỏ): Lắp đặt gần phía trước quạt hơn (phía mặt phẳng 1).
- Cảm biến 2 (màu xanh lá cây): Lắp đặt ở vị trí gần phía sau quạt hơn (phía mặt phẳng 2).
- Máy bay số 1 (vùng đỏ): Mặt phẳng hiệu chỉnh trên đĩa cánh quạt, gần phía trước hơn.
- Máy bay số 2 (vùng xanh): Mặt phẳng hiệu chỉnh nằm gần tấm đỡ phía sau hoặc trục hơn.
Kết nối cả hai cảm biến rung và máy đo tốc độ laser với Balanset-1A. Dán băng phản quang lên trục hoặc moay ốc để làm mốc đo tốc độ quay.
Balancing Process
Khởi động quạt và thực hiện các phép đo độ rung ban đầu (Lần 0). Lắp một vật cân thử có khối lượng đã biết lên Mặt phẳng 1 tại một điểm bất kỳ, cho quạt chạy và ghi lại sự thay đổi độ rung (Lần 1). Di chuyển vật cân thử sang Mặt phẳng 2 tại một điểm bất kỳ, cho quạt chạy lại và ghi lại (Lần 2). Phần mềm Balanset-1A sử dụng cả ba phép đo để tính toán khối lượng và góc hiệu chỉnh cho mỗi mặt phẳng.
Đo góc để tính toán trọng lượng hiệu chỉnh quạt
Góc được đo từ vị trí của quả cân thử nghiệm theo hướng quay của quạt — chính xác như đã mô tả trong tài liệu. Đo góc hiệu chỉnh Xem phần trên. Đánh dấu vị trí đặt trọng lượng thử (tham chiếu 0°), sau đó tính góc được chỉ định dọc theo hướng quay để tìm vị trí trọng lượng hiệu chỉnh.

Dựa trên các góc và khối lượng được phần mềm tính toán, hãy lắp đặt các quả cân hiệu chỉnh vào Mặt phẳng 1 và Mặt phẳng 2. Cho quạt chạy thêm một lần nữa và kiểm tra xem độ rung đã giảm xuống mức chấp nhận được chưa. ISO 21940-11 (Thông thường là G 6.3 cho quạt đa dụng). Nếu độ rung dư vẫn cao hơn mức mục tiêu, hãy thực hiện một lần hiệu chỉnh.
Những câu hỏi thường gặp
Thiết bị cân bằng trường
The Balanset‑1A Đây là một thiết bị cầm tay hai kênh, thực hiện cân bằng động một mặt phẳng và hai mặt phẳng, cùng với phân tích rung động (vận tốc tổng thể, phổ, dạng sóng). Sản phẩm được bán dưới dạng bộ kit hoàn chỉnh:
- 2 cảm biến rung áp điện có đế từ tính
- Máy đo tốc độ bằng laser (cảm biến tốc độ vòng quay không tiếp xúc) với băng phản quang.
- Thiết bị đo USB (kết nối với bất kỳ máy tính xách tay Windows nào)
- Phần mềm: phần mềm cân bằng, máy đo độ rung, máy phân tích phổ.
- Hộp đựng kèm đầy đủ cáp và phụ kiện.
Dải tốc độ quay: 300–100.000 vòng/phút. Dải độ rung: 0,5–80 mm/s RMS. Độ chính xác pha: ±1°. Phần mềm bao gồm các chức năng chia trọng lượng, hiệu chỉnh, kiểm tra dung sai và tạo báo cáo. Toàn bộ bộ sản phẩm nặng 3,5 kg.


0 Bình luận