Anleitung zur dynamischen Wellenauswuchtung: Statisch vs. Dynamisch, Feldverfahren & ISO 21940-Klassifizierungen
Alles, was ein Servicetechniker vor Ort zum Auswuchten von Rotoren benötigt – von den physikalischen Grundlagen der Unwucht bis zum abschließenden Prüflauf. Siebenstufiges Verfahren, Formeln für Probegewichte, Messung des Korrekturwinkels und ISO-Toleranztabellen. Getestet an über 2.000 Rotoren in Ventilatoren, Mulchern, Brechern und Wellen.
Was ist dynamisches Auswuchten?
Dynamisches Auswuchten Das dynamische Auswuchten ist der Prozess der Messung und Korrektur der ungleichmäßigen Massenverteilung eines rotierenden Körpers (Rotors) während seiner Rotation mit Betriebsdrehzahl. Im Gegensatz zum statischen Auswuchten, das Massenabweichungen in einer Ebene ausgleicht, korrigiert das dynamische Auswuchten Unwuchten in einer Ebene. zwei oder mehr Flugzeuge gleichzeitig, Dadurch werden sowohl die Zentrifugalkraft als auch das Kippmoment eliminiert, die Lagerschwingungen verursachen.
Jedes rotierende Bauteil – vom 200 kg schweren Rotor eines Mulchers bis zur 5 g leichten Spindel eines Dentalbohrers – weist eine gewisse Restunwucht auf. Fertigungstoleranzen, Materialabweichungen, Korrosion und Ablagerungen verlagern den Massenschwerpunkt weg von der geometrischen Rotationsachse. Die Folge ist eine Zentrifugalkraft, die quadratisch mit der Drehzahl zunimmt: Verdoppelt sich die Drehzahl, vervierfacht sich die Kraft.
Ein Rotor, der sich mit 3.000 U/min dreht und bei einem Radius von 150 mm eine Unwucht von nur 10 g aufweist, erzeugt eine Rotationskraft von etwa 150 N – genug, um Lager innerhalb weniger Wochen zu zerstören. Durch dynamisches Auswuchten wird diese Kraft auf ein in internationalen Normen (ISO 21940-11, ehemals ISO 1940) festgelegtes Niveau reduziert. Dadurch verlängert sich die Lagerlebensdauer von Monaten auf Jahre und vibrationsbedingte Ausfallzeiten werden minimiert.
Statisches vs. dynamisches Gleichgewicht
Der Schwerpunkt des Rotors ist gegenüber der Rotationsachse versetzt in ein Flugzeug. Wenn sie auf messerscharfen Unterlagen platziert werden, rollt die schwerere Seite nach unten – das kann man auch ohne Drehen feststellen.
Korrektur: An einer einzigen Winkelposition gegenüber dem Schwerpunkt kann Masse hinzugefügt oder entfernt werden. Eine Korrekturebene genügt.
Gilt für: Schmale, scheibenförmige Teile, bei denen der Durchmesser > 7× Breite ist – Schwungräder, Schleifscheiben, Einscheiben-Laufräder, Sägeblätter, Bremsscheiben.
Zwei (oder mehr) Massenversätze befinden sich in verschiedene Ebenen entlang der Rotorlänge. Sie können sich statisch gegenseitig aufheben – der Rotor steht still auf Messerkanten –, aber erzeugen eine Rockpaar beim Drehen. Dieses Kräftepaar kann ohne Rotation weder erkannt noch korrigiert werden.
Korrektur: Zwei Ausgleichsgewichte in zwei getrennten Ebenen. Das Gerät berechnet Masse und Winkel für jede Ebene anhand der Einflusskoeffizientenmatrix.
Gilt für: längliche Rotoren – Wellen, Ventilatoren mit breiten Laufrädern, Mulcherrotoren, Walzen, mehrstufige Pumpenlaufräder, Turbinen.
Vier Arten von Ungleichgewicht
ISO 21940-11 unterscheidet vier grundlegende Ungleichgewichtsmuster. Das Verständnis, welches Muster überwiegt, hilft bei der Wahl der richtigen Ausgleichsstrategie.
In der Praxis weist nahezu jeder Rotor, dem man im Feld begegnet, eine dynamische Unwucht auf – eine Kombination aus Kraft- und Momentenkomponenten. Daher ist das Auswuchten in zwei Ebenen das Standardverfahren für jeden Rotor, der keine dünne Scheibe ist.
Wann verwendet man die Ein-Ebenen- bzw. die Zwei-Ebenen-Auswuchtung?
Der entscheidende Faktor ist der Rotor Geometrieverhältnis L/D (Axiallänge im Verhältnis zum Außendurchmesser) kombiniert mit der Betriebsgeschwindigkeit.
| Kriterium | Einzelebene (1 Sensor) | Zwei-Ebenen (2 Sensoren) |
|---|---|---|
| L/D-Verhältnis | L/D < 0,14 (Durchmesser > 7 × Breite) | L/D ≥ 0,14 |
| Typische Teile | Schleifscheibe, Schwungrad, Einscheiben-Laufrad, Riemenscheibe, Bremsscheibe, Sägeblatt | Lüfterrotor, Mulcher, Welle, Walze, mehrstufige Pumpe, Turbine, Brecher |
| Ungleichgewichtstypen korrigiert | Nur statisch (Kraft) | Statisch + Paar + dynamisch (Kraft + Moment) |
| Korrekturebenen | 1 | 2 |
| Messläufe | 2 (Anfang + 1 Versuch) | 3 (Anfangsversuche + 2 Versuche, einer pro Ebene) |
| Zeit vor Ort | 15–20 Minuten | 30–45 Minuten |
ISO 21940-11 Ausgewogene Qualitätsklassen
ISO 21940-11 (die Nachfolgenorm von ISO 1940-1) ordnet jeder Klasse rotierender Maschinen eine Balancequalitätsklasse G, definiert als die maximal zulässige Geschwindigkeit des Rotorschwerpunkts in mm/s. Die zulässige Restunwucht epro (in g·mm/kg) wird aus der Güteklasse und der Betriebsgeschwindigkeit abgeleitet:
G — Güteklasse der Auswuchtung (z. B. bedeutet 6,3 mm/s)
ω — Winkelgeschwindigkeit, rad/s
Drehzahl — Betriebsdrehzahl, U/min
| Klasse | e·ω, mm/s | Maschinentypen |
|---|---|---|
G 0.4 |
0.4 | Gyroskope, Spindeln von Präzisionsschleifmaschinen |
G 1.0 |
1.0 | Turbolader, Gasturbinen, kleine elektrische Anker mit besonderen Anforderungen |
G 2.5 |
2.5 | Elektromotoren, Generatoren, mittelgroße/große Turbinen, Pumpen mit besonderen Anforderungen |
G 6.3 |
6.3 | Ventilatoren, Pumpen, Prozessmaschinen, Schwungräder, Zentrifugen, allgemeine Industriemaschinen |
G 16 |
16 | Landwirtschaftliche Maschinen, Brecher, Antriebswellen (Kardanwellen), Teile von Brechmaschinen |
G 40 |
40 | Räder für Pkw, Kurbelwellenbaugruppen (Serienfertigung) |
G 100 |
100 | Kurbelwellenbaugruppen großer langsam laufender Schiffsdieselmotoren |
Beispielrechnung: Lüfterrotor
Der Rotor eines Radialventilators wiegt 80 kg, arbeitet mit 1450 U/min und hat einen Korrekturradius von 250 mm. Erforderliche Güteklasse: G 6.3.
Bei einem Korrekturradius von 250 mm: maximale Restmasse = 3320 / 250 = 13,3 g pro Flugzeug
Das bedeutet, dass jede Korrekturebene nicht mehr als 13,3 g Unwucht aufweisen darf – das entspricht in etwa dem Gewicht von drei M6-Unterlegscheiben.
Verwandte Normen: ISO 21940‑11 (starre Rotoren), ISO 21940‑12 (flexible Rotoren), ISO 10816‐3 (Grenzwerte der Schwingungsstärke), ISO 1940 (Vorgänger der alten Version).
Siebenstufiges Feldausgleichsverfahren
Dies ist die Einflusskoeffizientenmethode für den Zwei-Ebenen-Feldabgleich, die mit einem tragbaren Instrument wie dem angewendet wird. Balanset‑1A. Die gleiche Logik funktioniert mit jedem Zweikanal-Balancing-Analysator.

M t = M r × K / (R t × (N/100)²) wobei Mr = Rotormasse (g), K = Stützsteifigkeitskoeffizient (1–5, Mittelwert 3 verwenden), Rt = Einbauradius (cm), N = Drehzahl. Oder verwenden Sie unser Online-Probegewichtsrechner — Geben Sie Ihre Rotorparameter ein und erhalten Sie sofort die empfohlene Masse.

Probegewichtsberechnung
Das Testgewicht muss schwer genug sein, um eine spürbare Schwingungsänderung zu bewirken, aber leicht genug, um die Lager nicht zu überlasten oder eine gefährliche Situation herbeizuführen. Die Standard-Ergebnisformel berücksichtigt die Rotormasse, den Korrekturradius, die Betriebsdrehzahl und die Lagersteifigkeit.
Mr — Rotormasse, Gramm
K — Steifigkeitskoeffizient der Lagerung (1 = weiche Lagerung, 3 = durchschnittlich, 5 = starre Gründung)
Rt — Prüfgewicht Installationsradius, cm
N — Betriebsdrehzahl, U/min
Sie möchten die Berechnungen nicht von Hand durchführen? Nutzen Sie unsere Online-Probegewichtsrechner ↗ — Geben Sie Ihre Rotorparameter, die Art der Lagerung und den Vibrationsgrad ein und erhalten Sie sofort die empfohlene Masse.
Durchgerechnete Beispiele (K = 3, mittlere Steifigkeit)
| Maschine | Rotormasse | Drehzahl | Radius | Probegewicht (K = 3) |
|---|---|---|---|---|
| Mulcherrotor | 120 kg | 2,200 | 30 cm | 360.000 / (30 × 484) ≈ 25 g |
| Industrieller Ventilator | 80 kg | 1,450 | 40 cm | 240.000 / (40 × 210,25) ≈ 29 g |
| Zentrifugentrommel | 45 kg | 3,000 | 15 cm | 135.000 / (15 × 900) = 10 g |
| Brecherwelle | 250 kg | 900 | 25 cm | 750.000 / (25 × 81) ≈ 370 g |
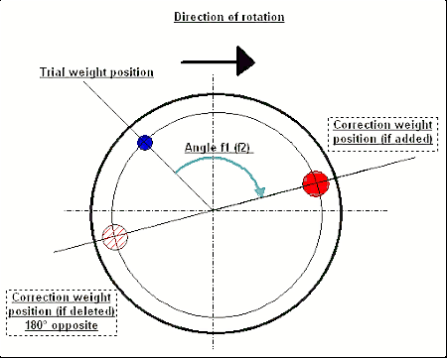
Korrekturwinkelmessung
Das Auswuchtgerät gibt zwei Werte pro Ebene aus: Masse (wie viel Gewicht) und Winkel (wo es platziert werden soll). Der Winkel bezieht sich immer auf die Position des Probegewichts.

Wie man den Winkel misst
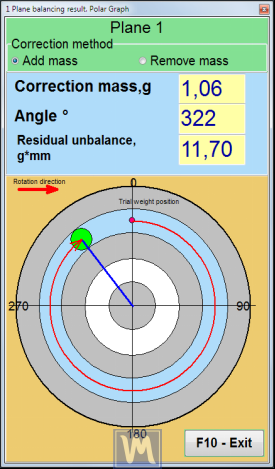
- Bezugspunkt (0°): Markieren Sie die Winkelposition, an der Sie das Testgewicht platziert haben, deutlich auf dem Rotor vor dem Probelauf.
- Messrichtung: immer in Richtung der Rotordrehung.
- Den Winkel ablesen: Das Instrument zeigt den Winkel f₁ für Ebene 1 und f₂ für Ebene 2 an. Zählen Sie von der Markierung des Probegewichts aus diese Anzahl Grad in Drehrichtung ab – dort wird das Korrekturgewicht angebracht.
- Bei der Massenentfernung: Die Korrektur sollte 180° gegenüber der angegebenen Position "Addieren" erfolgen.
Gewichtsverteilung auf feste Positionen
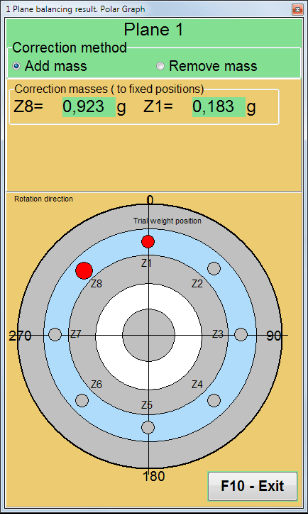
Wenn der Rotor vorgebohrte Löcher oder feste Befestigungspunkte (z. B. Lüfterblattschrauben) aufweist, kann es vorkommen, dass ein Gewicht nicht im exakt berechneten Winkel platziert werden kann. Das Balanset-1A beinhaltet eine GewichtsteilungsfunktionSie geben die Winkel der beiden nächstgelegenen verfügbaren Positionen ein, und die Software zerlegt den einzelnen Korrekturvektor in zwei kleinere Gewichtungen an diesen Positionen. Die kombinierte Wirkung entspricht dem ursprünglichen Vektor.
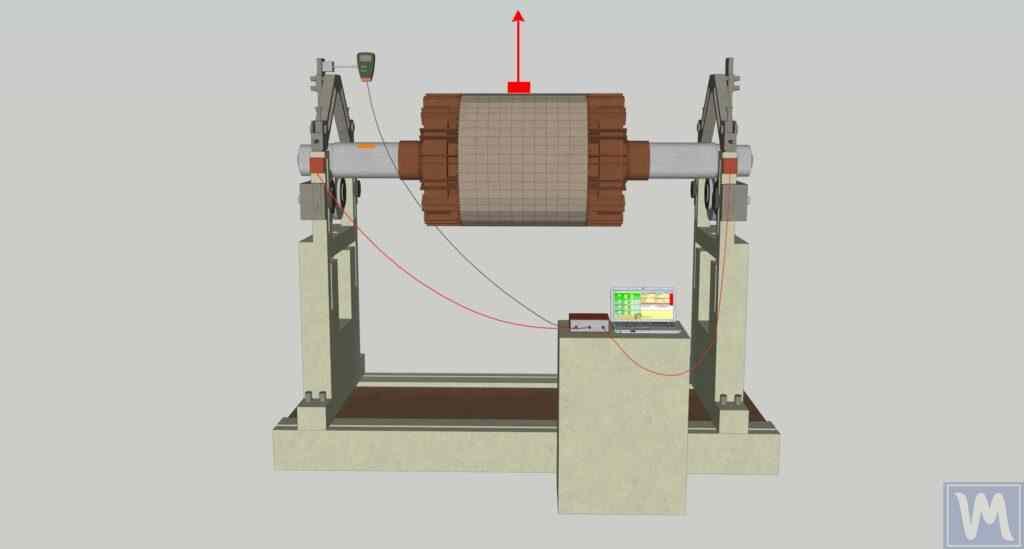
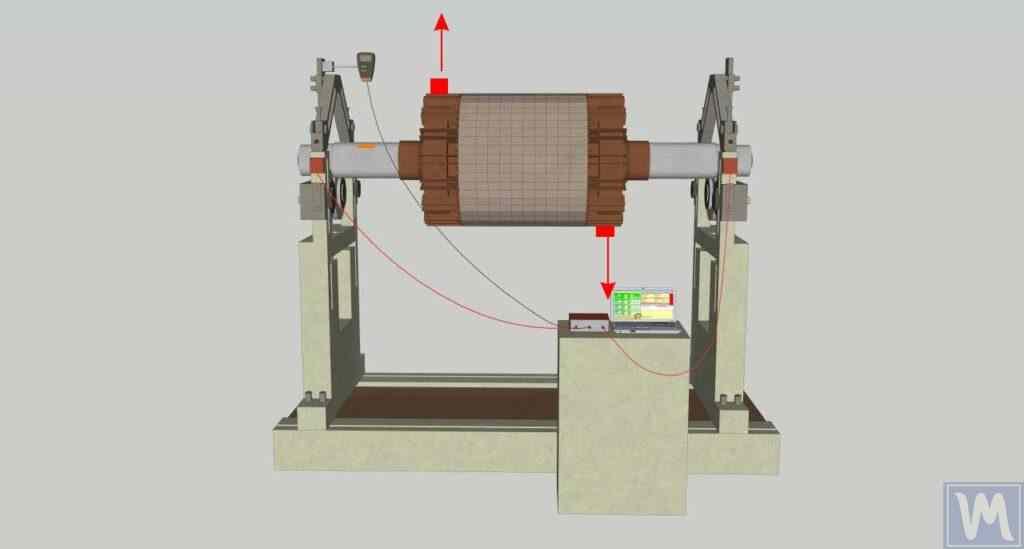
Korrekturebenen & Sensorplatzierung
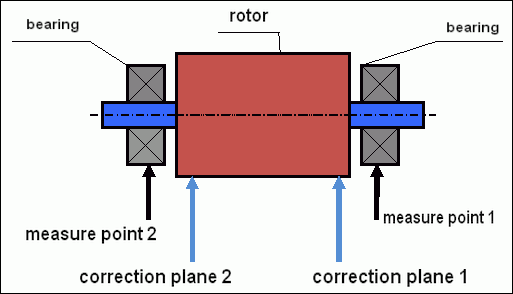
Die Korrekturebene ist die axiale Position am Rotor, an der Masse hinzugefügt oder entfernt wird. Der Sensor misst die Schwingung am nächstgelegenen Lager. Einige wichtige Regeln:
- Der Sensor wird am Lagergehäuse angebracht. — so nah wie möglich an der Lagermittellinie, in radialer Richtung (horizontal bevorzugt).
- Ebene 1 entspricht Sensor 1, Ebene 2 zu Sensor 2. Achten Sie auf eine konsistente Nummerierung, sonst vertauscht die Software die Korrekturebenen.
- Maximale Flugzeugtrennung: Je größer der Abstand zwischen den beiden Korrekturebenen, desto besser die Paarauflösung. Der minimale praktische Abstand beträgt ein Drittel der Lagerlänge.
- Wählen Sie barrierefreie Positionen: Die Korrekturebene muss eine Stelle sein, an der man Gewichte physisch anbringen kann – eine Flanschkante, ein Lochkreis, eine Felge oder eine Schweißfläche.

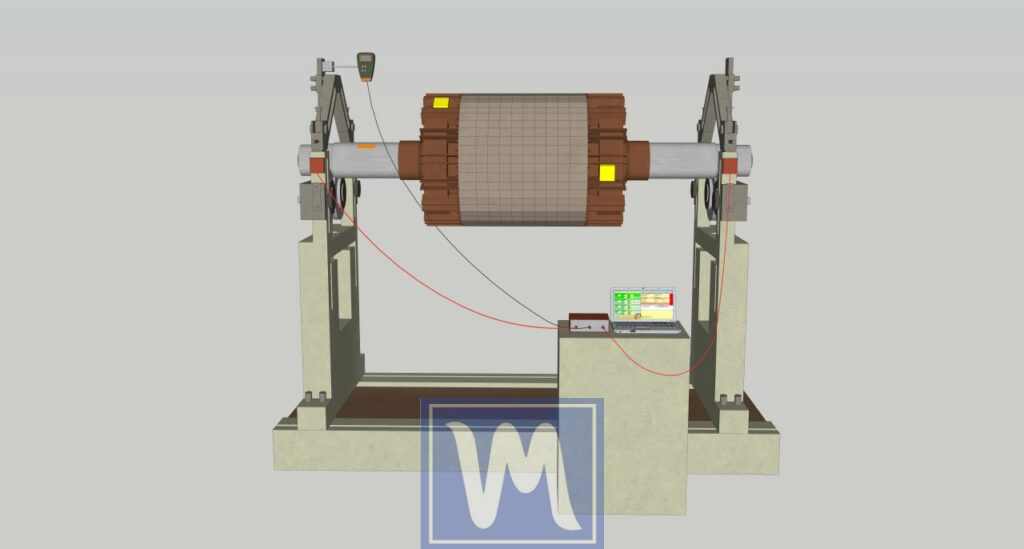
Auf dem Foto oben ist ein Mulchrotor für die Zwei-Ebenen-Auswuchtung vorbereitet. Die blauen Markierungen 1 und 2 zeigen die Sensorpositionen an den Lagergehäusen an. Die roten Markierungen 1 und 2 zeigen die Korrekturebenen – in diesem Fall die Flanschenden des Rotorkörpers, an denen die Gewichte angeschweißt werden.
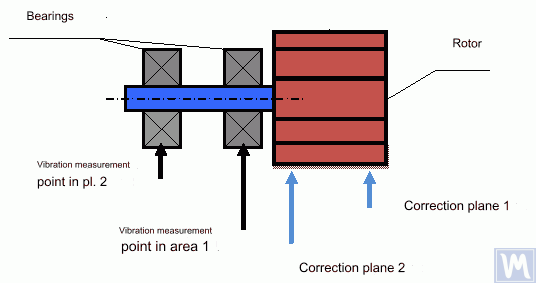
Freitragender Rotor
Freitragende Rotoren – wie Lüfterlaufräder, außerhalb des Lagerbereichs montierte Schwungräder und Pumpenlaufräder – erfordern eine andere Sensor- und Ebenenanordnung. Beide Korrekturebenen befinden sich auf derselben Seite der Lager, und die Sensorplatzierung muss die durch die überhängende Masse verstärkte Momentenunwucht berücksichtigen.
Anwendungen nach Maschinentyp
Gewichtsbefestigungsmethoden
| Verfahren | Anhang | Am besten geeignet für | Grenzen |
|---|---|---|---|
| Schweißen | Stahlscheiben oder -platten, die an den Rotorrand geheftet sind | Mulcher, Brecher, schwere Industrierotoren | Dauerhaft. Ohne Spezialstab nicht auf Aluminium oder Edelstahl anwendbar. |
| Schrauben und Muttern | Schrauben durch vorgebohrte Löcher mit Sicherungsmuttern | Lüfterlaufräder, Schwungräder, Kupplungsflansche | Erfordert vorhandene Löcher oder neue Bohrungen. |
| Schlauchschellen | Schlauchschelle aus Edelstahl mit dazwischenliegendem Gewicht | Wellen, Walzen, zylindrische Rotoren im Feld | Temporär oder semi-permanent. Klemmdrehmoment prüfen. |
| Klemmbefestigung mit Stellschraube | Vorgefertigte Aufsteckgewichte (wie Reifengewichte) | Lüfterflügel, dünne Felgen, leichte Rotoren | Begrenzter Massenbereich. Kann bei hohen Drehzahlen durchrutschen. |
| Klebstoff (Epoxidharz) | Gewicht auf die Oberfläche geklebt | Präzisionsrotoren, saubere Umgebungen | Erfordert eine saubere, trockene Oberfläche. Temperaturgrenze: ca. 120 °C. |
| Materialabtrag | Material von der schweren Seite abbohren oder abschleifen | Turbolader, Hochgeschwindigkeitsspindeln, Laufräder | Dauerhaft und präzise, aber unumkehrbar. Anwendung, wenn eine Gewichtszunahme nicht sicher ist. |
Häufige Fehler beim Feldausgleich
| # | Fehler | Folge | Fix |
|---|---|---|---|
| 1 | Sensor an einem Schutzgitter oder einer Abdeckung montiert | Resonanz der Abdeckung verfälscht Amplituden- und Phasenmessungen → falsche Korrektur | Immer auf der Metalloberfläche des Lagergehäuses montieren. |
| 2 | Probegewicht zu leicht | Phasen- und Amplitudenänderung liegen innerhalb des Rauschens → Einflusskoeffizienten sind unzuverlässig | Stellen Sie sicher, dass an mindestens einem Sensor eine Amplitudenänderung von ≥30% oder eine Phasenverschiebung von ≥30° vorliegt. |
| 3 | Geschwindigkeitsunterschiede zwischen den Läufen | Die Vibrationen bei 1× ändern sich mit der Drehzahl² – selbst eine Drehzahländerung bei 5% verfälscht die Daten. | Verwenden Sie einen Drehzahlmesser zur präzisen Drehzahlmessung. Warten Sie, bis sich die Geschwindigkeit stabilisiert hat. |
| 4 | Vergessen, das Probegewicht zu entfernen | Die Korrekturberechnung berücksichtigt den Effekt des Probegewichts → das Ergebnis ist bedeutungslos | Halten Sie sich strikt an die Vorgaben: Entfernen Sie das Probegewicht, bevor Sie die Korrekturgewichte anbringen. |
| 5 | Verwechslung von Ebene 1 und Ebene 2 | Korrekturgewichte sitzen in den falschen Ebenen → Vibrationen nehmen zu | Sensoren und Ebenen eindeutig beschriften. Sensor 1 → Ebene 1, Sensor 2 → Ebene 2 |
| 6 | Messung des Winkels entgegengesetzt zur Drehung | Die Korrektur erfolgt um 360° − f anstatt um f → gegenüberliegende Seite des Rotors. | Drehrichtung vor Beginn prüfen. Immer in Drehrichtung messen. |
| 7 | Thermische Ausdehnung während der Läufe | Änderungen des Lagerspiels zwischen Kaltstarts → Driftmessungen | Entweder vor Lauf 0 bis zum Erreichen eines stabilen Zustands aufwärmen oder alle Läufe schnell absolvieren (im Abstand von weniger als 5 Minuten). |
| 8 | Verwendung einer einzelnen Ebene auf einem langen Rotor | Das Ungleichgewicht des Drehmomentpaares bleibt unkorrigiert → die Vibrationen können sich am entfernten Lager sogar verstärken. | Verwenden Sie die Zwei-Ebenen-Auswuchtung für jeden Rotor, bei dem L/D ≥ 0,14 ist oder der Ebenenabstand signifikant ist. |
Feldbericht: Auswuchten des Mulcherrotors
Maschine: Maschio Bisonte 280 Schlegelmulcher, 165 kg Rotorgewicht, 2100 U/min Zapfwellendrehzahl. Der Kunde meldete starke Vibrationen nach dem Austausch von 8 Schlegelmessern.
Einrichten: Zwei Beschleunigungsmesser an den Lagergehäusen, Laser-Drehzahlmesser an der Zapfwelle. Balanset-1A Zwei-Ebenen-Modus.
Lauf 0: Sensor 1 = 12,4 mm/s bei 47°, Sensor 2 = 8,9 mm/s bei 213°. ISO 10816-3 Zone D (Gefahr).
Testläufe: In beiden Ebenen wurde ein Testgewicht von 500 g verwendet. Deutliche Reaktion – Amplitudenänderung >60% an beiden Sensoren.
Korrektur: Ebene 1: 340 g, verschweißt bei 128°. Ebene 2: 215 g, verschweißt bei 276°.
Verifizierung: Sensor 1 = 0,8 mm/s, Sensor 2 = 0,6 mm/s. ISO-Zone A (gut). Kein Trimmvorgang erforderlich.
Dynamische Zwei-Ebenen-Auswuchtung eines Ventilators
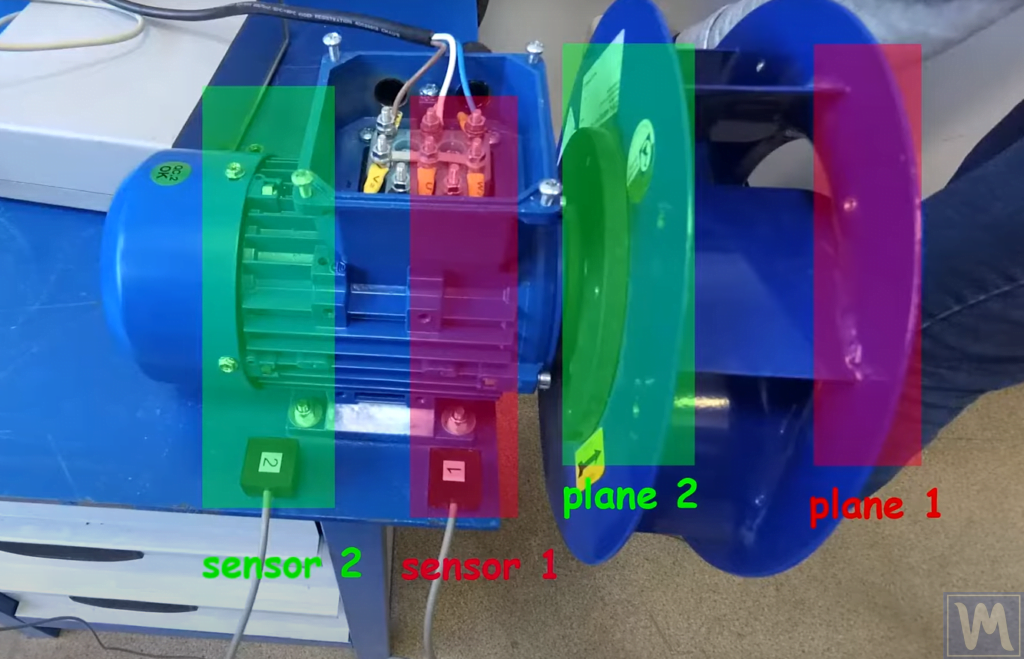
Industrielüfter – Radial-, Axial- und Mischstromlüfter – gehören zu den am häufigsten ausgewuchteten Rotoren. Die folgende Vorgehensweise beschreibt eine reale Zwei-Ebenen-Auswuchtung an einem Radiallüfter mit dem Balanset-1A.
Ermitteln von Ebenen und Installieren von Sensoren
Reinigen Sie die Montageflächen für die Sensoren von Schmutz und Öl. Die Sensoren müssen passgenau auf der Metalloberfläche des Lagergehäuses sitzen – montieren Sie sie niemals auf Abdeckungen, Schutzvorrichtungen oder ungestützten Blechplatten.
- Sensor 1 (rot): Den Einbau näher an der Vorderseite des Lüfters (Seite Ebene 1) vornehmen.
- Sensor 2 (grün): Den Lüfter näher an der Rückseite (Seite Ebene 2) montieren.
- Ebene 1 (rote Zone): Korrekturebene auf der Laufradscheibe, näher an der Vorderseite.
- Ebene 2 (grüne Zone): Korrekturebene näher an der Rückplatte oder Nabe.
Schließen Sie sowohl die Vibrationssensoren als auch den Laser-Drehzahlmesser an das Balanset‐1A an. Bringen Sie reflektierendes Klebeband an der Welle oder Nabe an, um die Drehzahl zu überprüfen.
Ausgleichsverfahren
Starten Sie den Ventilator und führen Sie erste Schwingungsmessungen durch (Lauf 0). Platzieren Sie ein Testgewicht bekannter Masse an einer beliebigen Stelle auf Ebene 1, starten Sie den Ventilator und erfassen Sie die Schwingungsänderung (Lauf 1). Verschieben Sie das Testgewicht an eine beliebige Stelle auf Ebene 2, starten Sie den Ventilator erneut und erfassen Sie die Schwingungsänderung (Lauf 2). Die Software Balanset-1A verwendet alle drei Messungen, um die Korrekturmasse und den Korrekturwinkel für jede Ebene zu berechnen.
Winkelmessung für Lüfterkorrekturgewichte
Der Winkel wird von der Position des Testgewichts in Drehrichtung des Ventilators aus gemessen – genau wie in der Beschreibung angegeben. Korrekturwinkelmessung Siehe oben. Markieren Sie die Stelle, an der das Testgewicht platziert wurde (0°-Referenzpunkt), und zählen Sie dann den angegebenen Winkel entlang der Drehrichtung, um die Position des Korrekturgewichts zu ermitteln.

Installieren Sie anhand der vom Programm berechneten Winkel und Massen die Korrekturgewichte auf Ebene 1 und Ebene 2. Schalten Sie den Ventilator erneut ein und überprüfen Sie, ob die Vibrationen auf ein akzeptables Niveau gesunken sind. ISO 21940‑11 (typischerweise G 6.3 für Allzwecklüfter). Falls die Restvibrationen immer noch über dem Zielwert liegen, führen Sie einen Trimmlauf durch.
Häufig gestellte Fragen
Ausrüstung für die Feldauswuchtung
Die Balanset‑1A Es handelt sich um ein tragbares Zweikanal-Messgerät, das dynamisches Auswuchten in einer und zwei Ebenen sowie Schwingungsanalysen (Gesamtgeschwindigkeit, Spektren, Wellenform) ermöglicht. Es wird als Komplettset geliefert.
- 2 piezoelektrische Schwingungssensoren mit magnetischen Halterungen
- Laser-Drehzahlmesser (berührungsloser Drehzahlsensor) mit reflektierendem Klebeband
- USB-Messeinheit (Anschluss an jeden Windows-Laptop möglich)
- Software: Auswuchtassistent, Schwingungsmessgerät, Spektrumanalysator
- Tragetasche mit allen Kabeln und Zubehör
Drehzahlbereich: 300–100.000 U/min. Vibrationsbereich: 0,5–80 mm/s RMS. Phasengenauigkeit: ±1°. Gewichtsteilung, Trimmläufe, Toleranzprüfung und Berichtserstellung sind in der Software enthalten. Das komplette Set wiegt 3,5 kg.


0 Kommentare