ローターバランス調整:静的および動的アンバランス、共振、および実用手順
このガイドでは ローターバランシング のために 剛性ローター: what “unbalance” means, how static and dynamic unbalance differ, why resonance and non-linearity can prevent a quality result, and how balancing is typically performed in one or two correction planes.







コンテンツ
- ローターとは何ですか?バランス調整によって何が修正されますか?
- ローターの種類とアンバランスの種類
- 機構の振動:バランス調整で除去できるものと除去できないもの
- 共振:バランスを妨げる要因
- 線形モデルと非線形モデル:計算が機能しなくなる場合
- バランシング装置とバランシングマシン
- 剛性ローターのバランス調整(実用ノート)
- 動的バランス調整の実行方法(3回実行法)
- バランス品質の評価基準
- 標準と参照
- よくあるご質問
ローターとは何ですか?バランス調整によって何が修正されますか?
ローターは、ある軸を中心に回転し、その軸受面によってサポートに保持されるボディである。ローターの軸受面は、転がり軸受または滑り軸受を介して支持体に荷重を伝達する。軸受面は、トラニオンの表面、またはトラニオンに代わる表面である。
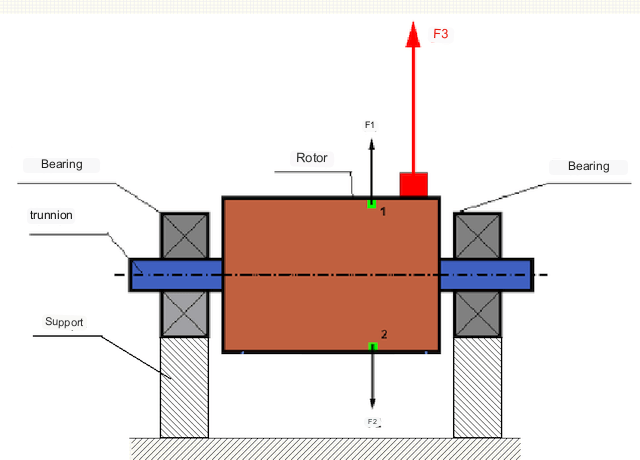
完全にバランスの取れたローターでは、その質量は回転軸を中心に対称に分布しています。つまり、ローターのどの要素も、回転軸を中心に対称に配置された別の要素と組み合わせることができます。バランスの取れたローターでは、どのローター要素に作用する遠心力も、対称要素に作用する遠心力とバランスが取れています。例えば、要素1と要素2(図1の緑色で示した部分)には、大きさが等しく方向が反対の遠心力F1とF2が作用します。これはすべての対称ローター要素に当てはまり、ローターに作用する遠心力の合計は0となり、ローターはバランスが取れています。
しかし、ローターの対称性が崩れると(図1で赤色で示した非対称要素)、アンバランスな遠心力 F3 がローターに作用します。回転中、この力の向きはローターの回転に合わせて変化します。この力によって生じる動的荷重はベアリングに伝達され、摩耗の進行を早めます。
In addition, under the influence of this variable-direction force there is a cyclic deformation of supports and foundation, on which the rotor is fixed, i.e. there is vibration. In order to eliminate rotor unbalance and the accompanying vibration, balancing masses must be installed to restore symmetry to the rotor.
Rotor balancing is an operation to correct unbalance by adding balancing masses. In other words, the goal of balancing is to bring the principal central axis of inertia of the rotor as close as possible to its axis of rotation, so that the residual unbalance falls within specified limits.
バランシングのタスクは、1つまたは複数のバランシングマスのサイズと位置(角度)を見つけることです。
ローターの種類とアンバランスの種類
ローター材料の強度とそれに作用する遠心力の大きさを考慮すると、ローターは剛性ローターとフレキシブルローターの2種類に分けられます。
剛性の高いローターは、作動モードでは遠心力の作用でほとんど変形しないため、この変形の計算への影響は無視できる。
Deformation of flexible rotors can no longer be neglected. Deformation of flexible rotors complicates the solution of balancing problem and requires application of other mathematical models in comparison with the problem of balancing of rigid rotors. It should be noted that the same rotor at low speeds can behave as rigid, and at high speeds - as flexible. The practical criterion is the service speed relative to the rotor’s first critical (bending) speed: a rotor is treated as rigid — ISO 21940-11 speaks of a rotor with “rigid behaviour” — when it runs well below that speed, in practice below roughly 50–70% of the first critical speed. Above that, the rotor bends into a mode shape that changes with speed: it is flexible and must be balanced by modal or multi-plane methods (ISO 21940-12). In the following, we will consider only the balancing of rigid rotors.
Depending on how the unbalanced masses are distributed along the rotor, ISO 21940-2 distinguishes several states of unbalance:
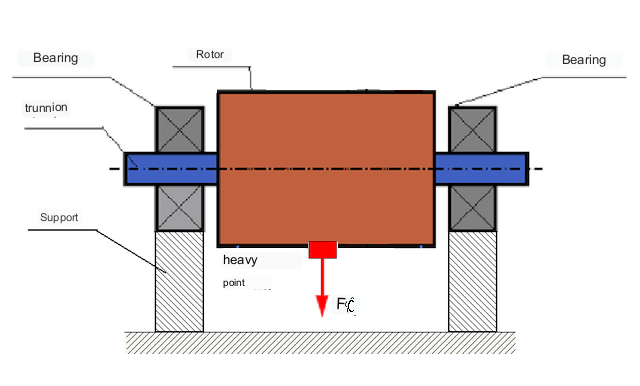
- 静的アンバランス — the principal inertia axis is displaced parallel to the shaft axis; it can be detected without rotation, because the rotor turns under gravity until its heavy spot is at the bottom. A single correction mass in one plane removes it;
- couple (moment) unbalance — the principal inertia axis intersects the shaft axis at the center of mass; the two equal unbalances lie in different planes and 180° apart. It appears only during rotation and requires two correction masses in two planes;
- 動的アンバランス — the general, real-world case: a combination of static and couple unbalance. The principal inertia axis neither is parallel to, nor intersects, the shaft axis. Two correction planes are necessary and sufficient for a rigid rotor.
The older term “moment unbalance” is a synonym of couple unbalance; it should not be confused with dynamic unbalance, which is the sum of the static and couple components. An example of a rotor with static unbalance is shown in Fig. 2.
Couple unbalance appears only when the rotor is rotating.
An example of a rotor with couple unbalance is shown in Fig. 3.
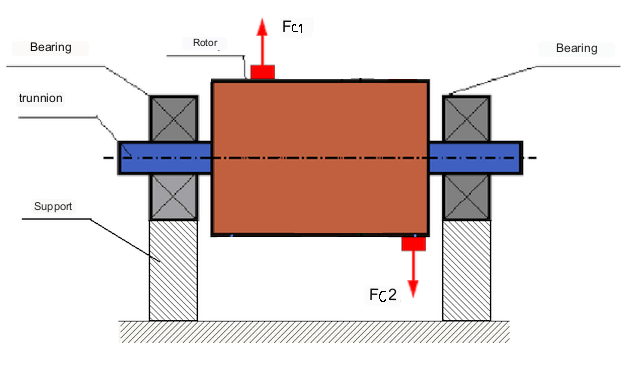
In this case, the unbalanced equal masses M1 and M2 are in different planes - in different places along the length of the rotor. In static position, i.e. when the rotor does not rotate, only gravity acts on the rotor and the masses balance each other. In dynamics, when the rotor rotates, centrifugal forces Fc1 and Fc2 start acting on the masses M1 and M2. These forces are equal in magnitude and opposite in direction. However, since they are applied at different places along the length of the shaft and are not on the same line, these forces do not compensate each other. The forces Fc1 and Fc2 create a moment applied to the rotor — this is why couple unbalance is also called moment unbalance. Accordingly, uncompensated centrifugal forces act on the bearing positions, which can greatly exceed the calculated values and reduce the service life of the bearings.
Since this type of unbalance appears only during the rotation of the rotor, it cannot be corrected in static conditions by balancing "on knives" or similar methods. In order to eliminate couple unbalance, two compensating weights must be installed, which produce a moment equal in magnitude and opposite in direction to the moment arising from the masses M1 and M2. The compensating masses do not have to be set opposite and equal in magnitude to the masses M1 and M2. The main thing is that they produce a moment that fully compensates for the unbalance moment.
In general, the masses M1 and M2 may not be equal to each other, so there will be a combination of static and couple unbalance — this general case is exactly what ISO 21940-2 calls dynamic unbalance. It is theoretically proven that for a rigid rotor, two weights spaced apart along the length of the rotor are necessary and sufficient to eliminate its unbalance. These weights will compensate both the moment resulting from the couple unbalance and the centrifugal force resulting from the asymmetry of the mass relative to the rotor axis (static unbalance). Typically, couple unbalance is characteristic of long rotors, such as shafts, and static unbalance is characteristic of narrow rotors. However, if the narrow rotor is skewed relative to the axis, or deformed ("figure eight"), then couple unbalance will be difficult to eliminate (see Fig. 4), because in this case it is difficult to install correcting weights that create the necessary compensating moment.
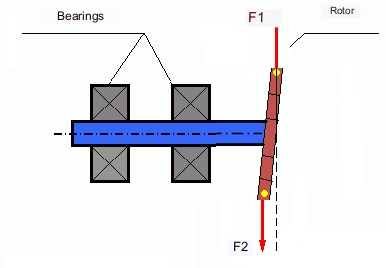
力F1とF2は同じ線上になく、互いに補い合うことはない。
Due to the fact that the arm available to create the compensating moment is small due to the narrow rotor, large correction weights may be required. However, this also results in an "induced unbalance" due to the deformation of the narrow rotor by centrifugal forces from the correction weights. (see, for example, Methodological instructions for balancing rigid rotors to GOST 22061-76 — the modern international counterpart is ISO 21940-11, formerly ISO 1940-1 — Section 10, "Rotor–supports system").
This is noticeable on narrow fan impellers, where, in addition to mass unbalance, an aerodynamic unbalance is also present: unequal blade geometry produces an unequal blade loading and hence a net radial force. Like the centrifugal force of a correction weight, this force scales with the square of speed, but it also depends on the operating point — air density, damper position, duct resistance — so a correction weight balanced at one duty point will not stay optimal at another. The aerodynamic component must therefore be corrected by restoring the blade geometry, not by adding mass.
電磁力 in an electric machine (unbalanced magnetic pull from an eccentric air gap, broken bars, shorted laminations) behave differently again: they are governed by the air-gap flux, not by rotational speed, and they mostly excite the machine at twice the line frequency and at pole-pass sidebands rather than at 1×. Because they act at frequencies other than the rotation frequency, balancing cannot compensate them at all. In short, balancing removes the 1× mass-related excitation only — it cannot eliminate every source of vibration in a machine.
機構の振動
振動は、周期的な加振力の影響に対する機構設計の反応である。この力には様々な性質がある。
ローターのアンバランスによって生じる遠心力は、「重点」(ヘビーポイント)に作用する補償されていない力です。この力とそれによって引き起こされる振動は、ローターのバランス調整によって除去できます。
嵌合部品の製造および組立誤差から生じる「幾何学的」性質の相互作用力。これらの力は、例えば、シャフト首部の非真円度、歯車の歯形誤差、軸受レースウェイの波打ち、嵌合シャフトのミスアライメントなどによって発生する可能性があります。ジャーナルが非真円の場合、シャフトの回転角度に応じてシャフト軸が変位します。この振動はローター回転時にも発生しますが、バランシングによって除去することはほぼ不可能です。
ファンおよびその他の羽根機構のインペラの回転から生じる空気力学的力。油圧ポンプやタービンなどのインペラの回転から生じる流体力学的な力。
非対称ローター巻線、短絡巻線など、電気機械の運転に起因する電磁力。
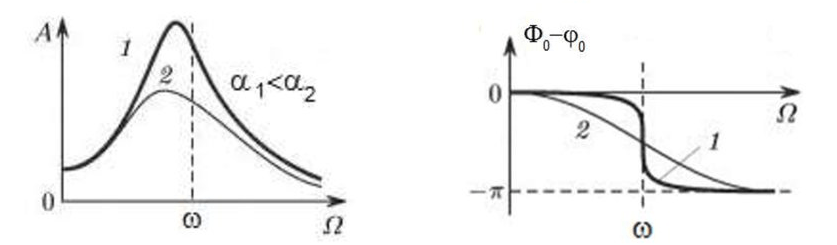
The magnitude of the vibration (e.g. its amplitude Av) depends not only on the excitatory force Fv acting on the mechanism with circular frequency ω, but also on the rigidity k of the mechanism, its mass m, as well as the damping coefficient C, as formula (1) below shows.

振動やバランス調整を測定するために、以下のような様々なタイプのセンサーを使用することができます:
- 振動加速度を測定するために設計された絶対振動センサー(加速度計)と振動速度センサー;
- 相対振動センサー - 振動変位を測定するために設計された渦電流式または容量式;
- 場合によっては(機構の設計が許せば)、力センサーを使用して振動負荷を評価することもできます。特に、ハードベアリングバランシングマシンのサポートの振動負荷を測定するために広く使用されています。
つまり振動とは、外力の作用に対する機械の反応である。振動の大きさは、機構に作用する力の大きさだけでなく、機構設計の剛性にも依存する。一つの同じ力でも、異なる振動を引き起こすことがある。ハードベアリングの機械では、たとえ振動が小さくても、軸受に大きな動的荷重がかかる可能性がある。これが、ハードベアリング機械のバランシングに振動センサー(振動加速度計)ではなく力センサーが使用される理由である。
振動センサーは、比較的柔軟な支持部を持つ機構に使用され、不釣り合い遠心力の作用が支持部の顕著な変形と振動につながる場合に使用されます。力センサーは、アンバランスによる大きな力でも顕著な振動につながらないような剛性の高い支持部に使用されます。
共振はバランスを妨げる要因である
先に、ローターは剛性と柔軟性に分けられると述べた。ローターの剛性または柔軟性を、ローターが設置されている支持体(基礎)の剛性または可動性と混同してはならない。ローターは、遠心力の作用下での変形(曲げ)が無視できる場合、剛性とみなされる。フレキシブル・ローターの変形は比較的大きく、無視できない。
この記事では、剛性ローターのバランシングのみを考える。剛性(非変形性)ローターは、剛性または可動性(柔軟性)支持体に取り付けることができる。この支持体の剛性/吊りやすさも、ローター速度とその結果生じる遠心力の大きさに応じて相対的であることは明らかである。条件付き境界は、ローターサポートの固有振動数である。
For mechanical systems, the shape and frequency of natural vibrations are determined by the mass and the elasticity of the elements of mechanical system. That is, the frequency of natural vibrations is an internal characteristic of the mechanical system and does not depend on external forces. Being deflected from the state of equilibrium, supports due to elasticity tend to return to the position of equilibrium. But due to the inertia of the massive rotor, this process is in the nature of damped oscillations. These vibrations are the natural vibrations of the rotor-support system. Their frequency depends on the ratio of the mass of the rotor to the elasticity of the supports, as formula (2) below shows.
ローターが回転し始め、その回転数が固有振動数に近づくと、振動の振幅が急激に大きくなり、構造物の破壊につながる。
The phenomenon of mechanical resonance occurs. Near resonance the response is amplified by the quality factor Q = 1/(2ζ), typically 3–17 for machine structures, and the peak can be narrow: a speed change of the order of a few percent may change the vibration level several-fold. Across the resonance the phase lag swings by 180°, passing through 90° at the peak.
If the design of the mechanism is unsuccessful and the operating frequency of the rotor is close to the frequency of natural vibrations, then the operation of the mechanism becomes impossible because of the inadmissibly high vibration. Balancing by the usual methods is then impossible, because even a small change in speed drastically changes the vibration parameters. For balancing in the area of resonance, special methods not considered in this article are used.
惰性走行時(ローターの回転を止める時)、あるいは衝撃に対するシステムの応答をスペクトル分析する衝撃法によって、機構の固有振動の周波数を決定することが可能である。
For mechanisms, which working frequency of rotation is above the resonance frequency, i.e. working in the supercritical (post-resonant) regime, the supports are considered to be moving and vibration sensors are used for measurement, mainly vibration accelerometers, measuring acceleration of structural elements. For mechanisms operating in pre-resonance mode, the supports are considered rigid. In this case, force sensors are used.
機械システムの線形モデルと非線形モデル。非線形性とは、機械システムのバランスをとることを妨げる要因である。
剛性の高いローターのバランシングを行う場合、線形モデルと呼ばれる数学的モデルがバランシング計算に使用されます。線形モデルとは、このようなモデルでは、一方の量が他方の量に比例(線形)することを意味します。例えば、ローターの非補償質量が2倍になれば、振動値も2倍になります。剛性の高いローターの場合、変形しないので線形モデルを使用することができます。
フレキシブル・ローターの場合、線形モデルはもはや使えない。フレキシブル・ローターの場合、回転中に重点の質量が増加すれば、さらに変形が生じ、質量に加えて重点の位置の半径も増加する。したがって、フレキシブル・ローターの場合、振動は2倍以上になり、通常の計算方法は使えなくなる。
Another source of non-linearity is a change in support stiffness at large deflections: at small deflections one set of structural elements carries the load, at large ones others come into play. This is why you cannot balance mechanisms that are not fixed on a foundation, but, for example, simply placed on the floor. With significant vibrations, the force of the unbalance can pull the mechanism off the floor, thereby significantly changing the stiffness characteristics of the system. Motor feet must be securely fastened, bolt mounts must be tightened, washer thickness must provide sufficient mounting rigidity, etc. If the bearings are broken, significant shaft misalignment and shocks are possible, which will also result in poor linearity and an inability to perform a quality balance.
バランシング装置とバランシングマシン
Recall that balancing is the process of aligning the main central axis of inertia with the rotor's axis of rotation.
このプロセスには2つの方法がある。
The first method involves machining the rotor trunnions in such a way that the axis passing through the centers of the trunnions coincides with the main central axis of inertia of the rotor. Such a technique is rarely used in practice and will not be discussed in detail in this article.
2つ目の(最も一般的な)方法は、ローターの慣性軸が回転軸にできるだけ近くなるように、ローター上の補正ウェイトを移動させたり、取り付けたり、取り外したりすることである。
バランシング中の補正ウェイトの移動、追加、除去は、穴あけ、フライス加工、表面加工、溶接、ねじ込みまたはねじ外し、レーザーまたは電子ビームによる焼き付け、電気分解、電磁波による表面加工などを含む、さまざまな技術的操作によって行うことができる。
バランシングには2つの方法がある:
- Field balancing (in situ) — the assembled rotor is balanced in its own bearings, on its own foundation, at its own operating speed, using a portable balancing kit;
- Shop balancing — the rotor is dismounted and balanced on a dedicated balancing machine.
For balancing of rotors in their own bearings, specialized balancing devices (kits) are usually used, which allow measuring the vibration of the balanced rotor at its frequency of rotation in vector form, i.e. to measure both the amplitude and the phase of vibration. At present, the above devices are manufactured on the basis of microprocessor technology and (apart from vibration measurement and analysis) provide automatic calculation of parameters of correcting weights, which should be installed on the rotor to compensate its unbalance.
これらの機器には以下が含まれる:
- コンピュータまたは産業用コントローラをベースとした測定・演算ユニット;
- 2つ(またはそれ以上)の振動センサー。
- a phase angle sensor;
- センサーを現場に設置するためのアクセサリー;
- 専用のソフトウェアで、1つ、2つ、またはそれ以上の補正平面で、ローターの振動パラメータ測定のフルサイクルを実行するように設計されています。
現在、2種類のバランシングマシンが最も一般的である:
- Soft-bearing machines (with pliable supports);
- Hard-bearing machines (with rigid supports).
Soft-bearing (above-resonance) machines have relatively pliable supports, for example, based on flat springs. The frequency of natural vibrations of these supports is usually 2-3 times lower than the rotation frequency of the balanced rotor, which is mounted on them, so the machine runs above resonance. Vibration sensors (accelerometers, vibration velocity sensors, etc.) are usually used to measure the motion of the supports of these above-resonance machines.
Hard-bearing (pre-resonance) machines use relatively rigid supports, whose natural frequencies of vibration should be 2-3 times higher than the rotation frequency of the rotor being balanced, so the machine runs below resonance. Force transducers are usually used to measure the dynamic load on the supports of the pre-resonance machine.
The advantage of pre-resonance (hard-bearing) balancing machines is that balancing on them can be performed at relatively low rotor speeds (up to 400 - 500 rpm), which greatly simplifies the design of the machine and its foundation, and increases the productivity and safety of balancing.
リジッドローターのバランシング
重要!
- バランシングは、回転軸に対するローター質量の非対称な分布によって引き起こされる振動のみを除去します。他のタイプの振動はバランシングでは除去されません!
- 回転動作周波数で共振が生じないことを保証する設計を持ち、基礎に確実に固定され、正常な軸受に取り付けられた機械装置がバランシングの対象となります。
- 欠陥のある機械は、バランシングの前に修理されなければなりません。さもなければ、正確なバランシングは不可能です。
バランシングは修理の代わりにはならない!
バランシングの主な課題は、遠心力を打ち消す補正おもりの質量と取付位置を求めることです。
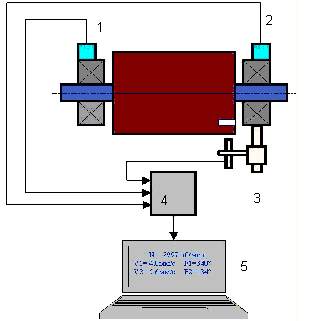
As mentioned above, for rigid rotors, it is generally necessary and sufficient to install two compensating weights. This will eliminate both the static and the couple components of the rotor unbalance. The general scheme for measuring vibration during balancing is as follows.
Vibration sensors are installed on the bearing supports at points 1 and 2. A revolution mark is attached to the rotor, usually with reflective tape. The revolution mark is used by the laser tachometer to determine the rotor speed and phase of the vibration signal.
動的バランス調整の実行方法(3回実行法)
In most cases dynamic balancing is carried out by the method of three starts. The method is based on the fact that trial weights of known mass are placed on the rotor in series in plane 1 and 2 and the weights and the location of the balancing weights are calculated based on the results of changes in the vibration parameters.
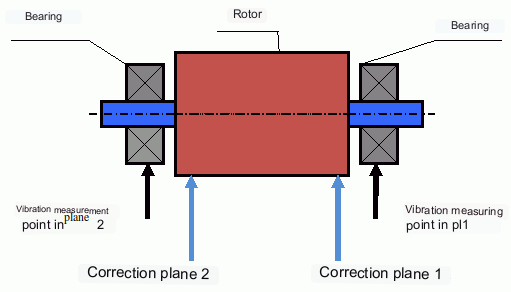
The plane in which a correction weight is installed is called a 修正面. Correction planes are located on the rotor itself — typically at the two ends of the rotor body, on the fan or impeller disks, or on dedicated balancing rings. They should be chosen as far apart along the shaft as the design allows, so that a moderate weight produces a sufficient correcting moment. This is not the same as the measuring points, which are on the bearing housings (see Fig. 6).
At the first start-up the initial vibration is measured (in the Balanset software this is Run 0). Then a trial weight of known mass is placed on the rotor closer to one of the bearings. A second start-up is carried out (Run 1) and the vibration parameters are measured, which should change due to the test weight installation. Then the test weight in the first plane is removed and installed in the second plane. A third test run is performed (Run 2) and the vibration parameters are measured. The test weight is removed and the software automatically calculates the masses and installation angles of the balance weights.
The calculated correction weights are then installed in their planes and a check run is made — in the Balanset software this is Run T (Trim). The residual vibration is compared with the tolerance. If the result is still above the target, the software reuses the influence coefficients already determined, so no new trial-weight runs are needed — only a small additional trim correction is computed and installed.
The point of installing the test weights is to determine how the system reacts to changes in unbalance. The weights and locations of the test weights are known, so the software can calculate so called influence coefficients, showing how introducing a known unbalance affects the vibration parameters. The influence coefficients are characteristics of the mechanical system itself and depend on the rigidity of the supports and the mass (inertia) of the rotor-support system.
同じ設計の同じタイプのメカニズムでは、影響係数は近くなります。それらをコンピュータのメモリに保存し、テスト運転なしで同じタイプのメカニズムのバランシングに使用することが可能で、バランシングの生産性を大幅に向上させます。テストウェイトの質量は、テストウェイトを取り付けたときに振動パラメータが顕著に変化するように選択する必要があることに注意してください。さもなければ、影響係数の計算誤差が増大し、バランシングの品質が悪化します。
図1から分かるように、遠心力は半径方向、すなわちローター軸に対して垂直な方向に作用します。したがって、振動センサーは感度軸も半径方向を向くように取り付ける必要があります。通常、基礎の水平方向の剛性は低いため、水平方向の振動のほうが大きくなります。そのため、感度を高めるには、センサーの感度軸も水平方向を向くように設置するのが望ましいです。もっとも、本質的な違いがあるわけではありません。半径方向の振動に加えて、ローター回転軸に沿った軸方向振動も監視する必要があります。この振動は通常、アンバランスではなく、主にカップリングで接続されたシャフトのミスアライメントなど、別の原因によって生じます。
This vibration cannot be eliminated by balancing, in which case alignment is required. In practice, such machines usually have both rotor unbalance and shaft misalignment, which makes the task of eliminating vibration much more difficult. In such cases, it is necessary to center the machine first and then balance it. (Although with strong torque unbalance, vibration also occurs in the axial direction due to "twisting" of the foundation structure.)
関連記事(バランススタンドの例)
バランス機構の品質を評価する基準
The balancing quality of rotors (mechanisms) can be evaluated in two ways. The first method involves comparing the amount of residual unbalance determined during the balancing process with the tolerance for residual unbalance. These tolerances for the different rotor classes are specified in ISO 21940-11 (formerly ISO 1940-1).
How the tolerance is computed (ISO 21940-11). The standard specifies a balance quality grade G, which is the product of the permissible specific unbalance eper and the service angular velocity ω, expressed in mm/s:
- ω = 2π·n / 60 [rad/s], where n is the service speed in rpm;
- eper = G · 1000 / ω [g·mm/kg] (numerically equal to µm of center-of-mass offset) — equivalently eper = 9549 · G / n;
- Uper = eper · m [g·mm], where m is the rotor mass in kg.
Worked example. Rotor m = 50 kg, service speed n = 3000 rpm, grade G 6.3 (fans, pumps, standard electric motors): ω = 2π·3000/60 = 314.2 rad/s; eper = 6.3 · 1000 / 314.2 = 20.1 g·mm/kg (cross-check: 9549 · 6.3 / 3000 ≈ 20.1); Uper = 20.1 · 50 ≈ 1000 g·mm for the whole rotor.
Splitting the tolerance between two planes. For a rotor whose center of mass lies between the correction planes, the total tolerance is divided in inverse proportion to the distance from the center of mass to each plane; for a symmetrical rotor this is simply half in each plane — about 500 g·mm per plane in the example above. Neither plane should be allocated more than 70% or less than 30% of Uper.
Typical grades: G 0.4 — gyroscopes, spindles of precision grinders · G 1 — grinding-machine spindles, precision armatures · G 2.5 — turbines, turbo-generators, machine-tool drives · G 6.3 — general engineering: fans, pump impellers, flywheels, standard electric motors · G 16 — cardan shafts with special requirements, agricultural machinery, crushers · G 40 — car wheels, drive shafts (cardan shafts) · G 100 — crankshaft drives of high-speed diesel engines.
しかし、指定された公差を遵守しても、機構の振動の最小レベルの達成に関連する機構の動作信頼性を完全に保証することはできません。これは、機構の振動の大きさが、ローターの残留アンバランスに関連する力の大きさによって決定されるだけでなく、機構の構造要素の剛性k、質量m、減衰係数、回転周波数など、他のいくつかのパラメータにも依存するという事実によって説明される。したがって、多くの場合、機構の動的品質(バランスの品質を含む)を推定するには、機構の残留振動レベルを推定することが推奨されます。
The most widely used standard for permissible vibration levels of industrial machines is ISO 20816-3 (formerly ISO 10816-3). It covers machines above 15 kW running at 120–15,000 rpm, and it classifies them in two dimensions: by power group (Group 1 — above 300 kW; Group 2 — 15 to 300 kW) and by support type (rigid or flexible). Each combination has its own A/B, B/C and C/D zone boundaries in mm/s RMS. Machines outside this scope have dedicated parts of the series (turbine sets — ISO 20816-2, hydraulic machines, reciprocating machines, pumps) or product standards such as ISO 14694 for industrial fans.
For general machines evaluated on non-rotating parts, the classic ISO 10816-1 zones (now part of ISO 20816-1) give the following boundaries of vibration velocity, mm/s RMS:
| クラス | A/B | B/C | C/D |
|---|---|---|---|
| Class I (small machines, up to 15 kW) | 0.71 | 1.80 | 4.50 |
| Class II (medium machines, 15–75 kW) | 1.12 | 2.80 | 7.10 |
| Class III (large machines, rigid foundation) | 1.80 | 4.50 | 11.20 |
| Class IV (large machines, flexible foundation) | 2.80 | 7.10 | 18.00 |
Zone A corresponds to the vibration of new machines; zone B is acceptable for unrestricted long-term operation; zone C allows only restricted operation; zone D indicates vibration severe enough to cause damage.
標準と参照
- ISO 21940-11:2016 — Mechanical vibration — Rotor balancing — Part 11: Procedures and tolerances for rotors with rigid behaviour. (Replaces ISO 1940-1, which is withdrawn.) G-grades and tolerance calculator →
- ISO 21940-2 — Mechanical vibration — Rotor balancing — Part 2: Vocabulary. (Definitions of static, couple, quasi-static and dynamic unbalance.)
- ISO 20816-1:2016 — Mechanical vibration — Measurement and evaluation of machine vibration — Part 1: General guidelines. (Replaces ISO 10816-1 and ISO 7919-1.) Evaluation zones →
- ISO 20816-3:2022 — Mechanical vibration — Measurement and evaluation of machine vibration — Part 3: Industrial machines with nominal power above 15 kW and nominal speeds between 120 r/min and 15 000 r/min. (Replaces ISO 10816-3:2009.)
- ISO 14694:2003 — Industrial fans — Specifications for balance quality and vibration levels.
よくあるご質問
バランス調整によりすべての振動が除去されますか?
いいえ。バランス調整は、回転軸に対するローター質量の非対称分布によって生じる振動を除去します。ミスアライメント、ベアリングの欠陥、空気力/流体力、電磁力など、その他の原因による振動については、別途診断と是正措置が必要です。
共振点の近くでバランス調整が失敗するのはなぜですか?
共振点付近では、わずかな速度変化でも振動振幅に大きな変化が生じ、位相が180°ずれることがあります。このような状況では測定結果が不安定になり、従来のバランス調整手順では特別な手法を用いなければ収束しない可能性があります。
一面バランシングと二面バランシングはそれぞれいつ必要になりますか?
1 面 is enough for disk-shaped rotors, where the axial length of the rotor is small compared with the diameter — as a rule of thumb L/D < 0.5 — and the service speed is well below the first critical speed. Typical examples: a grinding wheel, a single-disk fan impeller, a pulley, a car wheel. Such a rotor carries almost purely static unbalance.
2機の飛行機 are required for elongated rotors (L/D ≥ 0.5), for any rotor with two or more impellers or disks spaced along the shaft, and whenever the vibration phase at the two bearings differs markedly — a sign of a couple component. A rigid rotor never needs more than two planes.
When in doubt, measure both bearings: if a one-plane correction reduces the vibration at one bearing and increases it at the other, the rotor has a couple component and needs two-plane balancing.
バランス調整の前に何をすべきでしょうか?
機械が使用可能であることを確認してください。基礎への確実な取り付け、ベアリングの健全性、著しい緩みがないこと、明らかな非直線性の原因がないことなどを確認してください。バランス調整は修理の代替手段ではありません。
重要なポイント
- バランス調整により、質量関連(遠心力)の励起は修正されますが、芯ずれ、ベアリングの損傷、または電磁気的/空気力学的発生源は解決されません。
- 共振と非線形性により、従来のバランス調整が無効になったり、安全でなくなったりする可能性があります。
- For rigid rotors, two-plane balancing is the general solution for dynamic unbalance (the combination of static + couple).