Instruksjon for dynamisk akselbalansering: Statisk vs. dynamisk, Feltprosedyre og ISO 21940-kvaliteter
Alt en feltingeniør trenger for å balansere rotorer på stedet – fra fysikken bak ubalanse til den endelige verifiseringskjøringen. Syvtrinnsprosedyre, formler for prøvevekt, måling av korreksjonsvinkel og ISO-toleransetabeller. Testet på over 2000 rotorer på tvers av vifter, mulchere, knusere og aksler.
Hva er dynamisk balansering?
Dynamisk balansering er prosessen med å måle og korrigere den ujevne massefordelingen til et roterende legeme (rotor) mens det roterer med driftshastighet. I motsetning til statisk balansering, som korrigerer masseforskyvning i et enkelt plan, adresserer dynamisk balansering ubalanse i to eller flere fly samtidig, og eliminerer både sentrifugalkraften og vippeparet som forårsaker lagervibrasjoner.
Hver roterende del – fra en 200 kg tung mulcherrotor til en 5 g tung tannborspindel – har en viss gjenværende ubalanse. Produksjonstoleranser, materialavvik, korrosjon og akkumulerte avleiringer forskyver massesenteret bort fra den geometriske rotasjonsaksen. Resultatet er en sentrifugalkraft som vokser med kvadratet av hastigheten: doblet turtall og firedoblet kraft.
En rotor som roterer med 3000 o/min med bare 10 g ubalanse ved en radius på 150 mm genererer omtrent 150 N rotasjonskraft – nok til å ødelegge lagre i løpet av uker. Dynamisk balansering reduserer denne kraften til et nivå spesifisert av internasjonale standarder (ISO 21940‑11, tidligere ISO 1940), noe som forlenger lagrenes levetid fra måneder til år og reduserer vibrasjonsrelatert nedetid.
Statisk vs. dynamisk balanse
Rotorens tyngdepunkt er forskjøvet fra rotasjonsaksen i ett plan. Når den plasseres på kniveggstøtter, ruller den tunge siden ned til bunnen – du kan oppdage dette uten at den spinner.
Korreksjon: Legg til eller fjern masse i en enkelt vinkelposisjon motsatt det tunge punktet. Ett korreksjonsplan er nok.
Gjelder for: smale skiveformede deler der diameter > 7× bredde – svinghjul, slipeskiver, enkeltskiveløpehjul, sagblad, bremseskiver.
To (eller flere) masseforskyvninger sitter i forskjellige fly langs rotorens lengde. De kan kansellere hverandre statisk – rotoren sitter stille på knivkanter – men skaper en rockende par ved spinning. Dette paret kan ikke oppdages eller korrigeres uten rotasjon.
Korreksjon: to kompenserende vekter i to separate plan. Instrumentet beregner masse og vinkel for hvert plan fra påvirkningskoeffisientmatrisen.
Gjelder for: forlengede rotorer – aksler, vifter med brede impeller, mulcherrotorer, ruller, flertrinns pumpeimpeller, turbiner.
Fire typer ubalanse
ISO 21940‑11 skiller mellom fire grunnleggende ubalansemønstre. Å forstå hvilket som dominerer hjelper med å velge riktig balanseringsstrategi.
I praksis har nesten alle rotorer du støter på i felten dynamisk ubalanse – en kombinasjon av kraft- og kraftparkomponenter. Derfor er toplansbalansering standardprosedyren for alle rotorer som ikke er en tynn skive.
Når skal man bruke balansering i ett plan kontra i to plan
Den avgjørende faktoren er rotorens geometriforhold L/D (aksial lengde til ytre diameter) kombinert med driftshastigheten.
| Kriterium | Enkeltplan (1 sensor) | Toplans (2 sensorer) |
|---|---|---|
| L/D-forhold | L/D < 0,14 (diameter > 7× bredde) | L/D ≥ 0,14 |
| Typiske deler | Slipeskive, svinghjul, enkeltskiveløpehjul, trinse, bremseskive, sagblad | Vifterotor, mulcher, aksel, valse, flertrinnspumpe, turbin, knuser |
| Ubalansetyper korrigert | Kun statisk (kraft) | Statisk + kraftpar + dynamikk (kraft + moment) |
| Rettelse fly | 1 | 2 |
| Måleforløp | 2 (innledende + 1 forsøk) | 3 (innledende + 2 forsøk, ett per plan) |
| Tid på stedet | 15–20 minutter | 30–45 minutter |
ISO 21940‑11 Balansekvalitetsgrader
ISO 21940‑11 (etterfølgeren til ISO 1940‑1) tildeler hver klasse av roterende maskiner en balansekvalitetsgrad G, definert som den maksimalt tillatte hastigheten til rotorens tyngdepunkt i mm/s. Den tillatte gjenværende spesifikke ubalansen eper (i g·mm/kg) er avledet fra graden og driftshastigheten:
G — balansekvalitetsgrad (f.eks. 6,3 betyr 6,3 mm/s)
ω — vinkelhastighet, rad/s
RPM — driftshastighet, o/min
| Karakter | e·ω, mm/s | Maskintyper |
|---|---|---|
G 0.4 |
0.4 | Gyroskoper, spindler til presisjonsslipemaskiner |
G 1.0 |
1.0 | Turboladere, gassturbiner, små elektriske armaturer med spesielle krav |
G 2.5 |
2.5 | Elektriske motorer, generatorer, mellomstore/store turbiner, pumper med spesielle krav |
G 6.3 |
6.3 | Vifter, pumper, prosessmaskiner, svinghjul, sentrifuger, generelle industrimaskiner |
G 16 |
16 | Landbruksmaskiner, knusere, drivaksler (kardan), deler av knusemaskiner |
G 40 |
40 | Personbilhjul, veivakselenheter (serieproduksjon) |
G 100 |
100 | Veivakselaggregater i store, langsomme marine dieselmotorer |
Utarbeidet eksempel: Vifterotor
En sentrifugalvifte veier 80 kg, opererer med 1450 o/min, og korreksjonsradiusen er 250 mm. Nødvendig karakter: G 6.3.
Ved korreksjonsradius 250 mm: maks restmasse = 3320 / 250 = 13,3 g per fly
Det betyr at hvert korreksjonsplan ikke kan beholde mer enn 13,3 g ubalanse – omtrent vekten av tre M6-skiver.
Relaterte standarder: ISO 21940‑11 (stive rotorer), ISO 21940‑12 (fleksible rotorer), ISO 10816‑3 (grenser for vibrasjonsstyrke), ISO 1940 (eldre forgjenger).
Syvtrinns feltbalanseringsprosedyre
Dette er påvirkningskoeffisientmetoden for toplansfeltbalansering, anvendt med et bærbart instrument som Balanset‑1A. Den samme logikken fungerer med alle tokanals balanseringsanalysatorer.

Mt = M r × K / (R t × (N/100)²) hvor Mr = rotormasse (g), K = stivhetskoeffisient for støtten (1–5, bruk 3 for gjennomsnitt), Rt = installasjonsradius (cm), N = o/min. Eller bruk vår kalkulator for prøvevekt på nett — skriv inn rotorparametrene dine og få anbefalt masse umiddelbart.

Beregning av prøvevekt
Prøvevekten må være tung nok til å produsere en merkbar vibrasjonsendring, men lett nok til ikke å overbelaste lagrene eller skape en farlig tilstand. Standard empirisk formel tar hensyn til rotormasse, korreksjonsradius, driftshastighet og stivhet i støtten:
Mr — rotormasse, gram
K — stivhetskoeffisient for støtte (1 = myke fester, 3 = gjennomsnittlig, 5 = stivt fundament)
Rt — installasjonsradius for prøvevekt, cm
N — driftshastighet, o/min
Vil du ikke gjøre regnestykket for hånd? Bruk vår kalkulator for prøvevekt på nett ↗ — skriv inn rotorparametrene, støttetypen og vibrasjonsnivået, og få anbefalt masse umiddelbart.
Utarbeidede eksempler (K = 3, gjennomsnittlig stivhet)
| Maskin | Rotormasse | RPM | Radius | Prøvevekt (K = 3) |
|---|---|---|---|---|
| Mulcherrotor | 120 kg | 2,200 | 30 cm | 360 000 / (30 × 484) ≈ 25 g |
| Industriell vifte | 80 kg | 1,450 | 40 cm | 240 000 / (40 × 210,25) ≈ 29 gram |
| Sentrifugetrommel | 45 kg | 3,000 | 15 cm | 135 000 / (15 × 900) = 10 g |
| Knuseraksel | 250 kg | 900 | 25 cm | 750 000 / (25 × 81) ≈ 370 g |
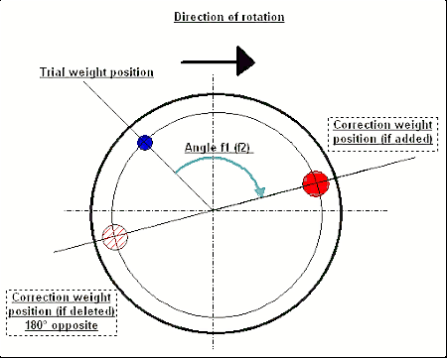
Korreksjonsvinkelmåling
Balanseringsinstrumentet sender ut to tall per plan: masse (hvor mye vekt) og vinkel (hvor den skal plasseres). Vinkelen refererer alltid til prøvevektens posisjon.

Slik måler du vinkelen
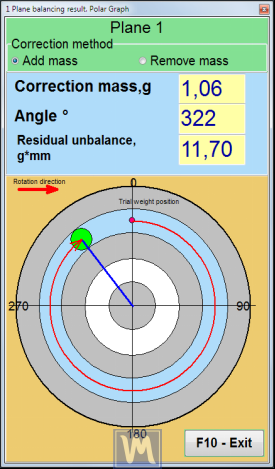
- Referansepunkt (0°): vinkelposisjonen der du plasserte prøvevekten. Merk den tydelig på rotoren før prøvekjøringen.
- Måleretning: alltid i rotorens rotasjonsretning.
- Lese vinkelen: Instrumentet viser vinkel f₁ for plan 1 og f₂ for plan 2. Fra prøvevektmerket teller du det antallet grader i rotasjonsretningen – det er dit korreksjonsvekten går.
- Hvis du fjerner masse: Plasser korreksjonen 180° motsatt den angitte "legg til"-posisjonen.
Vektdeling til faste posisjoner
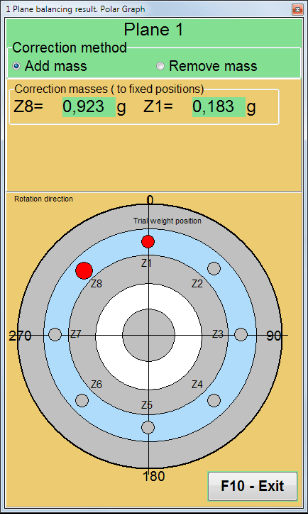
Når rotoren har forhåndsborede hull eller faste monteringsposisjoner (f.eks. viftebladbolter), kan det hende at du ikke kan plassere en vekt i den nøyaktig beregnede vinkelen. Balanset-1A inkluderer en vektdelingsfunksjon: Du skriver inn vinklene til de to nærmeste tilgjengelige posisjonene, og programvaren deler den enkle korreksjonsvektoren opp i to mindre vekter på disse posisjonene. Den kombinerte effekten samsvarer med den opprinnelige vektoren.
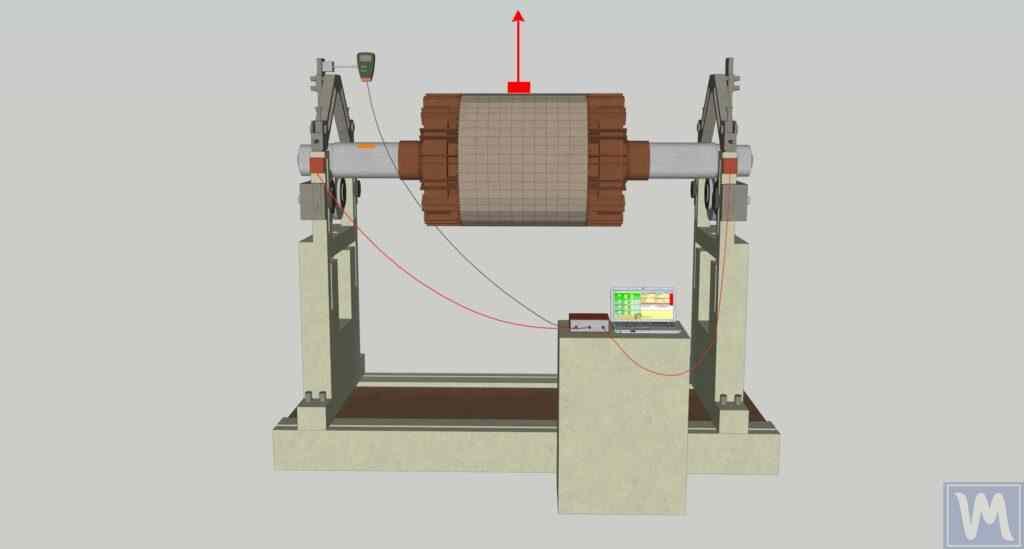
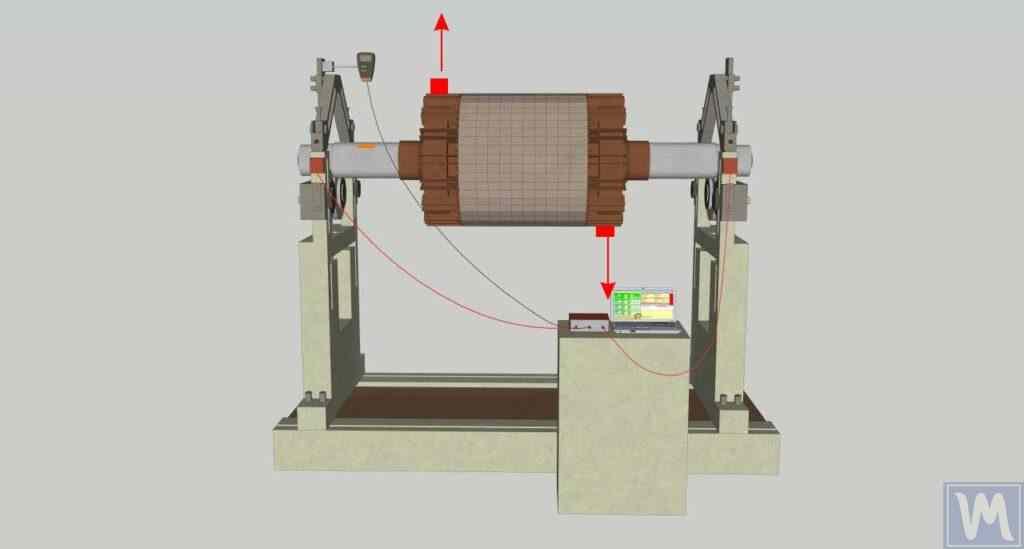
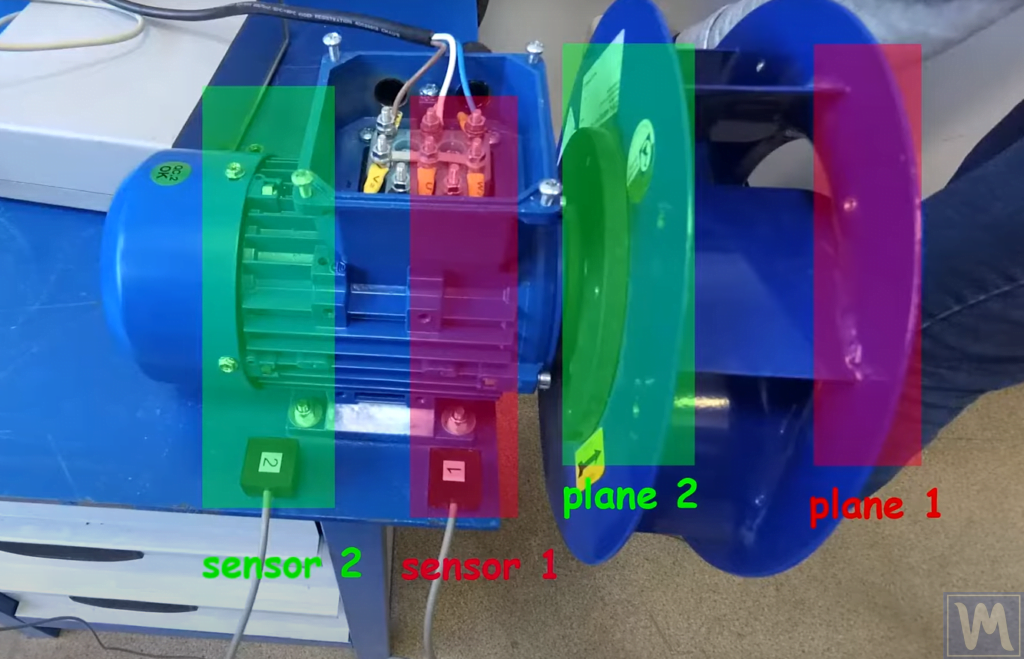
Korreksjonsplan og plassering av sensorer
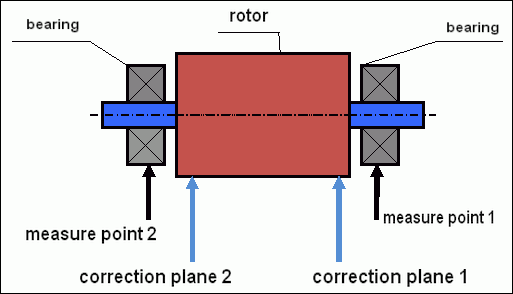
Korreksjonsplanet er den aksiale posisjonen på rotoren der du legger til eller fjerner masse. Sensoren måler vibrasjon ved nærmeste lager. Noen viktige regler:
- Sensoren går på lagerhuset — så nær lagerets senterlinje som mulig, i radial retning (horisontalt foretrukket).
- Plan 1 tilsvarer sensor 1, Plan 2 til sensor 2. Hold nummereringen konsistent, ellers vil programvaren bytte korreksjonsplan.
- Maksimer planavstand: Jo lenger fra hverandre de to korreksjonsplanene er, desto bedre er paroppløsningen. Minste praktiske avstand er ⅓ av lagerspennet.
- Velg tilgjengelige stillinger: Korreksjonsplanet må være et sted der du fysisk kan feste vekter – en flenskant, boltsirkel, felg eller sveiseflate.

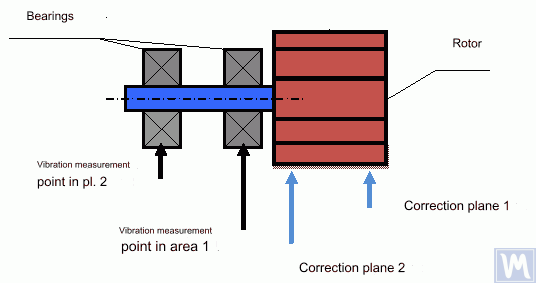
På bildet over er en mulcherrotor klargjort for toplansbalansering. Blå markører 1 og 2 indikerer sensorposisjonene på lagerhusene. Røde markører 1 og 2 viser korreksjonsplanene – i dette tilfellet de flensede endene av rotorhuset der vektene skal sveises.
Utkragende (overhengende) rotor
Cantilever-rotorer – vifteimpeller, svinghjul montert utenfor lagerspennet, pumpeimpeller – krever en annen sensor- og planoppsett. Begge korreksjonsplanene er på samme side av lagrene, og sensorplasseringen må ta hensyn til ubalansen i det overhengende masseforsterkningsparet.
Bruksområder etter maskintype
Vektfestemetoder
| Metode | Vedlegg | Best for | Grenser |
|---|---|---|---|
| Sveising | Stålskiver eller -plater festet til rotorkanten | Mulchere, knusere, tunge industrirotorer | Permanent. Kan ikke brukes på aluminium eller rustfritt stål uten spesialstang. |
| Bolter og muttere | Boltes gjennom forhåndsborede hull med låsemuttere | Viftehjul, svinghjul, koblingsflenser | Krever eksisterende hull eller ny boring |
| Slangeklemmer | Slangeklemme i rustfritt stål med vektklemme | Aksler, ruller, sylindriske rotorer i felten | Midlertidig eller semi-permanent. Bekreft klemmemomentet |
| Festeskrue med klips | Ferdiglagde klipsvekter (som dekkvekter) | Vifteblader, tynne felger, lette rotorer | Begrenset masseområde. Kan slure ved høye turtall. |
| Lim (epoksy) | Vekt limt til overflaten | Presisjonsrotorer, rene miljøer | Krever ren, tørr overflate. Temperaturgrense ~120 °C. |
| Materialfjerning | Boring eller sliping av materiale vekk fra den tunge siden | Turboladere, høyhastighetsspindler, impeller | Permanent og presis, men irreversibel. Bruk ved vektøkning er ikke trygt. |
Vanlige feil i feltbalansering
| # | Feil | Konsekvens | Fastsette |
|---|---|---|---|
| 1 | Sensor montert på et vern eller deksel | Resonansen i dekselet forvrenger amplitude- og faseavlesninger → feil korrigering | Monter alltid på lagerhusets metalloverflate |
| 2 | Prøvevekten er for lett | Fase- og amplitudeendring er innenfor støy → påvirkningskoeffisienter er upålitelige | Sørg for ≥30% amplitudeendring eller ≥30° faseforskyvning ved minst én sensor |
| 3 | Hastighetsvariasjon mellom løpene | Vibrasjon ved 1× endres med RPM² – selv hastighetsendring på 5% ødelegger dataene | Bruk en turteller for presis turtallsmåling. Vent til hastigheten stabiliserer seg. |
| 4 | Glemmer å fjerne prøvevekten | Korreksjonsberegning inkluderer effekt av forsøksvekt → resultatet er meningsløst | Følg en streng rutine: fjern prøvevekt før du monterer korreksjonsvekter |
| 5 | Blander sammen plan 1 og plan 2 | Korreksjonsvektene går i feil plan → vibrasjonen øker | Merk sensorer og plan tydelig. Sensor 1 → Plan 1, Sensor 2 → Plan 2 |
| 6 | Målevinkel motsatt rotasjon | Korreksjon går 360° − f i stedet for f → motsatt side av rotoren | Bekreft rotasjonsretningen før start. Mål alltid i rotasjonsretningen. |
| 7 | Termisk vekst under løp | Lagerklaring endres mellom kaldstartkjøringer → avdriftsmålinger | Enten varm opp til stabil tilstand før løp 0, eller fullfør alle løpene raskt (<5 min fra hverandre) |
| 8 | Bruk av ett plan på en lang rotor | Ubalansen i paret forblir ukorrigert → vibrasjonen kan til og med øke ved det fjerneste lageret | Bruk toplansbalansering for alle rotorer der L/D ≥ 0,14 eller planavstand er betydelig |
Feltrapport: Balansering av mulcherrotor
Maskin: Maschio Bisonte 280 slagklipper, 165 kg rotor, 2100 o/min kraftuttakshastighet. Kunde rapporterte kraftig vibrasjon etter å ha byttet 8 slagklippere.
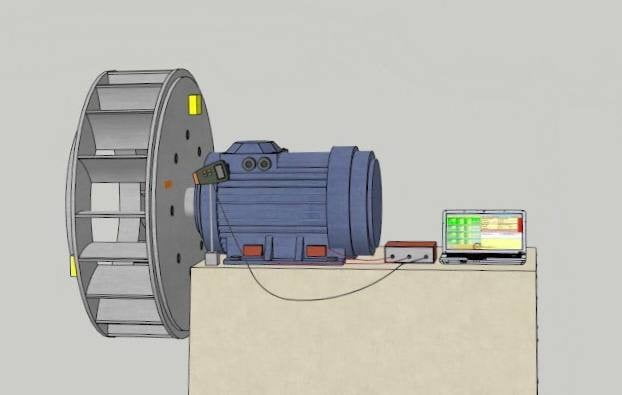
Oppsett: To akselerometre på lagerhus, laserturteller på kraftuttaksaksel. Balanset-1A toplansmodus.
Kjør 0: Sensor 1 = 12,4 mm/s @ 47°, Sensor 2 = 8,9 mm/s @ 213°. ISO 10816-3 sone D (fare).
Prøvekjøringer: 500 g prøvevekt brukt i begge plan. Tydelig respons — amplitudeendring >60% ved begge sensorer.
Korreksjon: Plan 1: 340 g sveiset ved 128°. Plan 2: 215 g sveiset ved 276°.
Bekreftelse: Sensor 1 = 0,8 mm/s, Sensor 2 = 0,6 mm/s. ISO-sone A (bra). Ingen trimkjøring nødvendig.
Toplans dynamisk balansering av en vifte
Industrielle vifter – sentrifugalvifter, aksialvifter og blandede vifter – er blant de vanligste rotorene som balanseres i feltet. Fremgangsmåten nedenfor viser en reell toplansjobb på en radialvifte ved bruk av Balanset-1A.
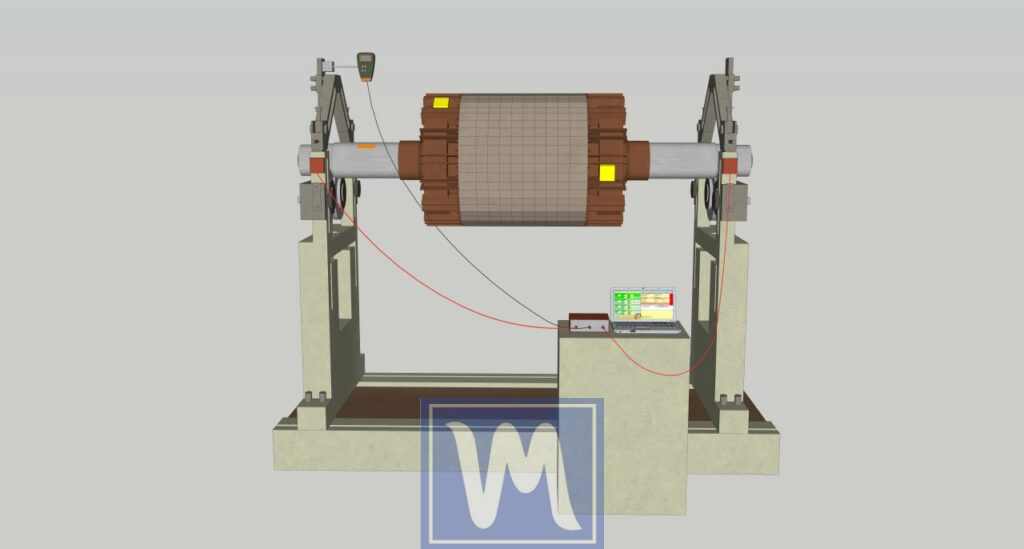
Bestemme plan og installere sensorer
Rengjør overflatene for montering av sensorer for smuss og olje. Sensorene må sitte tett inntil metalloverflaten på lagerhuset – de må aldri monteres på deksler, vern eller ustøttede metallplater.
- Sensor 1 (rød): Installer nærmere fronten av viften (plan 1-side).
- Sensor 2 (grønn): Installer nærmere baksiden av viften (plan 2-side).
- Plan 1 (rød sone): Korreksjonsplan på impellerskiven, nærmere fronten.
- Plan 2 (grønn sone): Korreksjonsplan nærmere bakplaten eller navet.
Koble både vibrasjonssensorene og laserturtelleren til Balanset-1A. Fest reflekterende tape til akselen eller navet for å se turtallsreferansen.
Balanseringsprosessen
Start viften og foreta innledende vibrasjonsmålinger (kjøring 0). Installer en prøvevekt med kjent masse på plan 1 på et vilkårlig punkt, kjør viften og registrer vibrasjonsendringen (kjøring 1). Flytt prøvevekten til plan 2 på et vilkårlig punkt, kjør viften igjen og registrer (kjøring 2). Balanset-1A-programvaren bruker alle tre målingene til å beregne korreksjonsmassen og vinkelen for hvert plan.
Vinkelmåling for viftekorreksjonsvekter
Vinkelen måles fra prøvevektens posisjon i viftens rotasjonsretning – nøyaktig som beskrevet i Korreksjonsvinkelmåling seksjonen ovenfor. Merk av hvor prøvevekten ble plassert (0° referanse), og tell deretter den angitte vinkelen langs rotasjonsretningen for å finne korreksjonsvektens posisjon.

Basert på vinklene og massene beregnet av programvaren, installer korreksjonsvektene på plan 1 og plan 2. Kjør viften en gang til og kontroller at vibrasjonen har sunket til et akseptabelt nivå per ISO 21940‑11 (vanligvis G 6,3 for generelle vifter). Hvis gjenværende vibrasjon fortsatt er over målet, utfør én trimkjøring.
Ofte stilte spørsmål
Utstyr for feltbalansering
Den Balanset‑1A er et tokanals bærbart instrument som håndterer dynamisk balansering i ett plan og to plan, pluss vibrasjonsanalyse (total hastighet, spektre, bølgeform). Det leveres som et komplett sett:
- 2× piezoelektriske vibrasjonssensorer med magnetiske fester
- Laserturteller (kontaktfri turtallssensor) med reflekterende tape
- USB-måleenhet (kobles til hvilken som helst Windows-bærbar PC)
- Programvare: balanseringsveiviser, vibrasjonsmåler, spektrumanalysator
- Bæreveske med alle kabler og tilbehør
Turtallsområde: 300–100 000. Vibrasjonsområde: 0,5–80 mm/s RMS. Fasenøyaktighet: ±1°. Vektdeling, trimkjøringer, toleransekontroll og rapportgenerering er inkludert i programvaren. Hele settet veier 3,5 kg.


0 kommentarer