Roottorin tasapainotus sorvilla: Kustannustehokas ratkaisu tuotteiden laadun parantamiseen.
Nykyaikaisessa valmistuksessa, jossa tuotteiden laatu on äärimmäisen tärkeää, roottorin tasapainottamisesta tulee olennainen osa teknologista prosessia. Erikoistuneen tasapainotuslaitteiston hankkiminen voi kuitenkin olla kallista pienille ja keskisuurille yrityksille. Tässä artikkelissa tarkastelemme mahdollisuutta käyttää sorveja roottoreiden tasapainottamiseen, mikä voi vähentää merkittävästi laitekustannuksia ja parantaa tuotannon tehokkuutta.
Sorvi tasapainotustyökaluna
Suunnittelunsa ja toimintojensa ansiosta sorvia voidaan käyttää menestyksekkäästi erityyppisten ja -kokoisten roottorien tasapainottamiseen. Tämän lähestymistavan tärkein etu on kustannussäästöt, koska kalliita erikoislaitteita ei tarvitse hankkia. Lisäksi sorvin käyttö mahdollistaa tasapainottamisen suoraan roottorin valmistusprosessin aikana, mikä lyhentää tuotantoaikaa ja parantaa tuotteen laatua. On tärkeää huomata, että tehokkaan tasapainotuksen kannalta roottorin massan on oltava verrattavissa sorvin karan massaan.
Tasapainottamisen valmistelu
Ennen tasapainotusprosessin aloittamista on toteutettava useita valmistelevia toimenpiteitä:
- Sopivan sorvin valinta: Sorvissa on oltava riittävä jäykkyys ja tarkkuus, jotta roottorin kiinnitys on luotettava ja värähtelymittaukset tarkkoja.
- Mittausjärjestelmän asentaminen: Roottorin värähtelyn mittaamiseen sorvissa voidaan käyttää kannettavaa tasapainotuslaitetta, kuten Balanset-1A:ta. Se sisältää värähtelyanturit, kierroslukumittarin ja ohjelmiston tietojen analysointia ja korjaavan massan laskentaa varten.
- Karan tasapainottaminen: Tärkeä vaihe valmistelussa on sorvin karan tasapainottaminen. Tämä on välttämätöntä, jotta sen oman epätasapainon vaikutus mittaustuloksiin voidaan poistaa.
Tässä artikkelissa kerron yksityiskohtaisesti kokemuksestamme ja menetelmistämme kumipintaisten akselien dynaamisessa tasapainottamisessa sorvissa - ratkaisu, johon tosin suhtauduin aluksi epäilevästi tällaisten koneiden luontaisen jäykkyyden ja huomattavan painon vuoksi. Yllättävää kyllä, operaatio sujui saumattomasti ja saavutettiin ISO 1940 -standardien mukainen g 6,3 -tarkkuus.

Roottorin tasapainotusprosessi sorvissa teoriassa
Roottorin tasapainottaminen sorvissa käsittää seuraavat vaiheet:
Roottorin kiinnittäminen
Roottori on kiinnitetty tukevasti sorvin jakkaraan tai keskuksiin, jotta tasapainotusprosessin vakaus voidaan varmistaa.
Antureiden asentaminen
Tärinäanturit asennetaan laakeritukiin tai sorvin runkoon, ja kierroslukumittari kohdistetaan roottoriin kiinnitettyyn heijastinnauhaan.
Alkuperäisen tärinän mittaaminen
Roottorin alkuperäinen värähtelytaso mitataan sen käyntinopeudella.
Testipainon asentaminen
Roottoriin asennetaan tunnetun massan omaava testipaino, ja värähtely mitataan uudelleen.
Korjaavien massojen laskeminen
Balanset-1A-ohjelmisto analysoi mittaustulokset ja laskee tarvittavat korjaavat massat ja niiden sijoituskulmat.
Roottorin massan korjaaminen
Roottorin rakenteesta ja sorvin mahdollisuuksista riippuen massan korjaus voidaan suorittaa poraamalla, jyrsimällä, hitsaamalla tai muilla menetelmillä.
Tasapainotuksen todentaminen
Kun korjaukset on tehty, suoritetaan kontrollitärinämittaus. Prosessi toistetaan tarvittaessa, kunnes vaadittu tasapainotaso on saavutettu.
Eksentrisyyden huomioon ottaminen
Tasapainotuksen jälkeen on tärkeää ottaa huomioon eksentrisyys kääntämällä roottoria kiinnikkeessä 180 astetta ja toistamalla mittaus. Balanset-1A-ohjelmistossa on erityinen toiminto eksentrisyyden kompensointia varten.
Dynaaminen tasapainotusprosessi käytännössä:
- Kiertotaajuus: Näiden akselien pyörimisnopeus on tyypillisesti 300-500 kierrosta minuutissa (rpm). Tässä erityistapauksessa tasapainotus suoritettiin 550 kierroksen minuutissa.
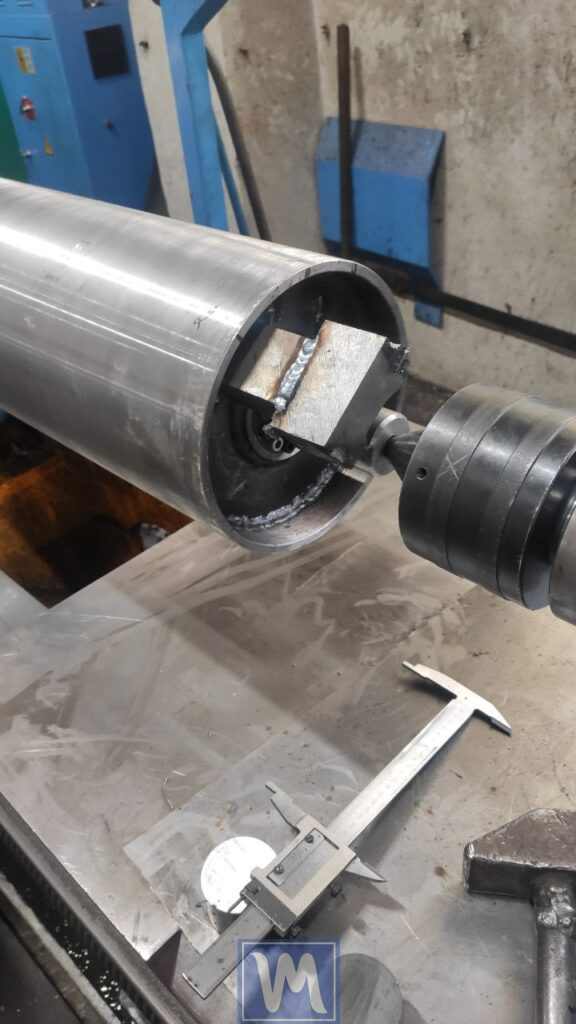
- Asetukset: Kumilla päällystetty akseli asennettiin sorviin, minkä jälkeen anturit sijoitettiin strategisesti, kuten oheisissa valokuvissa näkyy.

Kumipintaisten akselien dynaaminen tasapainotus paikan päällä sorvilla

Kumilla päällystettyjen akselien dynaaminen tasapainotus
-
- Alkuperäiset tärinälukemat: Ennen tasapainottamista tärinälukemat olivat 9 mm/s ja 17 mm/s.
- Koepaino: Kokeilupaino oli 340 grammaa. Tämä riitti muuttamaan värähtely- ja vaihelukemia noin 10%:llä.

- Tasapainottavat mukautukset: Koeajojen jälkeen testipainon kanssa, meidän Balanset-1A instrumentti osoitti, että akselin toiselle puolelle on lisättävä 3100 grammaa ja toiselle puolelle 4300 grammaa. Näiden säätöjen jälkeen tärinätasot laskivat 2 mm/s ja 4 mm/s.

Kumipintaisten akselien dynaaminen tasapainotus paikan päällä sorvilla
Kumipintaisten akselien dynaaminen tasapainotus paikan päällä sorvilla
- Hienosäätö: Tulosten optimoimiseksi edelleen lisäsimme 400 gramman ja 700 gramman painot. Tämän jälkeen suoritettiin toinen hienosäätö kierros lisäämällä 200 grammaa ja 400 grammaa. Tilarajoitusten vuoksi painot hitsattiin päällekkäin. Lopulta nämä väliaikaiset painot korvattiin tarkkaan leikatuilla, esteettisesti miellyttävillä vastapainoilla, jotka oli valmistettu erityisesti tätä akselia varten. Lopulliset tärinälukemat olivat vaikuttavia 0,1 mm/s molemmissa tasoissa.

Kumipintaisten akselien dynaaminen tasapainotus paikan päällä sorvilla

Kumipintaisten akselien dynaaminen tasapainotus paikan päällä sorvilla

Kumipintaisten akselien dynaaminen tasapainotus paikan päällä sorvilla







Roottorin tasapainottamisen edut sorvissa
Kustannustehokkuus
Käyttämällä sorvia tasapainottamiseen vältetään erikoisvalmisteisten tasapainotuslaitteiden hankkimisesta aiheutuvat kustannukset.
Kätevyys
Tasapainotus voidaan suorittaa suoraan roottorin valmistusprosessin aikana, mikä lyhentää tuotantoaikaa.
Korkea laatu
Nykyaikaiset kannettavat tasapainottimet, kuten Balanset-1A, tarjoavat korkean tasapainotustarkkuuden, mikä mahdollistaa alhaisen tärinätason ja paremman tuotteen laadun.
Päätelmä
Roottorien tasapainotus sorvilla on tehokas ja taloudellinen ratkaisu yrityksille, jotka haluavat parantaa tuotteiden laatua ja vähentää tuotantokustannuksia. Balanset-1A:n kaltaisten kannettavien tasapainotuslaitteiden käyttö tekee tästä prosessista yksinkertaisen ja helppokäyttöisen myös pienille korjaamoille.
Tärkeitä muistutuksia
- Jotta tasapainotus olisi tehokasta, roottorin massan on oltava verrattavissa sorvin karan massaan.
- Ennen roottorin tasapainottamista sorvin kara on tasapainotettava, jotta sen oman epätasapainon vaikutus mittaustuloksiin voidaan eliminoida.
- Parhaiden tulosten saavuttamiseksi on suositeltavaa käyttää korkealaatuisia mittauslaitteita ja noudattaa tarkasti tasapainotusmenettelyä.
Roottoreiden tasapainottaminen sorvilla on askel kohti tuotantosi tulevaisuutta, joka tuottaa tulosta parantuneen tuotelaadun, pienentyneiden kustannusten ja yrityksesi kilpailukyvyn lisääntymisen kautta.

0 kommenttia