Rotorafbalancering på drejebænke: En omkostningseffektiv løsning til forbedring af produktkvaliteten
I moderne produktion, hvor produktkvalitet er af afgørende betydning, Rotorafbalancering bliver en vigtig del af den teknologiske proces. Det kan dog være dyrt for små og mellemstore virksomheder at anskaffe specialudstyr til afbalancering. I denne artikel ser vi nærmere på muligheden for at anvende drejebænke til Rotor balancering, hvilket kan reducere udstyrsomkostningerne betydeligt og forbedre produktionseffektiviteten.
Drejebænken som værktøj til afbalancering
Drejebænken kan på grund af sit design og sin funktionalitet med succes bruges til at afbalancere rotorer af forskellige typer og størrelser. Den største fordel ved denne tilgang er omkostningsbesparelser, da der ikke er behov for at købe dyrt specialudstyr. Derudover gør brugen af en drejebænk det muligt at udføre afbalanceringen direkte under rotorens fremstillingsproces, hvilket forkorter produktionstiden og forbedrer produktkvaliteten. Det er vigtigt at bemærke, at for at opnå en effektiv afbalancering skal rotorens masse være sammenlignelig med drejebænkens spindelmasse.
Forberedelse til afbalancering
Før man starter afbalanceringsprocessen, skal der tages flere forberedende skridt:
- At vælge den rigtige drejebænk: Drejebænken skal have tilstrækkelig stivhed og præcision til at sikre pålidelig rotormontering og nøjagtige vibrationsmålinger.
- Installation af målesystemet: Til måling af rotorvibrationer vibrationer på drejebænken, en bærbar afbalanceringsmaskine som f.eks. Balanset-1A kan anvendes. Den indeholder vibrationssensorer, en omdrejningstæller, samt software til dataanalyse og beregning af korrektionsmasse.
- Afbalancering af spindlen: Et vigtigt trin i forberedelsen er at afbalancere selve drejebænksspindlen. Det er nødvendigt for at eliminere indflydelsen fra dens egen ubalance på måleresultaterne.
I denne artikel vil jeg redegøre for vores erfaringer og metode i dynamisk afbalancering gummibelagte aksler på en drejebænk – en løsning, som jeg indrømmet nok var skeptisk over for i starten på grund af den slags maskineres iboende stivhed og betydelige vægt. Overraskende nok forløb bearbejdningen helt problemfrit, og der blev opnået en præcisionsgrad på g 6,3 i henhold til ISO 1940 standards.
Rotorafbalanceringsproces på en drejebænk i teorien
Rotorafbalanceringsprocessen på en drejebænk omfatter følgende trin:
Fastgørelse af rotoren
Rotoren er sikkert monteret i drejepatronen eller på centre for at sikre stabilitet under afbalanceringsprocessen.
Installation af sensorer
Der monteres vibrationssensorer på lejestøtterne eller drejebænkens ramme, og en omdrejningstæller rettes mod en refleksbånd fastgjort til rotoren.
Måling af indledende vibrationer
Rotorens oprindelige vibrationsniveau måles ved dens driftshastighed.
Installation af en testvægt
A prøvevægt med kendt masse monteres på rotoren, og vibrationen måles igen.
Beregning af korrigerende masser
Balanset-1A-softwaren analyserer måleresultaterne og beregner de nødvendige korrigerende masser og deres placeringsvinkler.
Korrektion af rotormasse
Afhængigt af rotorens design og drejebænkens kapacitet kan massekorrektion udføres ved boring, fræsning, svejsning eller andre metoder.
Verifikation af afbalancering
Når der er foretaget korrektioner, udføres en kontrolvibrationsmåling. Processen gentages om nødvendigt, indtil det ønskede balanceniveau er opnået.
Hensyntagen til excentricitet
Efter afbalanceringen er det vigtigt at tage højde for excentricitet ved at dreje rotoren i holderen 180 grader og gentage målingen. Balanset-1A-softwaren indeholder en særlig funktion til kompensation for excentricitet.
Dynamisk afbalanceringsproces i praksis:
- Rotationsfrekvens: Arbejdsrotationshastigheden for disse aksler ligger typisk mellem 300 og 500 omdrejninger pr. minut (rpm). I dette særlige tilfælde udførte vi afbalanceringen ved 550 o/min.
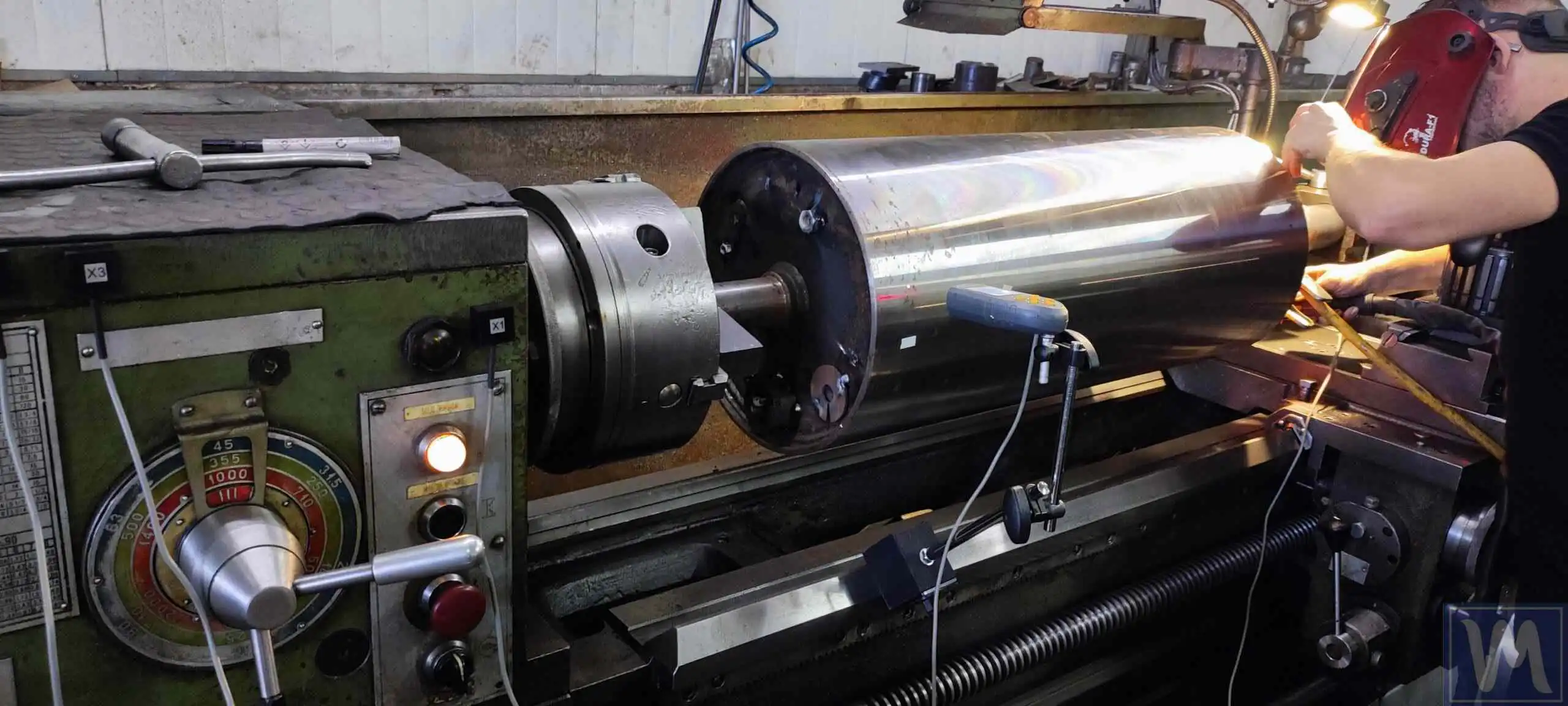
- Opsætning: Den gummibelagte aksel blev monteret på drejebænken, efterfulgt af den strategiske placering af sensorer, som vist på de medfølgende fotografier.

Dynamisk afbalancering på stedet af gummierede aksler ved hjælp af en drejebænk

Dynamisk afbalancering af gummierede aksler

- Afbalanceringsjusteringer: Efter prøvekørslerne med testvægten viste vores Balanset-1A-instrument, at der skulle tilføjes 3100 gram på den ene side af akslen og 4300 gram på den anden, hvilket svarer til korrektioner i to planer. Efter disse justeringer faldt vibrationsniveauet til henholdsvis 2 mm/sek. og 4 mm/sek.

Dynamisk afbalancering på stedet af gummierede aksler ved hjælp af en drejebænk
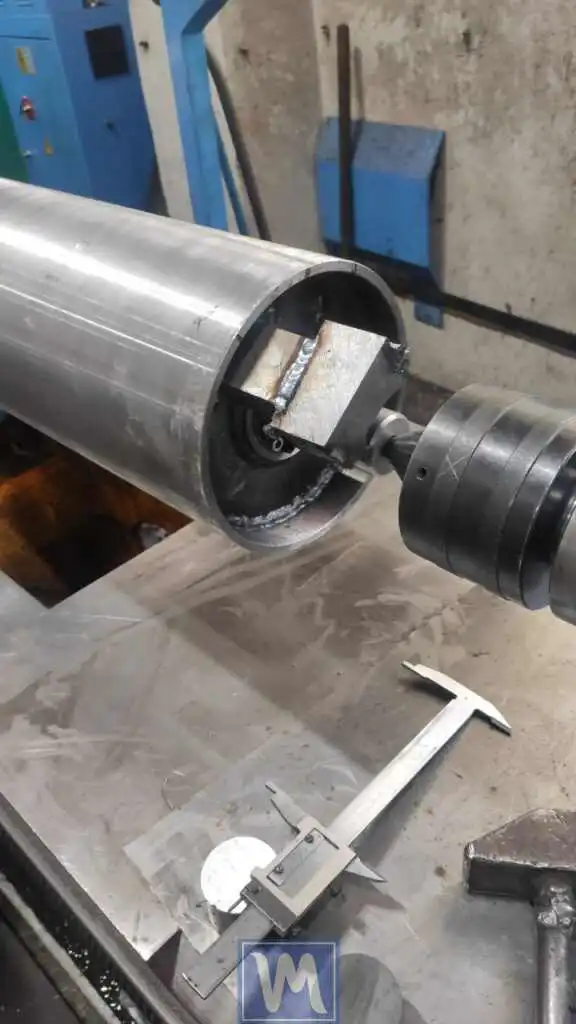
Dynamisk afbalancering på stedet af gummierede aksler ved hjælp af en drejebænk
- Finjustering: For yderligere at optimere resultaterne fortsatte vi med at tilføje vægte på 400 gram og 700 gram. Efterfølgende blev der udført endnu en finjusteringsrunde ved at tilføje 200 gram og 400 gram. På grund af pladsmangel blev vægtene svejset oven på hinanden. I sidste ende blev disse midlertidige vægte erstattet med præcisionsskårne, æstetisk tiltalende modvægte, der var fremstillet specielt til denne aksel. De endelige vibrationsmålinger var imponerende 0,1 mm/sek. i begge planer.

Dynamisk afbalancering på stedet af gummierede aksler ved hjælp af en drejebænk

Dynamisk afbalancering på stedet af gummierede aksler ved hjælp af en drejebænk

Dynamisk afbalancering på stedet af gummierede aksler ved hjælp af en drejebænk







Fordele ved rotorafbalancering på drejebænke
Omkostningseffektivitet
Ved at bruge en drejebænk til afbalancering undgår man at skulle købe specialiseret afbalanceringsudstyr.
Bekvemmelighed
Afbalanceringen kan udføres direkte under rotorens fremstillingsproces, hvilket reducerer produktionstiden.
Høj kvalitet
Moderne bærbare afbalanceringssystemer som Balanset-1A giver høj afbalanceringsnøjagtighed, hvilket muliggør lave vibrationsniveauer og forbedret produktkvalitet.
Konklusion
Rotorafbalancering på drejebænke er en effektiv og økonomisk løsning for virksomheder, der ønsker at forbedre produktkvaliteten og reducere produktionsomkostningerne. Brugen af bærbare afbalanceringsapparater som Balanset-1A gør denne proces enkel og tilgængelig, selv for små værksteder.
Vigtige påmindelser
- For at opnå en effektiv afbalancering skal rotorens masse være sammenlignelig med drejebænkspindelens masse.
- Før rotoren afbalanceres, skal selve drejebænksspindlen afbalanceres for at eliminere indflydelsen af dens egen ubalance på måleresultaterne.
- For at opnå de bedste resultater anbefales det at bruge måleinstrumenter af høj kvalitet og nøje følge afbalanceringsproceduren. Du kan vurdere den tilladte resterende ubalance til din rotor med vores beregner for restubalance (ISO 1940).
Afbalancering af rotorer på drejebænke er et skridt mod fremtiden for din produktion, som betaler sig i form af forbedret produktkvalitet, reducerede omkostninger og øget konkurrenceevne for din virksomhed.
0 Comments