Tasakaalustamisteenused ' Spindlid ja tööriistapidajad
CNC-spindli ja tööriistahoidiku tasakaalustamine - töökiirusel, masinas
Kiirtööpingi spindlid on täppisinstrumendid - isegi milligrammiline tasakaalustamatus 24 000 pöörde juures tekitab kahjustavat tsentrifugaaljõudu. Me tasakaalustame CNC-spindleid ja HSK/BT/CAT tööriistahoidjate komplekte. töökiirusel, masinas, seega paraneb pinnatöötlus, tööriistade kasutusiga pikeneb ja spindli laagrid kestavad oluliselt kauem.

Lühidalt: CNC-spindli ja tööriistahoidiku tasakaalustamine toimub kohapeal tegelikul töötlemiskiirusel - spindlit ei eemaldata, masin ei seisa pärast tasakaalustamist. Spindli korpusel olev vibratsiooniandur ja pöörleva koostu lasertakomeeter edastavad andmed Balanset-1A-sse, mis rakendab mõju-koefitsiendi meetodit, et arvutada täpne korrigeerimismass ja nurgaasend. Kogu koost - tööriistahoidja, pingi ja lõikeriist koos - tasakaalustatakse ühe tervikuna, saavutades ISO 21940-11 klassi G1.0 või parema, vähendades jääkvibratsiooni 70 % võrra või rohkem ja mitmekordistades spindlilaagri kasutusiga kuni kümme korda.
Märgid, et teie spindel või tööriistahoidja on tasakaalust väljas
Kiire spindli tasakaalustamatus ilmneb töödeldava detaili ja spindli koostu kaudu. Teadke, mida otsida:
Miks spindlid ja tööriistapidajad kaotavad tasakaalu - ja mis see maksab
Spindli koost on tolerantsete komponentide - spindlivõll, veorõngas, tööriistahoidja koonus, kinnitushülss ja lõikeriist - kogum, millest igaühel on oma väike massiasümmeetria. Kombineeritud tasakaalustamatus on kriitilise tähtsusega, sest tsentrifugaaljõud kasvab koos ruut pöörlemiskiirus. 10 000 pöörete juures tekitab vaid 1 g-mm suurune tasakaalustamatus ligikaudu 1 N pöörleva radiaaljõu; 30 000 pöörete juures tekitab sama 1 g-mm tekitab 9 N. Need jõud koormavad eesmisi nurklaagreid pidevalt ühes sektoris, surudes kuulirööpaid igal pöörlemisel kokku. Tootmisvahetuse jooksul tekivad tõsised väsimuskahjustused: spindlilaagrid, mis peaksid kestma aastaid, lähevad katki kuude jooksul ja kokkupaneku ajal seatud täpne eelpinge läheb tühjaks.
Pinnakvaliteedi kulud suurenevad sama kiiresti. Vibratsioon spindli sagedusel tekitab pinna lainetust, mis nõuab täiendavaid viimistluskäike, tõstab praakimise määra ja piirab saavutatavaid tolerantse. Lennundus- ja kosmosetööstuses, meditsiinis ja optikas kasutatavate detailide puhul ei ole spindli tasakaalustamine vabatahtlik hooldus - see on kohustuslik samm protsessi seadistamisel. Täieliku koostu tasakaalustamine Balanset-1A abil enne tootmistsüklit võtab aega alla tunni ja investeering tasub end ära juba ühe päeva jooksul, sest tööriistu hoitakse kokku.
Miks vibratsiooni vähendamine poole võrra pikendab laagrite kasutusiga
Kuidas me tasakaalustame CNC-spindlit - samm-sammult
CNC-spindli tasakaalustamine Balanset-1A abil toimub tegelikul töötluskiirusel, masina sees, mõju-koefitsiendi meetodil - pole vaja demonteerida:
- Paigaldage andurid. Vibratsioonikiirendusmõõtur on kinnitatud spindli korpuse külge esilaagri piirkonnas ja lasertakomeeter on suunatud peegeldavale faasiribale tööriistahoidikul või spindli ninas. Masin jääb kogu aeg kokku monteerituna ja normaalses tööseisundis.
- Mõõtke lähtejoon. Üks sõit sihtkiirusel salvestab vibratsiooni amplituudi ja faasinurga, millega määratakse kindlaks kogu pöörleva koostu praegune tasakaalustamatuse seisund nii suuruse kui ka suuna osas.
- Lisage proovikaal. Väike kalibreeritud mass kinnitatakse tööriistahoidiku tasakaalurõnga külge või spindli nina külge spetsiaalselt valmistatud tasakaalustusääriku külge. Teise käiguga samal kiirusel mõõdetakse spindli reaktsioon - mõju koefitsient - teadaoleva häire suhtes selles nurgaasendis.
- Laske seadmel arvutada. Balanset-1A lahendab mõjutuskoefitsiendi võrrandid ja väljastab korrektsioonimassi ja selle täpse nurgaasendi. Pikkade sõlmede puhul või kui nii tööriistahoidja tasand kui ka spindli nina tasand on ligipääsetavad, välistab kahetasandiline tasakaalustamine nii paarilise tasakaalustamatuse kui ka staatilise tasakaalustamatuse.
- Paigaldage korrektsioon. Tasakaalurõnga reguleerimiskruvid, tööriistahoidja ääriku täppish lihvimine või spetsiaalselt valmistatud klamberkaalud rakendavad arvutatud korrektsiooni näidatud nurga all. Proovikaal eemaldatakse, välja arvatud juhul, kui see moodustab osa lõplikust korrektsioonist.
- Kontrollida ja dokumenteerida. Viimane mõõtmine töökiirusel kinnitab, et jääkebalansseerimine jääb spindli massi ja kiiruse G2,5 või G1,0 tolerantsi piiridesse. Balanset-1A salvestab kvaliteediaruannete jaoks ajamärgistatud aruande koos enne ja pärast väärtustega.
Mida me tasakaalustame
- HSK tööriistahoidikute komplektid (HSK-A25 kuni HSK-A100) koos tööriistaga
- BT ja CAT / ISO koonuslike tööriistade hoidikud (BT30, BT40, BT50, CAT40, CAT50)
- Tsangipadrun ja ER-tsangikoostud
- Tasapinnafreesi arborid ja ketasfreesi adapterid
- Puurimispead ja täppispuurvardad
- CNC-töötluskeskuse spindli võllid
- Lihvimisrataste spindlite sõlmed
- Kõrgsagedusfreeser ja graveerimisspindlid
- Pöördekeskuse elava tööriistaga seadeldised
- Otseajamiga motoriseeritud spindlid (tasakaalustamiskäigud kuni ~60,000 rpm, instrumendi 5–1000 Hz mõõtevahemikus; parim täpsus kuni ~33,000 rpm)
Tolerantsid ja standardid
ISO 21940-11 (endine ISO 1940-1) määratleb jäikade rootorite tasakaalukvaliteedi klassid G0,4 kuni G4000. Töödeldavate spindlite ja tööriistahoidjate puhul on kohaldatavad klassid järgmised G2.5 (üldine mehaaniline töötlemine kuni ~10 000 rpm) ja G1.0 (täppis- ja kiirspindlid üle 10 000 pöörde minutis). Lubatud jääktasakaalustamatus Uiga = eiga × m (g-mm), kus eiga on G-klassi ja pöörlemiskiiruse põhjal tuletatud spetsiifiline tasakaalustamatus ning m on rootori mass kilogrammides.
Suure kiirusega töötlemissõlmede puhul määravad vastuvõtukriteeriumid lisaks ISO 21940-11 tasakaalutolerantsile spindli- ja tööriistahoidjate tootjate enda spetsifikatsioonid. Hea tava nõuab, et täielik kokkupanek - tööriistahoidja, pingi ja paigaldatud lõiketööriist - on tasakaalustatud kui üksus, sest iga element annab oma iseseisva massiasümmeetria. Me mõõdame ja dokumenteerime jääktasakaalustamatuse g-mm-s ja esitame tasakaalustusaruande vastavalt teie rakenduse nõuetele. Kasutage meie jääkide tasakaalustamatuse kalkulaator et leida lubatud hälve enne käivitamist.
Balanset-1A - teie täielik väljatasakaalustuskomplekt
Kõik sellel lehel on tehtud ühe kaasaskantava instrumendiga: see on Balanset-1A. See on kahe kanaliga dünaamiline tasakaalustaja ja vibratsioonianalüsaator, mis tasakaalustab CNC-spindli ja tööriistahoidiku sõlmede tasakaalu. oma laagrites, töökiirusel, kasutades 3-funktsioonilist mõju-koefitsiendi meetodit - tarkvara arvutab täpse korrektsioonimassi ja -nurga ning salvestab aruande.

Mida sisaldab täielik komplekt
€1,975 - Täielik komplekt, laos, käibemaksuga arve
- Liides mõõtmisüksus (USB, 2 kanalit)
- Kaks vibratsioonikiirendusmõõturit (4 m kaabel, 10 m lisavarustus)
- Lasertakomeeter / optiline faasiandur (50-500 mm)
- Anduri magnetiline statiiv
- Digitaalne skaala katse- ja paranduskaalude jaoks
- Windowsi tasakaalustamise ja analüüsi tarkvara
- Plastist transpordikast
Täiskomplekt
Seade - 2 andurit - lasertakomeeter - magnetiline statiiv - digitaalne skaala - tarkvara - transpordikohver. Kõik vajalik tasakaalustamise alustamiseks karbist.
OEM-komplekt
Seade - 2 andurit - lasertakomeeter - tarkvara. Integraatoritele, kellel on juba statiiv, kaal ja korpus või kes integreerivad seadme tasakaalustusmasinasse.
| Parameeter | Väärtus |
|---|---|
| Mõõtekanalid | 2 (ühe- ja kahetasandiline tasakaalustamine) |
| Vibratsioonikiiruse vahemik | 0.2–80 mm/s RMS |
| Sagedusvahemik | 5–1000 Hz (≤10% amplituudiviga üle 550 Hz) |
| Mõõtetäpsus | ±5% täisskaalast |
| Meetod | 3-käiguline mõju-koefitsiendi meetod (1 või 2 tasapinda) |
| Analüüs | Amplituud ja faas 1×, FFT spekter ja lainekuju, salvestatud aruanded |
| Sülearvuti | Ei kuulu komplekti (Windows PC, saadaval soovi korral) |
Kohapealne tasakaalustamine vs. tasakaalustusmasin - kumb on teie spindli jaoks õige?
| Tegur | Välja tasakaalustamine (Balanset-1A) | Spetsiaalne tasakaalustusstend (töökoda) |
|---|---|---|
| Spindel on masinast eemaldatud? | Ei - jookseb kohapeal | Jah - vajalik on täielik lahtivõtmine |
| Peegeldab tegelikke töötingimusi? | Jah - tegelikud laagrid, termiline eelkoormus, veorõnga kinnitus | Ei - eraldi spindli emulatsioon |
| Masinate seisakuaeg | Ainult anduri paigaldamine (<15 min) | Tundidest päevadeni (tõmbamine, saatmine, tasakaalustamine, uuesti paigaldamine) |
| Tasakaalustav kiirus | Tegelik töötluskiirus | Eraldi, sageli madalam, testikiirus |
| Arvestus täieliku montaaži eest (hoidja+hoidik+tööriist)? | Jah - kogu koost on tasakaalustatud ühe üksusena | Sõltub stendist; sageli ainult hoidja |
| Täidetud standardid | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| Seadmete maksumus | 1,975 € (täielik komplekt) | €5,000 - €30,000+ |
| Tüüpiline tööaeg ühe koostu kohta | <1 tund kohapeal | Kokku mitu tundi kuni 1-2 päeva |
Kohapealne kohapealne tasakaalustamine on eelistatud lähenemine töötavate tootmistelgede puhul, sest see kajastab tegelikku kokkupandud tööseisundit - sealhulgas termilist eelkoormust ja veoraua kinnitusjõudu -, mida eraldi stendil ei ole võimalik jäljendada. Eraldi statiiv on kasulik uute tööriistapidajate puhul enne esmakordset kasutamist või väga kiirete spindlite puhul, mille geomeetria ei võimalda otsest anduri kinnitamist.
Tõelised spindli tasakaalustamise juhtumid

CNC-spindel ja HSK tööriistahoidja
Töötlemiskeskuse spindli ja HSK tööriistahoidiku koostu kohapealne tasakaalustamine töökiirusel, millega saavutatakse G1,0 jääktasakaalustamatus ja kõrvaldatakse pinnatöötlusprobleemid.

Täielik koost, mis on tasakaalustatud ühe üksusena
Kogu komplekt - hoidik, kinnituspesa ja tööriist - tasakaalustatakse koos masinas. Iga komponent annab oma massiasümmeetria; ISO 21940-11 nõuab tasakaalustamist koostu tasandil.
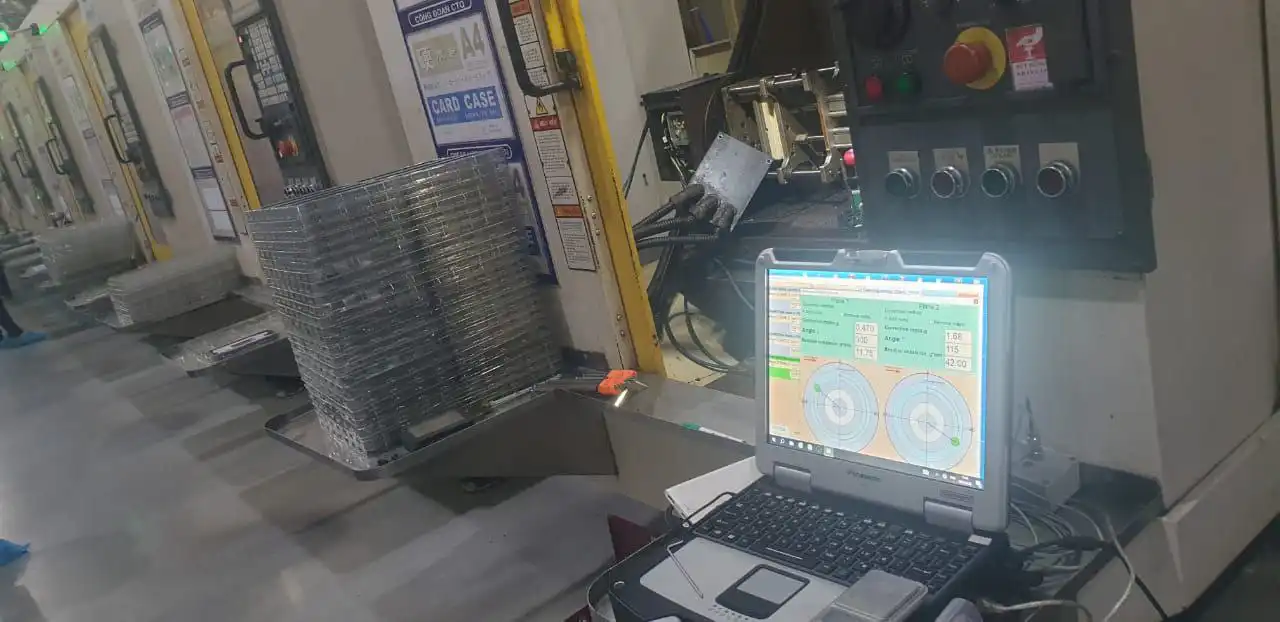
Andur esilaagri piirkonnas
Vibratsioonikiirendusmõõtur kinnitatakse otse spindli korpusele esilaagri külge, mõõtes täispöörlemiskiirusel - spindlit ei ole vaja lahti võtta.
Tasuta spindli- ja tööriistahoidiku kalkulaatorid
Õppige teooriat
Spindli ja tööriistahoidja tasakaalustamine KKK
Kas spindel tuleb tasakaalustamiseks masinast välja võtta?
Kas ma peaksin tasakaalustama ainult tööriistahoidja või kogu komplekti?
Millist tasakaaluklassi vajavad töötlusspindlid?
Kui sageli tuleks tööriistahoidikute komplekte tasakaalustada?
Kas Balanset-1A saab hakkama spindli pöörlemiskiirusega üle 20 000 p/min?
Kas ühest paranduslennukist piisab või on vaja kahte?
Tasakaalustage oma CNC-spindlikoost — töökiirusel, masinas
Balanset-1A mõõdab ja lahendab spindli tasakaalustamatust töökiirusel ilma demonteerimata, saavutades ISO 21940-11 G1.0 tolerantsid ja dokumenteerides tulemuse teie kvaliteedidokumentide jaoks. Masinat ei pea eemaldama, tootmist ei pea kaotama - ainult vaiksem spindel, pikem laagrite eluiga ja parem pinnaviimistlus.