Dengeleme hizmetleri › İş Milleri & Takım Tutucular
CNC İş Mili & Takım Tutucu Balanslama — Çalışma Hızında, Makine İçinde
Yüksek hızlı işleme iş milleri hassas bileşenlerdir — 24,000 rpm'de bir miligramlık balanssızlık bile zarar verici merkezkaç kuvveti oluşturur. CNC iş millerini ve HSK/BT/CAT takım tutucu tertibatlarını dengeliyoruz çalışma hızında, makine içinde, böylece yüzey kalitesi iyileşir, takım ömrü uzar ve iş mili rulmanları önemli ölçüde daha uzun dayanır.

Kısacası: CNC iş mili ve takım tutucu balanslaması, gerçek işleme hızında yerinde gerçekleştirilir — iş mili sökülmez, balans seansı dışında makine duruşu gerekmez. İş mili gövdesine takılan bir titreşim sensörü ve dönen tertibattaki bir lazer takometre, tam düzeltme kütlesini ve açısal konumu hesaplamak için Balanset-1A'ya veri sağlar. Komple tertibat — takım tutucu, pens ve kesici takım birlikte — tek bir ünite olarak dengelenir; ISO 21940-11 G1.0 veya daha iyi seviyeye ulaşır, artık titreşimi 70 % veya daha fazla azaltır ve iş mili rulmanı ömrünü on kata kadar artırır.
İş milinizin veya takım tutucunuzun dengesinin bozulduğuna dair işaretler
Yüksek hızlı iş mili dengesizliği, işlenen iş parçası ve iş mili tertibatının kendisi aracılığıyla kendini gösterir. Neye bakacağınızı bilin:
İş milleri ve takım tutucular neden dengesini kaybeder — ve bunun maliyeti nedir
Bir iş mili tertibatı, her biri kendi küçük kütle asimetrisine katkıda bulunan toleranslı bileşenlerden (iş mili mili, çeki demiri, takım tutucu konikliği, pens ve kesici takım) oluşan bir yığındır. Kombine dengesizlik kritik öneme sahiptir çünkü merkezkaç kuvveti kare dönme hızına bağlıdır. 10,000 rpm'de yalnızca 1 g·mm'lik balanssızlık yaklaşık 1 N döner radyal kuvvet üretir; 30,000 rpm'de ise Aynı 1 g·mm, 9 N üretir. Bu kuvvetler ön açısal temaslı rulmanları tek bir bölgede sürekli yükler ve her devirde bilya yollarını sıkıştırır. Bir üretim vardiyası boyunca yorulma hasarı ciddi boyuta ulaşır: yıllarca dayanması gereken iş mili rulmanları aylar içinde bozulur ve montaj sırasında ayarlanan hassas ön yük kaybolur.
Yüzey kalitesi maliyetleri de aynı hızla artar. İş mili frekansındaki titreşim, ek finisaj geçişleri gerektiren yüzey dalgalanması yaratır, hurda oranlarını artırır ve ulaşılabilir toleransları sınırlar. Havacılık, medikal ve optik parçalar için iş mili balanslaması isteğe bağlı bakım değildir — proses kurulumunun zorunlu bir adımıdır. Üretim çalışmasından önce tüm tertibatın Balanset-1A ile dengelenmesi bir saatten az sürer ve yatırım tek bir gün içinde takım tasarrufuyla geri döner.
Titreşimi yarıya indirmek rulman ömrünü neden katlar?
Bir CNC iş milini nasıl balanslıyoruz — adım adım
Balanset-1A ile CNC iş milinin saha balanslaması, gerçek işleme hızında ve makinenin içinde etki katsayısı yöntemini izler — sökme gerekmez:
- Sensörleri monte edin. Bir titreşim ivmeölçer, ön yatak alanındaki iş mili muhafazasına sabitlenir ve bir lazer takometre, takım tutucu veya iş mili burnu üzerindeki yansıtıcı bir faz şeridine hedeflenir. Makine monte edilmiş halde ve normal çalışma koşullarında kalır.
- Temel çizgiyi ölçün. Hedef işleme hızında yapılan bir çalışma, titreşim genliğini ve faz açısını yakalayarak dönen tertibatın tamamı için hem büyüklük hem de yön bakımından mevcut dengesizlik durumunu belirler.
- Bir deneme ağırlığı ekleyin. Kalibre edilmiş küçük bir kütle, takım tutucu üzerindeki denge halkasına veya iş mili burnu üzerindeki amaca yönelik bir dengeleme flanşına takılır. Aynı hızda yapılan ikinci bir çalışma, iş milinin bu açısal konumda bilinen bir bozulmaya verdiği tepkiyi (etki katsayısı) ölçer.
- Cihazın hesaplamasına izin verin. Balanset-1A, etki katsayısı denklemlerini çözer ve düzeltme kütlesini ve hassas açısal konumunu verir. Uzun montajlar için veya hem takım tutucu düzlemi hem de iş mili burun düzlemi erişilebilir olduğunda, iki düzlemli balanslama çift balanssızlığın yanı sıra statik balanssızlığı da ortadan kaldırır.
- Düzeltmeyi takın. Terazi halkası üzerindeki ayar vidaları, takım tutucu flanşının hassas taşlanması veya amaca yönelik klips ağırlıkları, hesaplanan düzeltmeyi belirtilen açıda uygular. Deneme ağırlığı, nihai düzeltmenin bir parçasını oluşturmadığı sürece kaldırılır.
- Doğrulayın ve belgeleyin. Çalışma hızında yapılan son bir ölçüm, kalan balanssızlığın iş mili kütlesi ve hızı için G2,5 veya G1,0 toleransı dahilinde olduğunu doğrular. Balanset-1A, kalite kayıtlarınız için önceki ve sonraki değerleri içeren zaman damgalı bir rapor kaydeder.
Neyi dengeliyoruz
- Takımlı HSK takım tutucu tertibatları (HSK-A25 ile HSK-A100 arası)
- BT ve CAT / ISO konik takım tutucular (BT30, BT40, BT50, CAT40, CAT50)
- Pens aynası ve ER pens tertibatları
- Yüzey frezeleme milleri ve kabuk freze adaptörleri
- Delme kafaları ve hassas delme çubukları
- CNC işleme merkezi iş mili milleri
- Taşlama taşı mili tertibatları
- Yüksek frekanslı freze ve gravür milleri
- Tornalama merkezli canlı takım üniteleri
- Doğrudan tahrikli motorlu iş milleri (balans alma çalışmaları aletin 5–1000 Hz ölçüm aralığı içinde, ~60,000 rpm'ye kadar; en iyi doğruluk ~33,000 rpm'ye kadar)
Toleranslar & standartlar
ISO 21940-11 (eski adıyla ISO 1940-1) rijit rotorlar için G0.4 ile G4000 arasında balans kalite dereceleri tanımlar. İşleme iş milleri ve takım tutucular için geçerli dereceler şunlardır G2.5 (genel işleme için, ~10,000 rpm'ye kadar) ve G1.0 (10,000 rpm üzerindeki hassas ve yüksek hızlı iş milleri için). İzin verilen artık balanssızlık Ubaşına = ebaşına × m (g·mm), burada ebaşına G derecesi ve dönme hızından türetilen spesifik balanssızlık ve m kg cinsinden rotor kütlesidir.
Yüksek hızlı işleme grupları için, ISO 21940-11 balans toleransının ötesindeki kabul kriterleri iş mili ve takım tutucu üreticilerinin kendi spesifikasyonlarıyla belirlenir. İyi uygulama şunu gerektirir: komple montaj — takım tutucu, pens ve takılı kesici takım — bir ünite olarak dengelenmelidir; çünkü her unsur kendi bağımsız kütle asimetrisini ekler. Kalan balanssızlığı g·mm cinsinden ölçer ve belgelendirir, uygulamanızın gerektirdiği dereceye uygun bir balans raporu sunarız. Bizim artık-dengesizlik hesaplayıcı başlamadan önce izin verilen toleransı bulmak için.
Balanset-1A — eksiksiz saha balanslama kitiniz
Bu sayfadaki her şey tek bir taşınabilir araçla yapılıyor: Balanset-1A. CNC iş mili ve takım tutucu tertibatlarını dengeleyen iki kanallı bir dinamik dengeleyici ve titreşim analizörüdür kendi yataklarında, çalışma hızında, 3 calistirmali etki katsayisi yontemi kullanilarak — yazilim tam duzeltme kutlesini ve acisini hesaplar ve raporu kaydeder.

Tam Set’te Neler Var
€1,975 - Tam Kit, stokta, KDV faturası
- Arayüz ölçüm ünitesi (USB, 2 kanal)
- Iki titresim ivmeolceri (4 m kablo, 10 m opsiyonel)
- Lazer takometre / optik faz sensoru (50–500 mm)
- Sensör için manyetik stand
- Deneme & duzeltme agirliklari icin dijital terazi
- Windows balanslama & analiz yazilimi
- Plastik taşıma çantası
Komple Set
Unite · 2 sensor · lazer takometre · manyetik stand · dijital terazi · yazilim · tasima cantasi. Kutudan cikar cikmaz balanslamaya baslamak icin gereken her sey.
OEM seti
Unite · 2 sensor · lazer takometre · yazilim. Halihazirda stand, terazi ve tasima cantasi olan veya uniteyi balans makinesine entegre edenler icin.
| Parametre | Değer |
|---|---|
| Ölçüm kanalları | 2 (tek & iki duzlemli balanslama) |
| Titreşim hızı aralığı | 0.2–80 mm/s RMS |
| Frekans aralığı | 5–1000 Hz (550 Hz üzerinde genlik hatası ≤10%) |
| Ölçüm doğruluğu | Tam olcegin ±5%'i |
| Yöntem | 3-run etki katsayısı (1 veya 2 düzlem) |
| Analiz | 1×'de genlik ve faz, FFT spektrumu ve dalga formu, kayıtlı raporlar |
| Dizüstü bilgisayar | Dahil değildir (Windows PC, istek üzerine temin edilebilir) |
Yerinde balanslama ile balans makinesi karşılaştırması — iş miliniz için hangisi doğru?
| Faktör | Saha dengeleme (Balanset-1A) | Özel dengeleme standı (atölye) |
|---|---|---|
| İş mili makineden çıkarıldı mı? | Hayir — yerinde calisir | Evet — tam sokum gerekir |
| Gerçek çalışma koşullarını yansıtıyor mu? | Evet — gerçek rulmanlar, termal ön yük, çekme çubuğu sıkması | Hayır — ayrı iş mili simülasyonu |
| Makine duruş süresi | Sadece sensör montajı (<15 dakika) | Saatler ila günler (çekme, gönderme, dengeleme, yeniden yükleme) |
| Hız dengeleme | Gerçek işleme hızı | Ayrı, genellikle daha düşük test hızı |
| Tam montaj için hesaplar (tutucu + pens + alet)? | Evet — komple tertibat tek bir ünite olarak dengelenir | Standa göre değişir; genellikle sadece tutucu |
| Standartlar karşılandı | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| Ekipman maliyeti | €1,975 (Tam Set) | €5,000 – €30,000+ |
| Montaj başına tipik iş süresi | Sahada <1 saat | Toplamda birkaç saat ile 1–2 gün |
Yerinde saha balanslaması, çalıştırılabilen üretim iş milleri için tercih edilen yaklaşımdır; çünkü ayrı bir standın kopyalayamayacağı gerçek montajlı çalışma koşulunu — termal ön yük ve çekme çubuğu sıkma kuvvetleri dahil — yakalar. Özel standlar, ilk kullanımdan önce yeni takım tutucular veya geometrisi doğrudan sensör takılmasına izin vermeyen çok yüksek hızlı iş milleri için yine de yararlıdır.
Gerçek iş mili dengeleme vakaları

CNC iş mili & HSK takım tutucu
Bir işleme merkezi iş mili ve HSK takım tutucu tertibatının çalışma hızında yerinde dengelenmesi, G1.0 artık balanssızlık elde edilmesi ve yüzey finiş sorunlarının ortadan kaldırılması.

Tek bir ünite olarak dengelenmiş tam montaj
Komple tertibat — tutucu, pens ve takım — makinenin içinde birlikte dengelenir. Her bileşen kendi kütle asimetrisini ekler; ISO 21940-11 montaj seviyesinde balanslamayı bu yüzden zorunlu kılar.
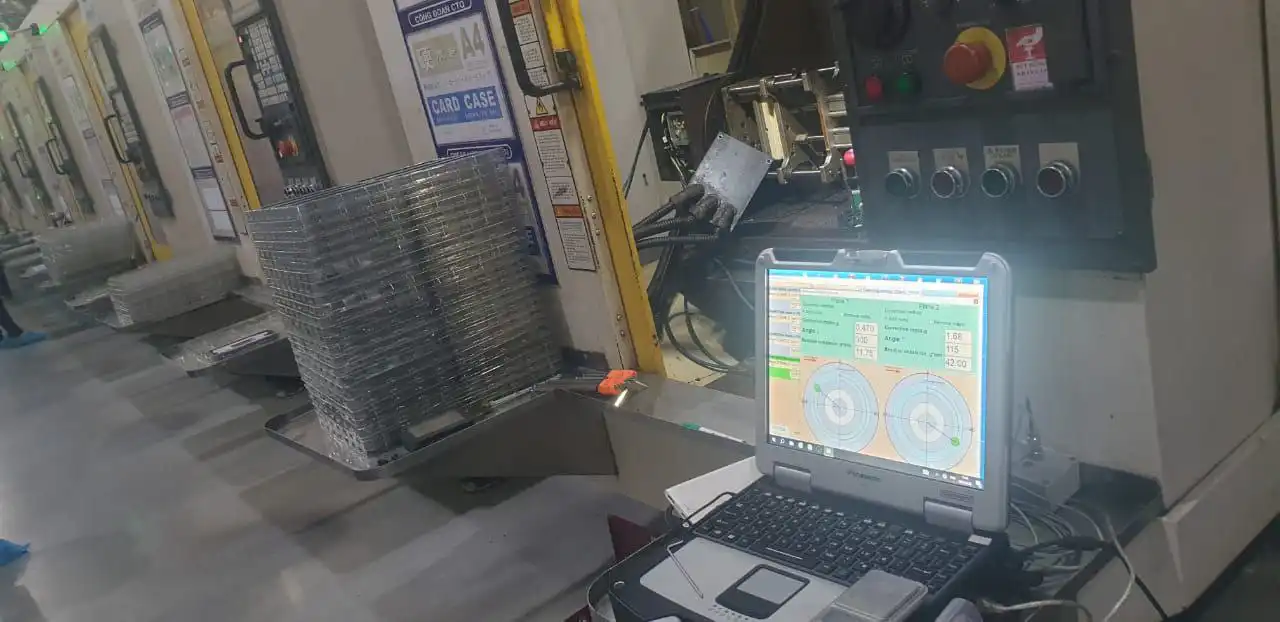
Ön yatak alanındaki sensör
Titreşim ivmeölçer doğrudan ön rulman bölgesindeki iş mili gövdesine sabitlenir ve tam işleme hızında ölçüm yapar — iş mili sökülmez.
Ücretsiz iş mili & takım tutucu hesaplayıcıları
Teoriyi öğrenin
İş mili & takım tutucu balanslama SSS
Balans ayarı için iş milinin makineden çıkarılması gerekiyor mu?
Takım tutucuyu tek başına mı yoksa tüm grubu mu dengelemeliyim?
İşleme milleri hangi balans derecesine ihtiyaç duyar?
Takım tutucu tertibatları ne sıklıkta balans edilmelidir?
Balanset-1A, 20,000 rpm üzerindeki iş mili hızlarını destekleyebilir mi?
Tek düzlem yeterli mi, yoksa iki düzlem mi gerekli?
CNC iş mili tertibatınızı — hızında, makinenin içinde — dengeleyin
Balanset-1A, iş mili balanssızlığını sökmeden çalışma hızında ölçer ve giderir; ISO 21940-11 G1.0 toleranslarına ulaşır ve sonucu kalite kayıtlarınız için belgelendirir. Makine sökümü yok, üretim kaybı yok — yalnızca daha sessiz bir iş mili, daha uzun rulman ömrü ve daha iyi yüzey kalitesi.