Balanseringstjänster › Spindlar och verktygshållare
Balansering av CNC-spindel & verktygshållare — vid driftvarvtal, i maskinen
Höghastighetsspindlar för bearbetning är precisionsinstrument — redan ett milligram obalans vid 24 000 rpm genererar skadlig centrifugalkraft. Vi balanserar CNC-spindlar och HSK/BT/CAT-verktygshållarenheter vid driftvarvtal, i maskinen, så att ytfinishen förbättras, verktygslivslängden ökar och spindellager håller betydligt längre.

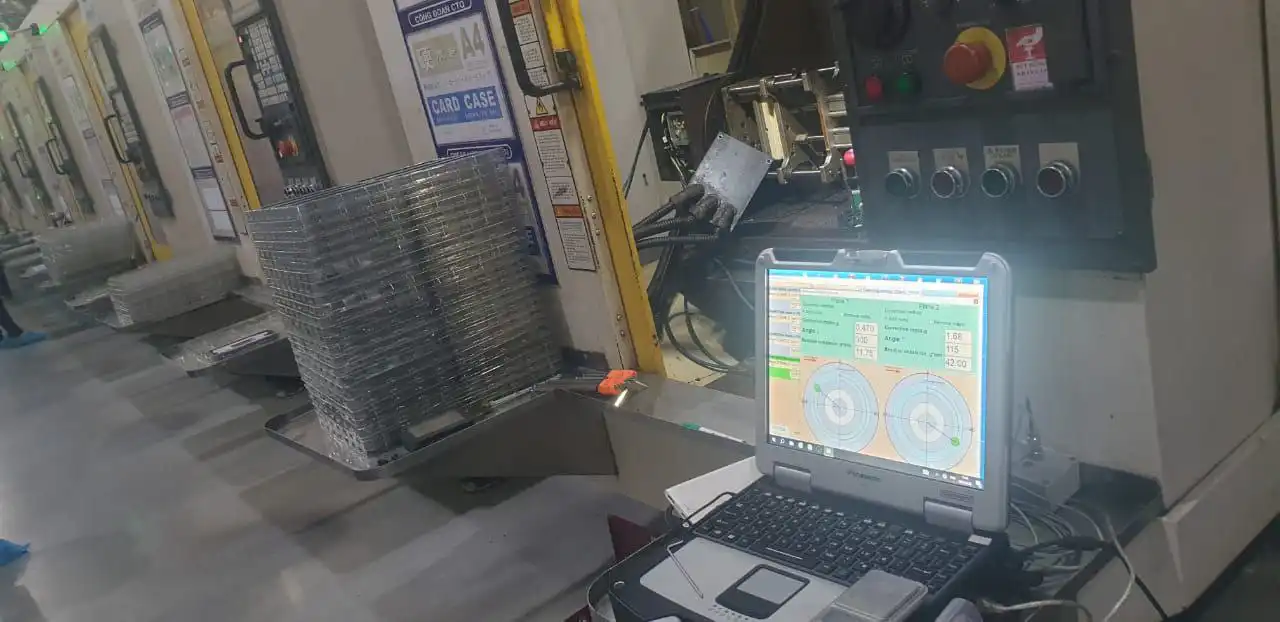
Kort sagt..: Balansering av CNC-spindlar och verktygshållare utförs in-situ vid faktiskt bearbetningsvarvtal — ingen spindeldemontage, ingen maskinell stilleståndstid utöver balanseringssessionen. En vibrationssensor på spindelhusets och en lasertakyometer på den roterande enheten matar data till Balanset-1A, som tillämpar influenskoefficientsmetoden för att beräkna exakt korrigeringsmassa och vinkelposition. Hela enheten — verktygshållare, spännhylsa och skärverktyg tillsammans — balanseras som en enhet och uppnår ISO 21940-11 klass G1.0 eller bättre, reducerar restvibrationer med 70 % eller mer och multiplicerar spindellagerlivslängden upp till tio gånger.
Tecken på att din spindel eller verktygshållare är ur balans
Obalans i höghastighetsspindlar visar sig genom det bearbetade arbetsstycket och själva spindelenheten. Känn till vad du ska leta efter:
Varför spindlar och verktygshållare förlorar balansen — och vad det kostar
En spindelenhet är en stapel av toleranssatta komponenter — spindelaxel, dragstång, verktygshållarkon, spänntång och skärverktyg — där var och en bidrar med sin egen lilla massasymmetri. Den sammanlagda obalansen är kritisk eftersom centrifugalkraften växer med fyrkant av rotationshastigheten. Vid 10 000 rpm ger en obalans på bara 1 g·mm upphov till ungefär 1 N roterande radialkraft; vid 30 000 rpm ger samma 1 g·mm ger 9 N. Dessa krafter belastar de främre vinkelkontaktlagren kontinuerligt i en sektor och komprimerar kulbanorna varje varv. Under ett produktionsskift är utmattningsskadan allvarlig: spindellager som borde hålla i år havererar på månader, och den precisionslast som ställdes in vid monteringen försvinner gradvis.
Kostnader för ytkvalitet adderas lika snabbt. Vibration vid spindelfrekvensen ger upphov till ytvågighet som kräver extra finbearbetningspassager, höjer kassationsgraden och begränsar uppnåbara toleranser. För flyg-, medicinsk- och optikdetaljer är spindelbalansering inte valfritt underhåll — det är ett obligatoriskt steg i processuppsättningen. Balansering av hela enheten med Balanset-1A före en produktionskörning tar under en timme och investeringen betalar sig inom en enda dag i sparade verktygskostnader.
Varför halverad vibration mångdubblar lagerlivslängden
Hur vi balanserar en CNC-spindel — steg för steg
Fältbalansering av en CNC-spindel med Balanset-1A följer influenskoefficientsmetoden vid faktisk bearbetningshastighet, inuti maskinen — ingen demontering krävs:
- Montera sensorerna. En vibrationsaccelerometer fästs på spindelhuset vid det främre lagerområdet och ett lasertakometer riktas mot en reflekterande fasremsa på verktygshållaren eller spindelnosen. Maskinen förblir sammansatt och i normalt driftstillstånd under hela proceduren.
- Mät baslinjen. En körning vid målbearbetningshastigheten registrerar vibrationsamplitud och fasvinkel, vilket fastställer det aktuella obalanstillståndet i både storlek och riktning för hela den roterande enheten.
- Lägg till en provvikt. En liten kalibrerad massa fästs på balanseringsringen på verktygshållaren, eller på en specialtillverkad balanseringsfläns på spindelnosens. En andra körning vid samma varvtal kvantifierar spindelns respons — influenskoefficienten — på en känd störning vid den vinkelpositionen.
- Låt enheten beräkna. Balanset-1A löser influenskoefficientsambanden och matar ut korrigeringsmassan och dess exakta vinkelposition. För långa enheter, eller när både verktygshållarplanet och spindelnos-planet är åtkomliga, eliminerar tvåplansbalansering såväl paroobalans som statisk obalans.
- Montera korrigeringen. Justeringsskruvar på en balanseringsring, precisionssliping av verktygshållarflänsens, eller specialtillverkade klämvikter applicerar den beräknade korrigeringen vid den angivna vinkeln. Provvikten avlägsnas om den inte ingår i den slutliga korrigeringen.
- Verifiera och dokumentera. En avslutande mätning vid driftsvarvtal bekräftar att restobalansen ligger inom toleransen G2.5 eller G1.0 för spindelns massa och varvtal. Balanset-1A sparar en tidsstämplad rapport med värden före och efter balanseringen för dina kvalitetsdokument.
Vad vi balanserar
- HSK-verktygshållarenheter (HSK-A25 t.o.m. HSK-A100) med verktyg
- BT- och CAT / ISO-konverktygshållare (BT30, BT40, BT50, CAT40, CAT50)
- Spännhylsachuck och ER-spännhylseenheter
- Planfräsdorn och skallfräsadaptrar
- Borrhuvuden och precisionsborrhållare
- Spindelaxlar för CNC-bearbetningscentral
- Slipringmonteringar för slipperi
- Högfrekventa router- och gravyrspindlar
- Levande verktygsenheter för svarvar
- Direktdrivna motoriserade spindlar (balanseringskörningar upp till ~60,000 rpm, inom instrumentets mätområde 5–1000 Hz; bäst noggrannhet upp till ~33,000 rpm)
Toleranser & standarder
ISO 21940-11 (tidigare ISO 1940-1) definierar balanskvalietsklasser från G0.4 till G4000 för stela rotorer. För bearbetningsspindlar och verktygshållare gäller klasserna G2.5 (allmän bearbetning upp till ca 10 000 rpm) och G1.0 (precisions- och höghastighetsspindlar över 10 000 rpm). Den tillåtna restobalansen Uper = eper × m (g·mm), där eper är den specifika obalansen härlett från G-klassen och rotationshastigheten, och m är rotormassan i kg.
För högvarviga bearbetningsenheter fastställs acceptanskriterier utöver balanstoleransen i ISO 21940-11 av spindel- och verktygshållartillverkarnas egna specifikationer. God praxis kräver att komplett montering — verktygshållare, spännhylsa och monterat skärverktyg — balanseras som en enhet, eftersom varje element bidrar med sin egen oberoende massasymmetri. Vi mäter och dokumenterar restobalansen i g·mm och levererar en balanseringsrapport till den kvalitetsklass din tillämpning kräver. Använd vår Kalkylator för restobalans för att ta reda på den tillåtna toleransen innan du börjar.
Balanset-1A — ditt kompletta kit för fältbalansering
Allt på den här sidan görs med ett enda bärbart instrument: Balanset-1A. Det är en tvåkanalig dynamisk balanserare och vibrationsanalysator som balanserar CNC-spindlar och verktygshållarenheter i sina egna lager, i drifthastighet, med influenskoefficientmetoden i 3 körningar — programvaran beräknar exakt korrigeringsvikt och vinkel och sparar en rapport.

Vad ingår i det kompletta paketet
€1,975 - Full Kit, i lager, momsfaktura
- Mätenhet för gränssnitt (USB, 2 kanaler)
- Två vibrationsaccelerometrar (4 m kabel, 10 m som tillval)
- Lasertakometer / optisk fassensor (50–500 mm)
- Magnetiskt stativ för sensorn
- Digital våg för prov- & korrigeringsvikter
- Windows-programvara för balansering & analys
- Transportväska i plast
Komplett kit
Enhet · 2 sensorer · lasertakometer · magnetstativ · digital våg · programvara · transportväska. Allt som behövs för att börja balansera direkt ur lådan.
OEM-uppsättning
Enhet · 2 sensorer · lasertakometer · programvara. För integratörer som redan har stativ, våg och väska, eller som bygger in enheten i en balanseringsmaskin.
| Parameter | Värde |
|---|---|
| Mätkanaler | 2 (balansering på ett och två plan) |
| Vibrationshastighetsområde | 0.2–80 mm/s RMS |
| Frekvensområde | 5–1000 Hz (≤10% amplitudfel över 550 Hz) |
| Mätnoggrannhet | ±5% av fullt skalutslag |
| Metod | 3-körnings influenskoefficient (1 eller 2 plan) |
| Analys | Amplitud & fas vid 1×, FFT-spektrum & vågform, sparade rapporter |
| Bärbar dator | Ingår ej (Windows PC, tillgänglig på begäran) |
Balansering på plats jämfört med balanseringsmaskin — vilket är rätt för din spindel?
| Faktor | Fältbalansering (Balanset-1A) | Dedikerad balanseringsstation (verkstad) |
|---|---|---|
| Spindel borttagen från maskin? | Nej — körs på plats | Ja — fullständig demontering krävs |
| Återspeglar verkliga driftförhållanden? | Ja — faktiska lager, termisk förspänning, dragstängsklämning | Nej — separat spindelemulering |
| Maskinstoppning | Endast montering av givare (<15 min) | Timmar till dagar (demontera, skicka, balansera, återinstallera) |
| Balanseringshastighet | Faktisk maskinbearbetningshastighet | Separat, ofta lägre, testhastighet |
| Tar hänsyn till hela monteringen (hållare + spänntång + verktyg)? | Ja — komplett montering balanserad som en enhet | Beror på maskinen; ofta endast hållaren |
| Uppfyllda standarder | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| Kostnad för utrustning | €1,975 (komplett kit) | €5,000 – €30,000+ |
| Typisk jobbtid per montering | <1 timme på plats | Flera timmar till 1–2 dagar totalt |
In-situ fältbalansering är den föredragna metoden för produktionsspindlar som kan köras, eftersom den fångar det verkliga monterade driftläget — inklusive termisk förspänning och dragstångens klämkrafter — som en separat balanseringsmaskin inte kan återskapa. En dedikerad balanseringsmaskin är fortfarande användbar för nya verktygshållare före första användning eller för mycket höghastiga spindlar vars geometri förhindrar direkt sensormontage.
Verkliga spindelbalanseringsfall

CNC-spindel och HSK-verktygshållare
In-situ balansering av en bearbetningscenterspindel och HSK-verktygshållarmontering vid driftshastighet, vilket ger G1.0 restoobalans och eliminerar problem med ytfinish.

Komplett montering balanserad som en enhet
Hela monteringen — hållare, spänntång och verktyg — balanseras tillsammans i maskinen. Varje komponent bidrar med sin egen massasymmetri; balansering på monteringsnivå krävs enligt ISO 21940-11.
Sensor vid främre lagerområdet
Vibrationaccelerometern fästs direkt på spindelhuset vid det främre lagret och mäter vid full bearbetningshastighet — ingen isärtagning av spindeln krävs.
Kostnadsfria kalkylatorer för spindlar & verktygshållare
Lär dig teorin
Spindelbalanseringsöversikt & verktygshållareFAQ
Behöver spindeln tas ur maskinen för balansering?
Ska jag balansera verktygshållaren separat eller hela monteringen?
Vilken balansgrad behöver bearbetningsspindlar?
Hur ofta bör verktygshållarmonteringar balanseras?
Klarar Balanset-1A spindelhastigheter över 20 000 rpm?
Räcker ett korrigeringsplan, eller behöver jag två?
Balansera din CNC-spindelenhet — vid drifthastighet, i maskinen
Balanset-1A mäter och åtgärdar spindelobalans vid drifthastighet utan isärtagning, uppnår ISO 21940-11 G1.0-toleranser och dokumenterar resultatet för dina kvalitetsregister. Ingen maskinborttagning, inget produktionsbortfall — bara en tystare spindel, längre lagerlivslängd och bättre ytfinish.