ბალანსირების სერვისები › შპინდელები და ხელსაწყოების დამჭერები
CNC სპინდელისა და ხელსაწყო-კავის დაბალანსება — სამუშაო სიჩქარეზე, დანადგარში
მაღალსიჩქარიანი დამუშავების სპინდლები მაღალი სიზუსტის ინსტრუმენტებია — 24,000 ბრ/წთ-ზე მილლიგრამი ასიმეტრიაც კი საზიანო ცენტრიფუგალურ ძალას წარმოქმნის. ჩვენ ვაბალანსებთ CNC სპინდლებსა და HSK/BT/CAT ტიპის ხელსაწყოების ჩამჭიდებს. სამუშაო სიჩქარით, მანქანაში, ამიტომ ზედაპირის დამუშავება უმჯობესდება, ინსტრუმენტის რესურსი იზრდება, ხოლო შპინდელის საკისრები გაცილებით დიდხანს მუშაობს.

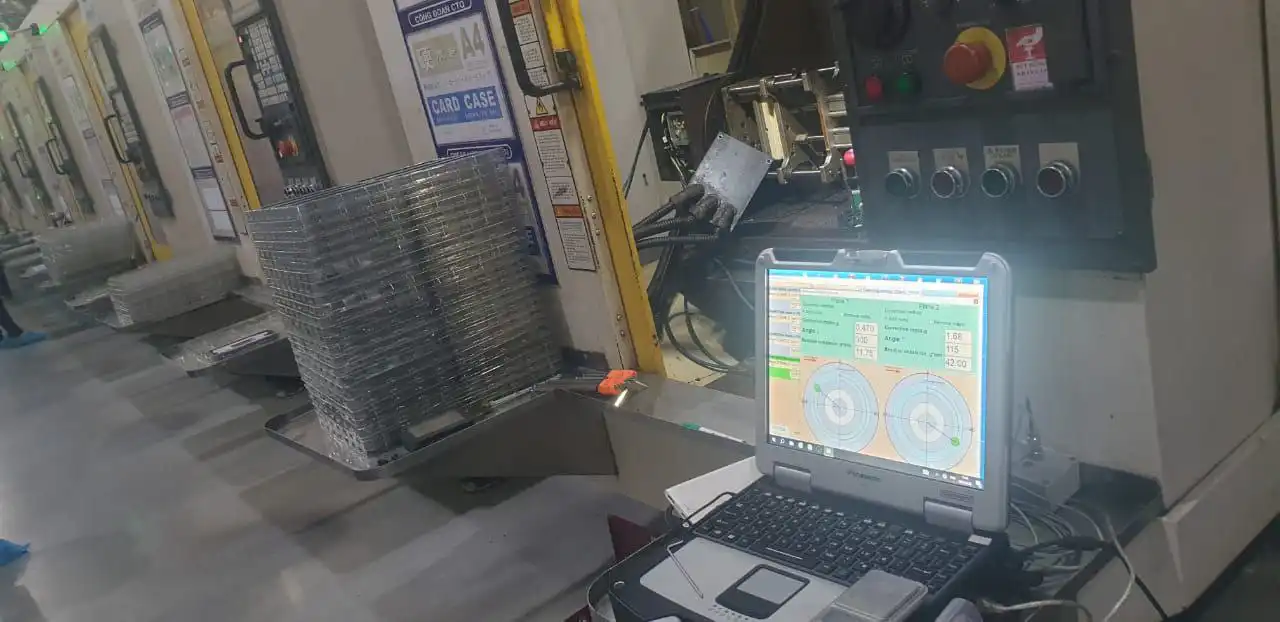
მოკლედ: CNC შპინდელისა და ხელსაწყოს დამჭერის დაბალანსება ხდება ადგილზე, რეალური დამუშავების სიჩქარით — შპინდელის მოხსნის გარეშე და მხოლოდ დაბალანსების სესიის დროით შეჩერებით. შპინდელის კორპუსზე დამონტაჟებული ვიბრაციის სენსორი და მბრუნავ აგებულებაზე მიმართული ლაზერული ტახომეტრი აწვდიან მონაცემებს Balanset-1A-ს, რომელიც გავლენის კოეფიციენტების მეთოდით ითვლის ზუსტ საკორექციო მასასა და კუთხურ მდებარეობას. სრული აგებულება — ხელსაწყოს დამჭერი, კოლეტი და საჭრელი ინსტრუმენტი ერთად — ბალანსირდება როგორც ერთი ერთეული, ISO 21940-11 სტანდარტის G1.0 კლასის ან უკეთესი სიზუსტით, რაც ამცირებს ნარჩენ ვიბრაციას 70 % ან მეტით და შპინდელის საკისრების რესურსს ათჯერამდე ზრდის.
ნიშნები, რომ თქვენი შპინდელი ან ხელსაწყოს დამჭერი დისბალანსშია
მაღალსიჩქარიანი შპინდელის დისბალანსი თავს იჩენს როგორც დამუშავებულ დეტალზე, ისე თავად შპინდელის აგებულებაზე. აი რას უნდა მიაქციოთ ყურადღება:
რატომ კარგავენ შპინდელები და ხელსაწყოების დამჭერები ბალანსს — და რა უჯდება ეს
შპინდელის აგებულება ტოლერანსიანი კომპონენტების ერთობლიობაა — შპინდელის ლილვი, დამჭიმი შტანგა, ხელსაწყოს დამჭერის კონუსი, კოლეტი და საჭრელი ინსტრუმენტი — და თითოეულს საკუთარი მცირე მასური ასიმეტრია შეაქვს. მათი ერთობლივი დისბალანსი კრიტიკულად მნიშვნელოვანია, რადგან ცენტრიფუგალური ძალა იზრდება კვადრატი ბრუნვის სიჩქარის კვადრატთან ერთად. 10 000 ბრ/წთ-ზე უკვე 1 გ·მმ უსიმეტრობაც კი ქმნის დაახლოებით 1 ნ-ს მბრუნავი რადიალური ძალის; 30 000 ბრ/წთ-ზე კი იგივე 1 g·mm წარმოქმნის 9 N-ს. ეს ძალები უწყვეტად ტვირთავს წინა კუთხურ-კონტაქტურ საკისრებს ერთ სექტორში და ყოველ ბრუნზე აწვება ბურთულების გორვის ბილიკებს. საწარმოო ცვლის განმავლობაში დაღლილობით გამოწვეული დაზიანება მძიმეა: შპინდელის საკისრები, რომლებიც წლების განმავლობაში უნდა მუშაობდეს, თვეებში გამოდის მწყობრიდან, ხოლო აწყობისას დაყენებული ზუსტი წინასწარი დატვირთვა ქრება.
ზედაპირის ხარისხის ხარჯები ასევე სწრაფად იზრდება. ღერძის სიხშირეზე ვიბრაცია იწვევს ზედაპირის ტალღოვანობას, რაც საჭიროებს დამატებით დასამუშავებელ გადასვლებს, ზრდის უვარგისი პროდუქციის რაოდენობას და ზღუდავს მისაღწევ დაშვებებს. საავიაციო, სამედიცინო და ოპტიკური დეტალებისთვის ღერძის დაბალანსება არ არის არჩევითი ტექნიკური მომსახურება — ეს წარმოების პროცესის მომზადების სავალდებულო ეტაპია. სრული აგრეგატის დაბალანსება Balanset-1A-ს გამოყენებით წარმოებაში გაშვებამდე ერთ საათზე ნაკლებ დროს მოითხოვს და ინვესტიცია ერთი დღის დაზოგილი ინსტრუმენტაციითაც კი სრულად ანაზღაურდება.
რატომ ზრდის ვიბრაციის შერბილება საყრდენის ექსპლუატაციის ვადას
როგორ ვბალანსირებთ CNC სპინდელს — ეტაპობრივად
CNC შპინდელის ადგილზე დაბალანსება Balanset-1A-ს გამოყენებით ეფუძნება გავლენის კოეფიციენტების მეთოდს რეალურ დამუშავების სიჩქარეზე, პირდაპირ დანადგარში — დაშლა საჭირო არ არის:
- დაამონტაჟეთ სენსორები. ვიბრაციული აჩქარების სენსორი დამაგრებულია შპინდელის კორპუსზე წინა საყრდენის არეალში, ხოლო ლაზერული ტახომეტრი მიზანმიმართულია ხელსაწყოს დამჭერზე ან შპინდელის ცხვირზე არსებულ რეფლექტორულ ფაზურ ლენტაზე. მთელი ამ დროის განმავლობაში მანქანა რჩება აწყობილი და ჩვეულებრივ საექსპლუატაციო მდგომარეობაში.
- დააკვირდით საწყის მდგომარეობას. მიზნობრივ დამუშავების სიჩქარით ერთი გატარება იღებს ვიბრაციის ამპლიტუდსა და ფაზურ კუთხეს, რითაც ადგენს მიმდინარე დისბალანსის მდგომარეობას როგორც სიდიდით, ისე მიმართულებით მთლიანი მბრუნავი აგებულებისთვის.
- დაამატეთ საცდელი წონა. მცირე კალიბრირებული მასა მაგრდება ხელსაწყოს დამჭერზე არსებულ საბალანსო რგოლზე ან შპინდელის ცხვირზე განთავსებულ სპეციალურ საბალანსო ფლანცზე. იმავე სიჩქარით ჩატარებული მეორე ცდა განსაზღვრავს შპინდელის რეაქციას — გავლენის კოეფიციენტს — ამ კუთხურ პოზიციაზე ცნობილ ზემოქმედებაზე.
- მიეცით მოწყობილობას გამოთვლის საშუალება. Balanset-1A ხსნის გავლენის კოეფიციენტების განტოლებებს და გამოაქვს საკორექციო მასა და მისი ზუსტი კუთხური მდებარეობა. გრძელი აგებულებებისთვის ან როდესაც ხელმისაწვდომია როგორც ინსტრუმენტის დამჭერის სიბრტყე, ისე შპინდელის წვერის სიბრტყე, ორსიბრტყიანი დაბალანსება გამორიცხავს მომენტის დისბალანსს, ისევე როგორც სტატიკურ დისბალანსს.
- შეუსაბამე კორექცია. საბალანსო რგოლზე არსებული მარეგულირებელი ხრახნები, ინსტრუმენტის დამჭერის ფლანეცის ზუსტი სახეხი დამუშავება ან სპეციალურად დამზადებული საკლიპე წონები უზრუნველყოფენ გამოთვლილი კორექტირების განხორციელებას მითითებულ კუთხეზე. საცდელი წონა მოხსნილია, გარდა იმ შემთხვევისა, როდესაც ის საბოლოო კორექტირების ნაწილს წარმოადგენს.
- დაადასტურეთ და დოკუმენტირეთ. საბოლოო გაზომვის სერია საექსპლუატაციო სიჩქარით ადასტურებს, რომ ნარჩენი უბალანსობა შპინდელის მასისა და სიჩქარისთვის G2.5 ან G1.0 ტოლერანტობის ფარგლებშია. Balanset-1A ინახავს დროით დათარიღებულ ანგარიშს წინასა და შემდგომ მნიშვნელობებთან ერთად თქვენი ხარისხის ჩანაწერებისთვის.
რას ვბალანსირებთ
- HSK-ის ინსტრუმენტის დამჭერი აგებულებები (HSK-A25-დან HSK-A100-მდე) ინსტრუმენტთან ერთად
- BT და CAT / ISO კონუსური ინსტრუმენტის სამაგრები (BT30, BT40, BT50, CAT40, CAT50)
- კოლიეტის თავაკი და ER კოლიეტის აგებულებები
- სახეზე მოსაჭრელი არბორები და შელ-მილ ადაპტერები
- გამოსათლავი თავაკები და მაღალი სიზუსტის გამოსათლავი წნელები
- სპინდელის ღერძები CNC დამუშავების ცენტრისთვის
- საფქვავი ბორბლის ღერძის აგებულებები
- მაღალსიხშირიანი ფრეზერისა და გრავირების შპინდელები
- მბრუნავი ცენტრის ცოცხალი ინსტრუმენტაციის ბლოკები
- პირდაპირი ამძრავით მომუშავე მოტორიზებული შპინდელები (საბალანსე გაშვებები ~60,000 rpm-მდე, ინსტრუმენტის 5–1000 Hz გაზომვის დიაპაზონის ფარგლებში; საუკეთესო სიზუსტე ~33,000 rpm-მდე)
დაშვებები და სტანდარტები
ISO 21940-11 (ყოფილი ISO 1940-1) განსაზღვრავს მყარი როტორებისთვის ბალანსირების ხარისხის კლასებს G0.4-დან G4000-მდე. დამუშავების სპინდელებისა და ხელსაწყოების დამჭერებისთვის მოქმედი კლასებია G2.5 (ზოგადი დამუშავება დაახლოებით 10,000 ბრ/წთ-მდე) და G1.0 (მაღალი სიზუსტისა და მაღალსიჩქარიანი სპინდელები 10,000 ბრ/წთ-ზე მეტი სიჩქარით). დასაშვები ნარჩენი არათანაბრობა Uთითო = ეთითო × m (გ·მმ), სადაც eთითო არის G-ხარისხიდან და ბრუნვის სიჩქარიდან გამომდინარე სპეციფიკური არათანაბრობა, ხოლო m არის როტორის მასა კგ-ში.
მაღალსიჩქარიანი დამუშავების კვანძებისთვის ISO 21940-11-ის ბალანსის ტოლერანსის მიღმა მისაღებობის კრიტერიუმები განისაზღვრება თავად შპინდელისა და ხელსაწყოს დამჭერის მწარმოებლების სპეციფიკაციებით. კარგი პრაქტიკა მოითხოვს, რომ სრული აწყობა — ხელსაწყოს დამჭერი, კოლეტი და დამონტაჟებული საჭრელი ინსტრუმენტი — უნდა იყოს დაბალანსებული, როგორც ერთიანი სისტემა, რადგან თითოეული ელემენტი ქმნის საკუთარ, დამოუკიდებელ მასურ ასიმეტრიას. ჩვენ ვზომავთ და ვაფიქსირებთ ნარჩენ უბალანსობას g·mm-ში და ვაწვდით დაბალანსების ანგარიშს თქვენი აპლიკაციის მოთხოვნილი ხარისხის შესაბამისად. გამოიყენეთ ჩვენი ნარჩენი არათანაბრობის კალკულატორი დაწყებამდე დასაშვები ტოლერანტობის დასადგენად.
ბალანსეტ-1A — თქვენი სრული მოწყობილობა საველე დაბალანსებისთვის
ამ გვერდზე ყველაფერი შესრულებულია ერთი პორტატული ინსტრუმენტით: ბალანსეტი-1ა. ეს არის ორარხიანი დინამიკური ბალანსერი და ვიბრაციის ანალიზატორი, რომელიც ბალანსირებს CNC სპინდელისა და ინსტრუმენტის დამჭერის აგებულებებს. თავიანთ ბრუნვაში, საექსპლუატაციო სიჩქარით, 3-წერტილიანი გავლენის კოეფიციენტების მეთოდის გამოყენებით — პროგრამული უზრუნველყოფა ითვლის ზუსტ საკორექციო მასასა და კუთხეს და ინახავს ანგარიშს.

რა შედის სრულ კომპლექტში
€1,975 · სრული ნაკრები, მარაგშია, დღგ-ს ინვოისი
- ინტერფეისის საზომი ბლოკი (USB, 2 არხი)
- ორი ვიბრაციული აჩქარების სენსორი (4 მ-იანი კაბელი, 10 მ-იანი დამატებით)
- ლაზერული ტაქომეტრი / ოპტიკური ფაზის სენსორი (50–500 მმ)
- მაგნიტური სადგამი სენსორისთვის
- ციფრული სასწორი საცდელი და საკორექციო წონებისთვის
- Windows-ის დაბალანსებისა და ანალიზის პროგრამული უზრუნველყოფა
- პლასტმასის სატრანსპორტო კონტეინერი
სრული კომპლექტი
ბლოკი · 2 სენსორი · ლაზერული ტაქომეტრი · მაგნიტური სადგამი · ციფრული სასწორი · პროგრამული უზრუნველყოფა · ტრანსპორტირების ჩანთა. ყველაფერი, რაც ბალანსირების დასაწყებად გჭირდებათ, მოჰყვება კომპლექტში.
ორიგინალი კომპლექტი
ბლოკი · 2 სენსორი · ლაზერული ტახომეტრი · პროგრამული უზრუნველყოფა. ინტეგრატორებისთვის, რომლებსაც უკვე აქვთ სტენდი, სასწორი და კორპუსი, ან რომლებიც ბლოკს ბალანსირების მანქანაში ათავსებენ.
| პარამეტრი | ღირებულება |
|---|---|
| გაზომვის არხები | 2 (ერთი და ორპლანიანი დაბალანსება) |
| ვიბრაციის სიჩქარის დიაპაზონი | 0.2–80 mm/s RMS |
| სიხშირის დიაპაზონი | 5–1000 Hz (≤10% ამპლიტუდის ცდომილება 550 Hz-ის ზემოთ) |
| ზუსტობა | სრული მასშტაბის ±5% |
| მეთოდი | 3-ქულიანი გავლენის კოეფიციენტი (1 ან 2 სიბრტყე) |
| ანალიზი | ამპლიტუდა და ფაზა 1×-ზე, FFT სპექტრი და ტალღის ფორმა, შენახული ანგარიშები |
| ლეპტოპი | არ შედის (Windows PC, ხელმისაწვდომია მოთხოვნის შემთხვევაში) |
ადგილზე დაბალანსება თუ ბალანსირების სადგური — რომელია თქვენი შპინდელისთვის უკეთესი?
| ფაქტორი | საველე დაბალანსება (ბალანსენს-1ა) | სპეციალური საბალანსო სადგამი (სამუშაო სახელოსნო) |
|---|---|---|
| სპინდელი მანქანიდან ამოღებულია? | არა — ადგილზე სირბილი | დიახ — საჭიროა სრული დაშლა |
| გამოსახავს თუ არა სირბილის რეალურ პირობებს? | დიახ — რეალური საკისრები, თერმული წინასწარი დატვირთვა, დამჭიმი შტანგის დაჭერის ძალა | არა — მექანიზმის ცალკეული ემულაცია |
| მანქანის გაჩერება | სენსორის მონტაჟი მხოლოდ (<15 წთ) | საათებიდან დღეებამდე (დემონტაჟი, გადაზიდვა, ბალანსირება, ხელახალი მონტაჟი) |
| დაბალანსების სიჩქარე | დამუშავების ფაქტობრივი სიჩქარე | ცალკე, ხშირად უფრო დაბალი, ტესტის სიჩქარე |
| ითვალისწინებს სრულ აგებულებას (დამჭერი + კოლეტი + ინსტრუმენტი)? | დიახ — მთლიანად აწყობილი და დაბალანსებული, როგორც ერთი ერთეული | დამოკიდებულია სადგარზე; ხშირად მხოლოდ დამჭერი |
| სტანდარტები დაკმაყოფილებულია | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| აღჭურვილობის ღირებულება | €1,975 (სრული კომპლექტი) | €5,000 – €30,000+ |
| ტიპური სამუშაო დრო თითო აგებულებაზე | ადგილზე 1 საათზე ნაკლები | სულ რამდენიმე საათიდან 1-2 დღემდე |
ადგილზე, საწარმოო პირობებში ბალანსირება უპირატესი მეთოდია იმ საწარმოო სპინდლებისთვის, რომლებიც მუშაობისთვის გამზადებულია, რადგან ის ასახავს ნამდვილ, აწყობილ და მუშა მდგომარეობას — მათ შორის, თერმულ წინასწარ დატვირთვასა და ჩამწევი ძალების კლამპირების ეფექტს — რისი რეპლიკაციაც ცალკეულ დადგმულ სადგურს არ შეუძლია. სპეციალური სადგური კვლავ სასარგებლოა პირველ გამოყენებამდე ახლად დამზადებული ხელსაწყოების სამაგრებისთვის, ან ძალიან მაღალსიჩქარიანი სპინდლებისთვის, რომელთა გეომეტრია სენსორის პირდაპირ მიერთებას არ იძლევა.
შპინდელის დაბალანსების რეალური შემთხვევები

CNC შპინდელი და HSK ინსტრუმენტის დამჭერი
სამაგისტრო ცენტრის სპინდელისა და HSK სამაგრის აგებულების ადგილზე დაბალანსება საექსპლუატაციო სიჩქარეზე, G1.0 ნარჩენი დისბალანსის მიღწევით და ზედაპირის დამუშავების ხარვეზების აღმოფხვრით.

სრულად აწყობილი, როგორც ერთი ბლოკი
სრული აგებულება — დამჭერი, კოლეტი და ინსტრუმენტი — ერთად ბალანსირდება დანადგარში. თითოეულ კომპონენტს თავისი მასური ასიმეტრია შეაქვს; ISO 21940-11 აგებულების დონეზე დაბალანსებას მოითხოვს.
სენსორი წინა საყრდენ ზედაპირზე
ვიბრაციული აჩქარების სენსორი პირდაპირ მაგრდება შპინდელის კორპუსზე წინა საკისართან, სრული დამუშავების სიჩქარეზე გაზომვის შესასრულებლად — შპინდელის დაშლა არ არის საჭირო.
უფასო შპინდელისა და ინსტრუმენტის დამჭერის კალკულატორები
ისწავლე თეორია
სპინდელისა და ხელსაწყო-დამჭერის დაბალანსების ხშირად დასმული კითხვები
საჭიროა თუ არა შპინდელის მოხსნა მანქანიდან დაბალანსებისთვის?
მხოლოდ ინსტრუმენტის დამჭერს დავაბალანსო თუ მთლიან აწყობილობას?
რა ბალანსირების ხარისხია საჭირო დამუშავების სპინდლებს?
რამდენად ხშირად უნდა დაბალანსდეს ხელსაწყოების დამჭერის აგებულებები?
შეუძლია თუ არა Balanset-1A-ს 20,000 rpm-ზე მეტი სიჩქარით მომუშავე შპინდელების დამუშავება?
ერთი საკორექციო პლანი საკმარისია, თუ ორი მჭირდება?
დააბალანსეთ თქვენი CNC სპინდელის აგლომერატი — მაღალ სიჩქარეზე, დაზგაში.
Balanset-1A ზომავს და აღმოფხვრის შპინდელის დისბალანსს საექსპლუატაციო სიჩქარეზე, დაშლის გარეშე, ISO 21940-11 G1.0 ტოლერანტობის დაცვით და შედეგს აღრიცხავს თქვენი ხარისხის ჩანაწერებისთვის. არ არის საჭირო დანადგარის დემონტაჟი, არ ხდება წარმოების შეფერხება — თქვენ იღებთ უფრო ჩუმ შპინდელს, საკისრების უფრო ხანგრძლივ რესურსს და ზედაპირის უკეთეს ხარისხს.