Serviços de balanceamento ' Fusos e porta-ferramentas
Equilíbrio do fuso e do porta-ferramentas CNC - À velocidade de funcionamento, na máquina
Os fusos de maquinação de alta velocidade são instrumentos de precisão - mesmo um miligrama de desequilíbrio a 24.000 rpm gera uma força centrífuga prejudicial. Efetuamos a equilibragem de fusos CNC e conjuntos de porta-ferramentas HSK/BT/CAT à velocidade de funcionamento, na máquina, Assim, o acabamento da superfície melhora, a vida útil da ferramenta aumenta e os rolamentos do fuso duram significativamente mais tempo.

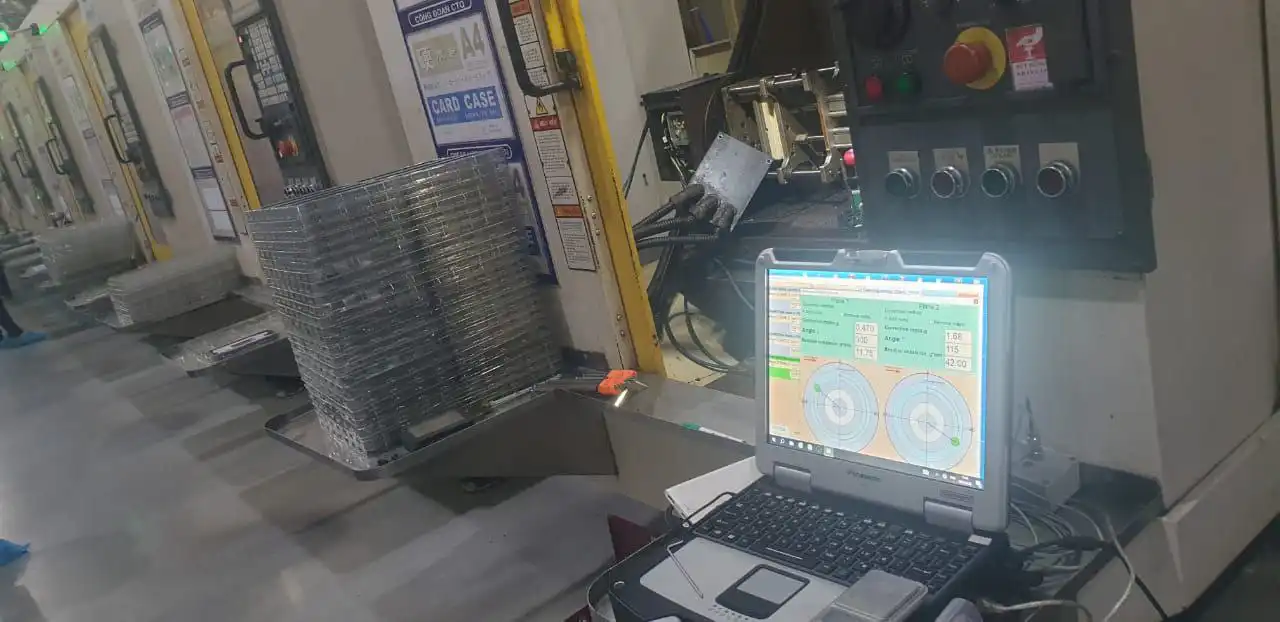
Em suma: A equilibragem do fuso CNC e do porta-ferramentas é realizada in-situ, à velocidade real de maquinação - sem remoção do fuso, sem tempo de paragem da máquina além da sessão de equilibragem. Um sensor de vibração na carcaça do fuso e um tacómetro laser no conjunto rotativo alimentam o Balanset-1A, que aplica o método do coeficiente de influência para calcular a massa de correção e a posição angular exatas. O conjunto completo - porta-ferramentas, pinça e ferramenta de corte juntos - é equilibrado como uma unidade, atingindo o grau G1.0 da ISO 21940-11 ou melhor, reduzindo a vibração residual em 70 % ou mais e multiplicando a vida útil do rolamento do fuso em até dez vezes.
Sinais de desequilíbrio do fuso ou do porta-ferramentas
O desequilíbrio do fuso de alta velocidade revela-se através da peça de trabalho maquinada e do próprio conjunto do fuso. Saiba o que procurar:
Porque é que os fusos e os porta-ferramentas perdem o equilíbrio - e quanto custa
Um conjunto de fuso é uma pilha de componentes tolerados - eixo do fuso, barra de tração, cone do porta-ferramentas, pinça e ferramenta de corte - cada um contribuindo com a sua própria pequena assimetria de massa. O desequilíbrio combinado tem uma importância crítica porque a força centrífuga aumenta com a quadrado da velocidade de rotação. A 10.000 rpm, um desequilíbrio de apenas 1 g-mm produz cerca de 1 N de força radial rotativa; a 30.000 rpm, o mesmo 1 g-mm produz 9 N. Estas forças carregam os rolamentos de contacto angular dianteiros continuamente num sector, comprimindo as pistas de esferas a cada revolução. Durante um turno de produção, os danos por fadiga são graves: os rolamentos do fuso, que deveriam durar anos, falham em meses, e a pré-carga de precisão ajustada durante a montagem desaparece.
Os custos da qualidade da superfície aumentam com a mesma rapidez. A vibração na frequência do fuso introduz ondulações na superfície que exigem passagens de acabamento adicionais, aumentam as taxas de refugo e limitam as tolerâncias alcançáveis. Para peças aeroespaciais, médicas e ópticas, a equilibragem do fuso não é uma manutenção opcional - é uma etapa obrigatória na configuração do processo. A equilibragem de todo o conjunto com o Balanset-1A antes de uma produção leva menos de uma hora e o investimento é recuperado num único dia com a poupança em ferramentas.
Porque é que a redução da vibração para metade multiplica a vida útil dos rolamentos
Como equilibramos um fuso CNC - passo a passo
A equilibragem de campo de um fuso CNC com o Balanset-1A segue o método do coeficiente de influência à velocidade real de maquinação, dentro da máquina - sem necessidade de desmontagem:
- Monte os sensores. Um acelerómetro de vibração é fixado à caixa do fuso na zona do rolamento dianteiro e um tacómetro laser é apontado a uma faixa de fase reflectora no porta-ferramentas ou no nariz do fuso. A máquina permanece montada e no seu estado normal de funcionamento durante todo o processo.
- Medir a linha de base. Um ciclo à velocidade de maquinação pretendida capta a amplitude de vibração e o ângulo de fase, estabelecendo o estado de desequilíbrio atual, tanto em magnitude como em direção, para todo o conjunto rotativo.
- Adicionar um peso de teste. Uma pequena massa calibrada é fixada ao anel de equilíbrio no porta-ferramentas, ou a uma flange de equilíbrio feita para o efeito no nariz do fuso. Um segundo ciclo à mesma velocidade quantifica a resposta do fuso - o coeficiente de influência - a uma perturbação conhecida nessa posição angular.
- Deixar o aparelho calcular. O Balanset-1A resolve as equações do coeficiente de influência e fornece a massa de correção e a sua posição angular precisa. Para conjuntos longos ou quando tanto o plano do porta-ferramentas como o plano do nariz do fuso são acessíveis, a equilibragem em dois planos elimina o desequilíbrio de binário assim como o desequilíbrio estático.
- Ajustar a correção. Os parafusos de ajuste num anel de equilíbrio, a retificação de precisão da flange do porta-ferramentas ou os pesos de clipe feitos propositadamente aplicam a correção calculada no ângulo indicado. O peso de teste é removido, a menos que faça parte da correção final.
- Verificar e documentar. Uma medição final efectuada à velocidade de funcionamento confirma que o desequilíbrio residual está dentro da tolerância G2.5 ou G1.0 para a massa e velocidade do fuso. O Balanset-1A guarda um relatório com registo de data e hora com valores antes e depois para os seus registos de qualidade.
O que equilibramos
- Conjuntos de porta-ferramentas HSK (HSK-A25 a HSK-A100) com ferramenta
- Porta-ferramentas cónicos BT e CAT / ISO (BT30, BT40, BT50, CAT40, CAT50)
- Mandril de aperto e conjuntos de pinças ER
- Fresas de faceamento e adaptadores para fresas de concha
- Cabeças de perfuração e barras de perfuração de precisão
- Eixos de fuso de centro de maquinagem CNC
- Conjuntos de eixos de mós
- Tupia de alta frequência e fusos de gravação
- Unidades de torneamento de centro vivo
- Veios-árvore motorizados de acionamento direto (corridas de equilibragem até ~60,000 rpm, dentro da gama de medição de 5–1000 Hz do instrumento; melhor precisão até ~33,000 rpm)
Tolerâncias e normas
ISO 21940-11 (anteriormente ISO 1940-1) define graus de qualidade de equilíbrio de G0.4 a G4000 para rotores rígidos. Para fusos de maquinagem e porta-ferramentas, os graus aplicáveis são G2.5 (maquinagem geral até ~10.000 rpm) e G1.0 (fusos de precisão e fusos de alta velocidade acima de 10.000 rpm). O desequilíbrio residual admissível Upor = epor × m (g-mm), em que epor é o desequilíbrio específico derivado do grau G e da velocidade de rotação, e m é a massa do rotor em kg.
Para conjuntos de maquinagem a alta velocidade, os critérios de aceitação para além da tolerância de equilibragem da ISO 21940-11 são definidos pelas próprias especificações dos fabricantes do veio-árvore e do porta-ferramentas. A boa prática exige que o montagem completa — porta-ferramentas, pinça e ferramenta de corte montada — deve ser equilibrado como uma unidade, pois cada elemento contribui com a sua própria assimetria de massa independente. Medimos e documentamos o desequilíbrio residual em g·mm e fornecemos um relatório de equilibragem de acordo com o grau exigido pela sua aplicação. Utilize o nosso calculadora de desequilíbrio residual para encontrar a tolerância admissível antes de começar.
O Balanset-1A - o seu kit completo de equilíbrio de campo
Tudo nesta página é feito com um instrumento portátil: o Balanset-1A. É um equilibrador dinâmico de dois canais e um analisador de vibrações que equilibra os conjuntos de fusos e porta-ferramentas CNC nos seus próprios rolamentos, à velocidade de funcionamento, utilizando o método do coeficiente de influência de 3 execuções - o software calcula a massa e o ângulo de correção exactos e guarda um relatório.

O que está incluído no kit completo
€1,975 - Kit completo, em stock, fatura com IVA
- Unidade de medição de interface (USB, 2 canais)
- Dois acelerómetros de vibração (cabo de 4 m, 10 m opcional)
- Tacómetro laser / sensor ótico de fase (50-500 mm)
- Suporte magnético para o sensor
- Balança digital para pesos de prova e correção
- Software de análise e equilíbrio do Windows
- Mala de transporte em plástico
Kit completo
Unidade - 2 sensores - tacómetro laser - suporte magnético - balança digital - software - mala de transporte. Tudo o que é necessário para começar a equilibrar a partir da caixa.
Conjunto OEM
Unidade - 2 sensores - tacómetro laser - software. Para integradores que já possuem um suporte, balança e caixa, ou que incorporam a unidade numa máquina de equilibrar.
| Parâmetro | Valor |
|---|---|
| Canais de medição | 2 (equilibragem num e em dois planos) |
| Faixa de velocidade de vibração | 0.2–80 mm/s RMS |
| Gama de frequências | 5–1000 Hz (≤10% amplitude error above 550 Hz) |
| Exatidão da medição | ±5% da escala completa |
| Método | Coeficiente de influência de 3 execuções (1 ou 2 planos) |
| Análise | Amplitude e fase a 1×, espetro FFT e forma de onda, relatórios guardados |
| Computador portátil | Não incluído (PC Windows, disponível a pedido) |
Equilibragem in situ vs máquina de equilibrar - qual é a mais adequada para o seu fuso?
| Fator | Equilíbrio de campo (Balanset-1A) | Suporte de equilíbrio dedicado (oficina) |
|---|---|---|
| O fuso foi retirado da máquina? | Não - funciona no local | Sim - é necessária uma desmontagem completa |
| Reflecte as condições reais de funcionamento? | Sim - rolamentos actuais, pré-carga térmica, fixação da lança | Não - emulação de fuso separado |
| Tempo de inatividade da máquina | Apenas montagem do sensor (<15 min) | Horas a dias (retirar, enviar, equilibrar, reinstalar) |
| Velocidade de equilíbrio | Velocidade real de maquinagem | Velocidade de ensaio separada, frequentemente inferior |
| Contas para a montagem completa (suporte + pinça + ferramenta)? | Sim - conjunto completo equilibrado como uma unidade | Depende do suporte; frequentemente apenas o suporte |
| Normas cumpridas | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| Custo do equipamento | 1.975 euros (kit completo) | €5,000 - €30,000+ |
| Tempo de trabalho típico por montagem | <1 hora no local | Várias horas a 1-2 dias no total |
A equilibragem de campo in situ é a abordagem preferida para fusos de produção que podem funcionar, porque capta a verdadeira condição de funcionamento montado — incluindo pré-carga térmica e forças de fixação da barra de tração — que um suporte separado não pode replicar. Um suporte dedicado continua a ser útil para porta-ferramentas novos antes da primeira utilização ou para fusos de muito alta velocidade cuja geometria impede a fixação direta do sensor.
Casos reais de equilibragem de fusos

Fuso CNC e porta-ferramentas HSK
Equilíbrio in situ de um fuso de centro de maquinagem e de um conjunto de porta-ferramentas HSK à velocidade de funcionamento, obtendo um desequilíbrio residual G1.0 e eliminando problemas de acabamento superficial.

Conjunto completo equilibrado como uma unidade
O conjunto completo - suporte, pinça e ferramenta - equilibrado em conjunto na máquina. Cada componente contribui com a sua própria assimetria de massa; a equilibragem ao nível do conjunto é exigida pela norma ISO 21940-11.
Sensor na zona do rolamento dianteiro
O acelerómetro de vibração é fixado diretamente à caixa do fuso no rolamento dianteiro, medindo à velocidade máxima de maquinação - não é necessário desmontar o fuso.
Calculadoras gratuitas de fusos e porta-ferramentas
Aprender a teoria
Perguntas frequentes sobre a equilibragem do fuso e do porta-ferramentas
É necessário retirar o fuso da máquina para efetuar o equilíbrio?
Devo equilibrar apenas o porta-ferramentas ou o conjunto completo?
De que grau de equilíbrio necessitam os fusos de maquinagem?
Com que frequência se devem equilibrar os conjuntos de porta-ferramentas?
O Balanset-1A pode lidar com velocidades de fuso acima de 20.000 rpm?
É suficiente um plano de correção ou são necessários dois?
Equilibre o seu conjunto de fuso CNC - em velocidade, na máquina
O Balanset-1A mede e resolve o desequilíbrio do fuso à velocidade de funcionamento sem desmontagem, atingindo as tolerâncias ISO 21940-11 G1.0 e documentando o resultado para os seus registos de qualidade. Sem remoção da máquina, sem perda de produção - apenas um fuso mais silencioso, maior vida útil dos rolamentos e melhor acabamento superficial.