平衡服务 ' 主轴和刀柄
数控主轴和刀柄平衡 - 在机床内以工作速度进行
高速加工主轴是精密仪器,在 24,000 转/分的转速下,即使一毫克的不平衡也会产生破坏性的离心力。我们平衡数控主轴和 HSK/BT/CAT 刀柄组件 在运行速度下,在机器中,因此,表面光洁度得以提高,刀具寿命得以延长,主轴轴承的使用寿命也大大延长。

简而言之 数控主轴和刀柄的平衡是在实际加工速度下就地进行的——无需拆卸主轴,平衡过程之外无需停机。主轴箱上的振动传感器和旋转组件上的激光转速计向 Balanset-1A 输送数据,Balanset-1A 采用影响系数法计算精确的修正质量和角度位置。整个组件——刀柄、夹头和切削刀具——作为一个整体进行平衡,达到 ISO 21940-11 G1.0 或更高的等级,将残余振动减少 70% 或更多,并将主轴轴承寿命延长多达十倍。
主轴或刀柄失去平衡的迹象
高速主轴不平衡通过加工工件和主轴组件本身表现出来。知道要注意什么:
主轴和刀柄失去平衡的原因及其代价
主轴组件是由主轴轴、牵引杆、刀柄锥度、夹头和切削刀具等公差组件组成的堆叠体,每个组件都有自己的小质量不对称。组合的不平衡非常重要,因为离心力会随着切削速度的增加而增加。 正方形 的旋转速度。在每分钟 10 000 转的转速下,仅 1 g-mm 的不平衡就会产生大约 1 N 的旋转径向力;在每分钟 30 000 转的转速下,仅 1 g-mm 的不平衡就会产生大约 1 N 的旋转径向力。 一样 1 g·mm 产生 9 N 的力。这些力在一个扇形区域内对前角接触轴承持续加载,每转一圈都会压缩球轨。在一个生产班次中,疲劳损伤非常严重:本应使用数年的主轴轴承在数月内就会失效,装配时设定的精密预紧力也会流失。
表面质量成本同样会迅速增加。主轴频率的振动会产生表面波纹,需要额外的精加工工序,提高废品率,并限制可实现的公差。对于航空航天、医疗和光学零件来说,主轴平衡不是可有可无的维护工作,而是工艺设置中的必经步骤。在生产运行前,使用 Balanset-1A 对整个组件进行平衡只需不到一个小时的时间,节省的刀具成本可在一天内收回投资。
为什么将振动减半能延长轴承寿命
我们如何逐步平衡数控主轴
使用 Balanset-1A 对数控主轴进行现场平衡时,采用影响系数法,在机床内部以实际加工速度进行,无需拆卸:
- 安装传感器。 振动加速度计固定在前轴承部位的主轴箱上,激光转速计则对准刀柄或主轴鼻端上的反射相位条。机床在整个过程中保持装配和正常运行状态。
- 测量基线。 在目标加工速度下运行一次,可捕捉振动幅度和相位角,从而确定整个旋转组件当前的不平衡状态,包括幅度和方向。
- 添加试重。 在刀柄上的平衡环或主轴鼻端的特制平衡法兰上安装一个小的校准质量块。以相同的速度进行第二次运行,量化主轴在该角度位置对已知干扰的响应(影响系数)。
- 让设备进行计算。 Balanset-1A 可求解影响系数方程,并输出校正质量及其精确的角度位置。对于长组件或刀柄平面和主轴鼻平面均可触及的情况,双平面平衡可消除耦合不平衡和静态不平衡。
- 安装校正配重。 平衡环上的调节螺钉、刀柄法兰的精密磨削或特制的夹式配重块,会在指定角度上应用计算出的修正量。除非试验配重构成最终修正的一部分,否则应将其移除。
- 核实并记录。 在运行速度下进行最终测量,确认残余不平衡在主轴质量和速度所对应的 G2.5 或 G1.0 公差范围内。Balanset-1A 会保存一份带有时间戳的报告,其中包括测量前后的数值,以作为质量记录。
我们的平衡
- HSK 刀柄组件(HSK-A25 至 HSK-A100),带刀具
- BT 和 CAT / ISO 锥形刀柄(BT30、BT40、BT50、CAT40、CAT50)
- 套筒夹头和 ER 套筒组件
- 面铣芯轴和壳铣适配器
- 镗头和精密镗杆
- 数控加工中心主轴轴
- 砂轮主轴组件
- 高频刳刨机和雕刻主轴
- 车削中心活套装置
- 直驱电主轴(平衡运行最高可达 ~60,000 rpm,处于仪器的 5–1000 Hz 测量范围内;最佳精度可达 ~33,000 rpm)
公差和标准
ISO 21940-11 (原 ISO 1940-1)规定了刚性转子从 G0.4 到 G4000 的平衡质量等级。对于加工主轴和刀柄,适用的等级为 G2.5 (普通加工,转速可达 ~10,000 rpm)和 G1.0 (10,000 rpm 以上的精密和高速主轴)。允许的残余不平衡 U每 = e每 × m(克-毫米),其中 e每 是根据 G 级和转速得出的特定不平衡度,m 是转子质量(千克)。
对于高速加工总成,除 ISO 21940-11 平衡公差外,验收标准还由主轴和刀柄制造商自己的规范设定。良好实践要求 全套组件 - 刀柄、夹头和安装好的切削刀具作为一个整体进行平衡,因为每个元素都有其独立的质量不对称。我们以 g-mm 为单位测量和记录残余不平衡,并根据您的应用要求提供平衡报告。使用我们的 剩余不平衡计算器 以找到允许的公差。
Balanset-1A - 您的全套现场平衡工具包
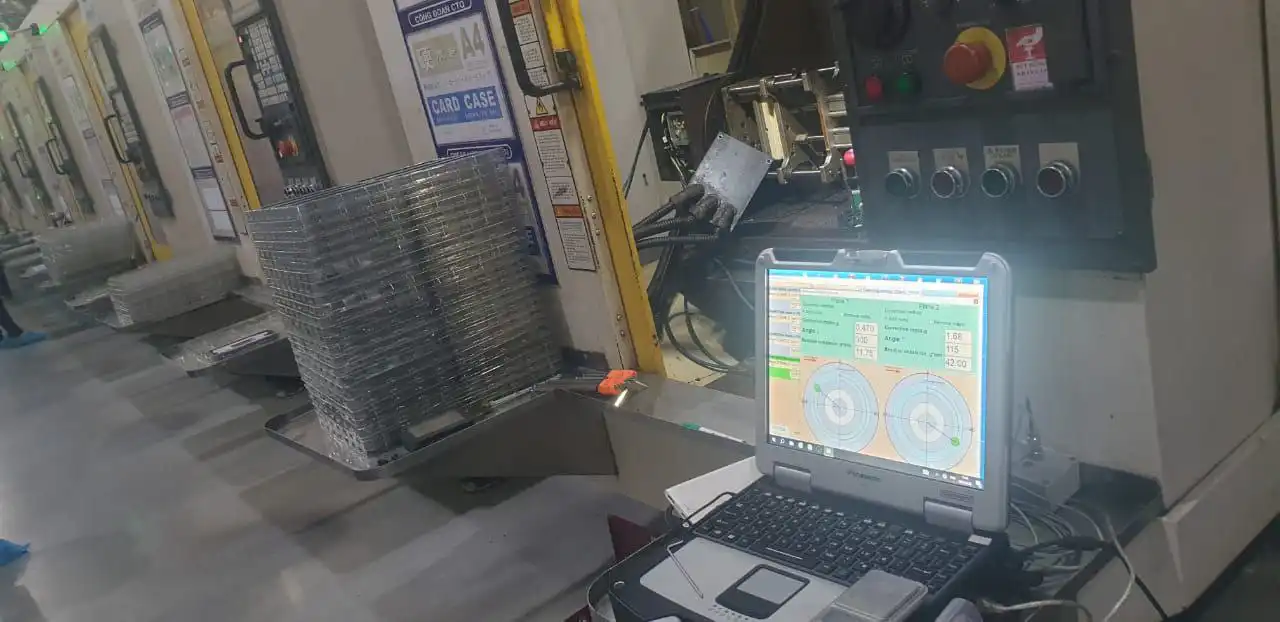
本页面上的所有内容都是通过一个便携式仪器完成的,那就是 Balanset-1A它是一种双通道动平衡和振动分析仪,用于平衡数控主轴和刀柄组件 在自己的轴承中,以运行速度,使用三次运行影响系数法——软件会计算出精确的修正质量和角度,并保存一份报告。

全套装备的内容
€1,975 - 全套设备,有库存,增值税发票
- 接口测量单元(USB,2 个通道)
- 两个振动加速度计(4 米电缆,可选 10 米电缆)
- 激光转速计/光学相位传感器(50-500 毫米)
- 传感器磁性支架
- 用于试秤和校正砝码的数字秤
- Windows 平衡和分析软件
- 塑料运输箱
全套装备
装置、2 个传感器、激光转速计、磁性支架、电子秤、软件、运输箱。开箱即可使用平衡所需的一切。
OEM 套件
装置、2 个传感器、激光转速计、软件。适用于已经拥有支架、秤和箱子的集成商,或将该装置嵌入平衡机的集成商。
| 参数 | 价值 |
|---|---|
| 测量通道 | 2(单平面和双平面平衡) |
| 振动速度范围 | 0.2–80 mm/s RMS |
| 频率范围 | 5–1000 Hz(在 550 Hz 以上幅值误差 ≤10%) |
| 测量精度 | 全量程的 ±5% |
| 方法 | 3 运行影响系数(1 或 2 平面) |
| 分析 | 1 倍振幅和相位、FFT 频谱和波形、保存的报告 |
| 笔记本电脑 | 不包括(Windows PC,可应要求提供) |
就地平衡与平衡机—哪一种适合您的主轴?
| 因素 | 现场平衡(Balanset-1A) | 专用平衡架(车间) |
|---|---|---|
| 主轴是否已从机床上拆下? | 否 - 原地运行 | 是 - 需要完全拆卸 |
| 反映真实的运行条件? | 是 - 实际轴承、热预紧、拉杆夹紧 | 否 - 独立主轴模拟 |
| 机器停机 | 仅安装传感器(<15 分钟) | 小时至数天(拉出、运输、平衡、重新安装) |
| 平衡速度 | 实际加工速度 | 单独测试速度,通常较低 |
| 是否包含整套组件(刀柄+夹头+刀具)? | 是 - 整套组件作为一个单元进行平衡 | 取决于支架;通常只有支架 |
| 达到标准 | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| 设备费用 | 1 975 欧元(全套装备) | €5,000 - €30,000+ |
| 每次装配的典型工作时间 | <1小时 | 数小时至 1-2 天 |
对于可以运转的生产主轴而言,现场平衡是首选方法,因为它可以捕捉到真实的装配运转状态,包括热预载和拉杆夹紧力,而这是单独的支架无法复制的。对于首次使用前的新建刀柄或因几何形状而无法直接安装传感器的超高速主轴,专用支架仍然非常有用。
真正的主轴平衡案例

数控主轴和 HSK 刀柄
在运行速度下对加工中心主轴和 HSK 刀柄组件进行原位平衡,实现 G1.0 残余不平衡,消除表面粗糙度问题。

全套组件平衡为一个整体
整套组件——夹头、夹钳和刀具——在机器中一起平衡。每个组件都有自己的质量不对称性;ISO 21940-11 标准要求进行组件级平衡。
前轴承区的传感器
振动加速度计直接固定在前轴承处的主轴箱上,在全速加工时进行测量,无需拆卸主轴。
免费主轴和刀柄计算器
主轴和刀柄平衡常见问题
是否需要将主轴从机床上拆下进行平衡?
我应该单独平衡刀柄还是整个组件?
加工主轴需要什么平衡等级?
应多久平衡一次刀柄组件?
Balanset-1A 能否处理超过 20,000 rpm 的主轴转速?
一个校正平面就够了,还是需要两个?
平衡数控主轴组件—在机床中高速运转
Balanset-1A 可在运行速度下测量并解决主轴不平衡问题,无需拆卸,达到 ISO 21940-11 G1.0 公差要求,并将结果记录在案,作为质量记录。无需拆卸机床,不会造成生产损失—只需更安静的主轴、更长的轴承寿命和更好的表面光洁度。