Balanceringsydelser › Spindler & værktøjsholdere
Afbalancering af CNC-spindel & værktøjsholder — ved driftshastighed, i maskinen
Højhastighedsbearbejdningsspindler er præcisionsinstrumenter — selv et milligram ubalance ved 24.000 rpm genererer skadelig centrifugalkraft. Vi afbalancerer CNC-spindler og HSK/BT/CAT-værktøjsholdere ved driftshastighed, i maskinen, så overfladefinishen forbedres, værktøjets levetid forlænges, og spindellejerne holder betydeligt længere.

Kort sagt: Afbalancering af CNC-spindel og værktøjsholder udføres in situ ved den aktuelle bearbejdningshastighed — uden at spindlen fjernes og uden maskinnedetid ud over selve afbalanceringen. En vibrationssensor på spindelhuset og et lasertachometer på den roterende enhed leverer data til Balanset-1A, som anvender indflydelseskoefficientmetoden til at beregne den nøjagtige korrektionsmasse og vinkelposition. Den komplette samling — værktøjsholder, spændetang og skæreværktøj sammen — afbalanceres som én enhed og opnår ISO 21940-11-klasse G1.0 eller bedre, hvilket reducerer restvibrationer med 70 % eller mere og øger spindellejernes levetid med op til ti gange.
Tegn på, at din spindel eller værktøjsholder er ude af balance
Ubalance i højhastighedsspindler viser sig gennem det bearbejdede emne og selve spindelenheden. Ved hvad du skal kigge efter:
Hvorfor spindler og værktøjsholdere mister balancen — og hvad det koster
En spindelenhed er en stak af tolererede komponenter — spindelaksel, trækstang, værktøjsholderkonus, spændetang og skæreværktøj — som hver især bidrager med sin egen lille masseasymmetri. Den samlede ubalance er kritisk, fordi centrifugalkraften vokser med firkant af rotationshastigheden. Ved 10.000 rpm giver en ubalance på blot 1 g·mm ca. 1 N roterende radialkraft; ved 30.000 rpm er det samme 1 g·mm giver 9 N. Disse kræfter belaster de forreste vinkelkontaktlejer kontinuerligt i en sektor og komprimerer kuglebanerne ved hver omdrejning. I løbet af et produktionsskift er udmattelsesskaderne alvorlige: Spindellejer, der burde holde i årevis, svigter på få måneder, og den præcise forspænding, der blev indstillet under monteringen, forsvinder.
Omkostninger til overfladekvalitet løber lige så hurtigt op. Vibration ved spindelfrekvensen introducerer overfladebølgethed, kræver ekstra efterbehandlingspas, øger skrotprocenten og begrænser de opnåelige tolerancer. For dele til rumfart, medicoteknik og optik er spindelafbalancering ikke valgfri vedligeholdelse — det er et obligatorisk trin i procesopsætningen. Afbalancering af hele samlingen med Balanset-1A før en produktionskørsel tager under en time, og investeringen betaler sig hjem inden for en enkelt dag gennem sparede værktøjsomkostninger.
Hvorfor halvering af vibrationer mangedobler lejernes levetid
Sådan afbalancerer vi en CNC-spindel — trin for trin
Afbalancering på stedet af en CNC-spindel med Balanset-1A følger indflydelseskoefficientmetoden ved den aktuelle bearbejdningshastighed, inde i maskinen — ingen afmontering nødvendig:
- Monter sensorerne. Et vibrationsaccelerometer er fastgjort til spindelhuset ved området omkring det forreste leje, og et lasertachometer rettes mod en refleksstrimmel på værktøjsholderen eller spindelnæsen. Maskinen forbliver samlet og i sin normale driftstilstand hele vejen igennem.
- Mål baseline. En kørsel ved den ønskede bearbejdningshastighed registrerer vibrationsamplitude og fasevinkel og fastlægger den aktuelle ubalancetilstand i både størrelse og retning for hele den roterende enhed.
- Tilføj en prøvevægt. En lille kalibreret masse fastgøres til afbalanceringsringen på værktøjsholderen eller til en specialfremstillet afbalanceringsflange på spindelnæsen. En anden kørsel ved samme hastighed kvantificerer spindelens respons — indflydelseskoefficienten — på en kendt forstyrrelse i den pågældende vinkelposition.
- Lad enheden beregne. Balanset-1A løser ligningerne for indflydelseskoefficienterne og angiver korrektionsmassen og dens præcise vinkelposition. Ved lange samlinger, eller når både værktøjsholderplanet og spindelnæseplanet er tilgængelige, eliminerer afbalancering i to planer både parubalance og statisk ubalance.
- Monter korrektionen. Justeringsskruer på en afbalanceringsring, præcisionsslibning af værktøjsholderflangen eller specialfremstillede klemvægte påfører den beregnede korrektion ved den angivne vinkel. Prøvevægten fjernes, medmindre den udgør en del af den endelige korrektion.
- Bekræft og dokumenter. En afsluttende måling ved driftshastighed bekræfter, at den resterende ubalance er inden for tolerancen G2,5 eller G1,0 for spindelens masse og hastighed. Balanset-1A gemmer en tidsstemplet rapport med før- og efterværdier til din kvalitetsregistrering.
Hvad vi afbalancerer
- HSK-værktøjsholdere (HSK-A25 til HSK-A100) med værktøj
- BT og CAT/ISO koniske værktøjsholdere (BT30, BT40, BT50, CAT40, CAT50)
- Spændetang og ER-spændetangssamlinger
- Planfræsedorne og adaptere til skalfræsning
- Borehoveder og præcisionsborestænger
- Spindelaksler til CNC-bearbejdningscentre
- Slibeskive-spindelenheder
- Højfrekvente fræsere og graveringsspindler
- Drejecenter med roterende værktøjsenheder
- Direkte drevne motoriserede spindler (afbalanceringskГёrsler op til ~60,000 rpm, inden for instrumentets mГҐleomrГҐde pГҐ 5–1000 Hz; bedste nГёjagtighed op til ~33,000 rpm)
Tolerancer & standarder
ISO 21940-11 (tidligere ISO 1940-1) definerer balancekvalitetsklasser fra G0,4 til G4000 for stive rotorer. For bearbejdningsspindler og værktøjsholdere er de gældende kvaliteter G2.5 (generel bearbejdning op til ~10.000 rpm) og G1.0 (præcisions- og højhastighedsspindler over 10.000 rpm). Den tilladte restubalance Upr. = epr. × m (g·mm), hvor epr. er den specifikke ubalance, der er afledt af G-graden og rotationshastigheden, og m er rotormassen i kg.
For hГёjhastighedsbearbejdningssamlinger fastsГ¦ttes acceptkriterier ud over afbalanceringstolerancen i ISO 21940-11 af spindel- og vГ¦rktГёjsholderproducenternes egne specifikationer. God praksis krГ¦ver, at komplet samling — værktøjsholder, spændetang og monteret skæreværktøj — afbalanceres som én enhed, fordi hvert element bidrager med sin egen uafhængige masseasymmetri. Vi måler og dokumenterer restubalance i g·mm og leverer en afbalanceringsrapport i den kvalitet, som din applikation kræver. Brug vores Restubalance-beregner for at finde den tilladte tolerance, før du starter.
Balanset-1A — dit komplette sæt til afbalancering på stedet
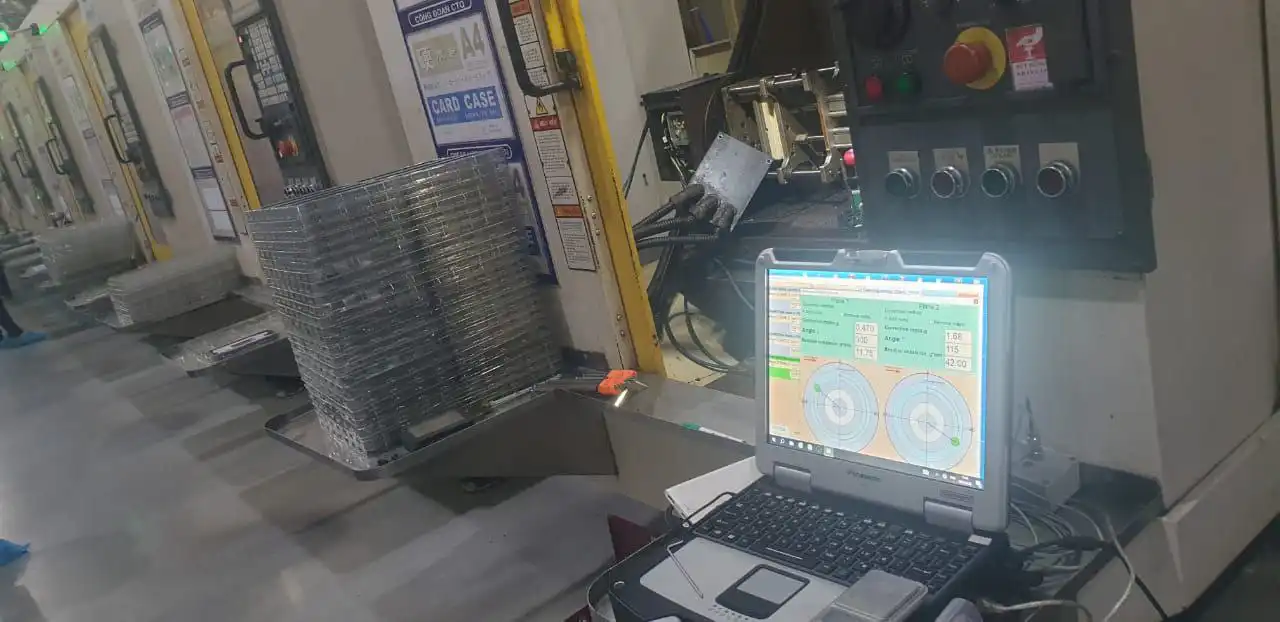
Alt på denne side er lavet med ét bærbart instrument: den Balanset-1A. Det er en dynamisk afbalancerings- og vibrationsanalysator med to kanaler, der afbalancerer CNC-spindler og værktøjsholdere. i deres egne lejer, ved driftshastighed, ved hjælp af 3-kørselsmetoden med indflydelseskoefficienter — softwaren beregner den nøjagtige korrektionsmasse og vinkel og gemmer en rapport.

Hvad indeholder det fulde sæt?
€1,975 · Fuldt kit, på lager, momsfaktura
- Interface-måleenhed (USB, 2 kanaler)
- To vibrationsaccelerometre (4 m kabel, 10 m som ekstraudstyr)
- Laser-tachometer / optisk fasesensor (50–500 mm)
- Magnetisk stativ til sensoren
- Digital vægt til prøve- & korrektionsvægte
- Windows-software til afbalancering & analyse
- Transportkasse af plast
Fuldt sæt
Enhed · 2 sensorer · lasertachometer · magnetisk stativ · digital vægt · software · transportkuffert. Alt, hvad der er nødvendigt for at komme i gang med at afbalancere.
OEM-sæt
Enhed · 2 sensorer · lasertachometer · software. Til integratorer, der allerede har et stativ, en vægt og en kasse, eller som integrerer enheden i en afbalanceringsmaskine.
| Parameter | Værdi |
|---|---|
| Målekanaler | 2 (afbalancering i et & to planer) |
| Vibrationshastighedsområde | 0.2–80 mm/s RMS |
| Frekvensområde | 5–1000 Hz (≤10% amplitude error above 550 Hz) |
| Målenøjagtighed | ±5% af fuld skala |
| Metode | 3-run indflydelseskoefficient (1 eller 2 planer) |
| Analyse | Amplitude & fase ved 1×, FFT-spektrum & bølgeform, gemte rapporter |
| Bærbar computer | Ikke inkluderet (Windows PC, tilgængelig på forespørgsel) |
Afbalancering på stedet vs. afbalanceringsmaskine — hvad er det rigtige for din spindel?
| Faktor | Feltbalancering (Balanset-1A) | Dedikeret afbalanceringsstativ (værksted) |
|---|---|---|
| Er spindlen fjernet fra maskinen? | Nej — kører på stedet | Ja — fuld adskillelse påkrævet |
| Afspejler reelle løbeforhold? | Ja — faktiske lejer, termisk forspænding, trækstangsspænding | Nej — separat spindelemulering |
| Nedetid for maskiner | Kun sensormontering (<15 min) | Timer til dage (udtagning, forsendelse, afbalancering, geninstallation) |
| Afbalanceringshastighed | Faktisk bearbejdningshastighed | Separat, ofte lavere, testhastighed |
| Regnskab for fuld montering (holder + spændetang + værktøj)? | Ja — komplet samling afbalanceret som én enhed | Afhænger af stativ; ofte kun holder |
| Standarder opfyldt | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| Omkostninger til udstyr | €1,975 (fuldt sæt) | €5,000 – €30,000+ |
| Typisk arbejdstid pr. samling | <1 time på stedet | Flere timer til 1–2 dage i alt |
Afbalancering på stedet er den foretrukne tilgang til produktionsspindler, der kan køre, fordi den indfanger den sande samlede driftstilstand — inklusive termisk forspænding og trækstangskræfter — som et separat stativ ikke kan genskabe. Et dedikeret stativ er stadig nyttigt til nybyggede værktøjsholdere før første brug eller til spindler med meget høj hastighed, hvis geometri forhindrer direkte fastgørelse af sensorer.
Ægte tilfælde af spindelafbalancering

CNC-spindel & HSK-værktøjsholder
In-situ-afbalancering af en spindel i et bearbejdningscenter og en HSK-værktøjsholder ved driftshastighed, hvilket giver en restubalance på G1,0 og eliminerer problemer med overfladefinishen.

Fuld samling afbalanceret som en enhed
Den komplette samling — holder, spændetang og værktøj — afbalanceres sammen i maskinen. Hver komponent bidrager med sin egen masseasymmetri; afbalancering på samlingsniveau kræves af ISO 21940-11.
Sensor ved det forreste lejeområde
Vibrationsaccelerometeret er fastgjort direkte til spindelhuset ved det forreste leje og måler ved fuld bearbejdningshastighed — ingen afmontering af spindlen er nødvendig.
Gratis beregnere til spindel & værktøjsholder
Lær teorien at kende
FAQ om afbalancering af spindel & værktøjsholder
Skal spindlen tages ud af maskinen for at blive afbalanceret?
Skal jeg afbalancere værktøjsholderen alene eller hele samlingen?
Hvilken balanceklasse har bearbejdningsspindler brug for?
Hvor ofte skal værktøjsholdere afbalanceres?
Kan Balanset-1A håndtere spindelhastigheder over 20.000 rpm?
Er et korrektionsplan nok, eller skal jeg bruge to?
Afbalancer din CNC-spindelsamling — ved hastighed, i maskinen
Balanset-1A måler og afhjælper spindelubalance ved driftshastighed uden demontering, opnår ISO 21940-11 G1.0-tolerancer og dokumenterer resultatet til dine kvalitetsregistre. Ingen afmontering af maskinen, intet produktionstab — bare en mere støjsvag spindel, længere lejelevetid og bedre overfladefinish.