Balanseringstjenester ' Spindler og verktøyholdere
Avbalansering av CNC-spindel og verktøyholder - ved driftshastighet, i maskinen
Spindler for høyhastighetsmaskinering er presisjonsinstrumenter - selv et milligram ubalanse ved 24 000 o/min genererer skadelig sentrifugalkraft. Vi balanserer CNC-spindler og HSK/BT/CAT-verktøyholderenheter ved driftshastighet, i maskinen, Dermed blir overflatefinishen bedre, verktøyets levetid forlenges og spindellagrene holder betydelig lenger.

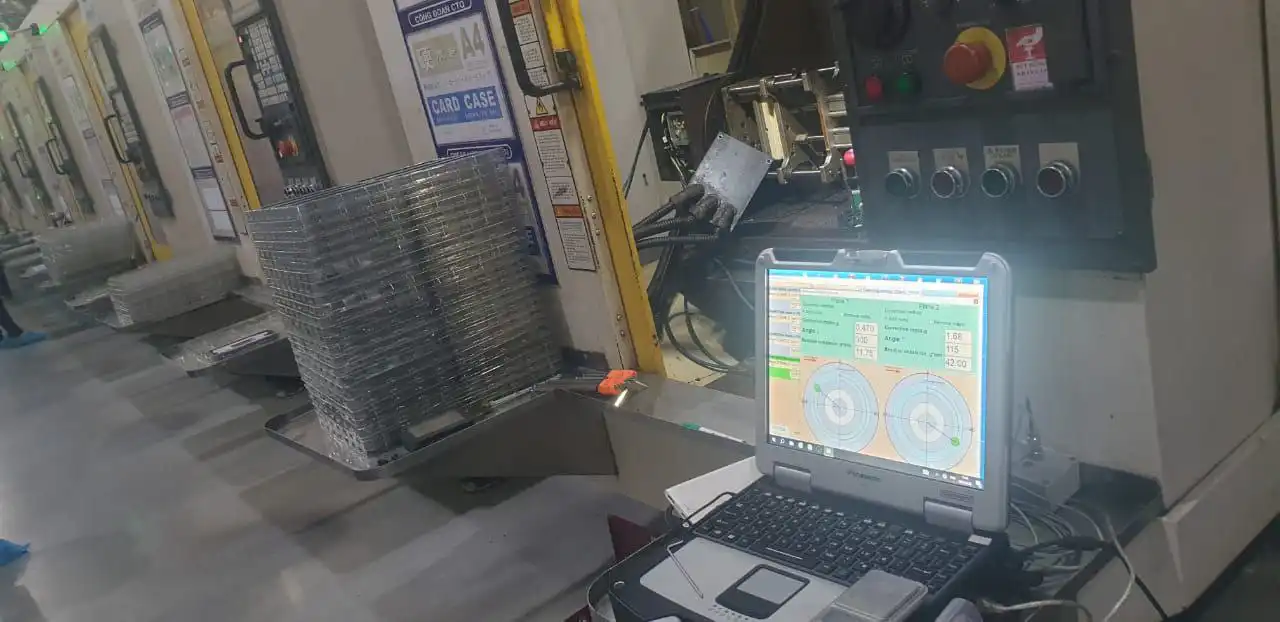
Kort sagt: CNC-balansering av spindel og verktøyholder utføres på stedet ved den faktiske bearbeidingshastigheten - ingen spindel må fjernes, ingen nedetid på maskinen utover balanseringsøkten. En vibrasjonssensor på spindelhuset og en laserturteller på den roterende enheten mates med data til Balanset-1A, som bruker innflytelseskoeffisientmetoden for å beregne den nøyaktige korreksjonsmassen og vinkelposisjonen. Hele enheten - verktøyholder, spennhylse og skjæreverktøy - balanseres som én enhet og oppnår ISO 21940-11 klasse G1.0 eller bedre, noe som reduserer restvibrasjonene med 70 % eller mer og øker spindellagerets levetid med opptil ti ganger.
Tegn på at spindelen eller verktøyholderen er i ubalanse
Ubalanse i høyhastighetsspindelen viser seg gjennom det bearbeidede arbeidsstykket og selve spindelenheten. Vet hva du skal se etter:
Hvorfor spindler og verktøyholdere mister balansen - og hva det koster
En spindelenhet er en stabel av toleransejusterte komponenter - spindelaksel, trekkstang, verktøyholderkonus, spennhylse og skjæreverktøy - som hver bidrar med sin egen lille masseasymmetri. Den kombinerte ubalansen er av avgjørende betydning fordi sentrifugalkraften vokser med kvadrat av rotasjonshastigheten. Ved 10 000 o/min gir en ubalanse på bare 1 g-mm en roterende radialkraft på omtrent 1 N; ved 30 000 o/min er samme 1 g-mm gir 9 N. Disse kreftene belaster de fremre vinkelkontaktlagrene kontinuerlig i én sektor og komprimerer kulesporene ved hver omdreining. I løpet av et produksjonsskift er utmattingsskadene alvorlige: Spindellagre som skulle vare i årevis, svikter på noen måneder, og den presise forspenningen som ble innstilt under monteringen, forsvinner.
Kostnadene for overflatekvalitet øker like raskt. Vibrasjoner ved spindelfrekvensen gjør overflaten bølgete, noe som krever ekstra etterbehandling, øker kassasjonsraten og begrenser oppnåelige toleranser. For deler til romfart, medisin og optikk er spindelbalansering ikke valgfritt vedlikehold - det er et obligatorisk trinn i prosessoppsettet. Det tar under en time å balansere hele enheten med Balanset-1A før en produksjonskjøring, og investeringen er tjent inn i løpet av én dag med spart verktøy.
Hvorfor halvering av vibrasjoner mangedobler lagerets levetid
Slik balanserer vi en CNC-spindel - trinn for trinn
Feltbalansering av en CNC-spindel med Balanset-1A følger påvirkningskoeffisientmetoden ved faktisk bearbeidingshastighet, inne i maskinen - ingen demontering er nødvendig:
- Monter sensorene. Et vibrasjonsakselerometer er festet til spindelhuset ved det fremre lagerområdet, og en laserturteller er rettet mot en reflekterende fasestripe på verktøyholderen eller spindelnesen. Maskinen forblir montert og i normal driftstilstand under hele forsøket.
- Mål grunnlinjen. Én kjøring ved ønsket maskineringshastighet registrerer vibrasjonsamplitude og fasevinkel, og fastsetter den aktuelle ubalansetilstanden i både størrelse og retning for hele den roterende enheten.
- Legg til en prøvevekt. En liten kalibrert masse festes til balanseringen på verktøyholderen, eller til en spesiallaget balanseringsflens på spindelnesen. En ny kjøring med samme hastighet kvantifiserer spindelens respons - påvirkningskoeffisienten - på en kjent forstyrrelse i den aktuelle vinkelposisjonen.
- La enheten beregne. Balanset-1A løser ligningene for innflytelseskoeffisientene og sender ut korreksjonsmassen og dens nøyaktige vinkelposisjon. For lange sammenstillinger eller når både verktøyholderplanet og spindelneseplanet er tilgjengelige, eliminerer balansering i to plan både parubalanse og statisk ubalanse.
- Tilpass korreksjonen. Justeringsskruer på en balansering, presisjonssliping av verktøyholderens flens eller spesiallagede klipsvekter påfører den beregnede korreksjonen i den angitte vinkelen. Prøvevekten fjernes med mindre den utgjør en del av den endelige korreksjonen.
- Verifiser og dokumenter. En siste målekjøring ved driftshastighet bekrefter at den gjenværende ubalansen er innenfor toleransen G2,5 eller G1,0 for spindelens masse og hastighet. Balanset-1A lagrer en tidsstemplet rapport med før- og etter-verdier for kvalitetsregistreringer.
Hva vi balanserer
- HSK-verktøyholdere (HSK-A25 til HSK-A100) med verktøy
- BT og CAT/ISO koniske verktøyholdere (BT30, BT40, BT50, CAT40, CAT50)
- Spennhylsechuck og ER-spennhylseenheter
- Planfresdorn og adaptere for skaftfreser
- Borhoder og presisjonsborestenger
- CNC-maskinering av spindelaksler i senter
- Spindelenheter for slipeskiver
- Høyfrekvente freser og graveringsspindler
- Dreiesenter for roterende verktøy
- Direktedrevne motoriserte spindler (balanseringskjøringer opptil ~60,000 rpm, innenfor instrumentets måleområde på 5–1000 Hz; beste nøyaktighet opptil ~33,000 rpm)
Toleranser og standarder
ISO 21940-11 (tidligere ISO 1940-1) definerer balansekvalitetsklasser fra G0,4 til G4000 for stive rotorer. For maskineringsspindler og verktøyholdere er de gjeldende karakterene G2.5 (generell maskinering opp til ~10 000 o/min) og G1.0 (presisjons- og høyhastighetsspindler over 10 000 o/min). Den tillatte restubalansen Uper = eper × m (g-mm), hvor eper er den spesifikke ubalansen avledet fra G-graden og rotasjonshastigheten, og m er rotormassen i kg.
For høyhastighets maskineringsenheter settes akseptkriterier utover balansetoleransen i ISO 21940-11 av spindel- og verktøyholderprodusentenes egne spesifikasjoner. God praksis krever at komplett montering - verktøyholder, spennhylse og montert skjæreverktøy - balanseres som en enhet, fordi hvert element bidrar med sin egen uavhengige masseasymmetri. Vi måler og dokumenterer restubalansen i g-mm og leverer en balanseringsrapport i den kvaliteten som applikasjonen din krever. Bruk vår kalkulator for rest-ubalanse for å finne den tillatte toleransen før du starter.
Balanset-1A - ditt komplette feltbalanseringssett
Alt pГҐ denne siden utfГёres med ett bГ¦rbart instrument: Balanset-1A. Det er en dynamisk balanserings- og vibrasjonsanalysator med to kanaler som balanserer CNC-spindel- og verktøyholderenheter i sine egne lagre, ved driftshastighet, ved hjelp av 3-kjГёringsmetoden med pГҐvirkningskoeffisient—programvaren beregner den nГёyaktige korreksjonsmassen og -vinkelen og lagrer en rapport.

Hva inneholder det komplette settet?
€1,975 - Fullt sett, på lager, momsfaktura
- Grensesnittmåleenhet (USB, 2 kanaler)
- To vibrasjonsakselerometre (4 m kabel, 10 m valgfritt)
- Laserturteller / optisk fasesensor (50-500 mm)
- Magnetisk stativ for sensoren
- Digital vekt for prøve- og korreksjonsvekter
- Windows-programvare for balansering og analyse
- Transportkoffert i plast
Komplett sett
Enhet - 2 sensorer - laserturteller - magnetisk stativ - digital vekt - programvare - transportkoffert. Alt som trengs for å begynne å balansere ut av esken.
OEM-sett
Enhet - 2 sensorer - laserturteller - programvare. For integratorer som allerede har stativ, vekt og koffert, eller som bygger enheten inn i en avbalanseringsmaskin.
| Parameter | Verdi |
|---|---|
| Målekanaler | 2 (balansering i ett og to plan) |
| Vibrasjonshastighetsområde | 0.2–80 mm/s RMS |
| Frekvensområde | 5–1000 Hz (≤10% amplitudefeil over 550 Hz) |
| Målingens nøyaktighet | ±5% av full skala |
| Metode | 3-løps påvirkningskoeffisient (1 eller 2 plan) |
| Analyse | Amplitude og fase ved 1×, FFT-spektrum og bølgeform, lagrede rapporter |
| Bærbar datamaskin | Ikke inkludert (Windows PC, tilgjengelig på forespørsel) |
In-situ-avbalansering vs. avbalanseringsmaskin - hva er riktig for din spindel?
| Faktor | Feltbalansering (Balanset-1A) | Eget avbalanseringsstativ (verksted) |
|---|---|---|
| Spindelen fjernet fra maskinen? | Nei - kjører på plass | Ja - full demontering kreves |
| Gjenspeiler reelle kjøreforhold? | Ja - faktiske lagre, termisk forspenning, fastspenning av trekkstang | Nei - separat spindelemulering |
| Nedetid for maskiner | Kun sensormontering (<15 min) | Timer til dager (trekke, sende, balansere, installere på nytt) |
| Balansering av hastighet | Faktisk bearbeidingshastighet | Separat, ofte lavere, testhastighet |
| Tar hensyn til hele enheten (holder + spennhylse + verktøy)? | Ja - komplett montering balansert som én enhet | Avhenger av stativ; ofte bare holder |
| Standarder oppfylt | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| Kostnader for utstyr | 1 975 euro (komplett sett) | €5,000 - €30,000+ |
| Typisk arbeidstid per montering | <1 time på stedet | Flere timer til 1-2 dager totalt |
Feltavbalansering på stedet er den foretrukne metoden for produksjonsspindler som kan kjøres, fordi den fanger opp den sanne, monterte kjøretilstanden - inkludert termisk forspenning og klemmekrefter på trekkstangen - som et separat stativ ikke kan gjenskape. Et dedikert stativ er fortsatt nyttig for nybygde verktøyholdere før første gangs bruk eller for spindler med svært høy hastighet, der geometrien forhindrer direkte sensortilkobling.
Ekte tilfeller av spindelbalansering

CNC-spindel og HSK-verktøyholder
In-situ-balansering av en maskineringssenterspindel og HSK-verktøyholder ved driftshastighet, med en restubalanse på G1,0 og eliminering av problemer med overflatefinishen.

Full montering balansert som én enhet
Hele enheten - holder, spennhylse og verktøy - balanseres sammen i maskinen. Hver komponent bidrar med sin egen masseasymmetri; balansering på monteringsnivå er påkrevd i henhold til ISO 21940-11.
Sensor ved det fremre lagerområdet
Vibrasjonsakselerometeret er festet direkte på spindelhuset ved det fremre lageret, og måler ved full bearbeidingshastighet - ingen demontering av spindelen er nødvendig.
Gratis spindel- og verktøyholderkalkulatorer
Lær deg teorien
Ofte stilte spørsmål om balansering av spindel og verktøyholder
Må spindelen tas ut av maskinen for balansering?
Skal jeg balansere verktøyholderen alene eller hele enheten?
Hvilken balansegrad trenger maskinspindler?
Hvor ofte bør verktøyholderenheter balanseres?
Kan Balanset-1A håndtere spindelhastigheter over 20 000 o/min?
Holder det med ett korreksjonsplan, eller trenger jeg to?
Balanser CNC-spindelenheten din - i fart, i maskinen
Balanset-1A måler og løser spindelubalanse ved driftshastighet uten demontering, oppnår ISO 21940-11 G1.0-toleranser og dokumenterer resultatet for kvalitetsregistrene dine. Ingen maskinfjerning, ingen produksjonstap - bare en mer stillegående spindel, lengre levetid på lagrene og bedre overflatefinish.