שירותי איזון › צירים ומחזיקי כלים
איזון ציר CNC ומחזיק כלים — במהירות פעולה, בתוך המכונה
צירים לעיבוד במהירות גבוהה הם מכשירים מדויקים — אפילו חוסר איזון של מיליגרם אחד במהירות של 24,000 סל"ד יוצר כוח צנטריפוגלי שעלול לגרום לנזק. אנו מבצעים איזון לצירים CNC ולמכלולי מחזיקי כלים מסוג HSK/BT/CAT במהירות פעולה, בתוך המכונה, כך שגימור פני השטח משתפר, אורך חיי הכלי מתארך, ומסבי הציר מחזיקים מעמד זמן רב יותר באופן משמעותי.

בקיצור: איזון ציר CNC ומחזיק כלי מתבצע באתר ובמהירות העיבוד בפועל — ללא הוצאת הציר וללא השבתת מכונה מעבר לזמן האיזון. חיישן רטט על בית הציר ומד טכומטר לייזר על המכלול המסתובב מזינים נתונים ל-Balanset-1A, שמיישם את שיטת מקדם ההשפעה כדי לחשב את מסת התיקון ואת המיקום הזוויתי המדויקים. המכלול המלא — מחזיק הכלי, הקולט וכלי החיתוך יחד — מאוזן כיחידה אחת, ומגיע לדרגת ISO 21940-11 G1.0 או טובה ממנה, תוך הפחתת הרטט השיורי ב-70 % או יותר והארכת חיי מיסבי הציר עד פי עשרה.
סימנים לכך שהציר או מחזיק הכלי אינם מאוזנים
חוסר איזון בציר במהירות גבוהה מתגלה גם על גבי החלק המעובד וגם במכלול הציר עצמו. הנה מה שכדאי לחפש:
מדוע צירים ומחזיקי כלים מאבדים את האיזון — ומה העלות של זה
מכלול ציר הוא מערך של רכיבים בעלי סבילות — פיר הציר, מוט המשיכה, קונוס מחזיק הכלי, צבתית וכלי החיתוך — כאשר כל אחד מהם תורם לא-סימטריה קטנה במסה. חוסר האיזון הכולל הוא בעל חשיבות מכרעת, שכן כוח הצנטריפוגלי גדל עם מְרוּבָּע של מהירות הסיבוב. ב-10,000 סל"ד, חוסר איזון של 1 גרם-מ"מ בלבד יוצר כוח רדיאלי סיבובי של כ-1 ניוטון; ב-30,000 סל"ד ה- אוֹתוֹ 1 גרם·מ"מ מייצר 9 ניוטון. כוחות אלה מפעילים עומס מתמשך על מיסבי המגע הזוויתי הקדמיים באזור מסוים, ודוחסים את מסלולי הכדורים בכל סיבוב. במהלך משמרת ייצור, הנזק העייפותי הוא חמור: מיסבי ציר שאמורים להחזיק מעמד שנים מתקלקלים תוך חודשים ספורים, והעומס המוקדם המדויק שהוגדר במהלך ההרכבה הולך ואובד.
עלויות הנובעות מאיכות פני השטח מצטברות באותה מהירות. רעידות בתדר הציר גורמות לגליות פני השטח, מה שמצריך פעולות גימור נוספות, מעלה את שיעורי הפסולת ומגביל את טווחי הסבילות שניתן להשיג. עבור חלקים לתעשיית התעופה והחלל, הרפואה והאופטיקה, איזון הציר אינו תחזוקה אופציונלית — אלא שלב חובה בהכנת התהליך. איזון המכלול המלא באמצעות ה-Balanset-1A לפני תחילת הייצור אורך פחות משעה, וההשקעה מחזירה את עצמה תוך יום אחד בלבד בזכות החיסכון בכלי עבודה.
מדוע הפחתת הרטט בחצי מאריכה את חיי המסב
כיצד לאזן ציר CNC — שלב אחר שלב
איזון שדה של ציר CNC באמצעות Balanset-1A מתבצע לפי שיטת מקדם ההשפעה במהירות העיבוד בפועל, בתוך המכונה — ללא צורך בפירוק:
- התקן את החיישנים. מד תאוצה מותקן על בית הציר באזור המסב הקדמי, ומד מהירות לייזר מכוון אל רצועת פאזה מחזירת אור הממוקמת על מחזיק הכלי או על קצה הציר. המכונה נשארת מורכבת ובמצב פעולה רגיל לאורך כל התהליך.
- מדוד את קו הבסיס. בדיקה אחת במהירות העיבוד היעד מאפשרת ללכוד את משרעת הרטט ואת זווית הפאזה, ובכך לקבוע את מצב חוסר האיזון הנוכחי – הן מבחינת עוצמתו והן מבחינת כיוונו – עבור מכלול הסיבוב כולו.
- הוסף משקולת ניסיון. משקולת קטנה ומכוילת מחוברת לטבעת האיזון שבמחזיק הכלים, או לאוגן איזון ייעודי בקצה הציר. בדיקה שנייה באותה מהירות מאפשרת לכמת את תגובת הציר — מקדם ההשפעה — להפרעה ידועה באותו מיקום זוויתי.
- תן למכשיר לחשב. ה-Balanset-1A פותר את משוואות מקדם ההשפעה ומציג את מסת התיקון ואת מיקומה הזוויתי המדויק. עבור מכלולים ארוכים או כאשר ניתן לגשת הן למישור מחזיק הכלים והן למישור קצה הציר, איזון דו-מישורי מבטל חוסר איזון זוגי וכן חוסר איזון סטטי.
- החל את התיקון. ברגי כוונון על טבעת איזון, ליטוש מדויק של אוגן מחזיק הכלי, או משקולות קליפס המיועדות למטרה זו, מבצעים את התיקון המחושב בזווית המצוינת. משקל הניסיון מוסר, אלא אם כן הוא מהווה חלק מהתיקון הסופי.
- יש לוודא ולתעד. מדידה סופית שבוצעה במהירות הפעלה מאשרת כי חוסר האיזון הנותר נמצא בטווח הסטייה המותר של G2.5 או G1.0 עבור מסת הציר ומהירותו. מכשיר ה-Balanset-1A שומר דוח עם חותמת זמן, הכולל את הערכים לפני ואחרי הבדיקה, לצורך תיעוד האיכות שלכם.
מה אנחנו מאזנים
- מכלולי מחזיקי כלים HSK (HSK-A25 עד HSK-A100) עם כלי
- מחזיקי כלים בקונוס BT ו-CAT / ISO (BT30, BT40, BT50, CAT40, CAT50)
- מכלולי צ'אק קולט ומכלולי קולט ER
- צירים לכרסום פנים ומתאמי כרסום מעטפת
- ראשי קידוח ומוטות קידוח מדויקים
- פירים של מרכזי עיבוד CNC
- מכלולי ציר גלגל השחזה
- צירים לנתבים ולחריטה בתדר גבוה
- יחידות כלים מונעים במרכזי חריטה
- צירים ממונעים בהנעה ישירה (ריצות איזון עד ~60,000 rpm, בתוך טווח המדידה 5–1000 Hz של המכשיר; הדיוק הטוב ביותר עד ~33,000 rpm)
סבילויות & תקנים
ISO 21940-11 (formerly ISO 1940-1) defines balance quality grades from G0.4 to G4000 for rigid rotors. For machining spindles and toolholders the applicable grades are G2.5 (עיבוד כללי עד כ-10,000 סל"ד) ו- G1.0 (צירים מדויקים ומהירים מעל 10,000 סל"ד). חוסר האיזון השיורי המותר Uלְכָל = eלְכָל × m (g·mm), כאשר eלְכָל הוא חוסר האיזון הספציפי הנגזר מדרגת ה-G ומהירות הסיבוב, ו-m היא מסת הרוטור בק"ג.
עבור מכלולי עיבוד במהירות גבוהה, קריטריוני הקבלה מעבר לסבילות האיזון של ISO 21940-11 נקבעים על ידי המפרטים של יצרני הציר ותופסן הכלים עצמם. נוהג טוב מחייב כי ה- הרכבה מלאה — מחזיק הכלים, הקולט וכלי החיתוך המורכב — יאוזן כיחידה אחת, כי כל רכיב תורם א-סימטריית מסה עצמאית משלו. אנו מודדים ומתעדים חוסר איזון שיורי ב-g·mm ומספקים דוח איזון לפי הדרגה שהיישום שלכם דורש. השתמשו ב- מחשבון חוסר איזון שיורי כדי לברר את טווח הסטייה המותר לפני שמתחילים.
ה-Balanset-1A — ערכת האיזון המלאה לשטח
כל התוכן בעמוד זה נוצר באמצעות כלי נגינה נייד אחד: ה- Balanset-1A. זהו מאזן דינמי ומנתח רעידות דו-ערוצי, המשמש לאיזון מכלולי ציר CNC ומחזיקי כלים במצב ניוטרל, במהירות תפעול, תוך שימוש בשיטת מקדם ההשפעה ל-3 סיבובים — התוכנה מחשבת את מסת התיקון והזווית המדויקות ושומרת דוח.

מה כלול בערכה המלאה
€1,975 · ערכה מלאה, במלאי, חשבונית עם מע"מ
- יחידת מדידה לממשק (USB, 2 ערוצים)
- שני מדי תאוצה לרטט (כבל 4 m, אופציונלי 10 m)
- מד-סל"ד לייזר / חיישן פאזה אופטי (50–500 mm)
- מעמד מגנטי לחיישן
- מאזניים דיגיטליים למשקולות ניסוי & תיקון
- תוכנת איזון & ניתוח ל-Windows
- מארז נשיאה מפלסטיק
ערכה מלאה
יחידה · 2 חיישנים · מד-סל"ד לייזר · מעמד מגנטי · מאזניים דיגיטליים · תוכנה · תיק נשיאה. כל מה שצריך כדי להתחיל לאזן מיד עם הוצאת המוצר מהאריזה.
ערכת יצרן מקורי
יחידה · 2 חיישנים · מד-סל"ד לייזר · תוכנה. מיועד לאינטגרטורים שכבר מחזיקים מעמד, מאזניים ומארז, או משלבים את היחידה במכונת איזון.
| פָּרָמֶטֶר | ערך |
|---|---|
| ערוצי מדידה | 2 (איזון חד-מישורי & דו-מישורי) |
| טווח מהירות הרטט | 0.2–80 mm/s RMS |
| טווח תדרים | 5–1000 Hz (≤10% שגיאת אמפליטודה מעל 550 Hz) |
| דיוק המדידה | ±5% מהסקלה המלאה |
| שיטה | מקדם השפעה ל-3 סיבובים (1 או 2 מישורים) |
| ניתוח | משרעת & פאזה ב-1×, ספקטרום FFT & צורת גל, דוחות שמורים |
| מחשב נייד | לא כלול (מחשב Windows, ניתן להזמין בנפרד) |
איזון במקום לעומת מכונת איזון — מה מתאים יותר לציר שלכם?
| מקדם | איזון שדה (Balanset-1A) | מעמד ייעודי לאיזון (לסדנה) |
|---|---|---|
| האם הוצא הציר מהמכונה? | לא — פועל במקומו | כן — נדרש פירוק מלא |
| משקף את תנאי הריצה בפועל? | כן — מיסבים אמיתיים, עומס מוקדם תרמי, הידוק מוט הגרירה | לא — הדמיית ציר נפרדת |
| זמן השבתה של המכונה | התקנת חיישן בלבד (<15 דקות) | שעות עד ימים (הורדה, העברה, איזון, התקנה מחדש) |
| איזון בין מהירות | מהירות עיבוד בפועל | מהירות בדיקה נפרדת, שלעתים קרובות נמוכה יותר |
| לוקח בחשבון את המכלול המלא (מחזיק + קולט + כלי)? | כן — מכלול שלם המאוזן כיחידה אחת | תלוי במעמד; לעיתים קרובות מחזיק הכלי בלבד |
| תקנים שעומדו בהם | ISO 21940-11 G1.0 | ISO 21940-11 G1.0 |
| עלות הציוד | €1,975 (ערכה מלאה) | €5,000 – €30,000+ |
| זמן עבודה ממוצע לכל הרכבה | <1 שעה באתר | כמה שעות עד 1–2 ימים בסך הכול |
איזון שדה באתר הוא הגישה המועדפת עבור צירים בתפעול, שכן הוא משקף את תנאי ההפעלה האמיתיים במצב מורכב — כולל עומס תרמי מוקדם וכוחות הידוק מוט המשיכה — אשר מתקן נפרד אינו יכול לשחזר. מתקן ייעודי נותר שימושי עבור מחזיקי כלים חדשים לפני השימוש הראשון, או עבור צירים במהירות גבוהה מאוד שהגיאומטריה שלהם מונעת חיבור ישיר של חיישנים.
מקרים אמיתיים של איזון ציר

ציר CNC ומחזיק כלים HSK
איזון במקום של ציר מרכז עיבוד ומכלול מחזיק כלים HSK במהירות פעולה, תוך השגת חוסר איזון שיורי של G1.0 ופתרון בעיות בגימור פני השטח.

המכלול כולו מאוזן כיחידה אחת
המכלול השלם — מחזיק, צבת וכלי — מאוזן במכונה. כל רכיב תורם לא-סימטריה במסה משלו; איזון ברמת המכלול נדרש על פי תקן ISO 21940-11.
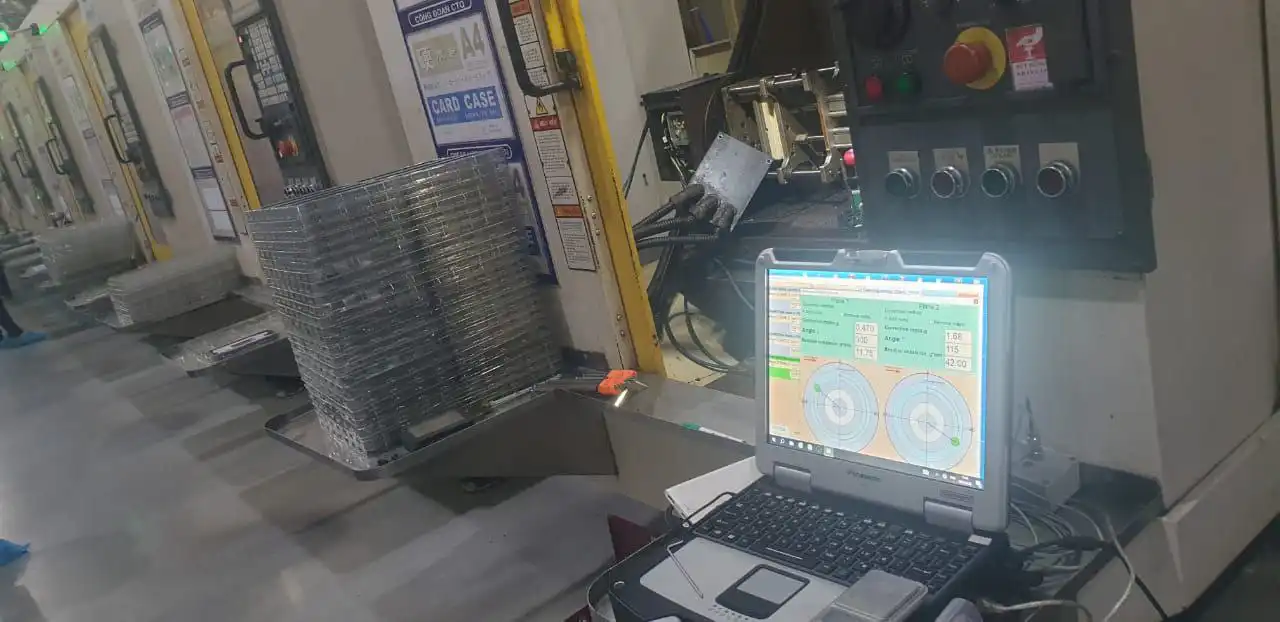
חיישן באזור המסב הקדמי
מד התאוצה מחובר ישירות אל בית הציר, באזור המסב הקדמי, ומבצע מדידות במהירות עיבוד מלאה — ללא צורך בפירוק הציר.
מחשבונים חינמיים לצירים & מחזיקי כלים
למד את התיאוריה
שאלות נפוצות בנושא איזון ציר ומחזיק כלים
האם יש להוציא את הציר מהמכונה לצורך איזון?
האם עליי לאזן את מחזיק הכלים בלבד או את המכלול כולו?
איזה דרגת איזון נדרשת לצירים לעיבוד שבבי?
באיזו תדירות יש לאזן את מכלולי מחזיקי הכלים?
האם ה-Balanset-1A מסוגל להתמודד עם מהירויות ציר של מעל 20,000 סל"ד?
האם מספיק מישור תיקון אחד, או שאני צריך שניים?
איזנו את מכלול ציר ה-CNC שלכם — במהירות, בתוך המכונה
Balanset-1A מודד ומתקן חוסר איזון בציר במהירות פעולה ללא פירוק, משיג סבילויות ISO 21940-11 G1.0 ומתעד את התוצאה לרישומי האיכות שלכם. ללא הוצאת המכלול מהמכונה, ללא אובדן ייצור — רק ציר שקט יותר, חיי מיסבים ארוכים יותר וגימור פני שטח טוב יותר.