Балансировка роторов на токарных станках: Экономически эффективное решение для повышения качества продукции
В современном производстве, где качество продукции имеет первостепенное значение, балансировка ротора становится неотъемлемой частью технологического процесса. Однако приобретение специализированного балансировочного оборудования может оказаться слишком дорогостоящим для малых и средних предприятий. В данной статье мы рассмотрим возможность использования токарных станков для ротор балансировка, что позволяет значительно сократить затраты на оборудование и повысить эффективность производства.
Токарный станок как инструмент для балансировки
Токарный станок, благодаря своей конструкции и функциональности, может быть успешно использован для балансировки роторов различных типов и размеров. Основное преимущество такого подхода - экономия средств, так как нет необходимости приобретать дорогостоящее специализированное оборудование. Кроме того, использование токарного станка позволяет проводить балансировку непосредственно в процессе изготовления ротора, что сокращает время производства и повышает качество продукции. Важно отметить, что для эффективной балансировки масса ротора должна быть сопоставима с массой шпинделя токарного станка.
Подготовка к балансировке
Прежде чем приступить к процессу балансировки, необходимо выполнить несколько подготовительных шагов:
- Выбор подходящего токарного станка: Токарный станок должен обладать достаточной жесткостью и точностью, чтобы обеспечить надежную установку ротора и точные измерения вибрации.
- Установка измерительной системы: Для измерения ротора вибрация на токарном станке можно использовать портативный балансировочный прибор, например, Balanset-1A может использоваться. Он включает в себя датчики вибрации, тахометр, а также программное обеспечение для анализа данных и расчета корректирующей массы.
- Балансировка шпинделя: Важным этапом подготовки является балансировка самого шпинделя токарного станка. Это необходимо для устранения влияния его собственного дисбаланса на результаты измерений.
В этой статье я подробно расскажу о нашем опыте и методологии в динамическая балансировка прорезиненные валы на токарном станке — решение, к которому я, признаться, сначала относился скептически из-за присущей подобному оборудованию жесткости и значительного веса. Удивительно, но операция прошла без сучка и задоринки, и удалось достичь уровня точности g 6,3 в соответствии с ISO 1940 стандарты.
Процесс балансировки ротора на токарном станке в теории
Процесс балансировки ротора на токарном станке включает в себя следующие этапы:
Закрепление ротора
Ротор надежно закрепляется в патроне токарного станка или на центрах для обеспечения устойчивости в процессе балансировки.
Установка датчиков
Датчики вибрации устанавливаются на опорах подшипников или на корпусе токарного станка, а тахометр направляется на светоотражающая лента прикрепленный к ротору.
Измерение начальной вибрации
Начальный уровень вибрации ротора измеряется на его рабочей скорости.
Установка пробного груза
A пробный груз На ротор устанавливается груз известной массы, после чего снова измеряется вибрация.
Расчет корректирующих масс
Программное обеспечение Balanset-1A анализирует результаты измерений и рассчитывает необходимые корректирующие массы и углы их установки.
Корректировка массы ротора
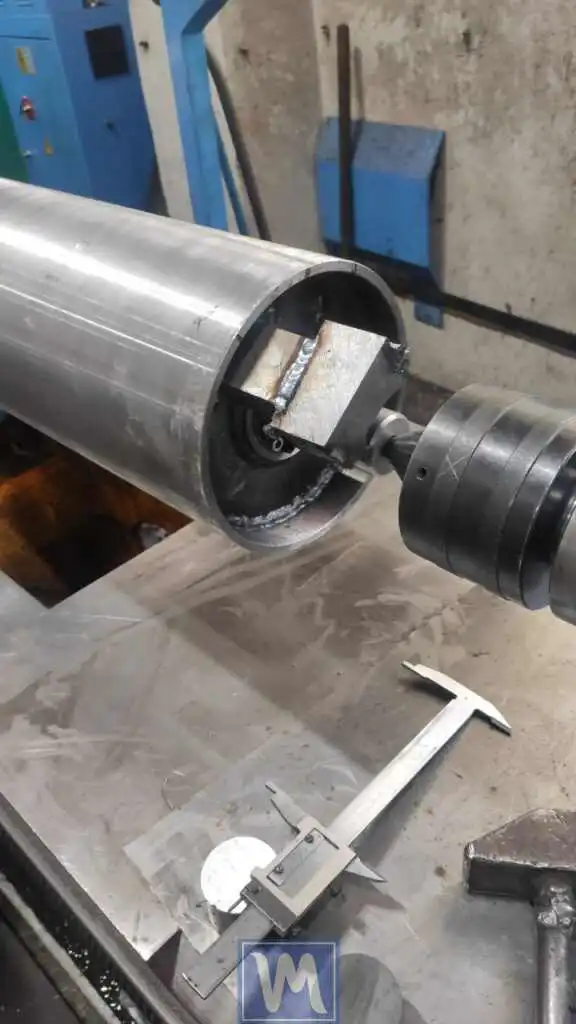
В зависимости от конструкции ротора и возможностей токарного станка коррекция массы может быть выполнена с помощью сверления, фрезерования, сварки или других методов.
Проверка балансировки
После внесения поправок проводится контрольное измерение вибрации. При необходимости процесс повторяется до тех пор, пока не будет достигнут требуемый уровень балансировки.
Учет эксцентричности
После проведения балансировки важно учесть эксцентриситет путем поворота ротора в приспособлении на 180 градусов и повторного проведения измерения. Программное обеспечение Balanset-1A включает специальную функцию компенсации эксцентриситета.
Процесс динамической балансировки на практике:
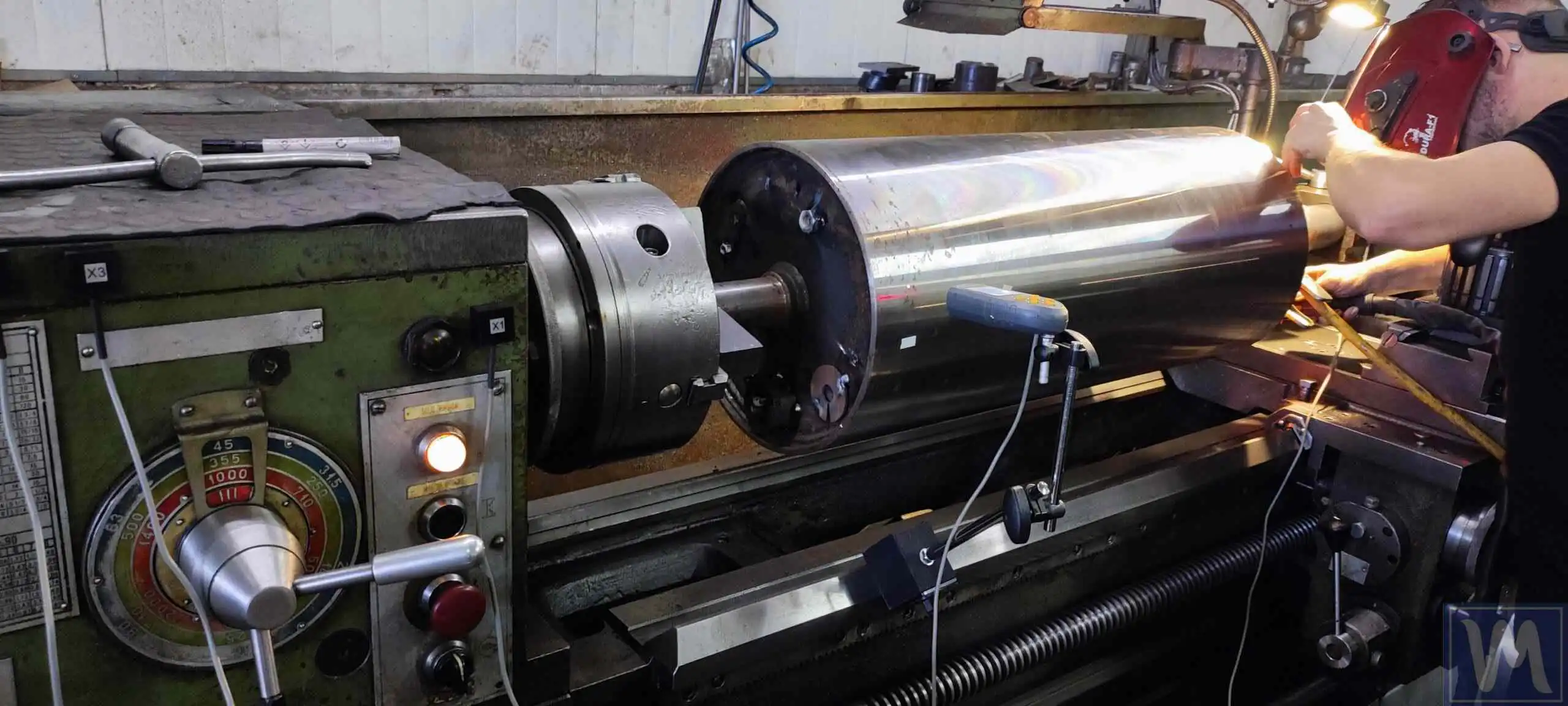
- Частота вращения: Как правило, рабочая скорость вращения таких валов составляет от 300 до 500 оборотов в минуту (об/мин). В данном конкретном случае мы проводили балансировку при 550 об/мин.
- Установка: Обрезиненный вал был установлен на токарном станке, затем датчики были установлены в стратегических местах, как показано на прилагаемых фотографиях.

Динамическая балансировка обрезиненных валов на месте с использованием токарного станка

Динамическая балансировка обрезиненных валов

- Балансировочные корректировки: После проведения пробных запусков с тестовым грузом наш прибор «Балансет-1А» показал, что необходимо добавить 3100 граммов на одну сторону вала и 4300 граммов на другую, что соответствует корректировкам в две плоскости. После этих корректировок уровень вибрации снизился до 2 мм/с и 4 мм/с.

Динамическая балансировка обрезиненных валов на месте с использованием токарного станка
Динамическая балансировка обрезиненных валов на месте с использованием токарного станка
- Тонкая настройка: Для дальнейшей оптимизации результатов мы добавили веса 400 и 700 граммов. Затем был проведен еще один раунд тонкой настройки с добавлением 200 и 400 граммов. Из-за пространственных ограничений грузы были приварены друг к другу. В конце концов, эти временные грузы были заменены на точно вырезанные, эстетически привлекательные противовесы, изготовленные специально для этого вала. Итоговые показатели вибрации составили впечатляющие 0,1 мм/с в обеих плоскостях.

Динамическая балансировка обрезиненных валов на месте с использованием токарного станка

Динамическая балансировка обрезиненных валов на месте с использованием токарного станка

Динамическая балансировка обрезиненных валов на месте с использованием токарного станка







Преимущества балансировки роторов на токарных станках
Экономическая эффективность
Использование токарного станка для балансировки позволяет избежать расходов на приобретение специализированного балансировочного оборудования.
Удобство
Балансировка может быть выполнена непосредственно в процессе изготовления ротора, что сокращает время производства.
Высокое качество
Современные портативные балансировочные приборы, такие как Balanset-1A, обеспечивают высокую точность балансировки, что позволяет снизить уровень вибрации и повысить качество продукции.
Заключение
Балансировка роторов на токарных станках - эффективное и экономичное решение для предприятий, стремящихся повысить качество продукции и снизить производственные затраты. Использование портативных балансировочных станков, таких как Balanset-1A, делает этот процесс простым и доступным даже для небольших мастерских.
Важные напоминания
- Для эффективной балансировки масса ротора должна быть сопоставима с массой шпинделя токарного станка.
- Перед балансировкой ротора необходимо отбалансировать сам шпиндель токарного станка, чтобы исключить влияние его собственного дисбаланса на результаты измерений.
- Для достижения наилучших результатов рекомендуется использовать высококачественные измерительные приборы и строго соблюдать порядок балансировки. Вы можете оценить допустимые остаточный дисбаланс для вашего ротора с помощью нашего калькулятор остаточного дисбаланса (ISO 1940).
Балансировка роторов на токарных станках - это шаг в будущее вашего производства, который окупится за счет повышения качества продукции, снижения затрат и повышения конкурентоспособности вашего бизнеса.
0 Comments