Dịch vụ cân bằng › Cân bằng hai mặt phẳng (động)
Cân bằng hai mặt phẳng (động) — Phương pháp, nguyên lý vật lý và quy trình thực hiện tại hiện trường
Khi một rô-to có chiều rộng đủ lớn đến mức độ mất cân bằng khác nhau ở mỗi đầu, việc sử dụng một mặt phẳng hiệu chỉnh duy nhất là không đủ. Phương pháp cân bằng động hai mặt phẳng sẽ hiệu chỉnh đồng thời cả thành phần tĩnh và thành phần mô-men — bằng cách sử dụng phương pháp hệ số ảnh hưởng — do đó, cánh quạt quay trơn tru trên toàn bộ chiều dài của nó, chứ không chỉ ở phần giữa.
Tóm lại: Cân bằng hai mặt phẳng (động) là cần thiết trong mọi trường hợp khi rôto mang cả sự mất cân bằng tĩnh và thành phần mô-men xoắn — có nghĩa là sự mất cân bằng được phân bố dọc theo trục trục thay vì tập trung tại một đĩa. Một cảm biến rung động tại mỗi vỏ ổ trục và một máy đo tốc độ laser trên trục được sử dụng để đo phản ứng của rôto đối với các khối cân thử được đặt lần lượt vào từng mặt phẳng; sau đó, Balanset-1A sẽ tính toán chính xác khối lượng và góc hiệu chỉnh trong cả hai mặt phẳng cùng một lúc. Không cần tháo rời khỏi máy — toàn bộ quy trình bốn lần chạy được hoàn thành ở tốc độ vận hành, trong chính các ổ trục của rôto, trong vòng chưa đầy một giờ đối với hầu hết các rôto.
Các dấu hiệu cho thấy cánh quạt của bạn cần được cân bằng hai mặt phẳng
Việc hiệu chỉnh một mặt phẳng có thể làm giảm rung động của một ổ trục trong khi ổ trục còn lại vẫn rung. Nếu bạn nhận thấy bất kỳ dấu hiệu nào trong số này, phương pháp xử lý hai mặt phẳng chính là giải pháp phù hợp:
Một mặt phẳng so với hai mặt phẳng: Khi nào bạn cần sử dụng hai mặt phẳng?
Việc lựa chọn giữa một hay hai mặt cân bằng phụ thuộc vào hình dạng của rô-to và bản chất của sự mất cân bằng. Hiểu rõ ba loại mất cân bằng sẽ giúp bạn đưa ra quyết định ngay lập tức.
Ba loại mất cân bằng
mất cân bằng tĩnh — tâm khối lượng nằm lệch khỏi trục quay nhưng trục quán tính chính lại song song với trục này. Chỉ cần một mặt phẳng hiệu chỉnh là đủ: thêm khối lượng vào phía nặng hơn là rôto đã được cân bằng. Các loại rôto điển hình: ròng rọc mỏng, đá mài hẹp, đĩa quạt một mặt phẳng.
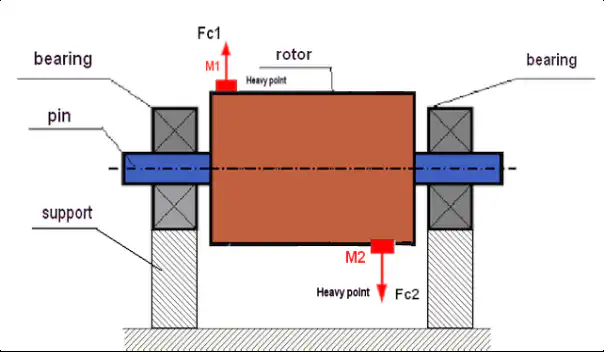
Mất cân bằng ngẫu lực — tâm khối lượng nằm trên trục nhưng trục quán tính chính bị nghiêng. Rôto dao động theo kiểu lắc lư chứ không phải rung lắc. Hiện tượng này không thể khắc phục chỉ trong một mặt phẳng; cần có hai khối lượng bằng nhau và ngược chiều nhau, cách nhau 180° trong hai mặt phẳng riêng biệt, để triệt tiêu mô-men lắc lư. Các loại rôto điển hình: trống hình trụ dài, lõi rôto động cơ, cụm trục.
Sự mất cân bằng động (tổng hợp) — trường hợp chung: cả thành phần tĩnh và thành phần mô-men đều có mặt. Việc hiệu chỉnh đòi hỏi phải chọn hai mặt phẳng tùy ý dọc theo trục. Tất cả các rô-to sản xuất thực tế đều thuộc loại này.
| Nhân tố | Một mặt phẳng (tĩnh) | Hai mặt phẳng (động) |
|---|---|---|
| Hình dạng rôto | Đĩa mỏng; chiều rộng trục nhỏ hơn nhiều so với đường kính | Cánh quạt rộng; chiều rộng trục ngang tương đương hoặc lớn hơn đường kính |
| Loại mất cân bằng | Chỉ mất cân bằng tĩnh | Mất cân bằng đôi hoặc kết hợp (động) |
| Tỷ số L/D (chiều dài trục / đường kính) | Tỷ số L/D < 0,5 (khoảng) | L/D ≥ 0.5 (rôto cứng chạy dưới tốc độ tới hạn thứ nhất của nó). Gần hoặc trên tốc độ tới hạn, hãy đánh giá rôto như rôto mềm dẻo trước (ISO 21940-12) — chỉ cân bằng hai mặt phẳng có thể là không đủ |
| Số lượng cảm biến | 1 cảm biến rung + 1 cảm biến tốc độ laser | 2 cảm biến rung + 1 cảm biến tốc độ laser |
| Số lần đo | 3 lần chạy (lần chạy cơ sở + lần chạy thử nghiệm + lần chạy điều chỉnh) | 4 lần chạy (lần chạy cơ sở + lần chạy mặt phẳng 1 + lần chạy mặt phẳng 2 + lần chạy hiệu chỉnh) |
| Mặt phẳng hiệu chỉnh | 1 | 2 |
| Thiết bị thông thường | Cánh quạt hẹp, ròng rọc, đĩa một cấp | Trống, trục truyền động, cánh quạt rộng, rôto nhiều tầng, rôto động cơ |
| Tài liệu tham khảo tiêu chuẩn | ISO 21940-11 (cánh quạt cứng một mặt phẳng) | ISO 21940-11 (cánh quạt cứng hai mặt phẳng) |
Nguyên tắc chung: Nếu dao động của rôto được đo tại một ổ trục thay đổi theo hướng ngược lại so với dao động tại ổ trục kia khi bạn di chuyển một vật nặng thử nghiệm, thì có nghĩa là có thành phần mô-men xoắn và cần phải xác định hai mặt phẳng.
Tại sao các đĩa phanh rộng lại mất cân bằng động — và chi phí phát sinh là bao nhiêu
Khi một cánh quạt được sản xuất hoặc sửa chữa, khối lượng hiếm khi được phân bố đối xứng dọc theo trục của nó. Quá trình mài mòn làm mòn một đầu của cánh quạt nhanh hơn đầu còn lại; việc hàn sửa chữa bổ sung vật liệu tại một vị trí duy nhất trên trục; cặn bám tích tụ không đồng đều dọc theo thân trống. Kết quả không chỉ là sự mất cân bằng tĩnh mà còn là cặp đôi thành phần tạo ra mô-men lắc lư. Chỉ có việc điều chỉnh đồng thời trên hai mặt phẳng mới có thể loại bỏ cả hai. Bởi vì lực ly tâm tăng lên theo quảng trường Về tốc độ quay, sự mất cân bằng mô-men xoắn nhỏ ở 500 vòng/phút sẽ trở thành một lực phá hủy ở 3.000 vòng/phút.
Việc bỏ qua yếu tố cặp đôi có nghĩa là cả hai ổ trục đều phải chịu tải trọng động cao trong mỗi vòng quay. Mệt mỏi của ổ trục ngày càng tích tụ, vòng đệm bị hỏng, các chi tiết buộc chặt bị lỏng lẻo, và các vết nứt kết cấu lan rộng từ chân đế ra ngoài. Thiệt hại kinh tế — bao gồm chi phí thay thế ổ trục, vòng đệm, sản lượng bị mất và chi phí nhân công xử lý khẩn cấp — thường cao gấp nhiều lần so với chi phí thực hiện đúng quy trình lắp đặt hai mặt phẳng.
Tại sao việc giảm một nửa mức độ rung lại giúp kéo dài tuổi thọ của ổ trục
Cân bằng hai mặt phẳng — quy trình thực hiện tại hiện trường từng bước
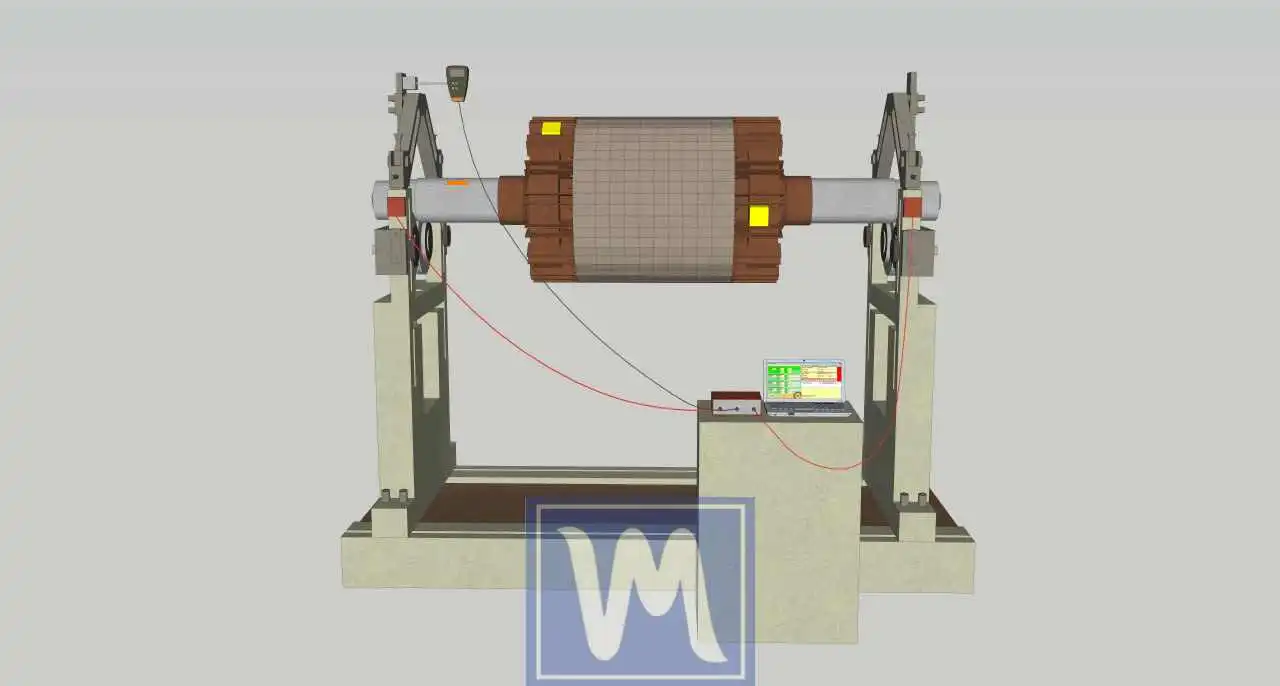
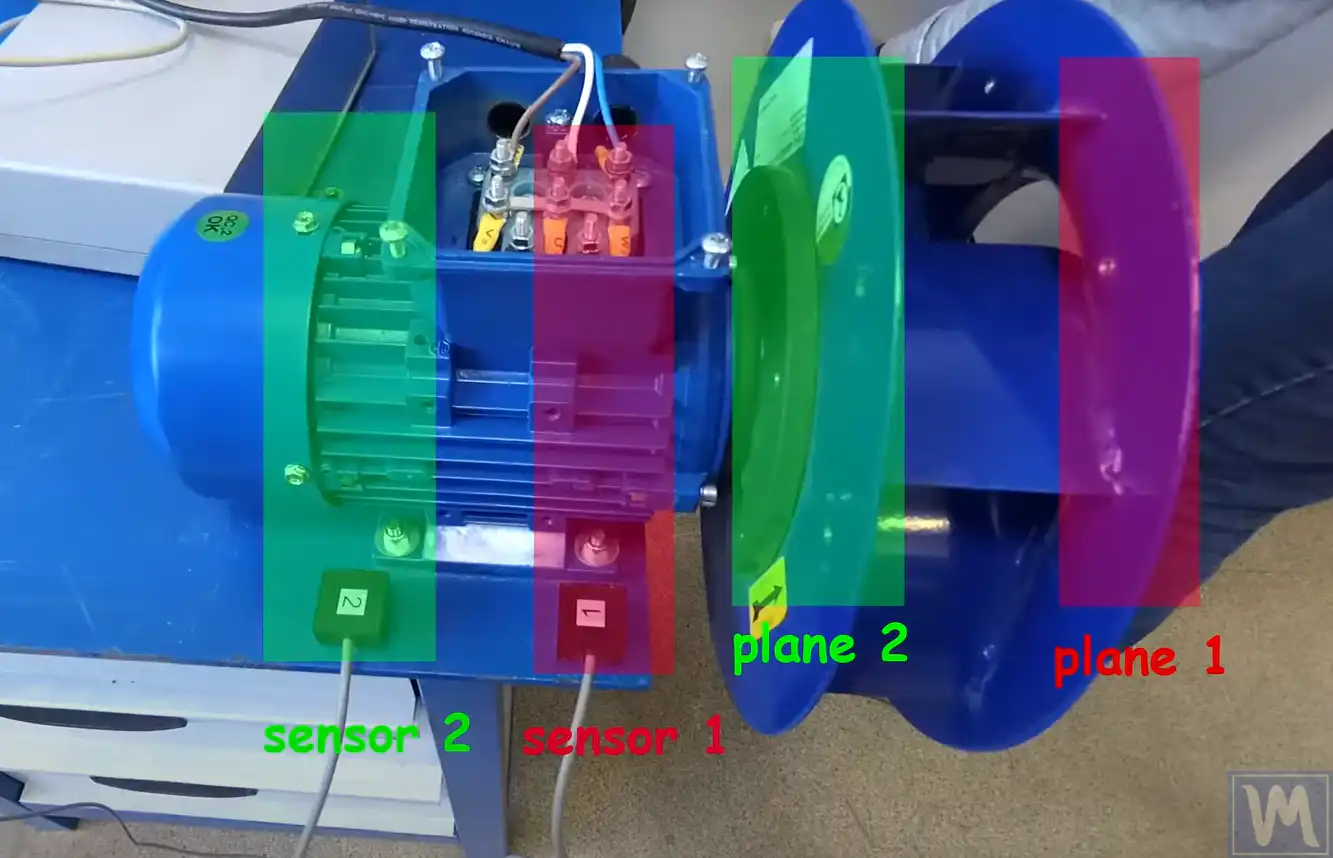
Balanset-1A áp dụng phương pháp hệ số ảnh hưởng. Hai cảm biến rung và một máy đo tốc độ laser giúp xác định đầy đủ đặc tính của rô-to và tính toán cả hai mặt phẳng hiệu chỉnh chỉ trong một lần kiểm tra tại hiện trường:
- Lắp đặt các cảm biến. Gắn một cảm biến gia tốc rung vào mỗi vỏ ổ trục (Mặt phẳng 1 và 2) và hướng máy đo tốc độ laser vào dải phản quang trên trục. Không cần tháo rời — rôto vẫn hoạt động bình thường trong suốt quá trình thực hiện.
- Đo đường cơ sở. Một lần chạy ở tốc độ vận hành tối đa sẽ ghi lại đồng thời biên độ dao động và góc pha tại cả hai vị trí ổ trục, từ đó thu được các vectơ 1× RPM ban đầu xác định trạng thái mất cân bằng ban đầu trên cả hai mặt phẳng.
- Thêm một trọng lượng thử nghiệm vào Mặt phẳng 1. Một vật có khối lượng đã biết được kẹp chặt tại một vị trí góc đã được đánh dấu trên mặt phẳng hiệu chỉnh thứ nhất. Trong lần đo thứ hai, người ta ghi nhận ảnh hưởng của vật nặng này đối với dao động tại cả hai vị trí của các ổ trục, từ đó xác định được hai trong số bốn hệ số ảnh hưởng.
- Di chuyển trọng lượng thử nghiệm sang Mặt phẳng 2. Cùng một vật mẫu được đặt lại vào mặt phẳng hiệu chỉnh thứ hai và một lần đo khác ghi lại ảnh hưởng chéo lên cả hai cảm biến. Thiết bị hiện đã có đủ bốn hệ số ảnh hưởng cần thiết cho hệ thống 2×2.
- Hãy để thiết bị tính toán. Balanset-1A giải các phương trình hệ số ảnh hưởng hai mặt phẳng và đồng thời đưa ra giá trị chính xác của khối lượng hiệu chỉnh và vị trí góc cho từng mặt phẳng — không cần tính toán thủ công.
- Thực hiện các điều chỉnh và kiểm tra lại. Các khối cân bằng được đặt tại các vị trí đã tính toán trên cả hai mặt phẳng. Một lần chạy cuối cùng xác nhận rằng độ lệch cân bằng còn lại nằm trong giới hạn dung sai theo tiêu chuẩn ISO 21940-11 cho cấp độ G đã chỉ định, và Balanset-1A lưu lại báo cáo cân bằng có chứng nhận.
Những gì chúng ta cân bằng trên hai mặt phẳng
- Cánh quạt ly tâm rộng và quạt thổi hai cửa hút
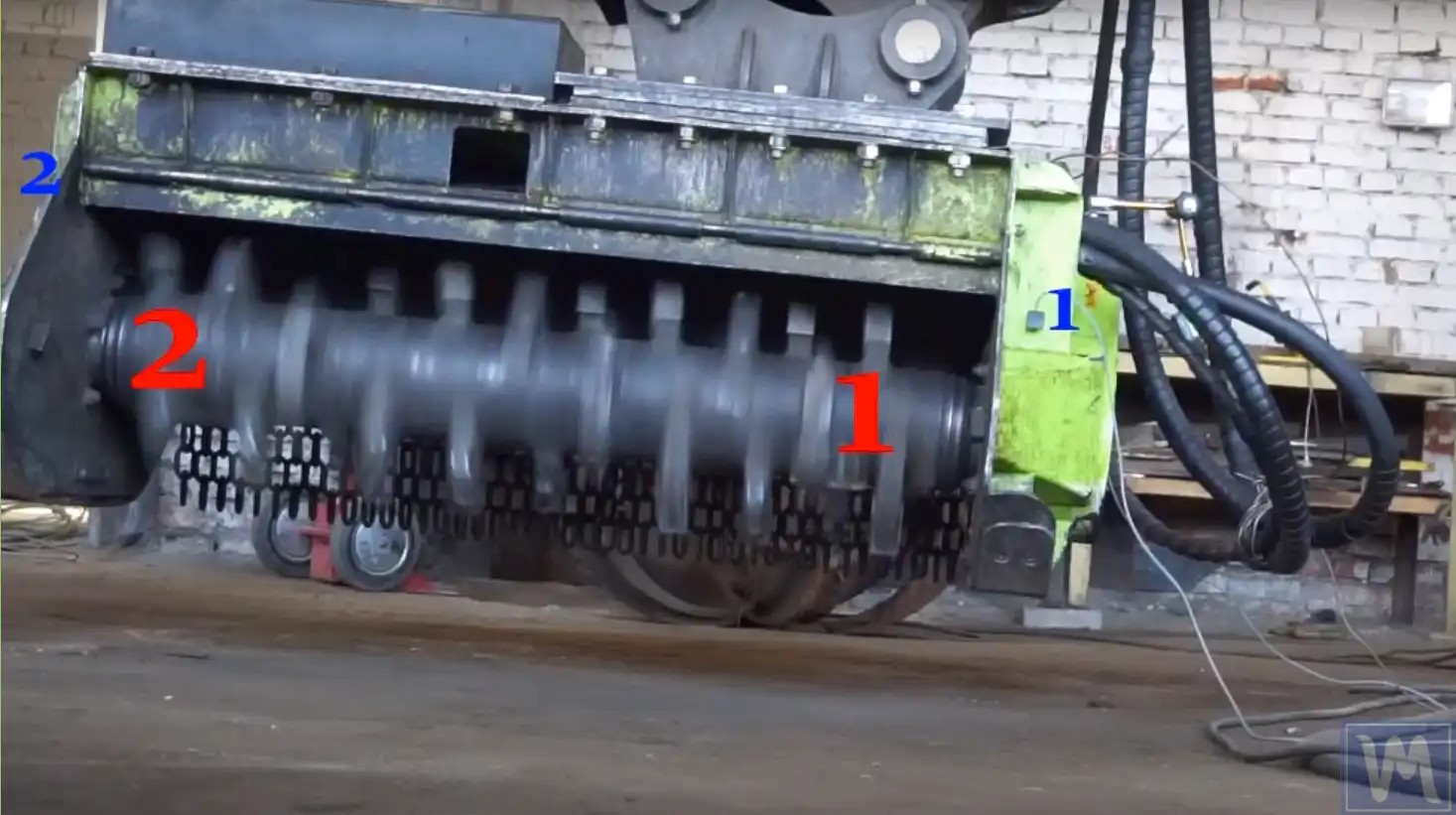
- Trống đập và trống cắt của máy gặt đập liên hợp
- Trục truyền động và trục Cardan
- Cánh quạt bơm nhiều cấp và cụm cánh quạt máy nén
- Trục máy làm giấy và trục in / tráng phủ
- Băng tải trục vít và trục vít có chiều dài lớn hơn khoảng 500 mm
- Rôto động cơ và rôto máy phát điện có chiều dài trục lớn
- Rô-to của máy nén tăng áp và rô-to của tuabin hơi nước (kiểm tra rung động tại hiện trường)
- Bất kỳ rô-to nào mà sau khi thực hiện hiệu chỉnh một mặt phẳng mà một ổ trục vẫn còn rung
Dung sai và tiêu chuẩn
Tiêu chuẩn ISO 21940-11 (trước đây là ISO 1940-1) xác định các cấp chất lượng cân bằng G0.4 đến G4000 cho rôto cứng. Với rôto cứng — tức là vận hành thấp hơn đáng kể so với tốc độ tới hạn thứ nhất — tỷ lệ chiều dài dọc trục trên đường kính lớn hơn khoảng 0.5 thường đòi hỏi cân bằng hai mặt phẳng. Một rôto vận hành gần hoặc trên tốc độ tới hạn trước hết phải được đánh giá như rôto mềm dẻo theo Tiêu chuẩn ISO 21940-12: nó có thể cần cân bằng ở nhiều tốc độ và trong hơn hai mặt phẳng, vì vậy cân bằng rôto cứng hai mặt phẳng thông thường có thể là không đủ. Mất cân bằng dư cho phép trên mỗi mặt phẳng được tính như sau:
Bạnmỗi (g·mm) = emỗi × m / 2, trong đó emỗi = G × 9549 / n (mm/s × rpm → μm độ lệch tâm), m là khối lượng rôto tính bằng kg, và hệ số 2 chia đều dung sai giữa hai mặt phẳng. Lưu ý rằng việc chia đều là một xấp xỉ thực tế cho các rôto gần đối xứng với các mặt phẳng hiệu chỉnh gần ổ trục — không phải là quy tắc phân bổ ISO phổ quát; ISO 21940-11 phân bổ dung sai khác nhau cho các bố trí mặt phẳng và ổ trục bất đối xứng.
Các cánh quạt thường được cân bằng để G6.3 hoặc G2.5 mỗi Tiêu chuẩn ISO 14694; trục chính máy công cụ chính xác và thiết bị tuabin tốc độ cao G1.0 hoặc mịn hơn. Hãy sử dụng Công cụ tính toán sai lệch dư để xác định giới hạn dung sai cho loại thép G, khối lượng rô-to và tốc độ làm việc trước khi bắt đầu công việc.
Balanset-1A — bộ dụng cụ cân bằng tại hiện trường đầy đủ
Việc cân bằng động hai mặt phẳng cho bất kỳ bộ phận quay cứng nào — quạt, trống, trục truyền động, cụm bơm nhiều tầng — được thực hiện bằng một thiết bị cầm tay: Balanset-1A. Đây là một thiết bị cân bằng động và phân tích rung động hai kênh dùng để cân bằng các rô-to theo hướng của riêng chúng, ở tốc độ vận hành, sử dụng phương pháp hệ số ảnh hưởng — một mặt phẳng trong ba lần chạy, hai mặt phẳng trong bốn lần. Phần mềm tính toán chính xác khối lượng và góc hiệu chỉnh cho cả hai mặt phẳng và lưu lại báo cáo.

Bộ sản phẩm đầy đủ bao gồm những gì
€1,975 · Bộ sản phẩm đầy đủ, có sẵn hàng, hóa đơn có thuế GTGT
- Bộ đo giao diện (USB, 2 kênh)
- Hai cảm biến gia tốc rung (dây cáp 4 m, có thể chọn dây cáp 10 m)
- Máy đo tốc độ bằng laser / cảm biến pha quang học (50–500 mm)
- Giá đỡ từ tính cho cảm biến
- Cân điện tử dùng cho trọng lượng thử nghiệm và hiệu chuẩn
- Phần mềm cân bằng và phân tích hệ thống Windows
- Hộp đựng bằng nhựa
Bộ đầy đủ
Bộ sản phẩm · 2 cảm biến · máy đo tốc độ bằng laser · giá đỡ từ tính · cân điện tử · phần mềm · hộp đựng. Tất cả những gì cần thiết để bắt đầu cân bằng ngay khi mở hộp.
Bộ sản phẩm OEM
Thiết bị · 2 cảm biến · máy đo tốc độ bằng laser · phần mềm. Dành cho các nhà tích hợp hệ thống đã có sẵn giá đỡ, cân và hộp đựng, hoặc những người lắp đặt thiết bị này vào máy cân bằng.
| Tham số | Giá trị |
|---|---|
| Kênh đo lường | 2 (cân bằng một mặt phẳng và hai mặt phẳng) |
| Phạm vi vận tốc rung | 0.2–80 mm/s RMS |
| Dải tần số | 5–1000 Hz (≤10% sai số biên độ trên 550 Hz) |
| Độ chính xác của phép đo | ±5% so với dải đo toàn phần |
| Phương pháp | Hệ số ảnh hưởng 3 chu kỳ (1 hoặc 2 mặt phẳng) |
| Phân tích | Biên độ và pha ở tần số 1×, phổ FFT và dạng sóng, báo cáo đã lưu |
| Máy tính xách tay | Không bao gồm (máy tính Windows, có sẵn theo yêu cầu) |
Các trường hợp cân bằng hai mặt phẳng thực tế

Trống kết hợp (2 mặt phẳng)
Cả hai mặt phẳng hiệu chỉnh đều được cân bằng trong một lần làm việc trên máy gặt đập liên hợp nông nghiệp.
Trục truyền động (2 mặt phẳng)
Cân bằng động trục truyền động dài có gắn trọng lượng điều chỉnh ở mỗi mặt bích đầu.

Cánh quạt máy hút gió cỡ lớn
Điều chỉnh hai mặt phẳng trên cánh quạt của máy hút công nghiệp cỡ lớn được cân bằng tại chỗ.
Cân bằng hai mặt phẳng — từ thực tế
Cài đặt hệ số ảnh hưởng
Hai cảm biến và một máy đo tốc độ laser được bố trí để xác định đồng thời cả hai mặt phẳng hiệu chỉnh.
Cân bằng tại chỗ
Rotor vẫn nằm trong ổ trục của chính nó và được hiệu chỉnh ở tốc độ vận hành — không cần tháo ra.
Cả hai bài toán đều đã được giải
Khối lượng hiệu chỉnh và góc được tính toán đồng thời cho Mặt phẳng 1 và Mặt phẳng 2 trong một phiên.
Kết quả đã được xác minh
Kết quả chạy thử cuối cùng xác nhận vẫn còn sự mất cân bằng nằm trong giới hạn dung sai theo tiêu chuẩn ISO 21940-11 ở cả hai mặt phẳng.
Các công cụ tính toán miễn phí cho việc cân bằng hai mặt phẳng
Câu hỏi thường gặp về cân bằng hai mặt phẳng
Khi nào việc cân bằng một mặt phẳng là đủ?
Phương pháp hệ số ảnh hưởng hoạt động như thế nào đối với hai mặt phẳng?
Một công việc gia công hai mặt phẳng cần bao nhiêu lần đo?
Tôi có cần tháo rô-to ra khỏi máy không?
Tôi nên đặt mục tiêu đạt mức cân bằng chất lượng nào cho rô-to của mình?
Đội bảo trì của chúng tôi có thể thực hiện cân bằng hai mặt phẳng bằng thiết bị Balanset-1A không?
Học lý thuyết
Giải quyết cả hai mặt phẳng trong một lần — ở tốc độ vận hành, không cần tháo dỡ
Balanset-1A hướng dẫn bạn thực hiện toàn bộ quy trình xác định hệ số ảnh hưởng hai mặt phẳng: thiết lập điểm chuẩn, thử nghiệm Mặt phẳng 1, thử nghiệm Mặt phẳng 2, hiệu chỉnh và kiểm tra — tất cả đều được thực hiện ở tốc độ vận hành, ngay trên các ổ trục của chính rôto. Lượng mất cân bằng còn lại được ghi nhận theo tiêu chuẩn ISO 21940-11, ISO 14694 và API 610. Sẵn sàng giao hàng.